

Испытание сталей
Чтобы полностью изучить свойства материала и определения предела текучести, пластических деформаций и прочности проводят испытание образцов металла до полного разрушения. Испытание проводят при действии нагрузок следующего вида:
- статической нагрузкой;
- циклической категории (на выносливость или усталость);
- растяжение;
- изгиб;
- кручение;
- реже на сочетающиеся нагрузки, например, изгиб и растяжение.
Определение пределов испытательных нагрузок производят в стандартных условиях, с применением специальных машин, которые описаны в правилах Государственных стандартов.
Испытание образца для определения предела текучести
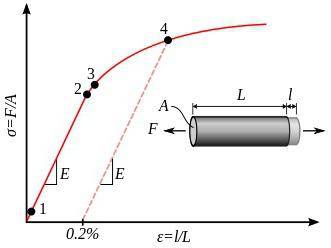
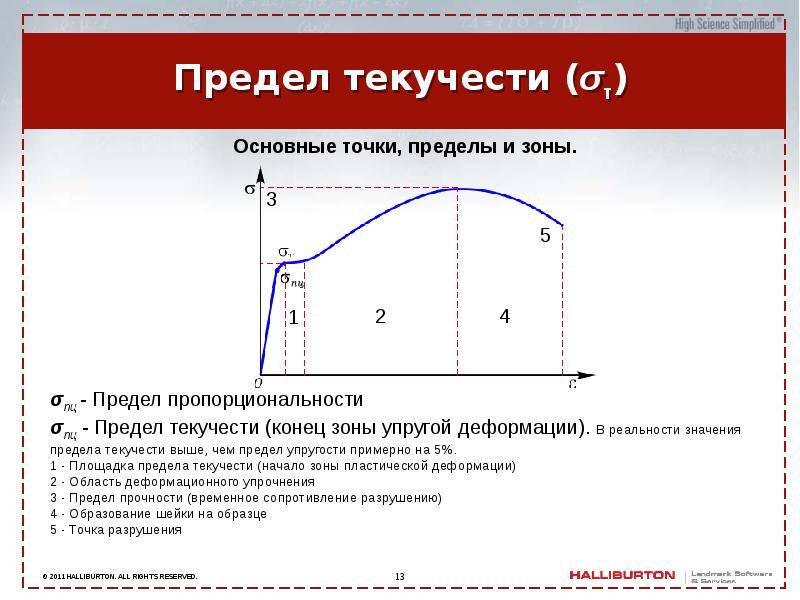
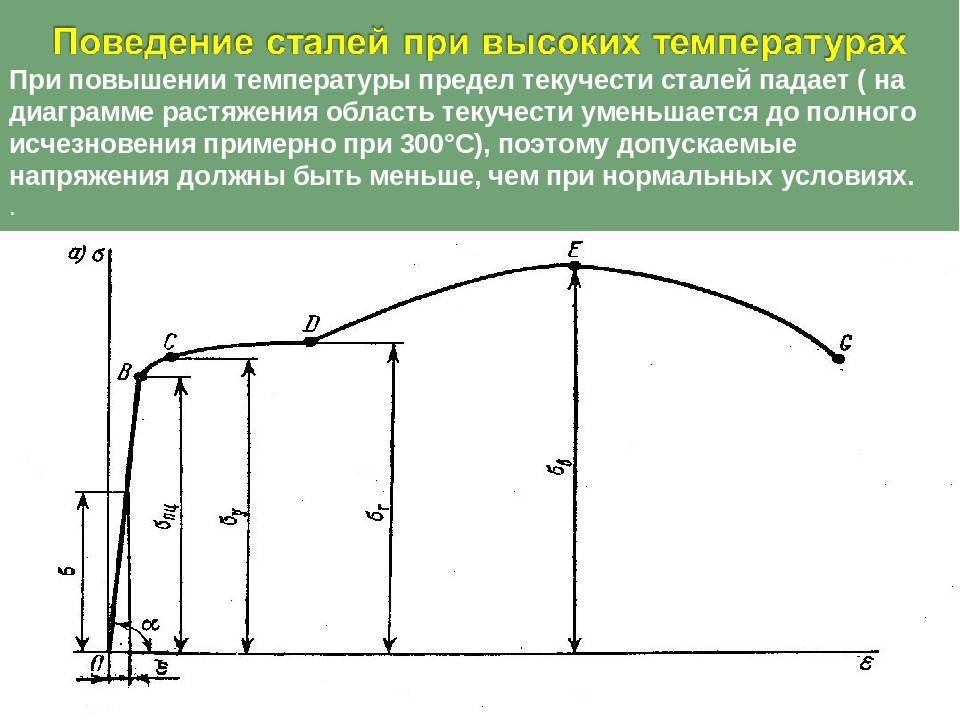
Для этого берут образец цилиндрической формы размером 20 мм, расчетной длиной 10 мм и применяют к нему нагрузку растяжением. Понятие расчетной длины обозначает расстояние между рисками, нанесенными на более длинном образце для возможности захвата. Для проведения испытания определяют зависимость между увеличением растягивающей силы и удлинением испытательного образца. Все показания испытания автоматически отображаются в виде диаграммы для наглядного сравнения. Ее называют диаграммой условного растяжения или условного напряжения, график зависит от первоначального сечения образца и первоначальной его длины. Вначале увеличение силы приводит к пропорциональному удлинению образца. Такое положение действует до предела пропорциональности.
После достижения этого порога график становится криволинейным и обозначает непропорциональное увеличение длины при равномерном повышении нагрузки. Дальше следует определение предела текучести. До тех пор, пока напряжения в образце не превосходят этого показателя, то материал с прекращением нагрузки может вернуться в первоначальное состояние относительно размеров и формы. На практике испытательного процесса разница между этими пределами невелика и не стоит особого внимания.
Предел текучести
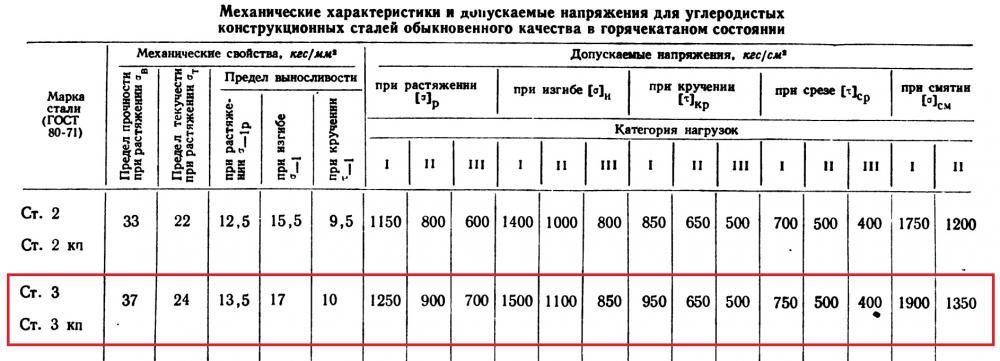
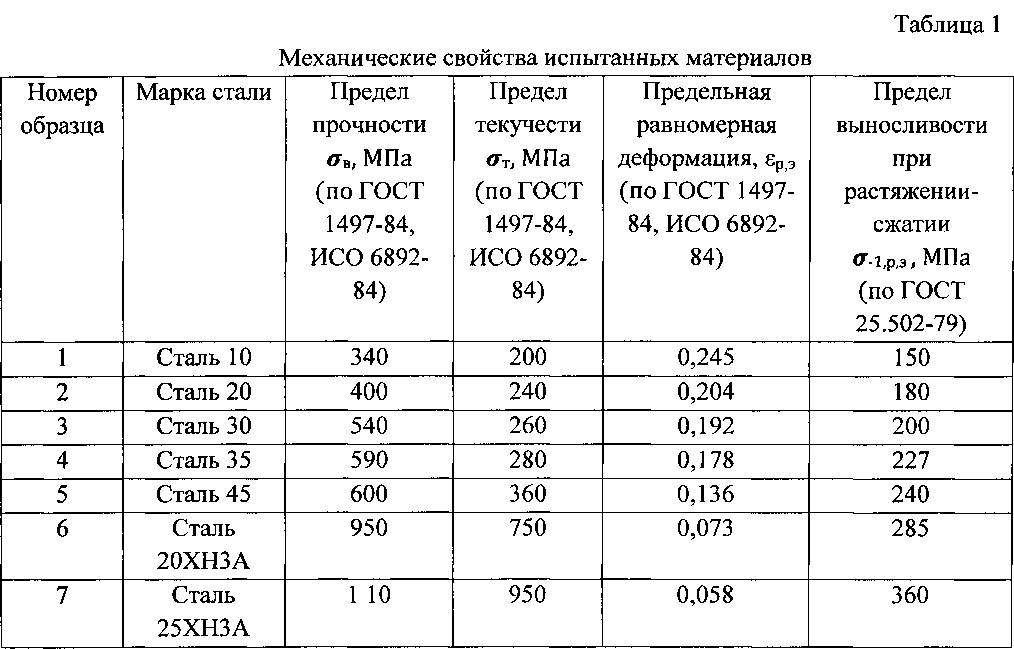
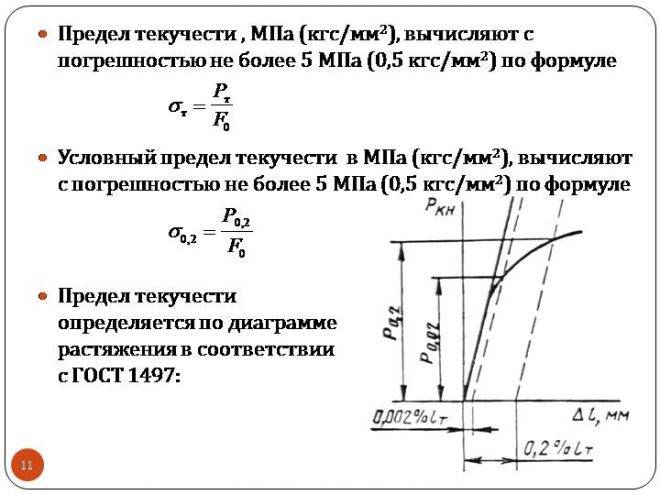
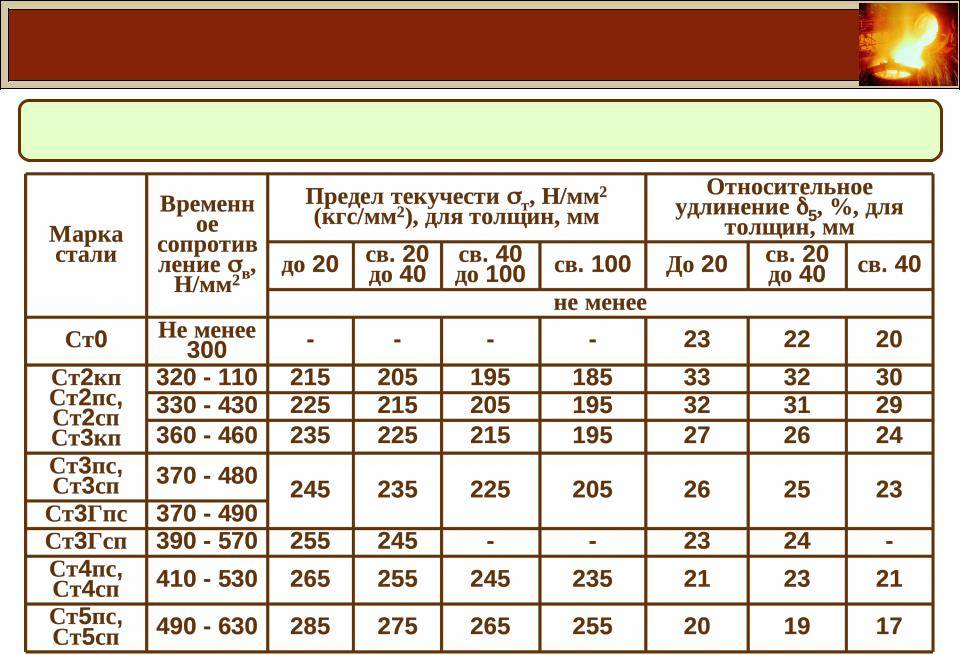
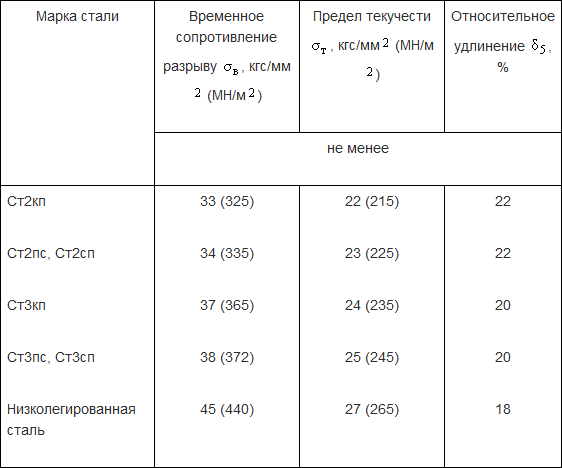
Если продолжать увеличивать нагрузку, то наступает такой момент испытания, когда изменение формы и размеров продолжается без увеличения силы. На диаграмме это показывается горизонтальной прямой (площадкой) текучести. Фиксируется максимальное напряжение, при котором увеличивается деформация, после прекращения наращивания нагрузки. Этот показатель называется пределом текучести. Для стали Ст. 3 предел текучести от 2450 кг на квадратный сантиметр.
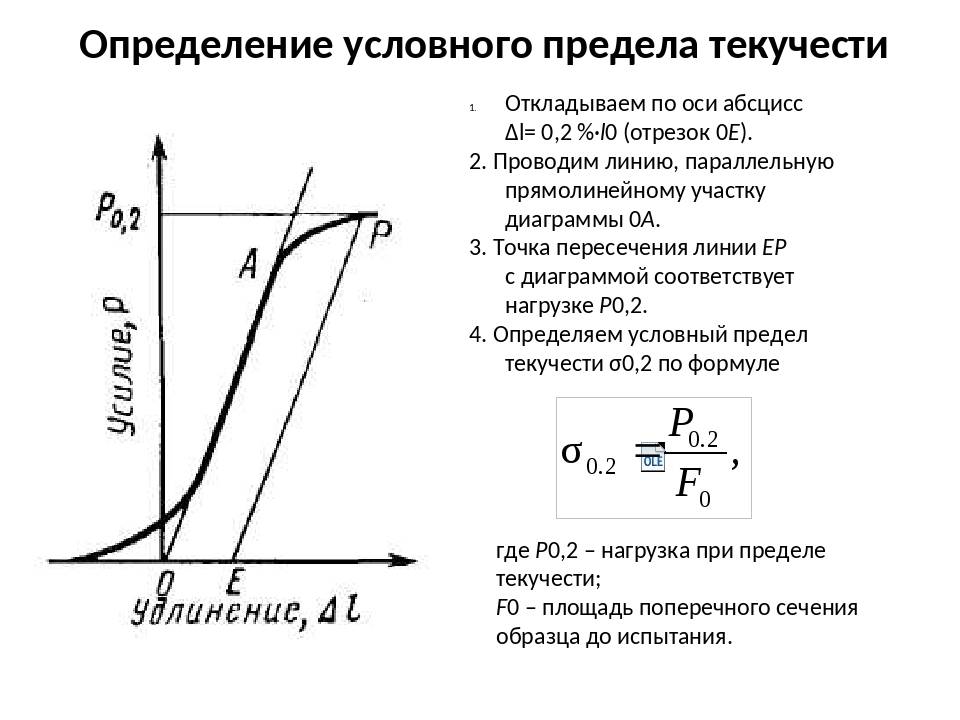
Условный предел текучести
Многие металлы при испытании дают диаграмму, на которой площадка текучести отсутствует или плохо выражена, для них применяется понятие условного предела текучести. Это понятие определяет напряжение, которое вызывает остаточное изменение или деформацию в пределе 0,2%. Металлами, к которым применяется понятие условного предела текучести, служат легированные и высокоуглеродистые стали, бронза, дюралюминий и другие. Чем пластичнее сталь, тем больше показание остаточных деформаций. К ним относят алюминий, латунь, медь и низкоуглеродистые стали. Испытания стальных образцов показывает, что текучесть металла вызывает значительные сдвиги кристаллов в решетке, и характеризуется появлением на поверхности линий, направленные к центральной оси цилиндра.
Предел прочности
После изменения на некоторую величину происходит переход образца в новую фазу, когда после преодоления предела текучести, металл снова может сопротивляться растяжению. Это характеризуется упрочнением, и линия диаграммы снова поднимается, хотя повышение происходит в более пологом проявлении. Появляется временное сопротивление постоянной нагрузке.
После достижения максимального напряжения (предела прочности) на образце появляется участок резкого сужения, так называемой шейки, характеризующейся уменьшением площади поперечного сечения, и образец рвется в самом тонком месте. При этом значение напряжения резко падает, уменьшается и величина силы.
Сталь Ст.3 характеризуется пределом прочности 4000–5000 кГ/см2. Для высокопрочных металлов такой показатель достигает предела 17500 кГ/см3 этот.
Пластичность материала
Характеризуется двумя показателями:
- остаточное относительное удлинение;
- остаточное сужение при разрыве.
Для определения первого показателя измеряют общую длину растянутого образца после разрыва. Чтобы это сделать, складывают две половинки друг с другом. Измерив длину, высчитывают процентное отношение к первоначальной длине. Прочные сплавы менее подвержены пластичности и показатель относительного удлинения снижается до 63 эта11%.
Вторая характеристика рассчитывается после измерения наиболее узкой части разрыва и высчитывается в процентном отношении к первоначальной площади среза образца.
Сталь 30 – ударная вязкость, Дж/см2
| Сортамент | Размеры – толщина, диаметр, мм | Режимы термообработки | Т, 0С | KCU при температурах |
| -600С | -400С | +200С | ||
| Заготовки | 60 | Закалка (вода) | 860 | |
| Отпуск | 400 | 42 | 45 | 72 |
| Т | r | R 109 | E 10-5 | l | a 106 | C |
| Град | кг/м3 | Ом·м | МПа | Вт/(м·град) | 1/Град | Дж/ (кг·град) |
| 20 | 7850 | 2 | 52 | |||
| 100 | 1.96 | 51 | 12.1 | 470 | ||
| 200 | 1.91 | 49 | 12.9 | 483 | ||
| 300 | 1.85 | 46 | 13.6 | 546 | ||
| 400 | 43 | 14.2 | 563 | |||
| 500 | 39 | 14.7 | 764 | |||
| 600 | 1.64 | 36 | 15 | |||
| 700 | 32 | 15.2 |
| Англия | Болгария | Германия | Евросоюз | Италия | Китай |
| BS | BDS | DIN, WNr | EN | UNI | GB |
| 080M32 |
30
1.0528
| C30 |
| C30E |
| Ck30 |
1.0528
| 1.1178 |
| C30 |
| C30E |
C30
| C30E |
| C30R |
30
| ML25Mn |
| ML30 |
| Польша | Румыния | США | Франция | Чехия | Япония |
| PN | STAS | — | AFNOR | CSN | JIS |
| 30 | |||||
| 30A | |||||
| 30rs |
OLC30
1030
| G10300 |
| M1031 |
C30E
| FR32 |
| XC32 |
12031
S28C
| S30C |
| S33C |
| SWRCH30K |
| SWRCH33K |
Основное определение
В процессе использования на любое сооружение приходятся разные нагрузки в виде сжатий, растяжений или ударов. Они могут действовать как обособленно, так и совместно.
Современные конструкторы стремятся уменьшить массу стальных деталей для экономии материала, но при этом не допустить критичного снижения несущей способности всей конструкции. Происходит это засчет уменьшения сечения стальных арматур.
В зависимости от назначения объектов, могут меняться некоторые требования к стали, но имеется перечень стандартных и важных показателей. Их величины рассчитывают на этапе проектирования деталей и узлов будущего сооружения. Заготовка должна обладать высокой прочностью при соответствующей пластичности.
В первую очередь при расчетах прочности изделия из стали обращают внимание на предел текучести. Это значение характеризующее поведение деталей при воздействиях на них
После прохождения этого предела в материале происходят невосстановимые процессы искажения кристаллической решетки. При последующем увеличении силы воздействия на заготовку и преодолении площадки текучести, деформация увеличивается.
Предел текучести иногда путают с пределом упругости. Это похожие понятия, но предел упругости – это величина максимального сопротивления металла и она чуть ниже предела текучести.
Величина текучести примерно на пять процентов превышает предел упругости.
Блок: 2/4 | Кол-во символов: 1663
Физическая характеристика
Пределы текучести относятся к показателям прочности. Они представляют собой макропластическую деформацию с довольно малым упрочнением. Физически этот параметр можно представить как характеристику материала, а именно: напряжение, которое отвечает нижнему значению площадки текучести в графике (диаграмме) растяжения материалов. Это же можно представить в виде формулы: σТ=PТ/F0, где PТ означает нагрузку предела текучести, а F0 соответствует первоначальной площади поперечного сечения рассматриваемого образца. ПТ устанавливает так называемую границу между упруго-пластической и упругой зонами деформирования материала. Даже незначительное увеличение напряжения (выше ПТ) вызовет существенную деформацию. Пределы текучести металлов принято измерять в кг/мм2 либо Н/м2. На величину данного параметра оказывают влияние разные факторы, например, режим термообработки, толщина образца, наличие легирующих элементов и примесей, тип, микроструктура и дефекты кристаллической решетки и прочее. Предел текучести значительно меняется при изменении температуры. Рассмотрим пример практического значения данного параметра.
Политика cookie
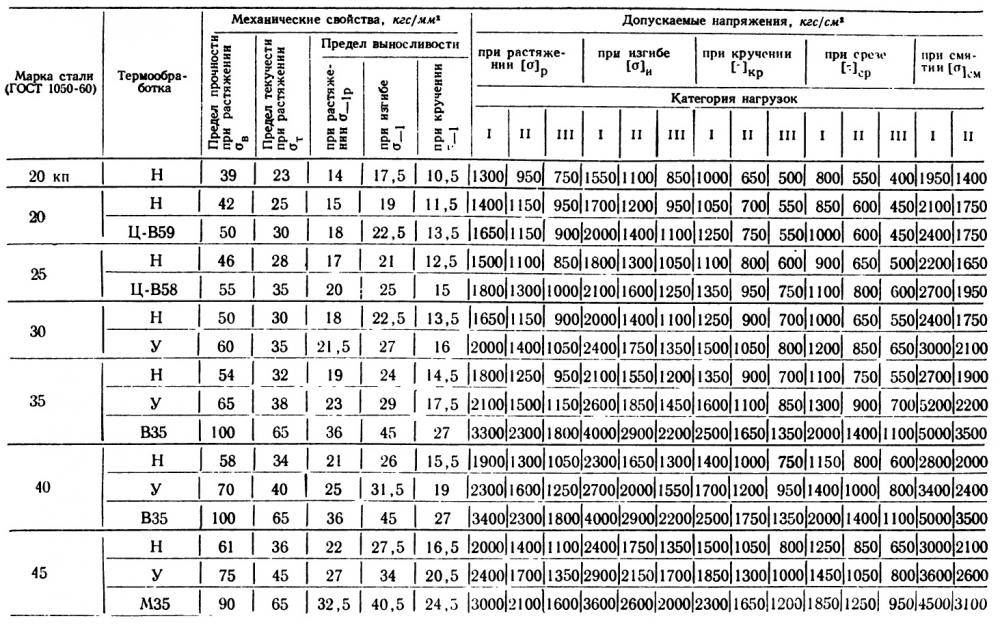
Выбор режущего инструмента согласно значениям предела прочности стали H/мм2
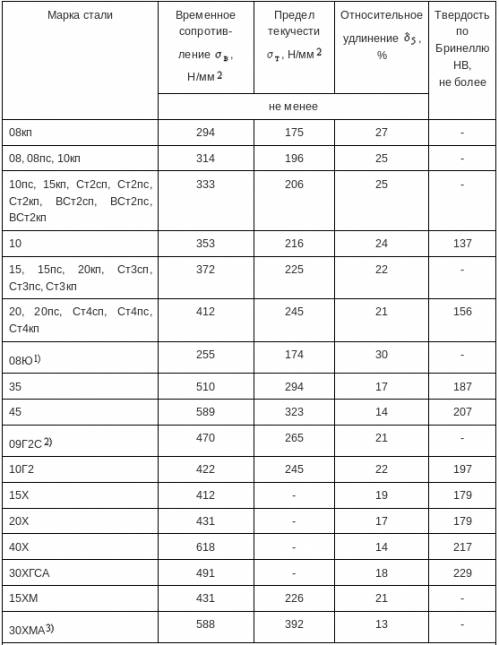
Для правильного подбора режущего инструмента (кольцевой фрезы, конусной зенковки, корончатого или ступенчатого сверла), ознакомитесь со значением «Предел кратковременной прочности» в разделе таблицы «Механические свойства» для вашего материала (Примечание: Далее в тексте — предел прочности).
Эта информация находиться в свободном доступе, достаточно ввести в поисковике название или марку вашей стали.
Предел прочности — это максимальное механическое напряжение, выше которого происходит разрушение материала, подвергаемого деформации (в данном случае лезвийной обработки при помощи режущего инструмента).
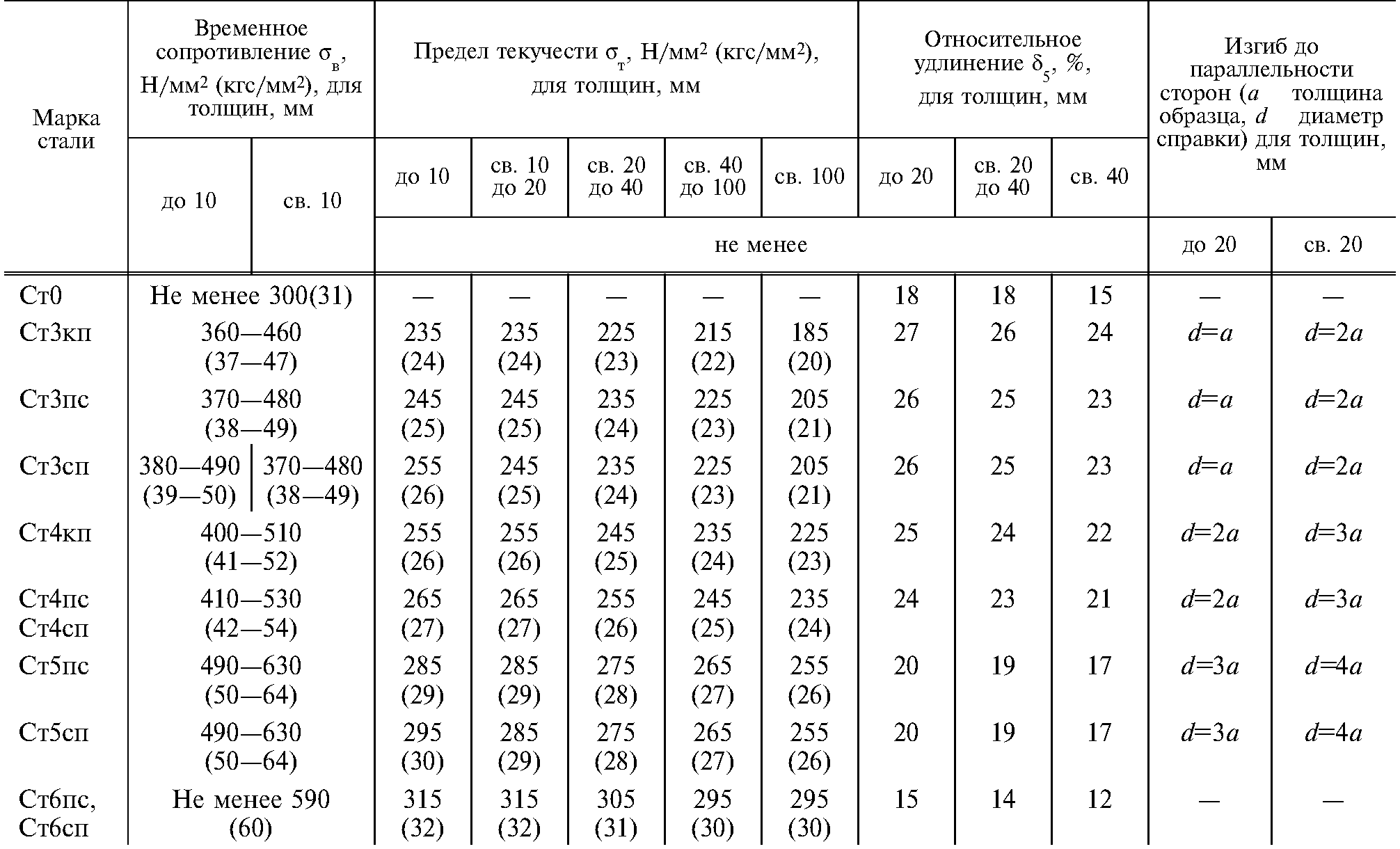
Предел прочности при растяжении обозначается в таблице механических свойств, буквами σв(МПа) и измеряется в килограммах силы на квадратный сантиметр (кгс/см2), а также указывается в мега Паскалях (МПа). В нормативной документации и стандартах обозначен термином «временное сопротивление».



σв — временное сопротивление разрыву (предел кратковременной прочности), Мпа. 1 МПа = 1 Н/мм²
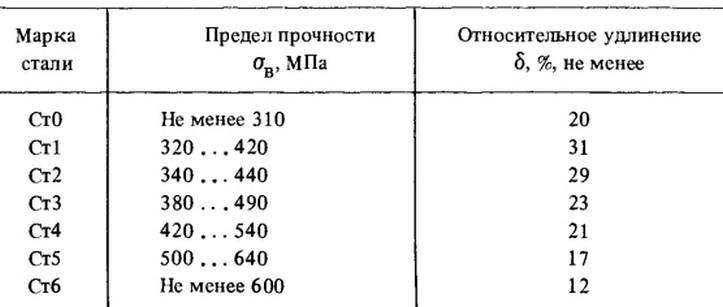
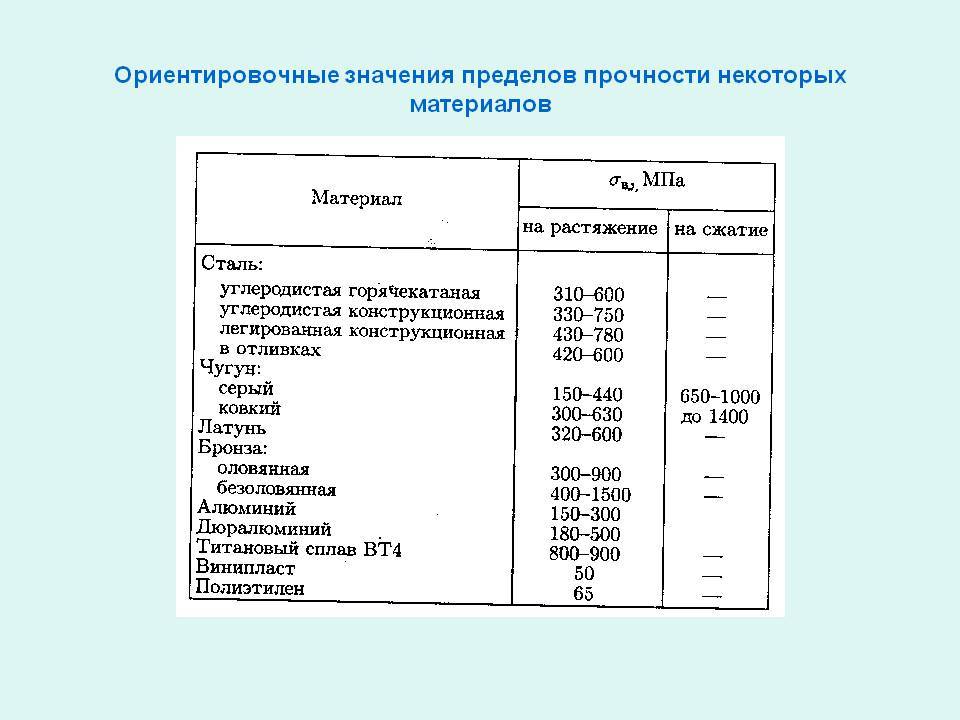
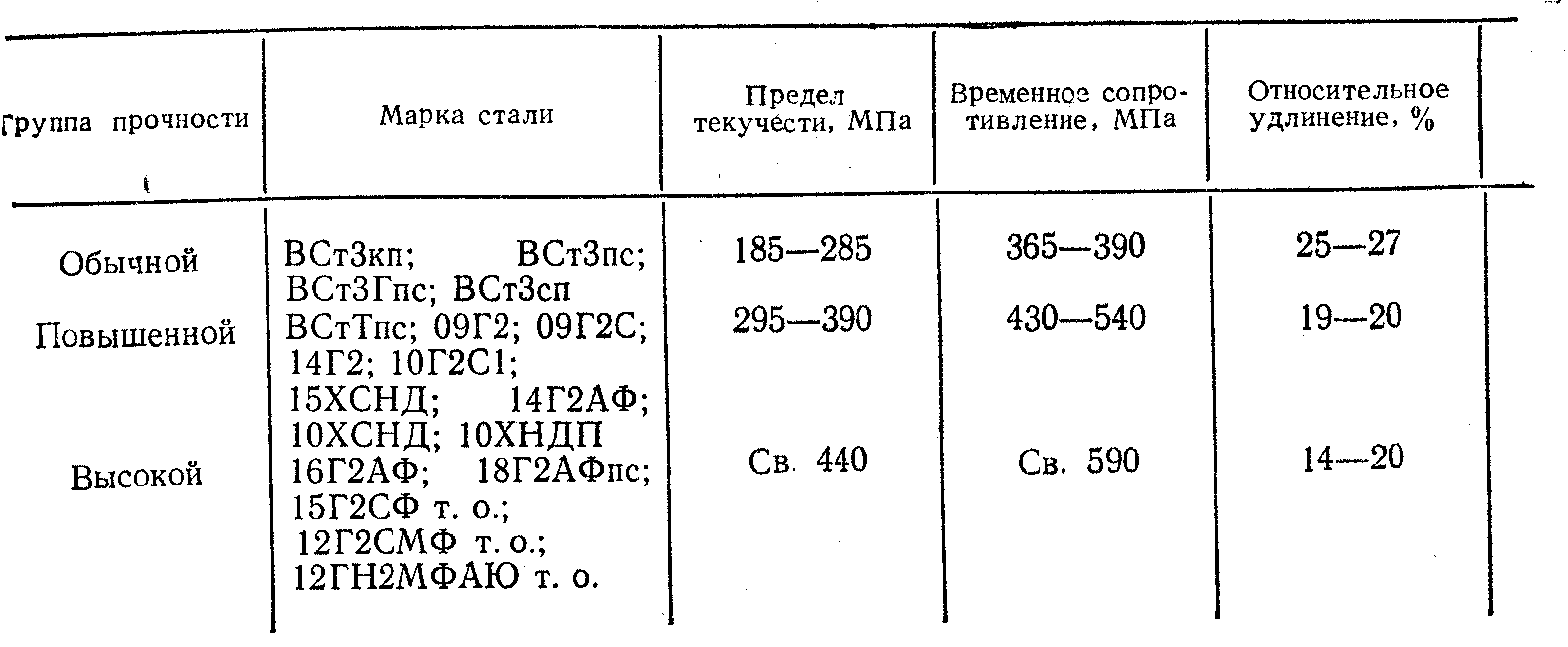
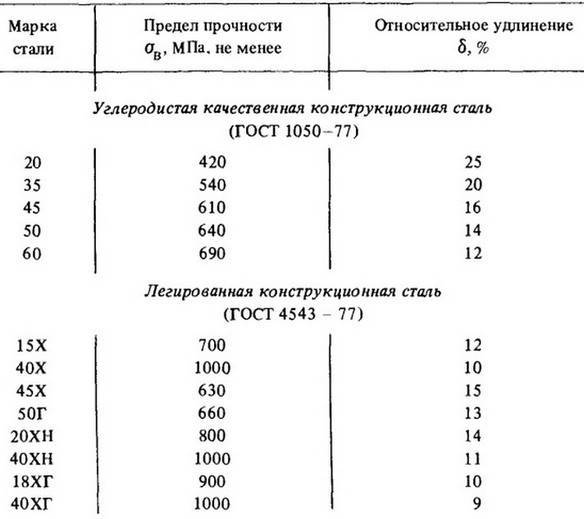
Предел прочности стали зависит от марки и изменяется в пределах от 300 Н/мм2 у обычной низкоуглеродистой конструкционной стали до 900 и выше Н/мм2 у специальных и высоколегированных марок.
Режущий инструмент выполненный из специальной высоколегированной быстрорежущей стали HSS-XE от производителя Karnasch (Германия), предназначен для сверления и обработки отверстий в сталях обычного и повышенного качества прочностью до 900 H/мм2.
Дополнительно, режущий инструмент усилен упрочняющим покрытием Gold Tech которое эффективно способствует повышенной износостойкости металлообрабатывающего инструмента.
Для сверления и обработки отверстий в прочных сталях и сталях высокого качества, рекомендуется использовать режущий инструмент, оснащенный твердосплавными напайками, выполненными из карбид вольфрама или инструментов выполненным целиком из специальной порошковой стали с возможностью обрабатывать материалы с прочностью до 1400 Н/мм2.
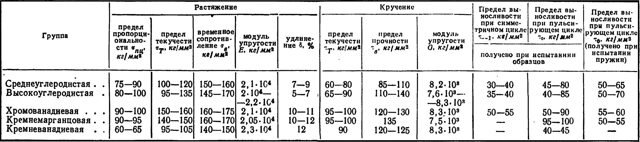
В таблице, представленной ниже, вы сможете ознакомится с некоторыми видами сталей и их значениями предела прочности. Стали разделены на группы прочности.
Например, для сверления обычной конструкционной стали С235 с пределом прочности до
360 Н/мм2 вполне подойдет кольцевая фреза, изготовленная из высоколегированной, специальной стали HSS XE с возможностью сверления материалов, прочностью до 900 Н/мм2 .
Или для зенковки закладных пластин, изготовленных из стали С390 подойдет конический зенкер из высоколегированной стали HSS XE с упрочняющим покрытием для повышения износостойкости к материалам с пределом прочности до 900 Н/мм2.
Так же вы сможете рассверлить или высверлить отверстие в мостовой стали 15ХСНД используя кольцевую фрезу из быстрорежущей высоколегированной стали HSS XE с TIN или BlueTek покрытием. Но даже с правильно подобранными оборотами и подачей, этих отверстий будет выполнено меньше чем при использовании инструмента с твердосплавными режущими пластинами, специально предназначенного для обработки прочных, качественных сталей с прочностью до 1400 Н/мм2.
И конечно для обработки нержавеющих сталей прочностью более 510 H/мм2, предпочтительней использовать режущий инструмент, (корончатые сверла или конусные зенкеры), с сменными твердосплавными пластинами. Metallrent.ru
Для обработки отверстий в износостойких сталях специального назначения используется режущий инструмент, специально предназначенный для этого. Производитель Karnasch (Германия), выпускает корончатые сверла, специально спроектированные для сверления таких крепких материалов как Hardox или железнодорожных рельс с наименованием Hardox-Line или Rail-Line.
Самым крепким инструментом, имеющимся у производителя, считаются цельные корончатые и спиральные сверла, выполненные из специальной порошковой стали. Прочность материалов для которых они предназначены имеет значение 1400 Н/мм2 или до 65 HRC.
Образцы для испытаний материалов на ударную вязкость
Не все предметы можно подвергать тестированию. Так как есть идеально выверенный до тысячной эталон килограмма, так и в лабораторию поставляются только одинаковые, созданные по ГОСТ подопытные экземпляры. Они могут быть трех типов:
- Бруски Шарпи. Это металлопрокат, имеющий квадратное сечение со стороной в 10 мм. В длину он должен составлять ровно 55 мм. Внутри нет полого отверстия, но есть разрез в виде литеры U.Он изображен на чертеже ниже:
- Брусок Менаже. Предыдущие параметры такие же, отличается только разрез, который выполнен в форме буквы V. Такой острый конец выреза приводит к тому, что деформации или разрушения появятся скорее, чем у предыдущего. поэтому проверки необходимы для определения эксплуатационных характеристик систем, подверженных постоянным высоким нагрузкам, например, элементам станка или автомобиля.
- Т-образный разрез применяется в случаях, когда необходима еще большая сложность и точность, поэтому распил производится в форме литеры Т.
Есть несколько разновидностей процедур. Ее выбор зависит от того, с какой целью определяют ударную вязкость материала. От этого будет выбрано тестирование:
- способ закрепления на стенде;
- использование гири или молота в качестве инструмента;
- тип разреза.
Способы обработки стали марки 40х
Материал плохо сваривается. Для устранения этого недостатка применяется термическая обработка. С ее помощью можно получить более универсальный сплав, улучшить его технические характеристики. Термическая обработка проводится в несколько этапов:
- Закалка. Проводится в масляной среде. Нужная для улучшения качества поверхностей структуры.
- Охлаждение детали. Осуществляется с помощью масла или на воздухе. Лучше использовать масло, поскольку оно повышает качество обработанной заготовки. Если применять воду, могут появиться дефекты.
- Отпуск. С его помощью устраняется внутреннее напряжение металла. Проводится на воздухе или с помощью масла.
Если термическая обработка была проведена правильно, твердость повышается до 217 НВ. При этом снижается внутреннее напряжение. Закалку проводят при температуре 860 °C, отпуск — при 200 °C. Если температурный режим не был нарушен, срок эксплуатации сплава увеличивается.
Поле проведения термической обработки улучшается свариваемость металла, для получения качественного шва до применения сварки места соединения нужно разогреть.
Сталь 40х имеет высокую себестоимость из-за сложностей производства, дополнительной термической обработки. Легированный металл чаще применяется для производства деталей, которые длительное время подвергаются большой нагрузке.
Особенности термообработки
Термическая обработка проводится с целью улучшения механических свойств стали 40., в основном, для повышения прочности и поверхностной твердости. Она состоит из комплекса операций, в результате которых изменяется внутренняя структура сплава. Материал подвергается сильному нагреву, поэтому технология термообработки должна учитывать особенности сплава, например:
- температуру плавления стали 40Х;
- ее химический состав;
- содержание примесей, влияющих на твердость металла;
- критические точки, при которых изменяется структура сплава.
ГОСТ определяет оптимальные режимы:
- закалки стали – масляная среда с температурой 860 градусов;
- отпуска – вода или масло при 500 градусах;
- если отпуск проводить при 200 градусах, твердость увеличивается до 552 МПа.
В итоге улучшаются характеристики:
- твердости – до 217 МПа;
- предела прочности на разрыв – 980 Н/м2;
- ударной вязкости – до 59 Дж/см2.
Медленное охлаждение после отпуска ведет к хрупкости стали. Избежать ее можно быстрым охлаждением, однако при этом возможно появление внутренних напряжений, вызывающих деформацию металла. Флокеночувствительность, то есть образование внутренних трещин и полостей, можно уменьшить вакуумированием процесса нагрева и совмещением его с продувкой аргоном.
Технические характеристики углеродистой стали 45
Особого внимания требует процесс закалки стали 40Х, так как она идет на изготовление деталей, испытывающих постоянные нагрузки, например, втулок, шестерен, болтов. После процедуры увеличивается твердость металла, но снижаются пластичность и устойчивость к ударным нагрузкам. Соотношение этих параметров зависит:
- от времени, в течение которого происходит нагрев до заданной температуры;
- интервала выдержки, определяющего равномерность прогрева;
- скорости охлаждения.
Критический диаметр после закалки в различных средах
При максимальной твердости от 43 до 46 HRC3 и содержании мартенсита не более 50% диаметр составляет от 16 до 76 мм.
При критической твердости в диапазоне от 49 до 53 HRC3 и количестве мартенсита, равном 90%, диаметр равен от 6 до 58 мм.
В обозначенных пределах прут с сечением цилиндрической формы прокаливается насквозь.
Пути увеличения прочностных характеристик
Есть несколько способов это сделать, два основных:
- добавка примесей;
- термообработка, например, закал.
Иногда они используются вместе.
Общие сведения о сталях
Все они обладают химическими свойствами и механическими. Ниже подробнее поговорим о способах увеличения прочности, но для начала представим схему, на которой представлены все разновидности:
Также посмотрим более подробное видео:
Все они обладают химическими свойствами и механическими. Ниже подробнее поговорим о способах увеличения прочности, но для начала представим схему, на которой представлены все разновидности:
Углерод
Чем больше углеродность вещества, тем выше твердость и меньше пластичность. Но в составе не должно быть более 1% химического компонента, так как большее количество приводит к обратному эффекту.


Марганец
Очень полезная добавка, но при массовой доле не более двух процентов. Обычно Mn добавляют для улучшения качеств обрабатываемости. Материал становится более подвержен ковке и свариванию. Это объясняется вытеснением кислорода и серы.
Кремний
Эффективно повышает прочностные характеристики, при этом не затрагивая пластичность. Максимальное содержание – 0,6%, иногда достаточно и 0,1%. Хорошо сочетается с другими примесями, в совокупности можно увеличить устойчивость к коррозии.
Легирующие добавки
Также можно встретить следующие примеси:
- Хром – увеличивает твёрдость.
- Молибден – защищает от ржавчины.
- Ванадий – для упругости.
- Никель – хорошо влияет на прокаливаемость, но может привести к хрупкости.
Эти и другие химические вещества должны применяться в строгих пропорциях в соответствии с формулами. В статье мы рассказали про предел прочности (кратковременное сопротивление) – что это, и как с ним работать. Также дали несколько таблиц, которым можно пользоваться при работе. В качестве завершения, давайте посмотрим видеоролик:
Чтобы уточнить интересующую вас информацию, свяжитесь с нашими менеджерами по телефонам;; 8 (800) 707-53-38. Они ответят на все ваши вопросы.
Определение твердости
Твердость характеризует сопротивление материала большим пластическим деформациям. Наиболее распространенные методы определения твердости связаны с внедрением специального тела – индентора, в испытуемый материал, с таким усилием, чтобы в материале остался отпечаток индентора. О величине твердости судят по отпечатку.
Твердость наиболее распространенный метод определения свойств материала. Это объясняется рядом причин: определения твердости являются неразрушающим методом, т.к. деталь после такого измерения может быть использована по назначению; испытания на твердость не требуют высокой квалификации и, кроме того, зная твердость, можно судить и о других механических свойствах.
Метод Бринелля. В качестве индентора используется стальной закаленный шарик, который вдавливается в испытуемый образец на специальном прессе, в результате на поверхности образца образуется отпечаток в виде сферической лунки. Значения твердости – это отношение приложенной нагрузки и площади поверхности отпечатка. Они вычисляются по формуле: НВ=2Р/D(D-(D2-d2) 1/2 ). Здесь НВ – обозначение твердости (например, 200НВ); Р – прилагаемая нагрузка ; D и d – диаметры шарика и отпечатка .
На практике пользуются таблицей, в которой указаны значения твердости в зависимости от диаметра отпечатка.
Метод Бринелля не является универсальным. Он не позволяет испытывать материалы с твердостью более 450НВ, т.к. при этом может деформироваться индентор – шарик, а также образцы толщиной менее 1…2 мм из-за их продавливания.
Между твердостью по Бринеллю и пределом прочности разных материалов соблюдается следующие примерные соотношения: для стали sв=НВ/3, sт=НВ/6; для алюминиевых сплавов; sв=0,362НВ; для медных сплавов sв=0,26НВ.
Метод Роквелла. Принципиальное отличие этого метода от рассмотренного ранее в том, что твердость определяется не площадью поверхности отпечатка индентора, а глубиной его проникновения в исследуемый образец.
В качестве индентора используют алмазный конус – при испытаниях твердых материалов и стальной закаленный шарик – при испытаниях мягких материалов. Нагрузка при использовании алмазного конуса устанавливается 150 или 60 кгс в зависимости от твердости материала – большая для менее твердых материалов (например, закаленные стали); меньшая для материалов с очень высокой твердостью (твердые сплавы, режущая керамика), чтобы избежать скола алмазного конуса. Стальной шарик вдавливают с нагрузкой 100 кгс.
Испытания выполняются на специальном приборе, имеющем две шкалы – черную и красную. Черная шкала используется при испытаниях алмазным конусом, красная – стальным закаленным шариком. Обозначения твердости: НRC – алмазный конус, нагрузка 150кгс (64НRC), HRA – алмазный конус, нагрузка 60кгс (90HRA), HRB – шарик, нагрузка 100 кгс (120HRB).
Значения твердости в единицах HRC примерно в 10 раз меньше, чем в единицах НВ. Т.е. твердость 30 HRC примерно соответствует 300НВ. Между значениями твердости по шкалам «С» и «А» имеется следующая зависимость: HRC=2HRA-102.
Метод Виккерса. Метод основан на вдавливании четырехгранной алмазной пирамидки с углом между противоположными гранями, равным 136°. Твердость (она обозначается HV, например,1000HV) определяется отношением нагрузки и площади поверхности отпечатка. Значения твердости вычисляются по формуле: HV=1,854 Р/d2, где d – среднее значение длины диагоналей отпечатка.
Нагрузка может изменяться в пределах от 1 до100 кгс. Величина диагоналей определяется с помощью специального микроскопа, встроенного в прибор.
Разные материалы по-разному реагируют на приложенную к ним внешнюю силу, вызывающую изменение их формы и линейных размеров. Такое изменение называют пластической деформация. Если тело после прекращения воздействия самостоятельно восстанавливает первоначальную форму и линейные размеры — такая деформация называется упругой. Упругость, вязкость, прочность и твердость являются основными механическими характеристиками твердых и аморфных тел и обуславливают изменения, происходящие с физическим телом при деформации под действием внешнего усилия и ее предельном случае — разрушении. Предел текучести материала — это значение напряжения (или силы на единицу площади сечения), при котором начинается пластическая деформация.
Стандарты ГОСТ и DIN на высокопрочный крепеж
Сегодня “высокопрочка” поступает на рынок от отечественных, европейских и азиатских производителей. И если качество китайского крепежа вызывает недоверие у потребителей, то российский и европейский продукт пользуется большим спросом. Во многих зарубежных нормативах DIN, EN прописано использование болткомплектов (болт, гайка, шайба в сборе) от одного производителя. В наших документах нет таких правил. Нет в них и требований по виду защитного покрытия, тогда как европейские метизы оцинковываются, как правило, горячим методом.
Таблица 2. Стандарты на высокопрочный крепеж в России и Европе.
| Национальные стандарты РФ | Европейские стандарты |
| ГОСТ Р 52643-2006 Общие технические условия | DIN EN 14399-1:2006 Общие требования |
| ГОСТ Р 52644-2006 (ИСО 7411:1987) Болты | DIN EN 14399-2:2006 Проверка пригодности к предварительным натяжениям |
| ГОСТ Р 52645-2006 (ИСО 4775:1984) Гайки | DIN EN 14399-4:2006 Гарнитуры из болтов и гаек. Система HV |
| ГОСТ Р 52646-2006 (ИСО 7415:1984) Шайбы | DIN EN 14399-5:2006 Шайбы |
| DIN EN 14399-6:2006 Шайбы с фаской |
Основные виды высокопрочных болтов, винтов и шпилек, используемые в России строительными компаниями и машиностроительными предприятиями:
ГОСТ 52644, ГОСТ 22353, DIN 6914, ISO 7412
Перечисленные стандарты распространяются на шестигранные болты высокой прочности (БВП), разработанные для использования при монтаже строительных металлоконструкций из стали, а также в мостостроении и тяжелом машиностроении для создания высоконагруженных соединений. Размерный ряд ограничен диаметрами М16 – М48. Выпускаются в климатическом исполнении «У» и «ХЛ»
ГОСТ 7798, ГОСТ 7805, DIN 933, DIN 931, ISO 4014, ISO 4017
Стандарты на БВП с нормальной шестигранной головкой, полной и неполной резьбой, используемые для скрепления деталей и элементов конструкций в автомобилестроении, других производственных и строительных областях. Имеют широкий диапазон диаметров от М3 до М64. Выпускаются без покрытия или оцинкованными разными способами (гальваническим, термодиффузионным, горячим). Аналоги с мелкой резьбой – DIN 960, DIN 961.


DIN 912, DIN 6912, ГОСТ 11738, ISO 4762
По данным стандартам изготавливаются винты с внутренним шестигранником и головкой в форме цилиндра, которые используются в самых разных отраслях промышленности. Винты DIN, ISO имеют более длинный перечень размеров, выпускаются только в высоких классах прочности 8.8, 10.9, 12.9, тогда как ГОСТ допускает их изготовление и низких классов, но ограниченного диаметра от М3 до М36.
DIN 444, ГОСТ 3033-79
Настоящие стандарты описывают требования к откидным винтам (болтам) с ушком и метрической резьбой диаметром от М5 до М36, которые применяются в станочных приспособлениях, в качестве детали соединения в машиностроении или совместно со строительными анкерами с внутренней резьбой.
DIN 975, DIN 976
Данные стандарты регламентируют размеры, длину, шаг и тип резьбы резьбовых шпилек (штанг). К высокопрочным относят шпильки с границей прочности 800…1200 Нм. Они имеют фиксированную длину 1000 или 2000 мм, диаметр от М4 до М48. Применяются в машиностроении, строительной отрасли, при монтаже кабельно-трубных эстакад.
Все вышеперечисленные метизы изготавливаются в черном исполнении (под покраску) и оцинкованном различными способами.





