

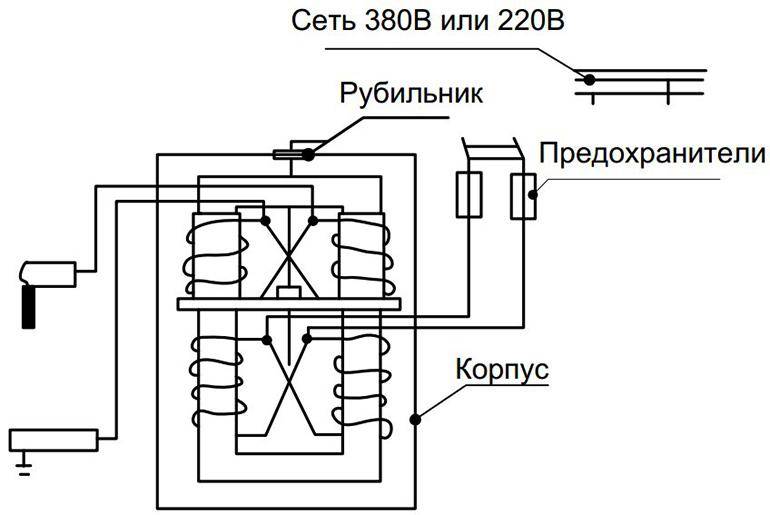
Показатели напряжения
Грубо говоря, весь ассортимент условно делится на модели, работающие от однофазных сетей, и аппараты, подключающиеся к трехфазным линиям энергоснабжения, как в случае с версией «ТДМ-402». Соответственно, первые работают под напряжением в 220 В, а вторые – 380 В. Очевидно, что однофазная сеть менее требовательна к мощностям и покрывает ресурсы, которые задействуются в мелких операциях. Такие модели подойдут скорее для гаражно-дачных работ. Однако есть и промежуточная группа аппаратов с «плавающим» напряжением. Сварочные трансформаторы этого типа могут подключаться к сетям обоих видов. Причем данная особенность важна и для рядовых пользователей, и для специалистов. Речь идет даже не столько об универсальности, сколько о преимуществах, которые дает возможность работы от разных источников. Например, при наличии двух сетей владелец аппарата с номинально небольшими характеристиками выиграет от подключения к сети на 380 В, так как на фоне сбалансированного распределения нагрузки будут отсутствовать скачки напряжения. Что касается владельцев профессионального оборудования, то в их случае подключение к однофазной сети будет выгоднее при работе на минимальной рабочей нагрузке.
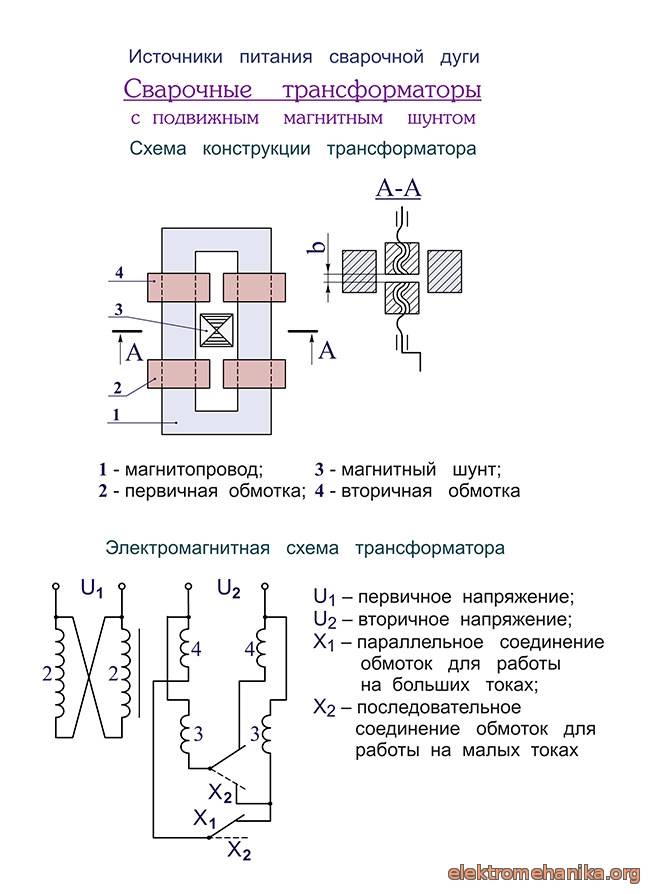
Устройство сварочного трансформатора переменного тока
Чтобы проще понять устройство данного изделия, можно рассмотреть все на примере такого изделия как сварочный трансформатор ТДМ.
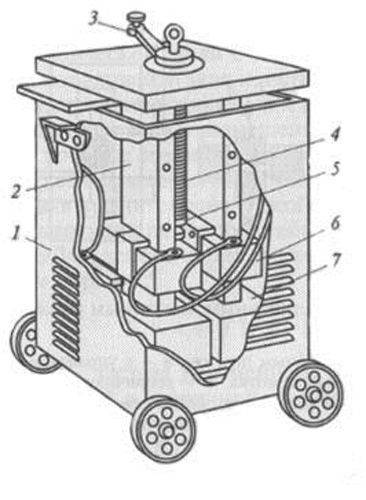
Устройство сварочного трансформатора переменного тока
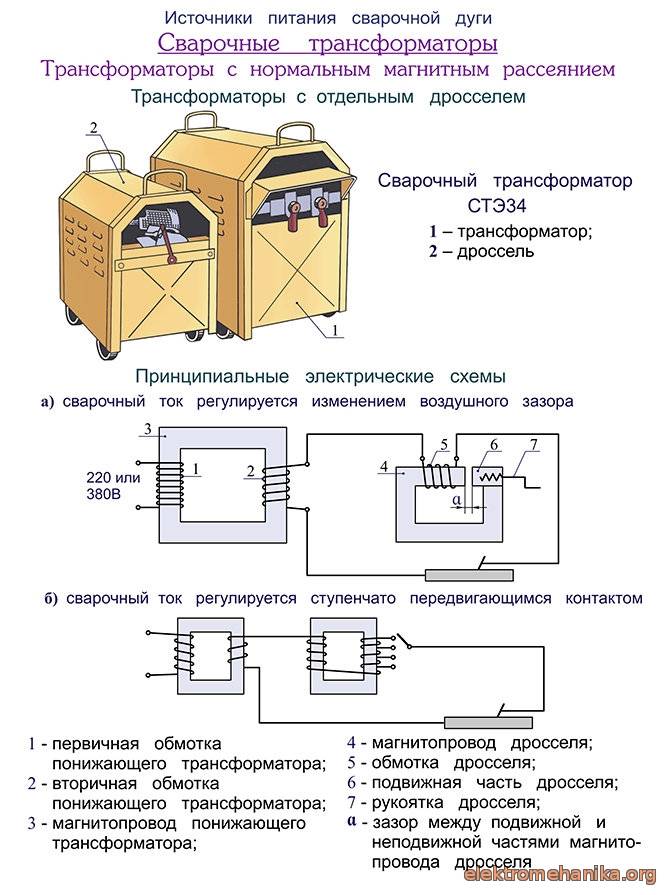
- Первичная обмотка, которая выполняется и изолированного провода. Именно на нее поступает первичный ток, который идет из сети.
- Вторичная обмотка, как правило, на ней отсутствует изоляция. На ней созданы воздушные каналы, которые помогают лучшему процессу охлаждения данного элемента;
- Подвижная составляющая замкнутого магнитопровода (он же сердечник трансформатора);
- Система подвеса устройства, которая находится внутри корпуса и защищена тем самым от повреждения;
- Система управления, которая отвечает за расстояния между обмотками трансформатора и увеличением, или уменьшение данного воздушного зазора;
- Движущийся винт управления воздушным зазором между обмотками;
- Рукоять винта управления.
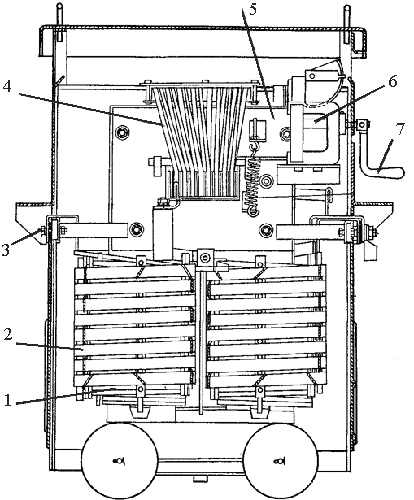
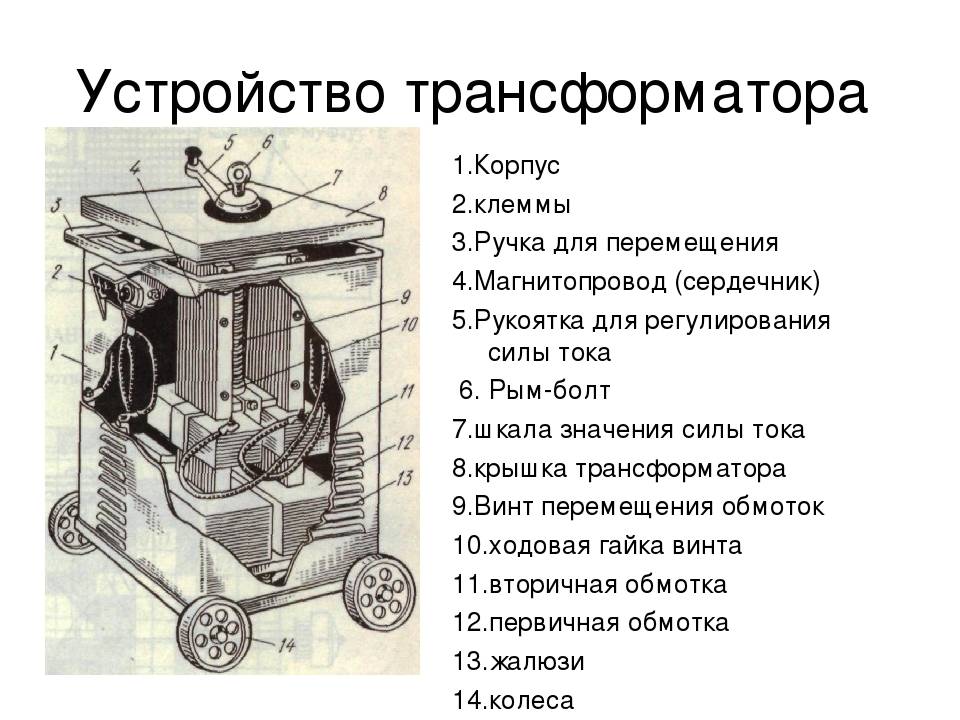
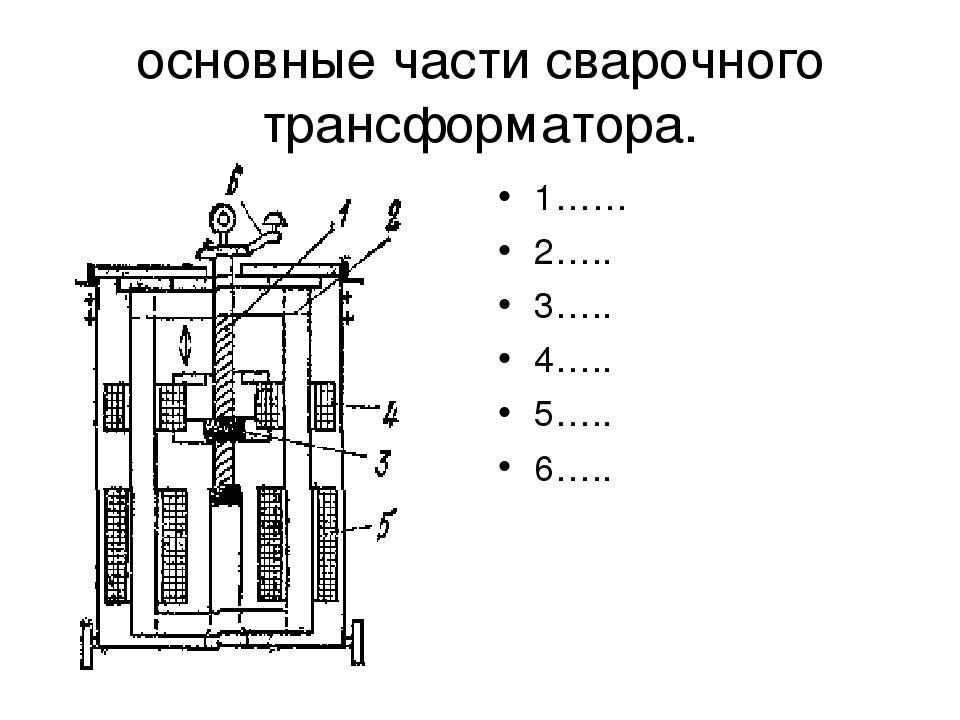
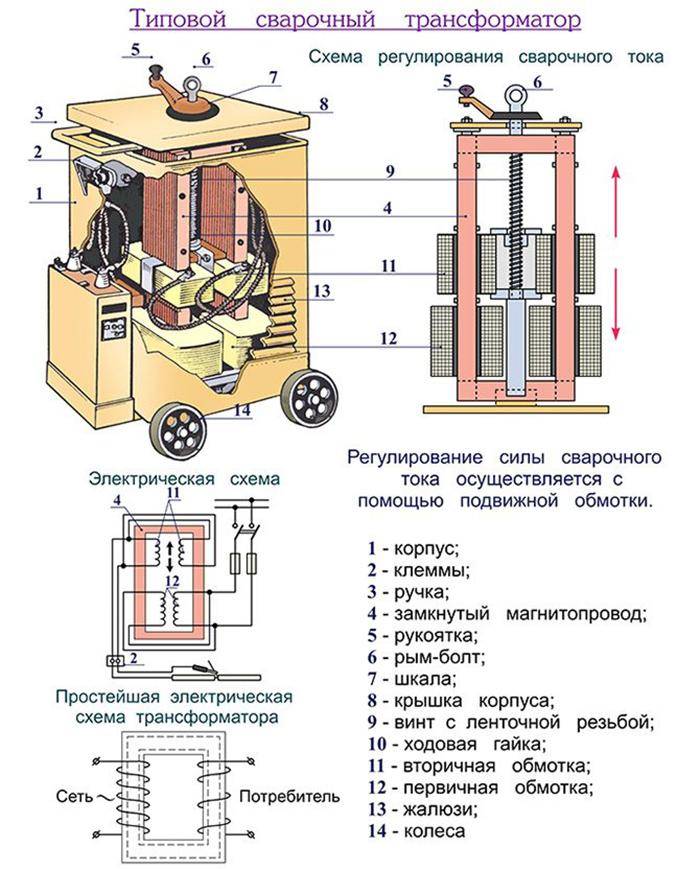
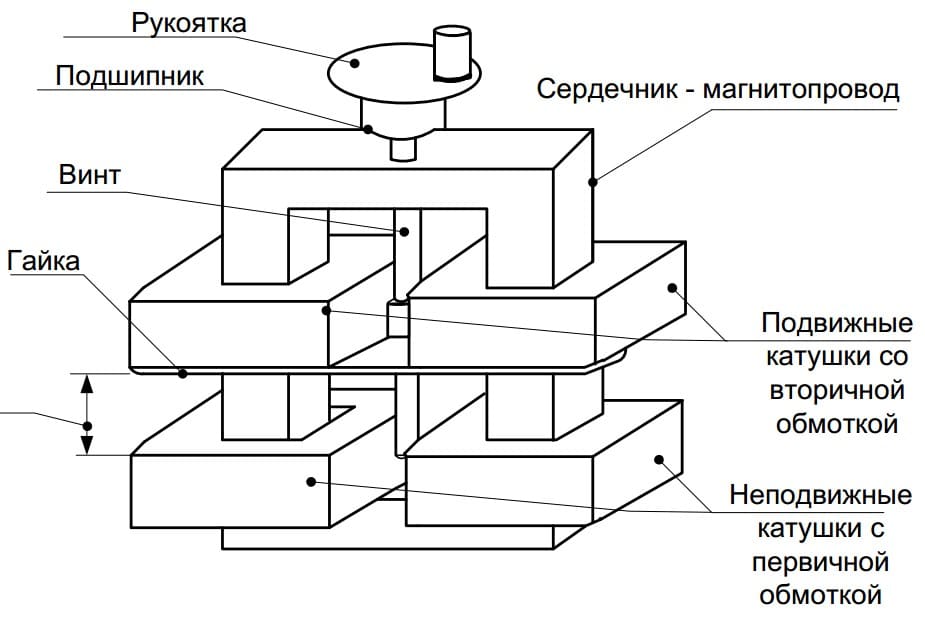
Но это не единственный вариант исполнения. Устройство сварочного трансформатора с подвижными обмотками является одним из самых популярных. Несмотря на похожесть, в конструкциях могут быть даже относительно небольшие отличия, которые могут повлиять на принцип действия сварочного трансформатора. Стандартной для многих предприятий, а также учебных заведений, где такая конструкция является основной учебной, может считаться сварочный трансформатор ТД-500, который имеет следующую конструкцию:
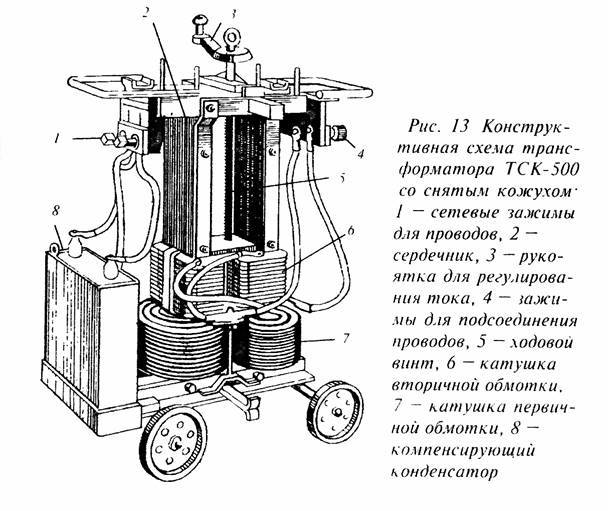
Устройство сварочного трансформатора ТД-500
- Корпус трансформатора, который защищает от повреждений и внешнего воздействия все внутренние детали устройства;
- Магнитопровод;
- Рукоять управления ходовым винтом;
- Ходовой винт, который меняет положение обмоток, в результате чего изменяется расстояние между ними и создается различная величина воздушного зазора;
- Ходовая гайка, расположенная внутри корпуса;
- Вторичная обмотка, которая является подвижной и на нее поступает вторичное напряжение преобразованной величины;
- Первичная обмотка, которая располагается неподвижно и первичное напряжение, соответствующее тому, которое поступает из сети, приходит через нее.
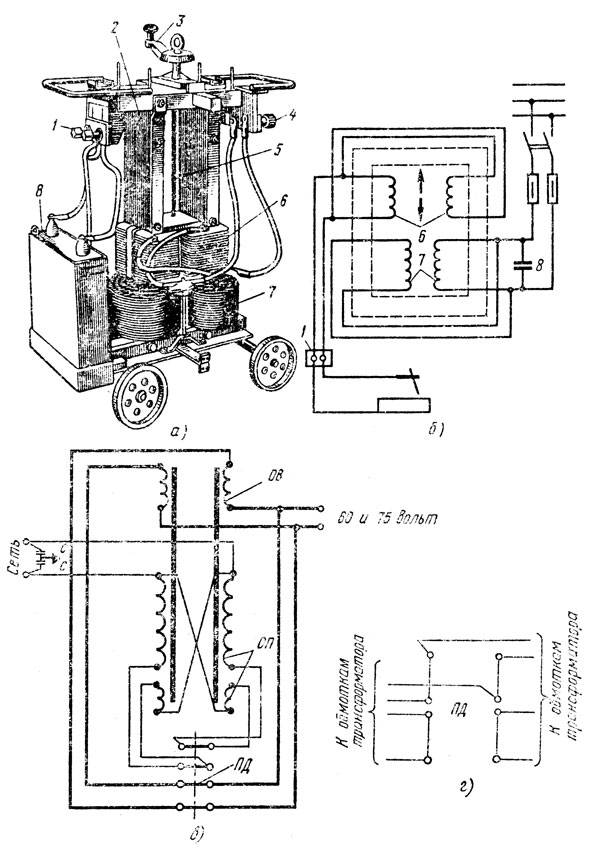
Устройство пускового механизма
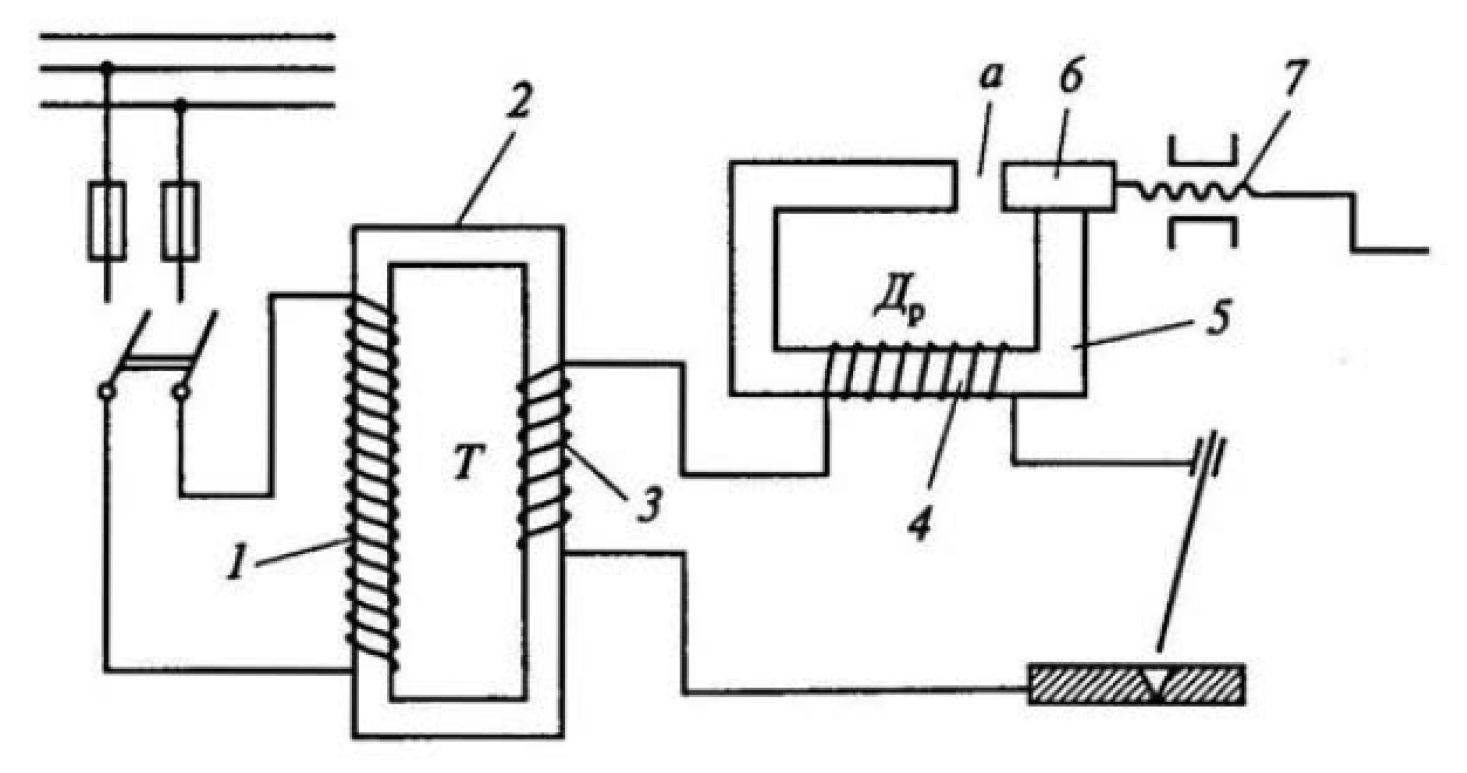
Пусковое устройство включает в свой состав – магнитопровод, две обмотки и клеммы. Переключатели изменяют напряжение и общее число обмоток подключаемых к выпрямителю. В первичную цепь устанавливают регулятор, собранный на основе полупроводников (тиристоров). Вторая обмотка, подключаемая к выпрямительному мосту, обеспечивает подачу двух уровней изменяемого напряжения.
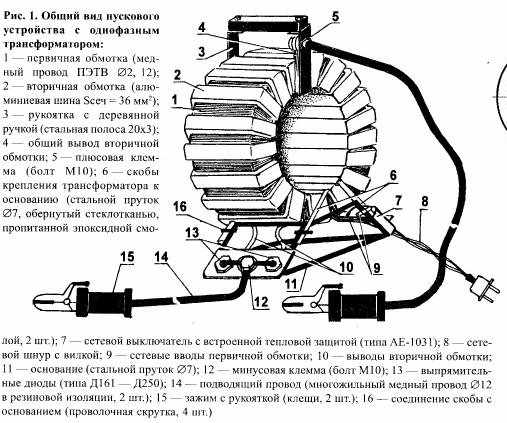
Устройство пускового механизма трансформатора
Для работы пускового устройства требуется напряжение в 220 В. Ток лежит в диапазоне от 0 до 120 А, а напряжение достигает 70 В случае самостоятельного изготовления устройства, за основу принимают стержневой трансформатор, на его первой обмотке накручено 230 витков, на второй 32. Пульт управления полупроводниками монтируют над дросселем. Для охлаждения всей системы используют принудительную вентиляцию.
Устройство магнитопровода
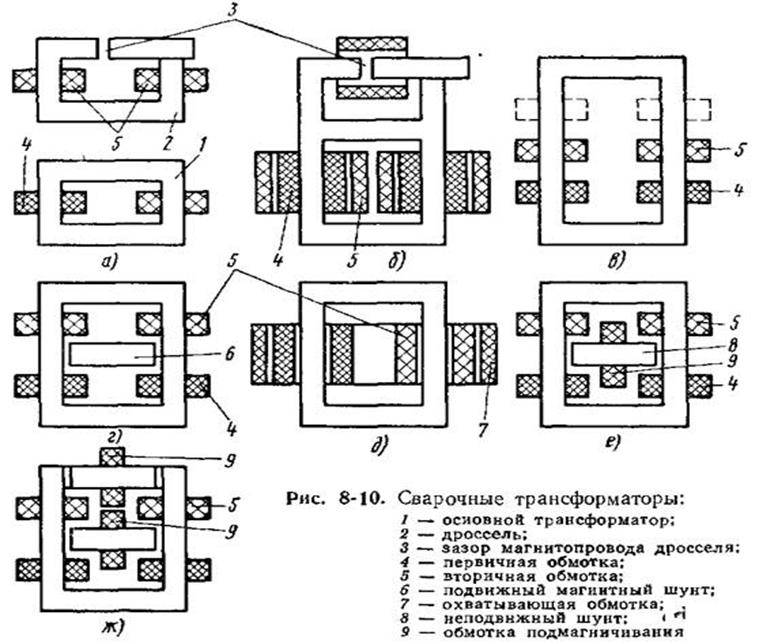
Ключевыми деталями магнитопровода, являются пластинки или листы, произведенные из электромагнитной стали. К конструктивным деталям относят крепеж, корпус и пр. Магнитопроводы сварочных трансформаторов разделяют на стержневые и броневые. В устройствах стержневого типа все сегменты магнитной цепи обладают одинаковым сечением. В магнитопроводах броневого типа полным сечением обладает только средний стержень, на который устанавливают обмотки.
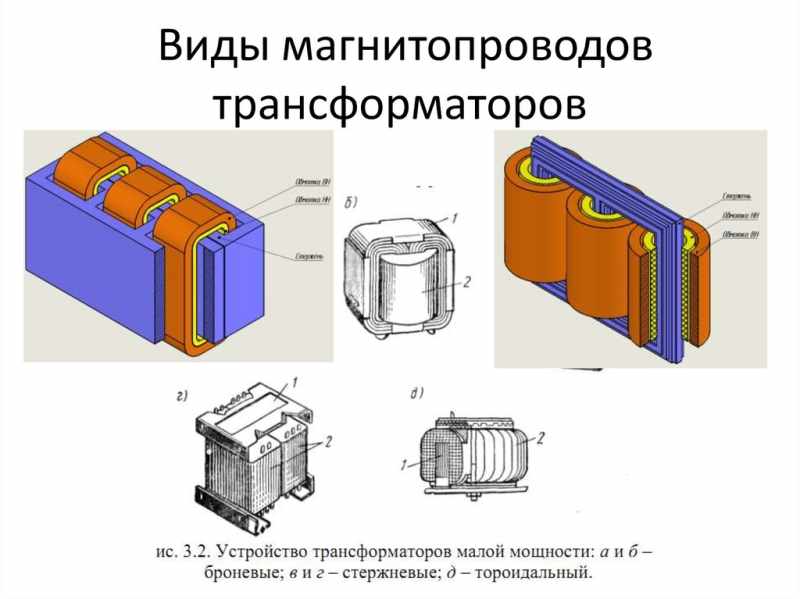
Виды магнитопроводов трансформатора
Сечения остальных участков магнитной цепи почти в два раза меньше. По ним происходит замыкание магнитного потока. На участках магнитопровода имеющего Т-образную форму, каждый имеет свое сечение. При этом его размер составляет в три раза меньший размер, чем собственно сам стержень. По каждому из участков происходит замыкание третьей части потока.Пластины, входящие в пакеты покрывают специальным составом, который называют оксидной изоляцией.Принцип работы сварочного трансформатораАппаратура для сварки работает по алгоритму:
- Питание подается на первую обмотку. В ней генерируется магнитный поток, замыкающийся на сердечнике.
- Затем питание направляется на вторую обмотку.
- Магнитопровод, который собран из ферромагнитов, генерирует постоянное магнитное поле. Индуцирующий поток производит ЭДС.
- Разность в числе витков допускает колебание тока с требуемыми для выполнения сварки параметрами. Эти же показатели учитывают при расчетах аппаратуры для сварки.
Существует связь числа витков на второй катушке и напряжением на выходе. То есть для повышения тока количество витков необходимо увеличить. Но так как, сварочный трансформатор – это понижающий тип, то число витков на второй обмотке будет ниже, чем на первой.Устройство и принцип действия сварочного трансформатора обеспечивает настройку величины тока. Этого достигают уменьшая или увеличивая пространство между катушками.Для этого в сварочном оборудовании установлены движущиеся компоненты. Расстояние между обмотками изменяет сопротивление и это дает возможность выбирать именно тот ток, который нужен для сварки.
Холостой ход
Аппаратура для сварки работает в двух режимах – рабочем и холостом. Во время сварки вторая обмотка замыкается между рабочим инструментом и деталью. Ток расплавляет кромки заготовок и в результате получается надежное соединение деталей. После того, как сварщик закончит работы, цепь прерывается и трансформатор переключается на холостой ход.ЭДС в первой обмотке появляются из-за наличия:
- магнитного потока;
- его рассеивания.
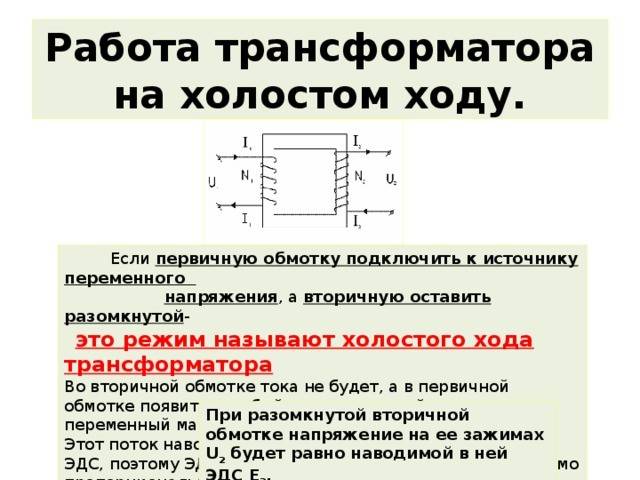
Холостой ход трансформатора
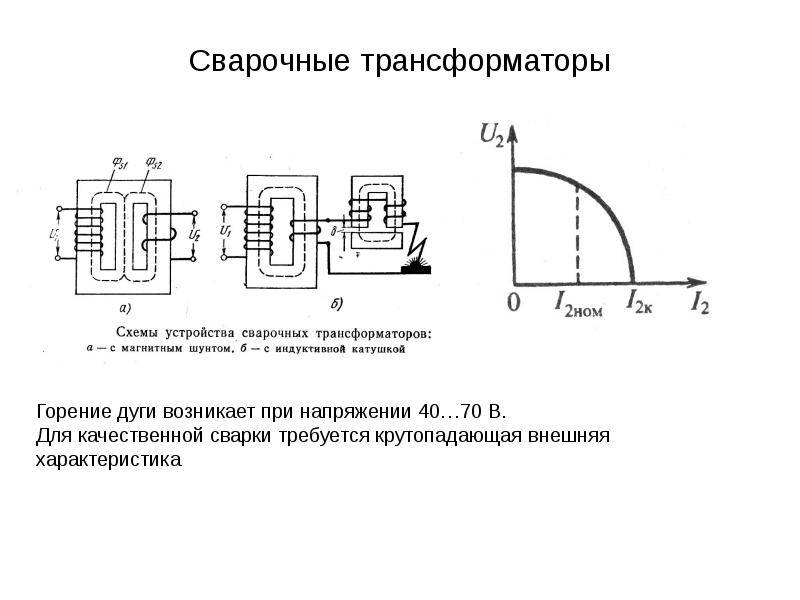
Эти силы отпочковываются от направления потока в магнитопроводе и замыкаются между катушками в воздухе. Именно эти силы и являются основой работы в холостую.Работа на холостом ходу не должна представлять опасность для рабочего — сварщика и окружающих людей. То есть оно не должно быть больше чем 46 В. Но отдельные модели сварочного оборудования, имеют большие значения, например, 60 – 70 В. В этом случае в конструкции сварочного устройства устанавливают ограничитель параметров холостого хода. Скорость его срабатывания не превышает одну секунду с момента разрыва цепи и окончания работы. В целях дополнительной защиты сварщика, корпус трансформатора необходимо заземлять.
https://youtube.com/watch?v=wk4UBWuIULM
Самостоятельное изготовление
Перед самостоятельной сборкой сварочного трансформатора, эксплуатация которого возможна в домашних условиях, необходимо вкратце ознакомиться с рядом требований, предъявляемых к этому устройству.
Расчет самодельного устройства
Согласно схемному решению, к вторичной обмотке трансформатора подключаются две толстые медные шины, ответные концы которых подсоединяется к электродному держателю и свариваемой заготовке. За счёт этих подключений образуется замкнутая цепь для , обеспечивающая получение дугового разряда, необходимого для сварки.
Помимо этого необходимо предусмотреть возможность работы самодельного сварочного трансформатора в режиме перегрузок, что требует тщательного расчёта его основных параметров (эти показатели рекомендуется выбирать с небольшим запасом). Чтобы рассчитать трансформатор, нужно определить вначале его требуемую мощность, затем количество витков на первой и второй обмотках.
Расчеты нельзя назвать простыми. В их основу должны быть заложены данные по обмоточным проводам и выбору их сечения, обеспечивающие соответствие входных и выходных параметров заданным характеристикам.
Также следует побеспокоиться о вспомогательных приспособлениях, облегчающих намотку (и перемотку, в случае необходимости) первичной катушки сварочного трансформатора с большим количеством витков.
Использование СВЧ
 В отдельных случаях в качестве преобразователя напряжения может использоваться трансформатор от пришедшей в негодность СВЧ печи (микроволновки), в котором достаточно будет заменить лишь вторичную обмотку.
В отдельных случаях в качестве преобразователя напряжения может использоваться трансформатор от пришедшей в негодность СВЧ печи (микроволновки), в котором достаточно будет заменить лишь вторичную обмотку.
Для самостоятельного изготовления лучше всего выбрать простейший агрегат без встроенной автоматики, в основу применения которого заложено выполнение основных рабочих функций. С таким аппаратом будет проще работать, да и ремонт его в случае необходимости можно произвести без излишних затрат нервов и времени.
Неприхотливость в обслуживании и ремонте изделий этого класса объясняется простотой их конструктивного решения, позволяющей быстро найти пришедшую в негодность деталь и заменить её исправной.
При самостоятельном изготовлении трансформатора следует учитывать и возможность обустройства на его основе сварочного инвертора, получаемого после добавления к трансформатору импульсного модуля.
Относительная сложность конструкции этого устройства полностью компенсируется его лучшими техническими показателями, оказывающими существенное влияние на рабочие параметры сварочной дуги.
Как упростить задачу по намотке витков на сердечник
Зная как создать трансформатор во всех подробностях и всеми данными, остается перейти к практической работе, но намотка витков представляет собой достаточно трудоемкий процесс, требующий особой концентрации внимания. Правильность намотки также имеет значение и напрямую влияет на характеристики устройства, которое в итоге получится.
Но для таких случаев в помощь людям существует специальное устройство, станок для намотки тороидальных трансформаторов, цена такого приспособления не высока, но купить его не просто, поэтому на рынке часто встречаются самодельные устройства, и если почитать соответствующую литературу, то можно попробовать сделать этот станок самому.
Сварочный трансформатор своими руками: как рассчитать самодельный для дуговой и контактной сварки
страница » Сварочное оборудование » Как сделать сварочный трансформатор своими руками. Как рассчитать, намотка. Самодельный аппарат дуговой или контактной сварки
Если у вас есть необходимый слесарный и электромонтажный инструмент (ниже мы о нём подробно расскажем), и вы имеете соответствующие профессиональные навыки, то вполне сможете изготовить сварочный трансформатор своими руками.
Расходы у вас, конечно, будут, но несравненно меньшие по сравнению с затратами на приобретение гаджета заводского изготовления. Зато, сколько вы получите удовольствия в процессе любимой работы по созданию самоделки. А восторг, в момент успешного начала электросварки, вообще, ни с чем ни сравним!



Мы в статье дадим вам массу полезных советов по выбору, расчёту и изготовлению сварочного трансформатора (далее – СТ), чем поможем оптимизировать расходы и сберечь бюджет.
Правильно изготовленный своими руками аппарат — ни чем не хуже заводского.
Внешний вид самодельного сварочного трансформатора. Ист. https://autokuz.ru/kuzovnoy-remont/kak-sdelat-svarochnyj-apparat-svoimi-rukami.html.
В статье будет рассказано про два типа сварочных трансформаторов. Для сварок:
Ассортимент инструмента и оборудования для изготовления и сборки обоих типов СТ идентичен. Нам потребуется следующее:
- индикатор электрического напряжения. Для контроля отсутствия последнего на электрических контактах, и обеспечения, тем самым, безопасности при выполнении электромонтажных работ;
- УШМ (она же «болгарка», «вжик-машинка» и т. п.) с набором дисков (отрезных, шлифовальных и т. п.);
- электродрель с набором свёрл по металлу и керном;
- тестер или вольтметр переменного тока с пределом измерений 400 В;
- любая «чертилка». Применяется при разметке по металлу;
- слесарные струбцины. Для фиксации деталей при разметке «по месту»;
- набор электрослесарного инструмента. Конкретный состав набора зависит от материалов, которые будут применяться при изготовлении СТ. В общем случае он таков: укомплектованный электропаяльник. Пайку будем выполнять припоем ПОС-40;
- отвёртки (разного размера с прямым и крестообразным шлицом);
- ключи: гаечные;
- накидные;
- торцевые;
пассатижи, бокорезы и т. д. с изолированными ручками;
набор напильников.
Все работы удобнее выполнять на слесарном верстаке с электроизоляционным покрытием, оборудованном слесарными тисками.
Для изготовления СТ необходимы комплектующие и материалы, отличающиеся между собой в зависимости от типа трансформатора. В общем случае необходимо следующее:
- защитный кожух. Должен обеспечивать: защиту от поражения электрическим током;
- исключать возможность попадания каких-либо предметов во внутрь гаджета;
магнитопровод. Обеспечивает мощный электромагнитный поток, который индуцирует в обмотках электродвижущую силу (далее – ЭДС);
провод и проволока. Необходимы для монтажа обмоток;
каркасы катушек. На них наматываются обмотки;
контактные колодки. Мощная контактная колодка с зажимами для сварочных проводов, мелкие колодки – для электромонтажа схемы;
коммутаторы (переключатели). Осуществляют коммутацию секций обмоток при подборе величины сварочного тока;
материал для межвитковой изоляции. Уменьшает возможность электрического пробоя изоляции обмоток;
крепёжные изделия (болты, винты, гайки, шайбы и т. п.). Они необходимы для монтажа гаджета при осуществлении сборочных работ;
изоляционная лента (типа Х/Б).
Важно: изоляционную ленту «ПХВ» применять нельзя, т. к
при нагревании она разрушается.
Схема и расчёт
Расчет СТ контактной сварки выполняется по тому же алгоритму, что и для дуговой (смотри выше).
При выборе данных из справочника (сила тока и напряжение вторичной обмотки для точечной сварки выбранной марки металла заданной толщины), следует учитывать, что сила тока вторичной обмотки для таких трансформаторов порядка 1000…5000 А.
Вторичная обмотка рассчитана, как правило, на единицы вольт и представляет собой всего несколько витков (бывает, что, один) толстого провода. Поэтому, для регулировки сварочного тока рекомендуется следующая схема первичной обмотки трансформатора.
Схема обмоток трансформатора для контактной сварки. Ист. https://tutmet.ru/kontaktnaja-svarka-svoimi-rukami-shema-video.html.
Очень часто, в процессе эксплуатации самоделок, выясняется, что не хватает мощности СТ. В этом случае возможно подключение второго трансформатора в соответствии с предлагаемой схемой.
Схема соединения двух трансформаторов точечной сварки. Ист. https://tool-land.rusamodelnaya-tochechnaya-svarka.php.
Как правильно смонтировать трансформатор
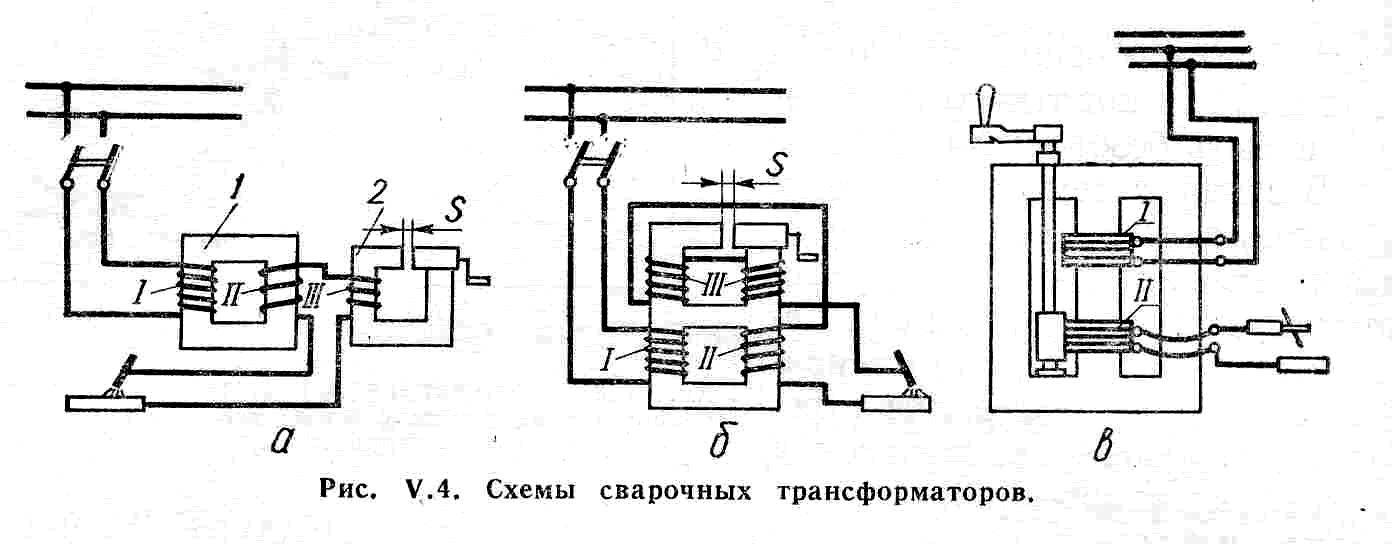
Сварочную аппаратуру необходимо надежно заземлить. Для облегчения жизни, на трансформаторов устанавливают специальные болтовые зажимы с сопроводительной надписью «ЗЕМЛЯ».Классификация по различным признакамСварочная аппаратура классифицируется по следующим признакам – по фазам, по применяемости.На практике применяют одно и трехфазные сварочные аппараты. Однофазные аппараты, по большей части применяют для выполнения сварочных работ переменным током. Трехфазные применяют на строительных и производственных.
К однофазным относятся аппараты марки ТД. По сути, это трансформаторы с хорошим магнитным рассеиванием и перемещающимися обмотками. Их снабжают механическими регуляторами, выполненными в виде винтовых.Трехфазные аппараты применяют для сварки трехфазной дугой. Такой способ повышает производительность сварки, позволяет экономить электроэнергии, производит выравнивание нагрузки между фазами.
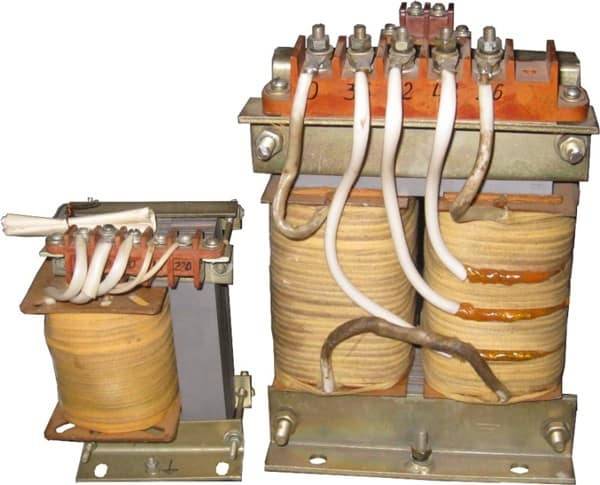
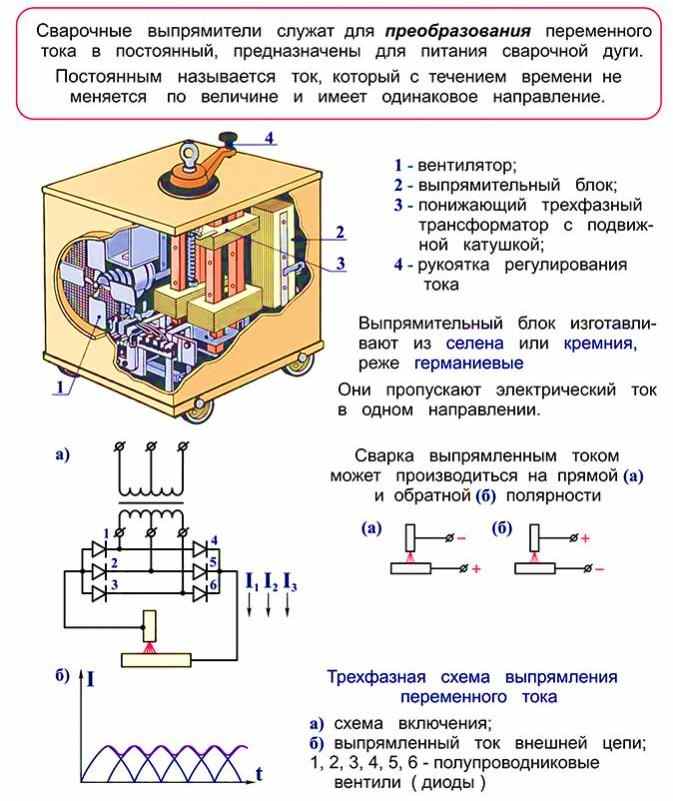
Трехфазный сварочный трансформатор
Трехфазные аппараты применяют для организации многопостовой сварки. В частности, использование такого оборудования позволяет использовать как минимум два электрода одновременно. В конструкцию аппарата вносят некритичные изменения. Такое применение аппаратуры позволяет поднять экономический эффект от сварочных работ.
Основные характеристики
Все характеристики работы устройства в обязательном порядке необходимы для того, чтобы провести расчет сварочного трансформатора.
В первую очередь, следует обращать внимание на напряжение. В большинстве случаев в условиях дома трансформаторы для точечной, а также дуговой сварки получают питание от переменного тока
ВАЖНО ЗНАТЬ: Как сделать сварочный полуавтомат своими руками?
На промышленных предприятиях, как правило, стоит аппарат постоянного тока, который имеет более высокие показатели мощности.
От переменного тока получает питание и инвертор, а также споттер. Большое значение, как для обычного трансформатора, так и для инвертора играет номинальный сварочный ток.
Споттер и самодельный трансформатор, как правило, имеют величину в пределах двухсот ампер, что более чем достаточно для дома.
В процессе выполнения соответствующих работ, в зависимости от характеристики металла осуществляется регулировка силы тока.
Если соответствующий регулятор будет выставлен неправильно, то металл можно расплавить. Такой регулятор имеет и инвертор, а также споттер.
Видео:
Определенные технические характеристики имеет и используемый для сварки электрод.
Сегодня в специализированных магазинах предлагаются различные виды электродов, в том числе и с разным диаметром.
При работе с материалом, который имеет различную толщину, производится регулировка сварочного тока, а также подбирается соответствующий размер электрода.
Для трансформаторов, предназначенных для сварки металлов, должно учитываться и номинальное напряжение, которое замеряется на входе в аппарат.
Для трансформатора большое значение играет номинальный режим работы. Это параметр указывает на то, в течение какого постоянного времени самодельный аппарат сможет функционировать в непрерывном режиме.



![Сварочный трансформатор дома [устройство, принцип действия, схема]](https://benzo-electro-instrument.ru/wp-content/uploads/9/d/a/9da0debc6c39560afca908b23ad92a6e.jpeg)
Также, для того чтобы произвести расчет сварочного трансформатора, необходимо обязательно знать показатели мощности, как потребляемой, так и выходной, а также напряжение холостого хода.
Как инвертор, так и самодельный споттер с трансформатором на корпусе в обязательном порядке имеют специальный регулятор исключительно для регулировки силы тока.
Все остальные параметры в большинстве случаев закладываются в устройстве при его конструировании.
Классификация сварочных трансформаторов
Разделение на виды сварочных трансформаторов происходит исходя из типа сварки и управления фазами. Первый признак выделяет устройства для ручной дуговой сварки и автоматической, с применением флюса. Второй получил более внушительную классификацию, которая выглядит следующим образом:
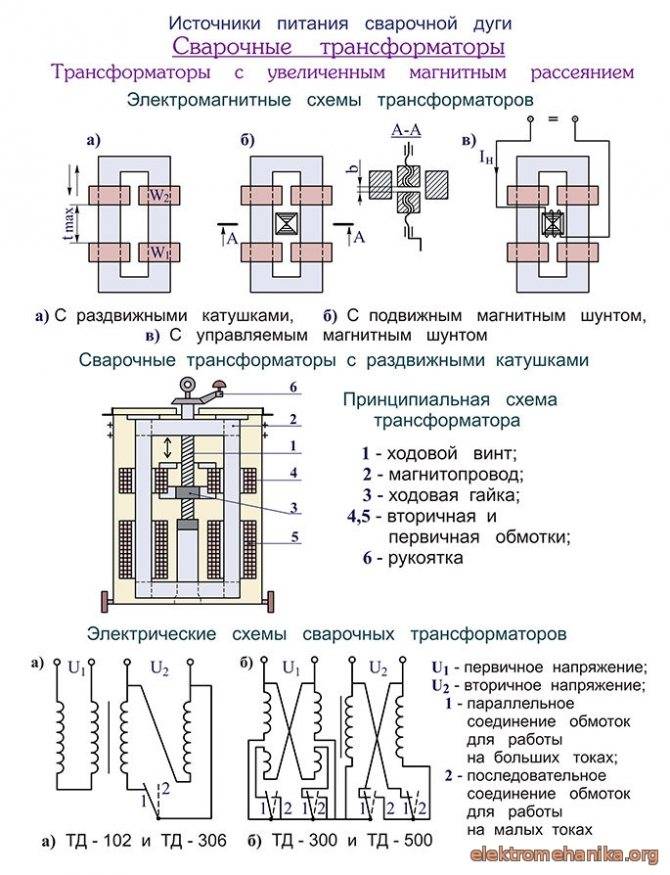
- Устройства со стандартным магнитным рассеянием амплитудной регулировки (присутствует дроссель с воздушным промежутком или насыщения);
- Приборы с повышенным магнитным рассеиванием (содержат подвижные разнесенные обмотки, намагниченные конденсаторы, импульсные выпрямители);
- Тиристорные (содержат импульсивные выпрямители или подпитку).
Мы рассмотрели общую классификацию сварочных трансформаторов переменного тока, которая является лишь поверхностной. Для более точного понимания существующих моделей устройств, следует разобраться в трансформаторах, отличающихся друг от друга преимущественно фазовым управлением.
Устройства, работающие на переменном токе с синусоидальным управлением сварочного процесса делают это за счет изменения сопротивления или переключения тока холостого хода. При это удается без изменений передать синусоидальную форму входного тока сварки трансформаторной.
Тороидальный трансформатор считается одним из наиболее интересных по своей конструкции. Его особенность состоит в том, что большая часть устройств собирается по схеме, аналогичной буквам Ш или П, а этот повторяет форму бублика. Благодаря такой компоновке удалось снизить размеры прибора, при этом получив больше мощности из текущего объема механизма. Конкурировать с ним может только трехфазный трансформатор с системой ступенчатого понижения тремя однофазными приборами. Этот является наиболее компактным и удобным в управлении, среди существующих ныне на рынке моделей.
Все сказанное выше относится к переменному току, но стоит упомянуть и трансформаторы постоянного тока, точнее аппараты, имеющие в своей конструкции выпрямитель переменного тока в постоянный. Они более удобны, выдают стабильную дугу, однако для работы с ними требуется определенная специализация.

Подобные механизмы редки в использовании из-за сложного принципа работы, который не только утяжеляет сам аппарат, но и делает его чрезмерно дорогим. Благодаря доступности работ с цветным металлом и нержавейкой трансформаторы постоянного тока, чаще всего, используются на мелких и крупных предприятиях, для обработки редких металлов. Не стоит забывать и то, что они требуют особых электродов, поэтому их бытовое применение практически исключено. Сравнивая две модели для переменного и постоянного тока, первую следует выбирать для личных нужд, а второй вариант лучше подойдет для ответственных работ в сфере сварочных услуг.
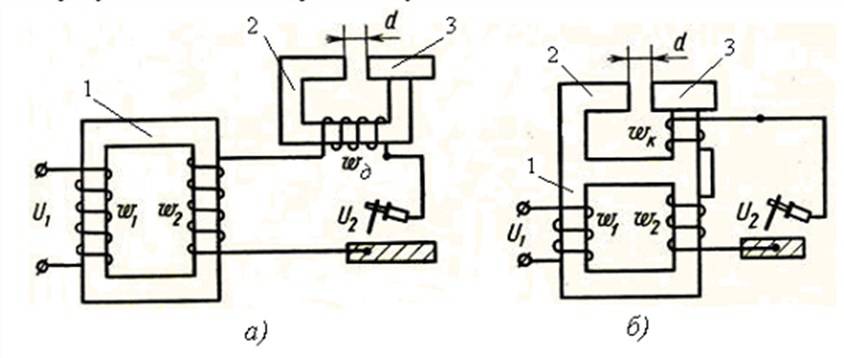
Контактная сварка своими руками из сварочного трансформатора
Контактная сварка создаёт сварное соединение деталей за счет следующих одновременных воздействий на них:
- нагрев области их соприкосновения проходящим через него электрическим током;
- к зоне соединения прикладывается сжимающее усилие.
Существует три вида контактной сварки:
- точечная;
- стыковая;
- шовная.
Мы расскажем про самодельный СТ для наиболее популярной: точечной контактной сварки (для двух других требуется очень сложное оборудование).
Точечная контактная сварка. Ист. https://moyasvarka.ru/process/kak-sdelat-kontaktnuyu-svarku-svoimi-rukami.html.
Пояснения к рисунку: 1 – электроды, подводящие сварочный ток с свариваемым изделиям; 2 – свариваемые изделия с нахлёсточным соединением; 3 – сварочный трансформатор.
Для осуществления контактной сварки, в зависимости от толщины и теплопроводности материалов свариваемых деталей, выбираются следующие значения её основных параметров:
- электрическое напряжение в силовой (сварочной цепи), В: 1…10;
- величина сварочного тока (амплитуда сварочного импульса), А: ≥ 1000;
- время нагрева (прохождения импульса сварочного тока), сек: 0,01…3,0;
Кроме того, должны быть обеспечены:
- незначительная зона расплавления;
- значительное сжимающее усилие, прилагаемое к месту сварки.
Схема и расчёт
Расчет СТ контактной сварки выполняется по тому же алгоритму, что и для дуговой (смотри выше). При выборе данных из справочника (сила тока и напряжение вторичной обмотки для точечной сварки выбранной марки металла заданной толщины), следует учитывать, что сила тока вторичной обмотки для таких трансформаторов порядка 1000…5000 А. Вторичная обмотка рассчитана, как правило, на единицы вольт и представляет собой всего несколько витков (бывает, что, один) толстого провода. Поэтому, для регулировки сварочного тока рекомендуется следующая схема первичной обмотки трансформатора.
Схема обмоток трансформатора для контактной сварки. Ист. https://tutmet.ru/kontaktnaja-svarka-svoimi-rukami-shema-video.html.
Очень часто, в процессе эксплуатации самоделок, выясняется, что не хватает мощности СТ. В этом случае возможно подключение второго трансформатора в соответствии с предлагаемой схемой.
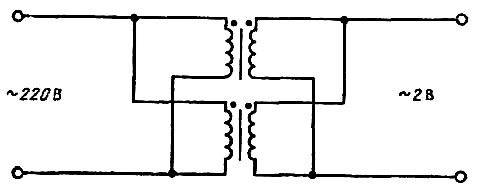
Схема соединения двух трансформаторов точечной сварки. Ист. https://tool-land.rusamodelnaya-tochechnaya-svarka.php.
Намотка и монтаж
Эти операции выполняются по тем же основным правилам и с соблюдением требований, что и для СТ дуговой сварки. С особой тщательность следует закрепить витки вторичной обмотки. Для этого можно использовать её выводы, пропустив их в термостойком изоляторе.
В качестве электродов применяются медные стержни.

Электрод для точечной сварки в зажиме. Ист. https://tool-land.rusamodelnaya-tochechnaya-svarka.php.
Следует учитывать, что чем больше будет диаметр электрода, тем лучше. Ни в коем случае не допустимо, чтобы диаметр электрода был меньше диаметра провода. Для маломощных СТ возможно использовать жала от мощных паяльников.
В процессе эксплуатации следите за состоянием расходных материалов: электроды необходимо периодически подтачивать – иначе они теряют форму. Со временем они стачиваются полностью и требуют замены.
Применяемые методики расчета мощности оборудования
График зависимости тока в первичной обмотке трансформатора от питающего напряжения, в режиме холостого хода.
Стандартизированная методика расчета сварного трансформатора ориентирована на приборы, созданные с применением П-образного магнитопровода. У него первичная и вторичная обмотки, смонтированные из пары равновеликих частей, размещенных на противоположных сторонах магнитного провода. Данные половинки обмоток соединяются между собой последовательным способом.
Используя стандартную методику расчета, можно получить количество витков обмотки катушки, конструктивные габариты трансформатора, высоту магнитопровода. Кроме того, на основании данных расчетов подбирается вид провода по диаметру сечения, а также материалу, из которого он изготовлен.
Сама методика расчета трансформатора приведена в специальной литературе, однако в том случае, когда человек не является профессиональным электротехником, то ему следует использовать упрощенную схему расчета.
Проведение упрощенного расчета
Выбирая сечение магнитопровода, необходимо учитывать размер окна, рассчитанное количество витков могут не поместиться в него.
Расчитать сварочный трансформатор по упрощенной схеме имеет смысл потому, что в подавляющем количестве случаев для определения конкретной мощности данного аппарата стандартные методики формируют единые и общие значения основных параметров, не учитывающие индивидуальные особенности того или иного аппарата. К ним относят:
- измеренную площадь сечения магнитопровода (Sиз);
- количество витков первичной обмотки (N1).
Именно эти показания являются основными при расчете. В самодельном же трансформаторе их весьма сложно предсказать по стандартной методике, так как используемые при сборе такого устройства материалы и запасные части зачастую бывают далеко не лучшего качества. В результате расчет нельзя сделать стандартными методами и приходится его проводить исключительно под конкретные условия эксплуатации того или иного аппарата.
Дело в том, что рассчитанное сечение магнитопровода для электротока равного 160А равно 28 кв. см, в реальности этот параметр может составлять 25-60 кв.см.




Если ваш трансформатор будет работать при напряжении электросети 220-240В, стоит воспользоваться формулами расчета, дающими положительные результаты для токов 120-180А.
2 самых распространенных варианта расчета:
- Для преобразователя электротока с обмотками на одном плече: N1 = 7440 × U1/(Sиз × I2).
- Для электротрансформаторов с разнесенными обмотками: N1 = 4960 × U1/(Sиз × I2).
Здесь N1 – это примерная величина количества витков первичной обмотки, Sиз – определенное сечение магнитопровода (кв. см), I2 – заданный постоянный ток для вторичной обмотки (А), U1 – постоянное напряжение сети.
Подбор сечения магнитопровода
Выбор сечения магнитопровода лучше всего производить, наоборот, по общераспространенной методике на 160А, 26 кв. см. При этом стоит помнить о том, что трансформатор одинаковой мощности может иметь названный показатель, отличающийся на 2 порядка, например, он может составлять 30-60 кв. см.
Стоит при выборе сечения представлять и размеры стандартного окна магнитопровода. Так, если количество витков чрезмерно большое, они просто могут не поместиться в него, в результате придется уменьшать их количество и применять тонкий провод.
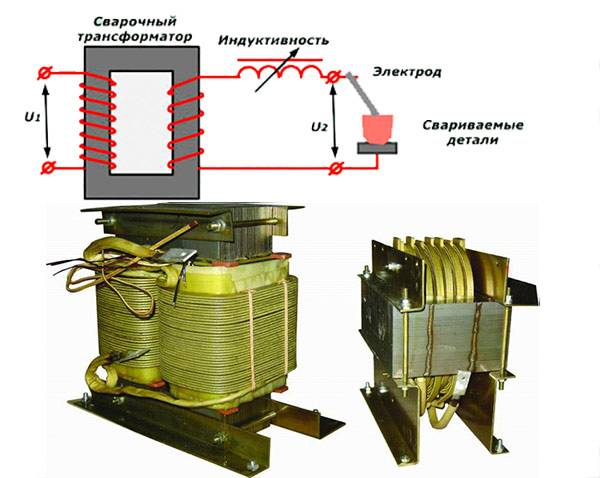
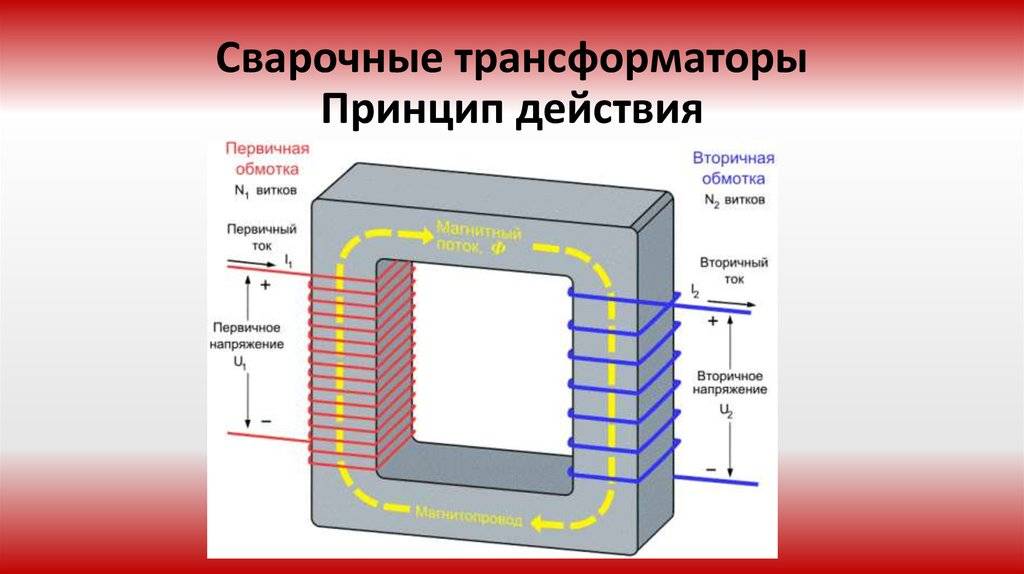
Принцип действия
Чтобы понять принцип действия сварочного трансформатора, обратим внимание на простейшую конструкцию, состоящую из 2-х обмоток и работающую с однофазным током. В этом нам поможет схема сварочного трансформатора:
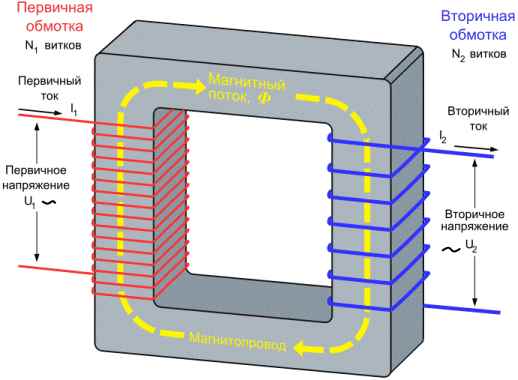
Как видно из рисунка, конструкция максимально простая – основа и две обмотки.
Магнитопровод – это элемент с замкнутым контуром, созданный из ферромагнитного сплава. Благодаря этому сопротивление контура снижается, а электромагнитная связь контуров увеличивается. Это простейшая схема сварочного трансформатора, есть еще различные модификации с дросселем и другие разновидности.
Первичная обмотка подключается к сети, а вторичная уходит на нагрузку, в нашем случае это держатель электрода и масса. При подаче напряжения на первичный контур в нем проходит переменный ток, создающий магнитный поток в основе, который индуцирует в обеих обмотках ЭДС. Возникшие силы можно пропорционально соотнести с числом витков обмотки, а если опустить незначительные (до 5%) потери напряжения, то получаем соотношение:
Коэффициент трансформации
Соотношение количества витков может быть больше 1, тогда трансформатор выполняет понижение напряжения и называется понижающим. Если коэффициент меньше 1, то это трансформатор повышающий.
Представим, что в нашем случае первая обмотка состоит из 100 витков, а вторичная из 5, 100/5=20 коэффициент трансформации. Подключив такое устройство к стандартной сети 220 В, на выходе получим 220/20= 11В. Данный коэффициент правдив не только для преобразования напряжения, но и силы тока, при потреблении первичной обмоткой 5 А, на контактах получим все 100А. Силу тока можно регулировать в процессе сваривания, для этого изменяют зазор магнитопровода. Рост или снижение этого расстояния уменьшает сопротивление и соответственно, на величину магнитного потока. Увеличив зазор мы снижаем силу тока, а для увеличения сварного тока зазор сокращают.
Зная соотношение количества витков обмотки и напряжения сети можем подобрать число витков вторичной обмотки, чтобы получить требуемые значения напряжения и силы тока. Нормальное напряжение холостого хода сварочного трансформатора считается 60В, что соответствует трансформаторному коэффициенту, равному 3.6.





