

Настройка инвертора, используемого для полуавтоматической сварки
Если вы решили сделать своими руками сварочный полуавтомат, используя для этого инвертор, необходимо предварительно обесточить данное оборудование. Чтобы такое устройство не перегревалось, следует разместить его выпрямители (входной и выходной) и силовые ключи на радиаторах.

Силовые диоды на дополнительных радиаторах
После того как все вышеперечисленные процедуры выполнены, можно соединить силовую часть устройства с его блоком управления и подключить его к электрической сети. Когда индикатор подключения к сети загорится, к выходам инвертора следует подключить осциллограф. С помощью этого прибора надо найти электрические импульсы частотой 40–50 кГц. Время между формированием таких импульсов должно составлять 1,5 мкс, что регулируется изменением величины напряжения, поступающего на вход устройства.
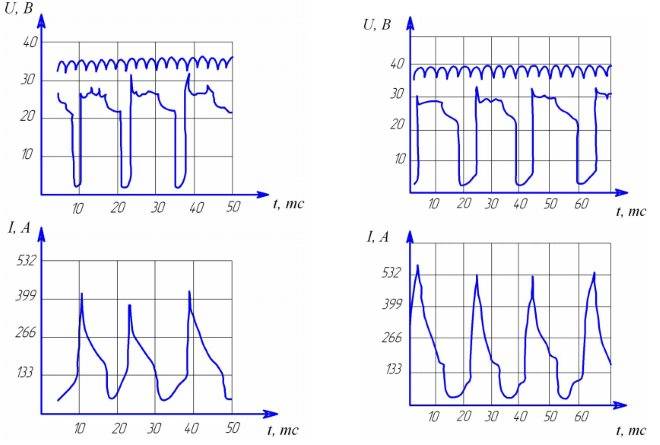
Осциллограмма сварочного напряжения и тока: слева на обратной полярности, справа – на прямой
Необходимо также проверить, чтобы импульсы, отражающиеся на экране осциллографа, имели прямоугольную форму, а их фронт составлял не более 500 нс. Если все проверяемые параметры соответствуют требуемым значениям, то можно подключать инвертор к электрической сети. Ток, поступающий от выхода полуавтомата, должен иметь силу не менее 120 А. Если величина силы тока меньше, это может означать то, что в провода оборудования подается напряжение, величина которого не превышает 100 В. При возникновении такой ситуации необходимо сделать следующее: протестировать оборудование путем изменения силы тока (при этом надо постоянно контролировать напряжение на конденсаторе). Кроме того, следует постоянно контролировать температуру внутри устройства.
После того как полуавтомат протестирован, необходимо проверить его под нагрузкой. Чтобы сделать такую проверку, к сварочным проводам подключают реостат, сопротивление которого составляет не меньше 0,5 Ом. Такой реостат должен выдерживать ток силой 60 А. Сила тока, который в такой ситуации поступает на сварочную горелку, контролируется при помощи амперметра. Если сила тока при использовании нагрузочного реостата не соответствует требуемым параметрам, то величину сопротивления данного устройства подбирают эмпирическим путем.
Изготовление самодельного полуавтомата в домашних условиях
Сборка сварочного полуавтомата своими руками на базе инвертора является предпочтительным вариантом. Сварочное устройство пригодно для создания неразъёмных соединений из чёрного металла и коррозионных сталей.
Источник питания станет основной расходной статьёй. Инвертор представляет собой электротехническое устройство по преобразованию напряжения в сторону понижения, с изменением величины тока до уровня возникновения сварочной дуги. По факту это генератор напряжения со сглаженной синусоидой.
Обязательные узлы устройства:

- Источник тока, состоящий из высокочастотного трансформатора и выпрямителя.
- Электронный модуль регулировки и управления процессом.
- Подающий проволоку механизм и бобина.
- Баллон и шланг подачи инертного газа.
- Горелка.
Самостоятельное изготовление не избавит умельца от покупки готовых элементов. Сбалансировать процессы преобразования электроэнергии, скорость подачи присадочного материала из разрозненных случайных компонентов затруднительно. Подача проволоки жёстко завязана с силой тока. Активность дуги определяет ампераж.
Силовой трансформатор
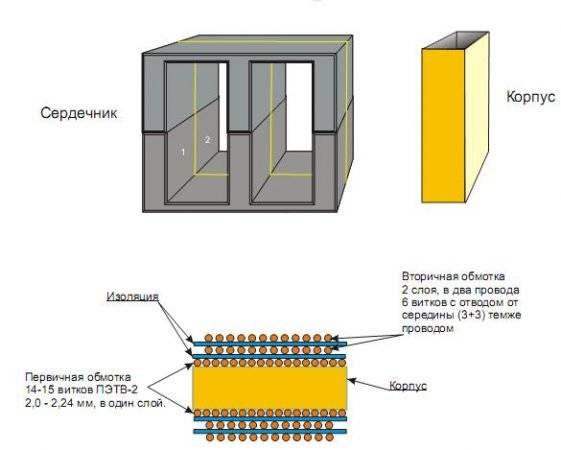
Опробован и показал результативную работу модернизированный 1-киловаттный ОСМ-1. Каркас катушки усиливается текстолитовой прокладкой толщиной 2 мм. В щеках выфрезеровывается прямоугольное окно 87х51,5 мм.
Провод на первичную обмотку подбирается с усиленной изоляцией, предпочтительно стекловолокном, Ø1,8 мм. Как вариант — используют эмалированный провод ПЭВ, ПЭТВ. Намотка ведётся с равномерным натяжением.

Катушку с эмальпроводом пропитайте лаком путём длительного (6–10 часов) замачивания.
Плотность укладки гарантирует помещение 224 витков (164+15х4) с прокладкой изоляции на каждый слой. Можно по старинке пользоваться термической бумагой, но тонкая стеклоткань надёжнее.
На вторичную обмотку берётся алюминиевая либо медная шина в стеклоизоляции. Расход — в пределах 8 м. Выпускается монтажный конец 30 мм, укладывается 19 витков, формируется замкнутая петля под винт М6, добавляются очередные 19 витков.
Планируете использовать сварочное устройство на крупных деталях с увеличением силы тока – добавьте на каждое плечо вторички по 3 витка.
Тестируем трансформатор в сборе. Номинал тока холостого хода — 0,5 А, напряжение на вторичной обмотке оптимально в пределах 19–26 В. Первая деталь устройства полуавтомата изготовлена.
Полуавтомат из инвертора
Полуавтомат из сварочного инвертора получим после доработок. Трансформатор обматывается 2 слоями медной шины с изоляцией рядов термобумагой, стеклотканью или фторопластовой лентой.
На вторичную обмотку делаем добавление 3 слоёв нелегированной стальной ленты в надёжной изоляции. Обе части обмотки спаиваются между собой. Токопроводность обмотки возрастает.

Профессиональное сварочное устройство получим после модернизации. Вольт-амперная характеристика инвертора неустойчива, плавает. Добиваемся выдачи на выходе постоянства напряжения.
Постоянные резисторы устанавливаются перед шунтом управления сварочным током. Получаем стабильность напряжения на выходе. Неудобство усложнения корректировки дуги устраняет переменный резистор на выходе из шунта.
Настройка регулировки напряжения дуги – привилегия профессиональных сварочных полуавтоматов. Сварщик получает выбор при переключении тумблера в режим жёсткого управления током либо напряжением.
Дроссель
Для намотки дросселя пригоден трансформатор на 0,4 кВт ОСМ-0,4. Берём эмальпровод Ø1,5–1,8 мм, Наматываем 2 слоя с прокладкой изоляции. Поверх ложатся 24 витка алюминиевой либо медной шины с выпуском концов под монтаж. Сердечник собирается с зазором 1 мм. Точность и надёжность обеспечит текстолитовая прокладка.
Изготовление самодельного полуавтомата в домашних условиях
Источник питания станет основной расходной статьёй. Инвертор представляет собой электротехническое устройство по преобразованию напряжения в сторону понижения, с изменением величины тока до уровня возникновения сварочной дуги. По факту это генератор напряжения со сглаженной синусоидой.
Обязательные узлы устройства:
 Устройство сварочный полуавтомата
Устройство сварочный полуавтомата
- Источник тока, состоящий из высокочастотного трансформатора и выпрямителя.
- Электронный модуль регулировки и управления процессом.
- Подающий проволоку механизм и бобина.
- Баллон и шланг подачи инертного газа.
- Горелка.
Самостоятельное изготовление не избавит умельца от покупки готовых элементов. Сбалансировать процессы преобразования электроэнергии, скорость подачи присадочного материала из разрозненных случайных компонентов затруднительно. Подача проволоки жёстко завязана с силой тока. Активность дуги определяет ампераж.
Силовой трансформатор
Опробован и показал результативную работу модернизированный 1-киловаттный ОСМ-1. Каркас катушки усиливается текстолитовой прокладкой толщиной 2 мм. В щеках выфрезеровывается прямоугольное окно 87х51,5 мм.
Провод на первичную обмотку подбирается с усиленной изоляцией, предпочтительно стекловолокном, Ø1,8 мм. Как вариант — используют эмалированный провод ПЭВ, ПЭТВ. Намотка ведётся с равномерным натяжением.
 Технические характеристики и габаритные размеры ОСМ-1
Технические характеристики и габаритные размеры ОСМ-1
Катушку с эмальпроводом пропитайте лаком путём длительного (6–10 часов) замачивания.
Плотность укладки гарантирует помещение 224 витков (164+15х4) с прокладкой изоляции на каждый слой. Можно по старинке пользоваться термической бумагой, но тонкая стеклоткань надёжнее.
На вторичную обмотку берётся алюминиевая либо медная шина в стеклоизоляции. Расход — в пределах 8 м. Выпускается монтажный конец 30 мм, укладывается 19 витков, формируется замкнутая петля под винт М6, добавляются очередные 19 витков.
Планируете использовать сварочное устройство на крупных деталях с увеличением силы тока – добавьте на каждое плечо вторички по 3 витка.
Тестируем трансформатор в сборе. Номинал тока холостого хода — 0,5 А, напряжение на вторичной обмотке оптимально в пределах 19–26 В. Первая деталь устройства полуавтомата изготовлена.
Полуавтомат из инвертора
Полуавтомат из сварочного инвертора получим после доработок. Трансформатор обматывается 2 слоями медной шины с изоляцией рядов термобумагой, стеклотканью или фторопластовой лентой.
На вторичную обмотку делаем добавление 3 слоёв нелегированной стальной ленты в надёжной изоляции. Обе части обмотки спаиваются между собой. Токопроводность обмотки возрастает.
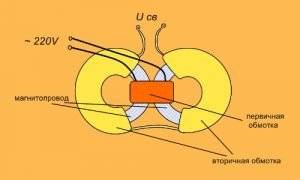 Схема намотки сварочного трансформатора
Схема намотки сварочного трансформатора
Профессиональное сварочное устройство получим после модернизации. Вольт-амперная характеристика инвертора неустойчива, плавает. Добиваемся выдачи на выходе постоянства напряжения.
Постоянные резисторы устанавливаются перед шунтом управления сварочным током. Получаем стабильность напряжения на выходе. Неудобство усложнения корректировки дуги устраняет переменный резистор на выходе из шунта.
Настройка регулировки напряжения дуги – привилегия профессиональных сварочных полуавтоматов. Сварщик получает выбор при переключении тумблера в режим жёсткого управления током либо напряжением.
Дроссель
Для намотки дросселя пригоден трансформатор на 0,4 кВт ОСМ-0,4. Берём эмальпровод Ø1,5–1,8 мм, Наматываем 2 слоя с прокладкой изоляции. Поверх ложатся 24 витка алюминиевой либо медной шины с выпуском концов под монтаж. Сердечник собирается с зазором 1 мм. Точность и надёжность обеспечит текстолитовая прокладка.
 Схема изготовления сварочного дросселя
Схема изготовления сварочного дросселя
Особенности конструкции и принцип работы полуавтомата
Отличительная черта этого сварочника — вместо сменных электродов применяется непрерывно подаваемая в зону сварки проволока.
Она обеспечивает постоянный контакт и обладает меньшим сопротивлением, в сравнении с дуговой сваркой.
Благодаря этому в точке контакта с заготовкой моментально образуется зона расплавленного металла. Жидкая масса склеивает поверхности, образуя качественный и прочный шов.
С помощью полуавтомата легко варятся любые металлы, включая цветные и нержавейку. Освоить технику сварки можно самостоятельно, нет необходимости записываться на курсы. Аппарат очень прост в эксплуатации, даже для начинающего сварщика.
Помимо электрической части — источника тока большой мощности, полуавтомат имеет в конструкции механизм непрерывной подачи сварочной проволоки и горелку, оборудованную соплом для создания газовой среды.
С обычной омедненной проволокой работают в среде защитного инертного газа (как правило — углекислого). Для этого баллон с редуктором подключают к специальному входному штуцеру на корпусе полуавтомата.
Кроме того, полуавтоматом можно варить в самозащитной среде, которая создается с помощью специального напыления на сварочной проволоке. В этом случае инертный газ не используется.
Именно простота работы и универсальность полуавтомата делает агрегат таким популярным среди сварщиков-любителей.
Во многих комплектах реализована функция два в одном — сварочный инвертор и полуавтомат в общем корпусе. От инвертора сделан дополнительный отвод — клемма подключения держателя сменных электродов.
Единственный серьезный недостаток — качественный полуавтомат стоит существенно дороже простого инвертора. При схожих характеристиках, стоимость отличается в 3-4 раза.
Поэтому домашние мастера стремятся по возможности переделать сварочный инвертор в полуавтомат. Как это сделать — мы расскажем в следующем материале.
Созданный план
Любая схема самодельного устройства предусматривает отдельную последовательность работы:
- На начальном уровне необходимо обеспечить подготовительную продувку системы. Она будет воспринимать последующую подачу газа;
- Затем необходимо запустить источник питания дуги;
- Подать проволоку;
- Только после выполнения всех действий начнется движение инвертора с заданной скоростью.
- На окончательном этапе следует обеспечить защиту шва и заварку кратера;
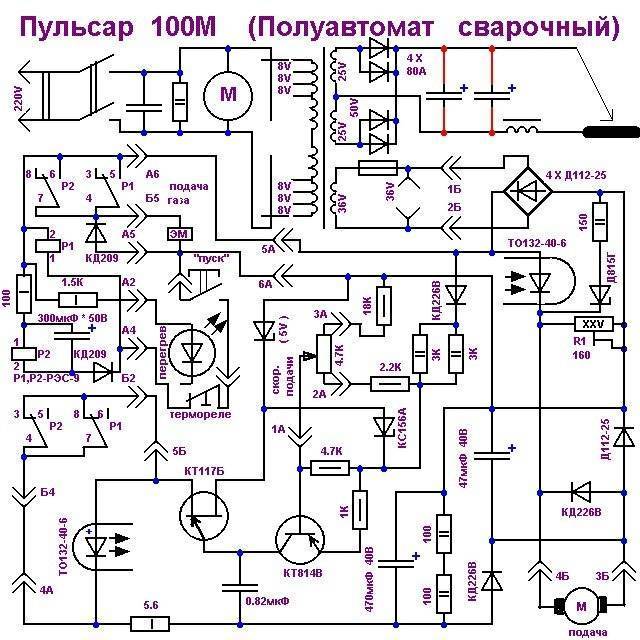
Пример реализации самодельного устройства:
Самодельный аппарат должен работать по принципу преобразования токов высокой частоты. В таком случае преобразование ЭДС исключается. Благодаря этому Устройство можно значительно уменьшить в габаритах и в весе. Но чтобы провести качественный ремонт устройства, необходимо разбираться в электротехнике.
Рассказ про самодельный полуавтомат
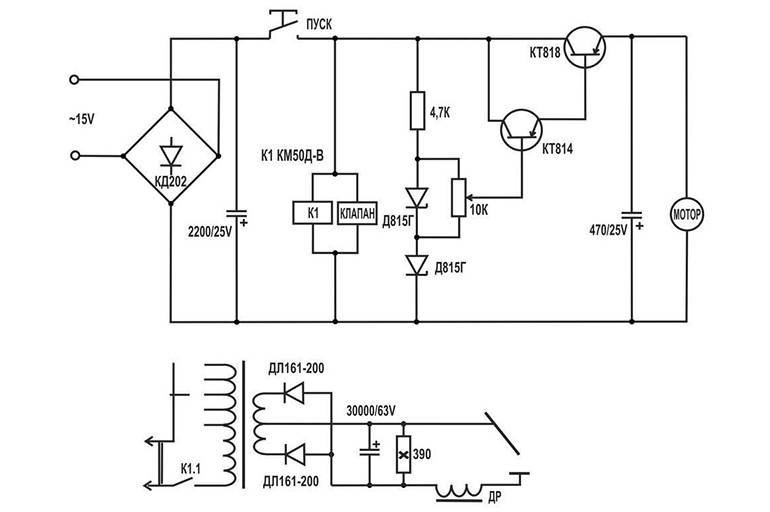
Полуавтомат Саныча
Народный умелец Саныч предлагает схему сварочного полуавтомата, простую и доступную даже для новичков.
Предложенная конструкция отличается мягким шипением дуги, тогда как в магазинных устройствах наблюдаются треск и щелчки. Жесткий режим там получается из-за выходных характеристик трансформатора 18–25 В.
Трансформатор состоит из четырех соединенных вместе сердечников от ТС-270. В итоге получается почти 2 тыс. Вт. Этой мощности хватает с запасом. Первичная обмотка (180+25+25+25+25) выполнена проводом сечением 1,2 мм. Для вторичной (35+35 витков) используется шина 8 мм². Количество витков вторичной обмотки выясняется в последнюю очередь, поэтому лучше сделать с запасом по паре витков в каждом плече. Лишнее можно будет отмотать.
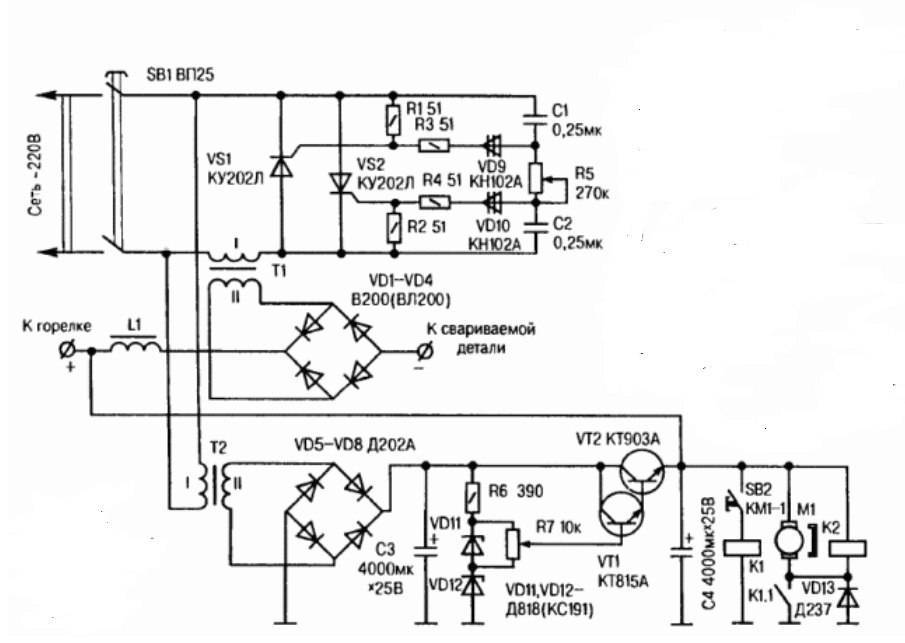
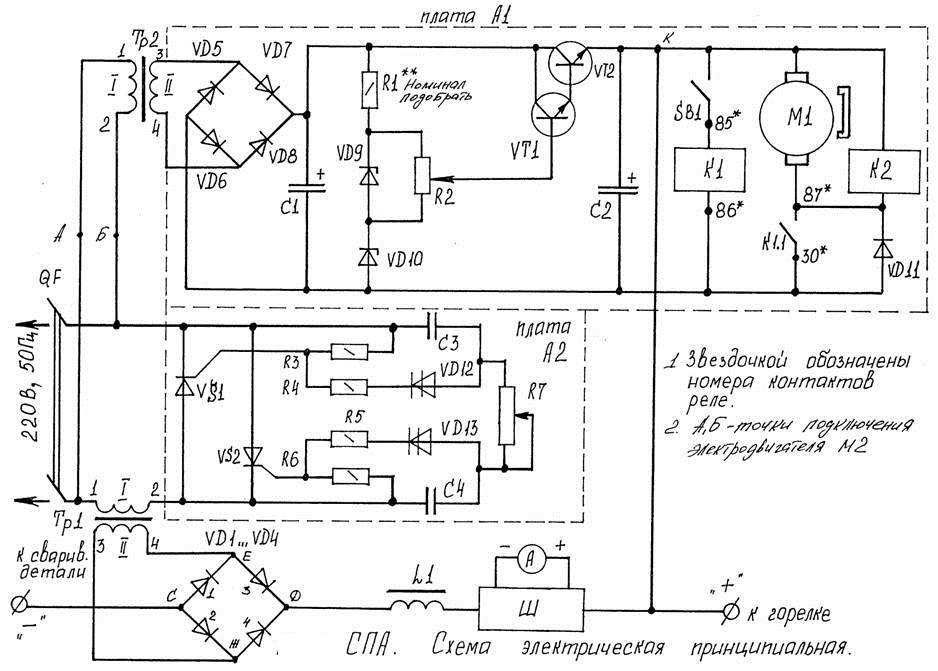
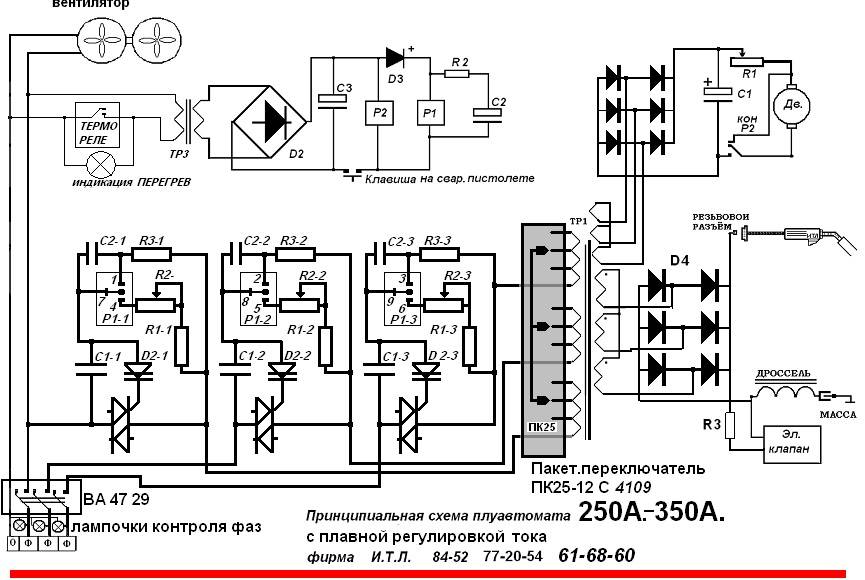
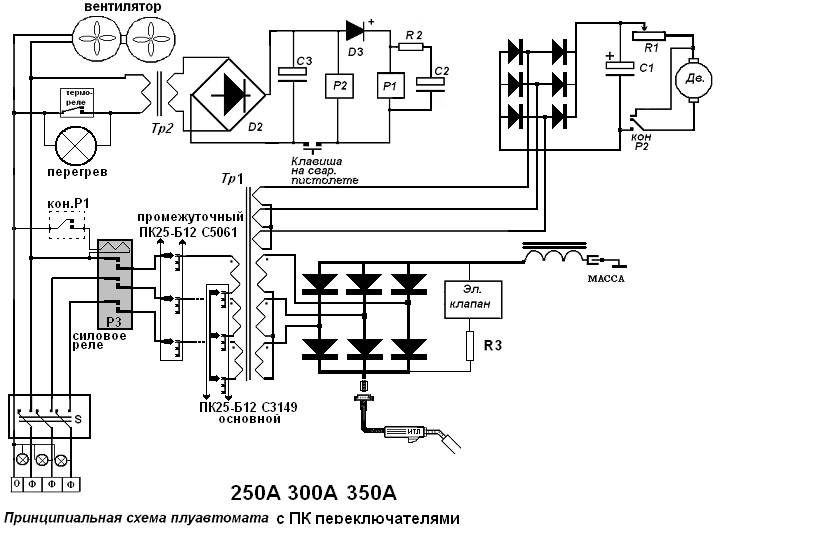
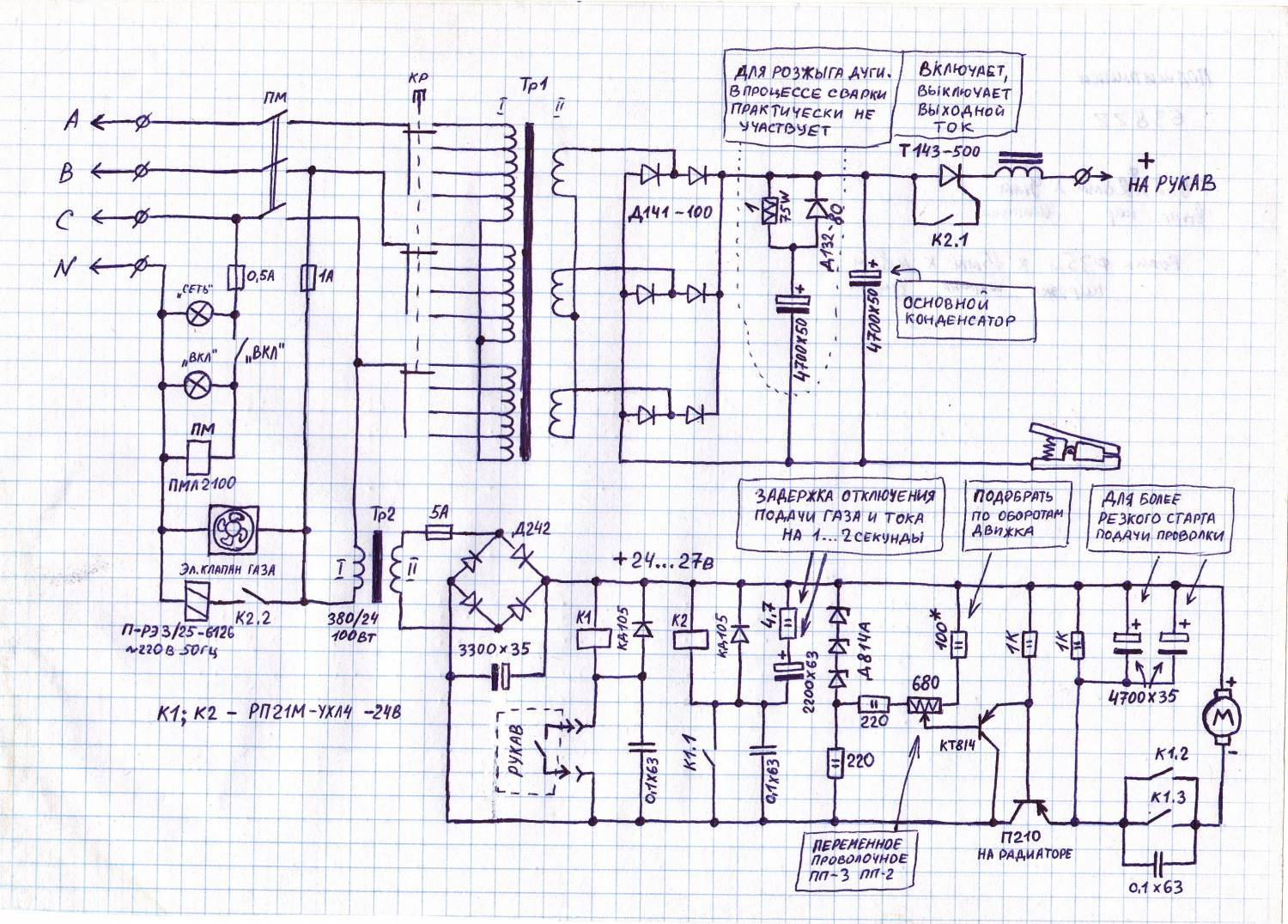
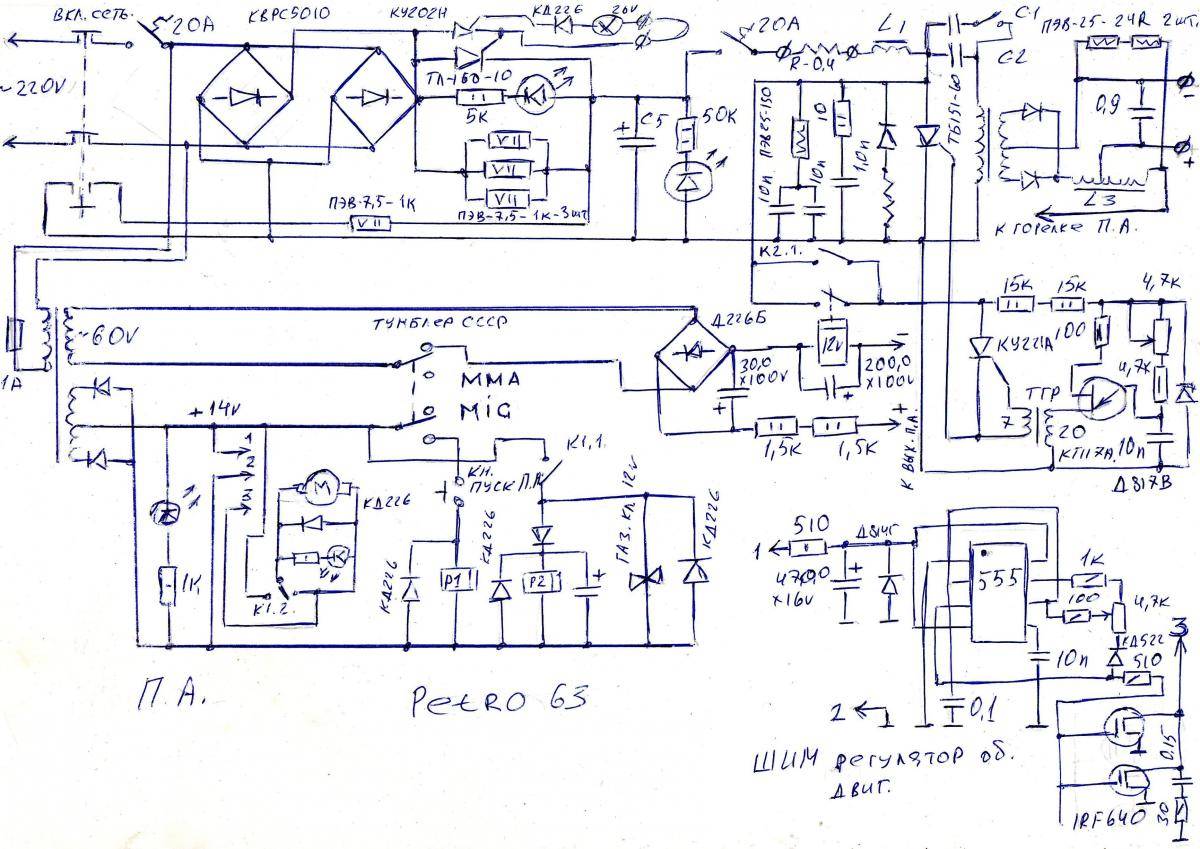
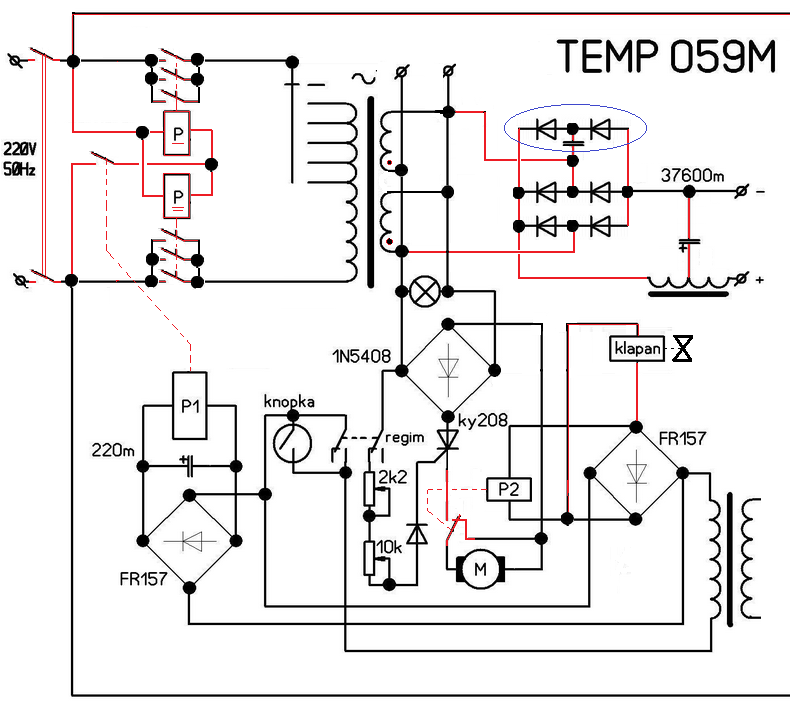
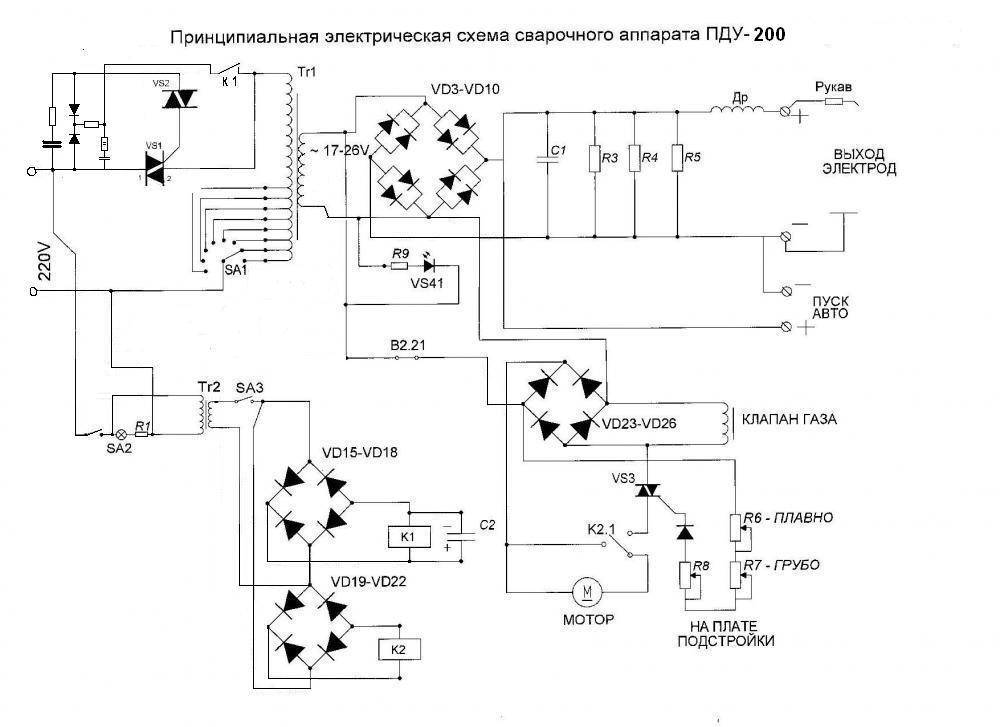
Схема сварочного устройства:
Схема выпрямителя двухполупериодная. Для переключения тока стоит спаренный галетник. Два диода в маленьком радиаторе. Конденсаторы рекомендуется брать не меньше чем на 30 тыс. мкФ.
Силовая часть включается любым из мощных контакторов, например модели КМ-50Д-В или КП-50Д-В. При паспортных данных 27 В и при 15 В стабильно срабатывают. Контактор позволяет получить большую коммутируемую мощность при наименьшем токе 300–400 мА.
Читать также: Схема подключения однофазного двигателя с реверсом
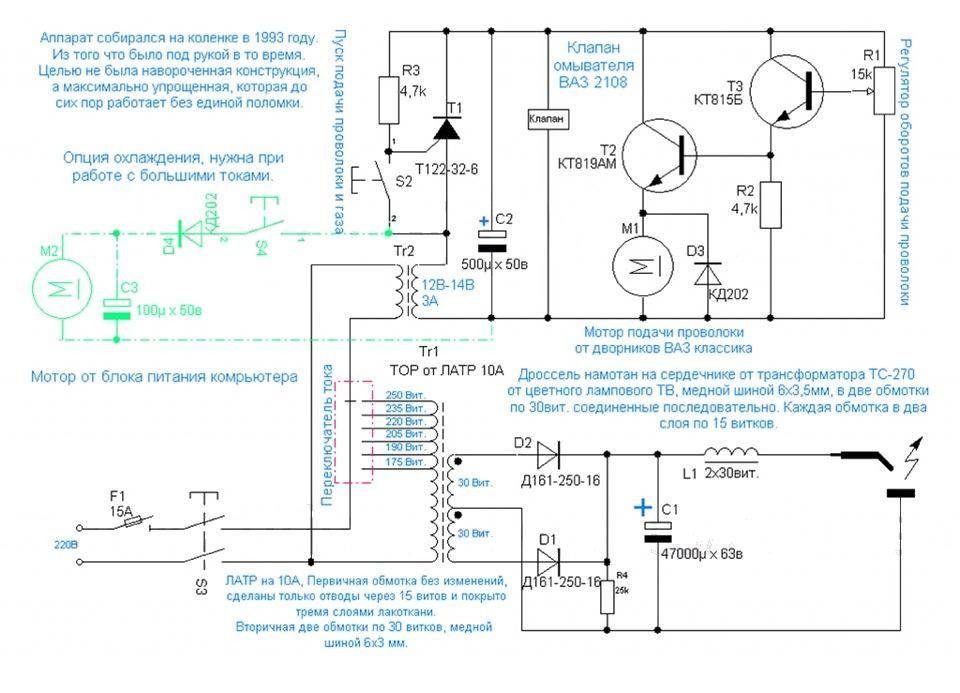
Питающий трансформатор ТС-40 перемотан, чтобы давал напряжение на выходе 15 В.
Для протяжного механизма используется ролик диаметром 25–28 мм. На направляющей нужно сделать канавку шириной 0,5 мм на глубину 1 мм. На вал двигателя он крепится гайкой. На выходе регулятора получается 6 В, и этого достаточно для оптимальной подачи. При превышении нижней границы подбирается стабилизатор с меньшим рабочим напряжением.
Ручка-держатель вытачивается из текстолитовых листов толщиной по 10 мм. Посадочные места сделаны дрелью с применением сверл и торцевой фрезы.
Защитный шланг с обеих сторон удерживается распорными втулками. Для надежности на ответных частях есть проточки.
Для корпуса потребуется лист железа толщиной 1 м с двойным буртиком по краю. Вентилятор для охлаждения устанавливается на задней стенке, как раз напротив силового трансформатора. Перемещается сварочный полуавтомат на колесиках.
Собранный полуавтомат включается в сеть для тестирования. Он должен не перегреваться и четко реагировать на регулировку тока. Также проверяется изоляция трансформатора. В случае неполадок наносится дополнительная. Проконтролировать нужно и подающий механизм: насколько равномерно и быстро он подает проволоку. Устройство отработало верой и правдой уже более 10 лет.
Возможности сварочного полуавтомата значительно выше, чем у аппарата, предназначенного для выполнения ручной дуговой сварки. Полуавтоматом можно сваривать значительно более тонкий металл.
Применение специальной сварочной проволоки позволяет работать с цветными металлами, а использование защитного газа обеспечивает сварной шов более высокого качества. Учитывая эти обстоятельства, желание пополнить свою домашнюю мастерскую таким устройством вполне объяснимо.
Что потребуется для переделки инвертора в полуавтомат
Чтобы переделать инвертор, изготовив из него функциональный сварочный полуавтомат, вы должны найти следующее оборудование и дополнительные комплектующие:
- инверторный аппарат, способный формировать сварочный ток силой 150 А;
- механизм, который будет отвечать за подачу сварочной проволоки;
- основной рабочий элемент – горелку;
- шланг, через который будет подаваться сварочная проволока;
- шланг для подачи защитного газа в зону выполнения сварки;
- катушку со сварочной проволокой (такую катушку необходимо будет подвергнуть некоторым переделкам);
- электронный блок, управляющий работой вашего самодельного полуавтомата.
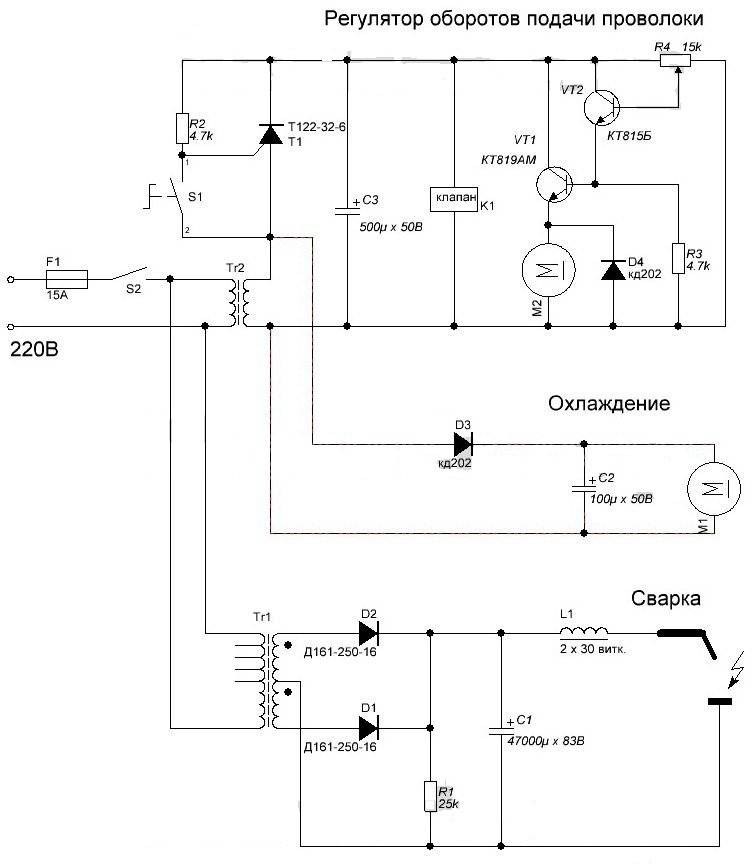
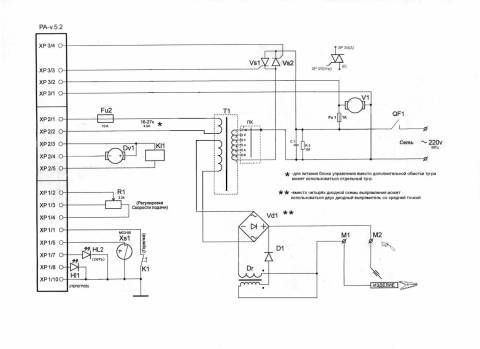
Электрическая схема самодельного полуавтомата
Отдельное внимание надо посвятить переделке подающего устройства, за счет которого в зону сварки подается сварочная проволока, передвигающаяся по гибкому шлангу. Чтобы сварной шов получался качественным, надежным и аккуратным, скорость подачи проволоки по гибкому шлангу должна соответствовать скорости ее расплавления. Поскольку при сварке с использованием полуавтомата может применяться проволока из разных материалов и различного диаметра, скорость ее подачи должна регулироваться
Именно такую функцию – регулирование скорости подачи сварочной проволоки – как раз и должен выполнять подающий механизм полуавтомата
Поскольку при сварке с использованием полуавтомата может применяться проволока из разных материалов и различного диаметра, скорость ее подачи должна регулироваться. Именно такую функцию – регулирование скорости подачи сварочной проволоки – как раз и должен выполнять подающий механизм полуавтомата.
Внешний вид самодельного полуавтоматического сварочника
Внутренняя компоновка
Катушка для проволоки
Механизм подачи проволоки (вид 1)
Механизм подачи проволоки (вид 2)
Крепление сварочного рукава к механизму подачи
Конструкция самодельной горелки
Самыми распространенными диаметрами проволоки, применяемой при сварке полуавтоматом, являются 0,8; 1; 1,2 и 1,6 мм. Проволоку перед выполнением сварки наматывают на специальные катушки, которые являются приставками полуавтоматических аппаратов, закрепляемыми на них при помощи несложных конструктивных элементов. В процессе выполнения сварки проволока подается автоматически, что значительно сокращает время, затрачиваемое на такую технологическую операцию, упрощает ее и делает более эффективной.
Основным элементом электронной схемы блока управления полуавтомата является микроконтроллер, который отвечает за регулирование и стабилизацию сварочного тока. Именно от данного элемента электронной схемы сварочного полуавтомата зависят параметры рабочего тока и возможность их регулирования.
Горелка
Самодельный полуавтомат нужно оснастить горелкой. Ее можно сделать самостоятельно, но лучше купить готовый комплект, в который входит:
- Горелка с набором наконечников разных диаметров.
- Подающий шланг.
- Евро разъем.
Нормальную горелку можно приобрести за 2-3 тысячи рублей. Тем более, аппарат самодельный, поэтому можно не гнаться за дорогими брендами.
На что обратить внимание при выборе комплекта:
- на какой сварочный ток рассчитана горелка;
- длина и жесткость шланга – главная задача шланга, обеспечить свободную подачу проволоки к горелке. Если он будет мягкий – любой перегиб затормозит движение;
- пружины возле разъема и горелки – они не дают шлангу переламываться.
Последовательность сборки самодельного полуавтомата
Подающий механизм
Согласно информации от мастеров-умельцев, одной из самых сложных задач при самостоятельном изготовлении сварочного аппарата полуавтоматического принципа действия является создание надежного и эффективного механизма подачи проволоки. В общем случае он представляет собой катушку, соединенную с валом маломощного электропривода посредством прижимного роликового устройства. Бывает достаточным применение электродвигателя, устанавливаемого на дворники ветрового стекла автомобиля. При выборе привода следует отдавать предпочтение двигателям одностороннего вращения.

Все элементы подающего механизма монтируются на толстостенной текстолитовой пластине (толщиной не менее 8-10 мм). Катушка фиксируется посредством одного-двух шарикоподшипников на валу соответствующего диаметра, закрепленного в корпусе. На вал электродвигателя насаживается ролик, который с двух сторон фиксируется шариковыми подшипниками. На выходе узла необходимо установить направляющую с диаметром отверстия чуть большим, нежели размер используемой проволоки.
Функционирование регулятора подачи проволоки осуществляется следующим образом:
Проволока со свободно закрепленной катушки протягивается через направляющий элемент и прижимается с оптимальным усилием одним из роликов. Усилие должно быть таковым, чтобы обеспечивалось протягивание сварочной проволоки без проскальзывания, но не чрезмерным, способным привести к увеличению механической нагрузки на электропривод, что может легко вывести его из строя. Для такого эффекта следует использовать пружину на регулируемом резьбовом соединении.
Схему управления подачей проволоки лучше всего реализовать посредством классического тиристорного блока с диодным мостом, рассчитанным на ток, превышающий значение в 10А. При прочих выполненных условиях данный узел способен подавать сварочную проволоку большинства типоразмеров, используемых при бытовой сварке (от 0.8 до 1.6 мм), причем скорость протяжки можно регулировать самому (в зависимости от диаметра расходного материала).
Доработка заводского инвертора
Переделка схемы сварочного полуавтомата из агрегата инверторного типа заключается в доработке его трансформатора. Для этого необходимо обмотать его первичную катушку полосой из тонкой меди в термоизоляционной обмотке. Обычный медный провод нельзя использовать в этих целях ввиду высоких температур, способных привести к повреждению ПВХ-изоляции.
Катушку вторичной цепи трансформатора также следует адаптировать под новые задачи, намотав для этого поверх существующей обмотки три слоя такой же проволоки, изолируемых между собой фторопластовой лентой. Для увеличения проводимости токов необходимо спаять между собой стандартные выводы катушки с дополнительными обмотками.
Горелка
Этот элемент для полуавтоматической сварки можно сделать самостоятельно. Но лучше воспользоваться готовыми заводскими решениями производителей данного оборудования, установив в самодельный сварочный аппарат стандартную горелку, оснащенную сварочными рукавами (для инертного газа и проволоки), поскольку этот узел является одним из самых ответственных за качество осуществляемых сварочных процессов.
Баллон
Конечно, лучше использовать стандартный баллон с инертным газом, поскольку только такой продукт способен соответствовать всем требованиям безопасности. Однако подобные емкости чрезмерно громоздки и достаточно дороги, поэтому многие домашние умельцы нашли выход: для нечастой эксплуатации полуавтоматического сварочника в качестве баллона (только для углекислого газа) применяют огнетушитель, соединенный с редуктором с помощью специального резьбового переходника.
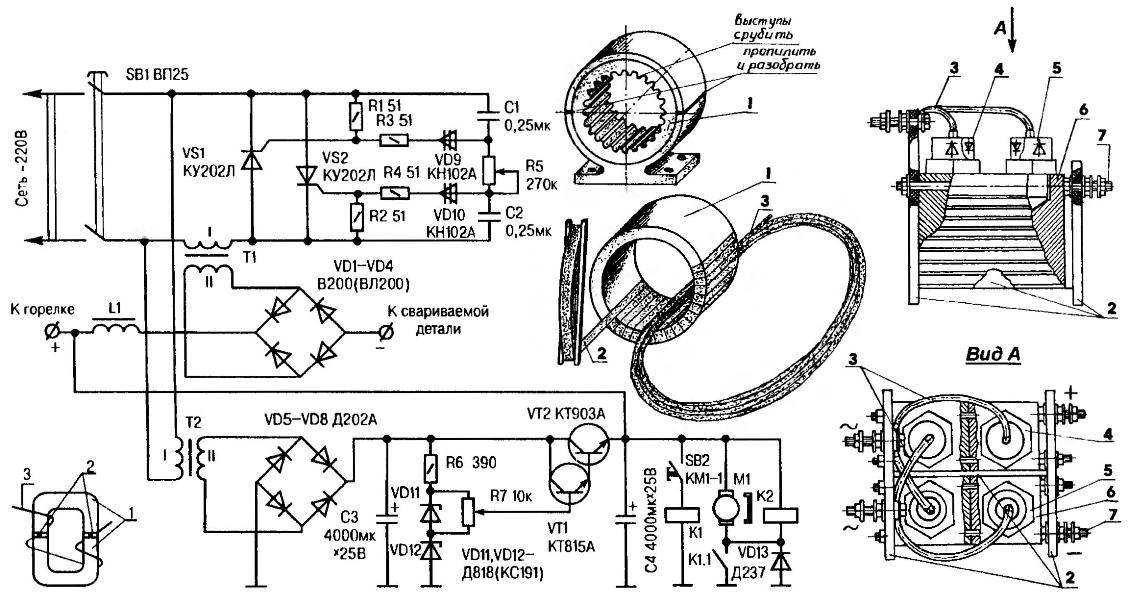
↑ Мотаем сварочный трансформатор

Берем трансформатор ОСМ-1 (1кВт), разбираем его, железо откладываем в сторону, предварительно пометив его. Делаем новый каркас катушки из текстолита толщиной 2 мм, (родной каркас слишком слабый). Размер щеки 147×106мм. Размер остальных частей: 2 шт. 130×70мм и 2 шт. 87×89мм. В щеках вырезаем окно размером 87×51,5 мм. Каркас катушки готов. Ищем обмоточный провод диаметром 1,8 мм, желательно в усиленной, стекловолоконной изоляции. Я взял такой провод со статорных катушек дизель-генератора). Можно применить и обычный эмальпровод типа ПЭТВ, ПЭВ и т. п.
Стеклоткань — на мой взгляд, самая лучшая изоляция получаетсяНачинаем намотку — первичка. Первичка содержит 164 + 15 + 15 + 15 + 15 витков. Между слоями делаем изоляцию из тонкой стеклоткани. Провод укладывать как можно плотнее, иначе не влезет, но у меня обычно с этим проблем не было. Я брал стеклоткань с останков всё того же дизель-генератора. Все, первичка готова.
Продолжаем мотать — вторичка.
Берем алюминиевую шину в стеклянной изоляции размером 2,8×4,75 мм, (можно купить у обмотчиков). Нужно примерно 8 м, но лучше иметь небольшой запас. Начинаем мотать, укладывая как можно плотнее, мотаем 19 витков, далее делаем петлю под болт М6, и снова 19 витков, Начала и концы делаем по 30 см, для дальнейшего монтажа. Тут небольшое отступление, лично мне для сварки крупных деталей при таком напряжении было маловато току, в процессе эксплуатации я перемотал вторичную обмотку, прибавив по 3 витка на плечо, итого у меня получилось 22+22. Обмотка влезает впритык, поэтому если мотать аккуратно, все должно получиться. Если на первичку брать эмальпровод, то потом обязательно пропитка лаком, я держал катушку в лаке 6 часов.
Собираем трансформатор, включаем в розетку и замеряем ток холостого хода около 0,5 А, напряжение на вторичке от 19 до 26 Вольт. Если все так, то трансформатор можно отложить в сторону, он пока нам больше не нужен.
Вместо ОСМ-1 для силового трансформатора можно взять 4шт ТС-270, правда там немного другие размеры, и я делал на нем только 1 сварочный аппарат, то данные для намотки уже не помню, но это можно посчитать.





