

Принцип работы точечного сварочного аппарата от 220В
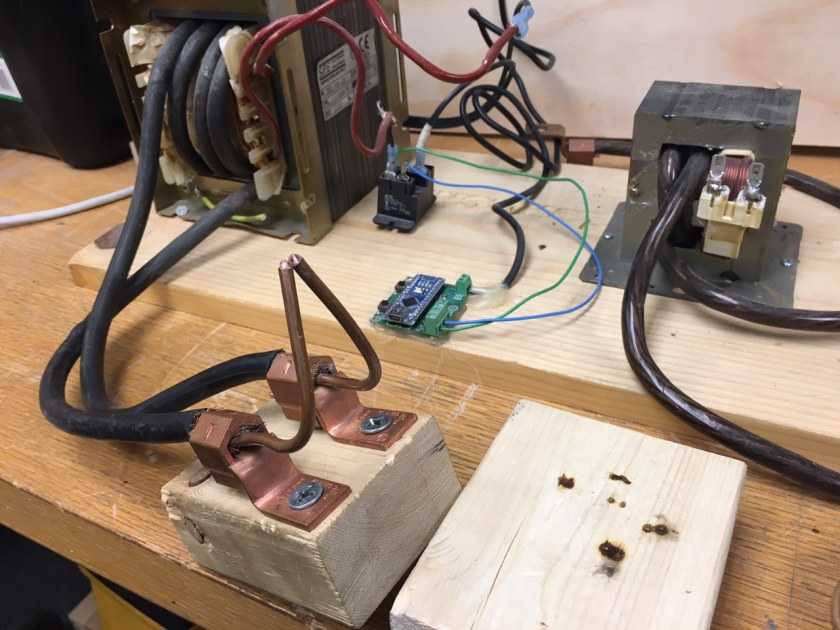
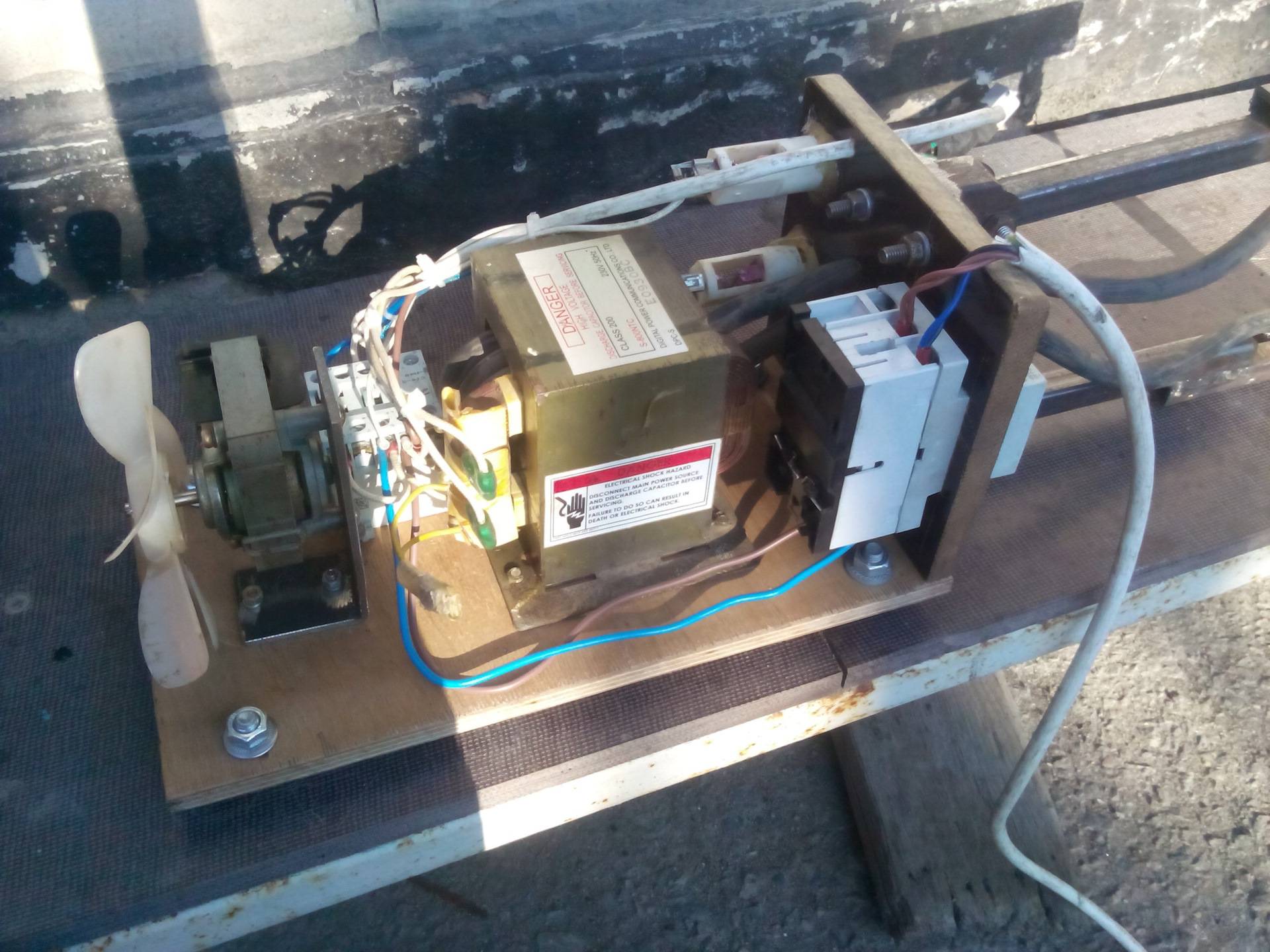
Посмотрите на картинке на готовый агрегат.
Чтобы металл расплавился, на него нужно подать очень большое количество тока. Степень напряжения тут не важна. Хватает 3 Вольт или даже меньше. Не желательно производить различные эксперименты с показателями. Уже давно протестировали самодельные сварочные аппараты, изготовленные из трансформатора микроволновой печи. Они прошли неоднократные испытания, а потому довольно надежные.
Мощность трансформатора необходимо выбирать в зависимости от толщины заготовок. К примеру:
- До одного миллиметра — мощность 1000 Вольт.
- Два мм — 2000 вольт.
- Три мм — 5000 Вольт.
Первичную обмотку нужно выбирать из расчета мощности устройства. Трансформатор самому сделать очень проблематично, потому желательно использовать готовый, помещающийся в микроволновке. У этого агрегата есть свои особенности:
- излучающим элементом потребуется большое напряжение — в несколько тысяч вольт. Но уровень силы тока не будет играть роли;
- мощность на обмотках будет одинаковая. Если человек захочет увеличить количество витков на вторичной обмотке, то и напряжение возрастет, но при этом сила тока уменьшится;
- трансформирующие элементы, находящиеся в СВЧ печи, обладают мощностью в 3000 Вольт или чуть меньше. Чтобы произвести точечную сварку, этого вполне достаточно.
Необходимые компоненты приобретаются в радиомагазинах. А также для изготовления используют внутренности из старой микроволновой печи. В результате получится мощность тока в 1 кА. Этого значения достаточно, чтобы расплавить металл в точках контакта. В результате образуется хорошее соединение нескольких деталей. Для этой цели используют трансформатор в 3кВт.
Где применяется точечная контактная сварка
Технология подразумевает соединение заготовок или приваривания отдельных деталей к металлоконструкциям без создания электрической дуги.
Метод применяется в следующих условиях:
- На производственных предприятиях. Точечная сварка используется при изготовлении и ремонте автомобилей, самолетов, сложных технических средств. Метод помогает создавать прочные долговечные соединения, не имеющие признаков деформации или иных дефектов.
- В домашних условиях. Для выполнения простых сварочных операций подойдет изготовленный своими руками аппарат. Он поможет приварить элементы забора или трубопровода, отремонтировать машину или мотоцикл.
Вместо заключения
Материалы для электродов, их форма и размер могут быть самыми разнообразными: от примитивных и простых до замысловатых и с трудно выговариваемым составом
Здесь важно четко осознавать, какой тип работ вам предстоит. И уже, исходя из этого, подбирать электроды
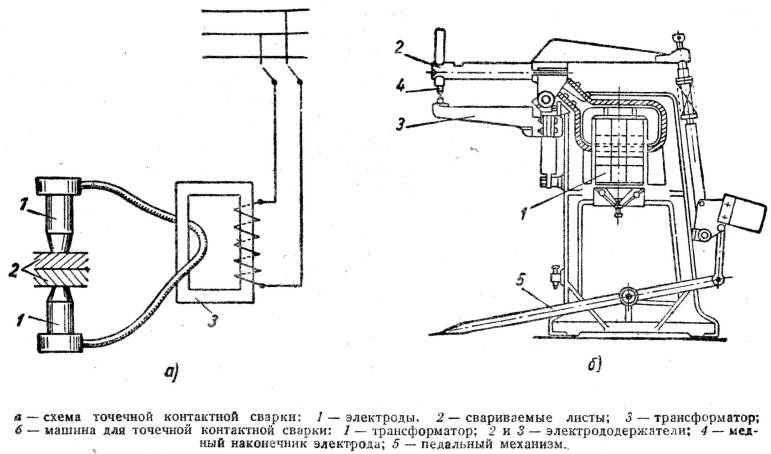
Электроды в контактной сварке
Электроды в контактной сварке служат для замыкания вторичного контура через свариваемые детали. Кроме этого при шовной сварке электроды-ролики перемещают свариваемые детали и удерживают их в процессе нагрева и осадки.
Важнейшая характеристика электродов — стойкость, способность сохранять исходную форму, размеры и свойства при нагреве рабочей поверхности до температуры 600 0С и ударных усилиях сжатия до 5 кг/мм2. Электроды для точечной сварки — это быстроизнашивающийся сменный инструмент сварочной машины. Для изготовления электродов используют медь и жаропрочные медные сплавы — бронзы. Это может быть хромоциркониевая бронза БрХЦрА; кадмиевая БрКд1; хромистая БрХ; бронза, легированная никелем, титаном и бериллием БрНТБ или кремний-никелевая бронза БрКН-1-4. Последние две бронзы обладают повышенной износостойкостью, из них можно изготавливать электроды-губки стыковых машин. Материалы для электродов должны обладать также высокой электро- и теплопроводностью, чтобы их нагрев в процессе сварки был меньше. Температура разупрочнения бронз не превышает 0,5 их температуры плавления, а рабочая поверхность электрода нагревается до 0,6 Тпл. При таких условиях электродные бронзы относительно быстро разупрочняются. Повысить износостойкость электродов можно, используя технологические факторы. Сварку алюминиевых и магниевых сплавов лучше производить на конденсаторных машинах, а не на машинах переменного тока. Вместо механической зачистки нужна химическая очистка поверхности, травление и пассивация. Расстояние l от рабочей поверхности до дна охлаждающего канала (рис. 2) не должно превышать 10…12 мм, увеличение его до 15 мм повышает износ электрода в 2 раза. При сварке черных металлов стойкость электродов можно повысить в 3…4 раза только за счет сферической заточки электрода и снижения темпа сварки до 40…60 точек в минуту.
Рис. 2. Схемы электродов для точечной сварки: а — с наружным посадочным конусом; б — колпачковых
Электрод должен иметь минимальную массу, удобно и надежно устанавливаться на сварочной машине. Диаметр D должен обеспечивать устойчивость электрода против изгиба при сжатии его усилием сварки, а также возможность захвата инструментом для снятия. Внутренний диаметр должен обеспечивать ввод трубки с охлаждающей водой и выход воды, обычно d0 = 8 мм. Длина конусной части для крепления электрода в свече машины l1 <= 1,2 D. Угол конусности 1:10 при D < 25 мм и 1 : 5 при D > 32 мм. Диаметр рабочей части электрода выбирают в зависимости от толщины кромок свариваемых деталей dэ = 3S. Стойкость электродов с наружным посадочным конусом (рис. 2, а) обычно не превышает 20 000 сварок. Стойкость колпачковых электродов (рис. 2, б) с внутренним посадочным конусом достигает 100 000 сварок вследствие лучших условий охлаждения. Для сварки деталей сложной конфигурации в труднодоступных местах применяют фигурные электроды.
Электроды для рельефной сварки конструктивно приближаются к форме изделия. В простейшем случае это плиты с плоской рабочей поверхностью.
Электроды-ролики шовных машин имеют форму дисков. Ширина рабочей поверхности ролика В и его толщина Н зависят от толщины S свариваемой детали.
Токоведущие губки стыковых машин по форме и размерам должны соответствовать поперечному сечению свариваемых деталей. Длину губок выбирают такой, чтобы обеспечить соосность деталей и предотвратить их проскальзывание при осадке. При сварке стержней она составляет 3…4 их диаметра, а при сварке полос — не менее 10 толщин полосы.
Подготовка деталей к сварке
Поверхность деталей в зоне контакта деталей между собой и в месте контакта с электродами зачищают от окислов и других загрязнений. При плохой зачистке возрастают потери мощности, ухудшается качество соединений и увеличивается износ электродов. В технологии контактной точечной сварки, для зачистки поверхности используют пескоструйную обработку, наждачные круги и металлические щетки, а также травление в специальных растворах.
Высокие требования предъявляются к качеству поверхности деталей из алюминиевых и магниевых сплавов. Целью подготовки поверхности под сварку является удаление без повреждения металла относительно толстой пленки окислов с высоким и неравномерным электрическим сопротивлением.
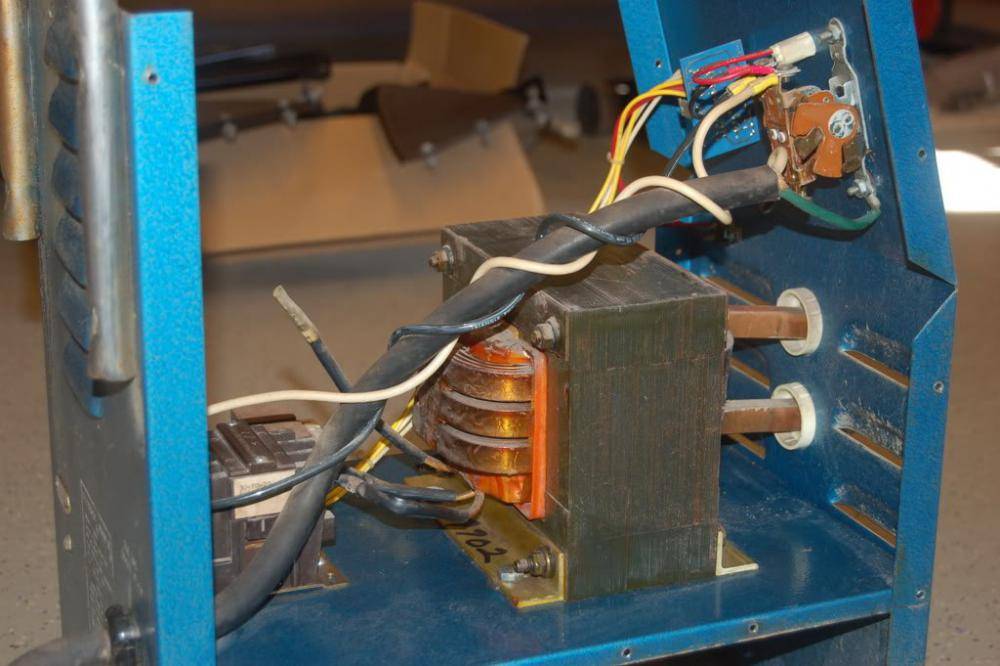
Аппарат точечной сварки из сварочника
Главной сложностью при изготовлении аппарата точечной сварки своими руками является сборка источника тока. Он должен выдавать короткие импульсы небольшого напряжения и высокой силы тока, превышающей 1000А. Длительность импульса регулируется тиристорной схемой или вручную обычным выключателем на первичной обмотке. Для низколегированных сталей необходим более длительный импульс, нержавейка сваривается при коротких импульсах, чтобы верхняя часть не успела прогреться и окислиться, что значительно снижает антикоррозионные свойства.
Во втором случае сварка таким аппаратом требует определенной сноровки — с первого раза угадать необходимую длительность импульса очень сложно, особенно на разных металлах. Но методом проб и ошибок на обрезках листовой стали или цветных сплавов вполне реально добиться качества сварки не хуже, чем на промышленных аппаратах.
Точечная сварка, собранная своими руками из старого сварочного аппарата, работает достаточно эффективно и вполне в состоянии решить ряд проблем с соединением листового металла толщиной от нескольких десятых до 2-3 мм. Для более толстого листа сложно создать требуемое усилие при помощи самодельных клещей или рычажного устройства.
Почему выбирается именно старый трансформатор? Аппарат точечной сварки своими руками предполагает его полное переоборудование, которое касается, впрочем, только вторичной обмотки. После переделки обычная сварка ММА таким аппаратом становиться невозможной, поэтому и выбирается старый, но еще рабочий аппарат, по крайней мере, первичная обмотка должна быть если не в идеальном, то в приемлемом состоянии.
Сечение провода вторичной обмотки должно быть не менее 1,8 см 2 . Если удастся найти подходящий кабель заводского производства в изоляции, то лучше использовать его. Хороший результат дают как кабели с монолитной сердцевиной, так и многожильные из скрученных в жгут медных проводов. На вторичную обмотку идет несколько витков кабеля или шины с таким расчетом, чтобы при подаче 220В на первичный контур, во вторичном возникал ток напряжением 6-8 В. В таком случае сила тока будет достигать 800-1000 А. Этого вполне достаточно для сварки отдельных деталей в домашней мастерской.
Инструкция по созданию контактной сварки из СВЧ-печи
Важнейший параметр контактной сварки из микроволновки – длительность влияния на подлежащие обработке заготовки.
Цепь управления точечной контактной сварки
Настройка длительности и регулирование параметров контактной сварки выполняется посредством:
- емкостных устройств электролитических с напряжением заряда от 50 В;
- коммутаторов П2К с отдельной фиксацией;
- резисторов R1 и R2;
- кнопки КН1 с двумя контактами: нормально-замкнутым и нормально-разомкнутым.
При подключении АВ1 производится зарядка емкостных элементов, подключающихся к питающему блоку и управляющей цепи через П2К. Срок их службы повышается благодаря лимитации тока зарядки посредством R1. Зарядка осуществляется через нормально-замкнутый контактный блок КН1. Этот узел при нажиме КН1 разъединяется, выполняется отключение цепи, емкости по нормально-замкнутой цепь подсоединяются к К1, который срабатывает от тока разрядки конденсаторов.

Блок разъединенных нормально-замкнутых элементов КН1 не позволяет К1 запитаться от блока напрямую. Чем выше общий емкостный объем, тем больше времени требуется для их разряжения, К1 продолжительнее соединяет контакты № 4 и 5 элемента МТТ4К, и, следовательно, длительность импульса сварки увеличивается. При полной разрядке емкостей происходит отключение реле и прекращение функционирования оборудования. Для подготовки прибора к последующим импульсам следует отжать КН1.
Разрядка конденсаторов производится переменным резистором R2, служащим для регулировки импульса.
Особенности модернизации трансформатора
В каждой микроволновой печи присутствует магнетрон. Имеющийся в СВЧ-печке трансформатор имеет меньше витков на первичной обвивке и больше – на вторичной, на которой величина напряжения может доходить до 2 кВ. Удвоитель, если он конструктивно предусмотрен, увеличивает напряжение в 2 раза
Такое свойство особенно важно для сооружения аппарата контактной сварки

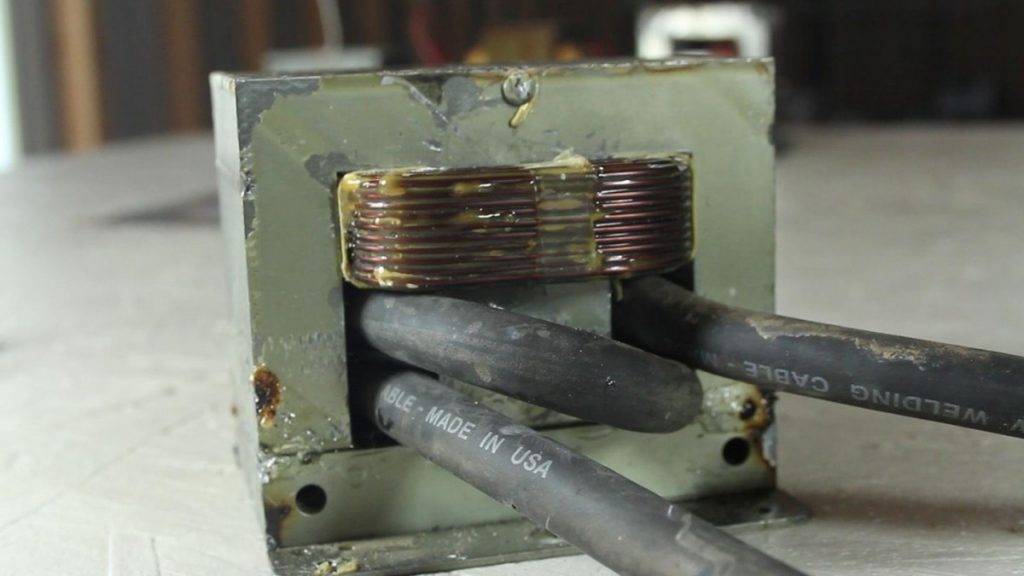
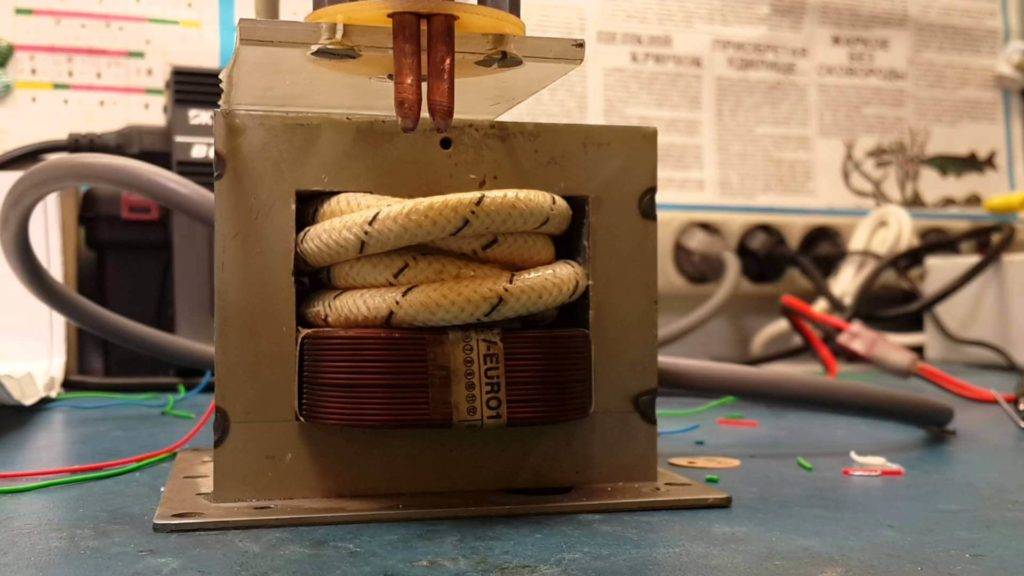
При изъятии трансформаторного устройства нельзя допустить его повреждения. После снятия корпуса микроволновки элемент демонтируется с места закрепления. Для контактной точечной сварки требуются лишь магнитопровод и первичная обмотка трансформатора, подключающаяся к сети. Она обладает малым числом витков и утолщенным проводом.
Вторичная обвивка не потребуется, ее следует аккуратно удалить ударами молотка по зубилу, стараясь не причинить вреда первичной обвивке. Если в микроволновке имеются шунтирующие устройства, их также следует демонтировать. Магнитопровод может не приклеиваться, а устанавливаться на сварке, тогда лучше применить ножовку либо стамеску.
Затем необходимо изготовить новую вторичную обвивку. Для нее потребуется провод сечением от 1 см². Можно взять несколько проводков, но требуемая площадь должна быть сохранена.






При необходимости изготовления оборудования для контактной сварки большей мощности единственного трансформирующего элемента будет недостаточно. Тогда следует совместить два прибора, для чего понадобятся две микроволновки. Провод при этом нужно наматывать поочередно через обе катушки, число витков одинаковое во избежание получения противофазы.
Подготовка элементов управления
Основные органы, регулирующие работу устройства для сварки контактным методом, – рычаг управления и выключатель. С их помощью создается необходимое усилие на соединяемых заготовках и клещах. От нажатия зависит прочность создаваемого соединения, потому рекомендуется установить рычаг максимально возможной длины. Повышения прилагаемого усилия можно добиться применением винтов и рычагов, фиксирующихся на рукоятке.
Также нужно иметь в виду необходимость надежного закрепления контактной сварки, возможно, для таких целей придется приобрести струбцину.
Рубильник ставится в цепь первичной обвивки. Если поставить его во вторую, то не избежать создания повышенного сопротивления, провоцирующего приварку друг к другу электродных стержней, а не соединяемых элементов. Во вторичной обвивке течет ток значительно большей величины, выдержать который сможет не каждый автомат.
3 Цепь управления – из чего состоит и как работает?
Цепь управления выполняет функции реле времени. Включая K1 на заданный промежуток времени, она задает продолжительность воздействия электрического импульса на свариваемые детали. Состоит цепь управления из конденсаторов С1–С6, которые должны быть электролитическими с напряжением зарядки 50 В или выше, переключателей типа П2К, имеющих независимую фиксацию, кнопки КН1 и двух резисторов – R1 и R2.
Емкость конденсаторов может быть: 47 мкФ для C1 и C2, 100 мкФ – C3 и C4, 470 мкФ – C5 и C6. КН1 должна быть с одним нормально-замкнутым, а другим нормально-разомкнутым контактами. При включении АВ1 начинают заряжаться конденсаторы, подключенные с помощью П2К к цепи управления и блоку питания (на Рис.1 – это только C1), R1 ограничивает начальный зарядный ток, что позволяет значительно увеличить срок эксплуатации емкостей. Зарядка происходит через скоммутированную на тот момент нормально-замкнутую контактную группу кнопки КН1.
Разомкнутая нормально-замкнутая контактная группа КН1 препятствует запитыванию реле непосредственно от блока питания. Чем больше суммарная емкость разряжающихся конденсаторов, тем дольше они разряжаются, и, соответственно, K1 дольше замыкает контакты 4 и 5 ключа МТТ4К, и продолжительнее сварочный импульс. Когда конденсаторы полностью разрядятся, K1 отключится, и контактная сварка прекратит свою работу. Чтобы ее подготовить к следующему импульсу, КН1 надо отпустить. Разрядка конденсаторов происходит через резистор R2, который должен быть переменным и служит для более точного регулирования продолжительности сварочного импульса.
Аппарат для точечной сварки своими руками
Сварочный аппарат действует на принципах закона Ленца — Джуоля: электрический ток, проходя по проводнику, выделяет тепло, которое напрямую равно квадрату тока, времени и сопротивлению проводника. Это означает что при силе тока в 1000 А, на тонких проводах и плохо сделанных соединениях, потери будут в 10000 раз больше, чем при 10 А.
Трансформатор
Основной элемент любого оборудования для точечной сварки — силовой, с повышенным эффектом трансформации (для получения нормального сварочного тока). Его можно взять в мощной микроволновке (от 1 кВт и выше), он питает магнетрон. Удобен своей доступностью и хорошими характеристиками. Показателей трансформатора хватит для точечной сварки стальных листов в 1 мм. Для получения большей мощности используют 2 и более детали.
Показатели таких трансформаторов составляют до 2000 В (в микроволновке оно удваивается перед подачей на магнетрон), не стоит их подключать в сеть и измерять выходные характеристики. Из этой детали нам понадобится первичная обмотка (в которой толще провод и меньше витков) и магнитопровод.
Провода срезаются стамеской или ножовкой (если он сварен, а не склеен), или выковыривается и высверливается (при очень плотной набивки обмотки, когда выбивание всё разрушит). При удалении проводов вторичной обмотки старайтесь действовать аккуратно, чтобы не повредить первичную обмотку. В трансформаторе также бывают шунты, которые ограничивают ток, их тоже нужно срезать.
После аккуратного извлечения нужных элементов, вторичная обмотка трансформатора обновляется. Для достижения показателей тока в 1000 А нужно использовать медный кабель с толщиной сечения в 100 мм² и более. Это может быть пучок или многожильный провод. Если внешняя изоляция мешает получить нужное количество витков, то её удаляют и заменяют на тканевую изоленту. Провода должны быть как можно меньшей длины, чтобы не было ненужного сопротивления.
сделайте больше витков, так вы повысите показатели мощности
Например, если у вас есть 2 трансформатора мощностью 0,5 кВт, с входным напряжением 220 В, при номинальном токе 250 А и выходным напряжением 2В. Соединив выводы вторичных и первичных обмоток, получим прибор, в котором номинальное напряжении в 2 В, выходной ток — 500 А (ток сварки также удвоится).
При создании устройства, во вторичных цепях устройства должны использоваться электроды. То есть при задействовании трансформаторов по 0,5 кВт, их связывают вместе проводами с диаметром 1 см, а концы к электроду. Если допустить ошибку при подключении выводов вторичной и первичной обмотки, это приведёт к короткому замыканию.
Когда используете два мощных трансформатора и вам нужно увеличить напряжение, но размер окна магнетрона не позволяет добавить необходимое количество витков провода, для этого вторичные обмотки соединяются последовательно. Необходимо согласовывать направление витков, иначе можно получит противофазу, что приведёт к выходному напряжению равному нулю (чтобы правильно понять этот момент проведите эксперимент с тонкими поводами).
На первичные обмотки трансформаторов
Первый случай свидетельствует о том, что цепи первичной и вторичной обмотки соединены вместе разноимёнными выводами (напряжение на первичной обмотке равно половине входного, которое преобразуется во вторичной обмотке, где оно суммируется и даёт двойное значение). Нулевое значение вольтметра показывает, значение напряжения на вторичных обмотках противоположны, это значит что одна из пар обмоток соединена одноимённым выводом.
Чтобы увеличить показатели у своего аппарата точечной сварки, нужно соединить несколько трансформаторов, но они не должны превышать показатели сети, иначе при его использовании общее напряжение будет падать. Ограничитесь 1000–2000 А, для бытовых условий такой силы тока достаточно.
Электроды
Медные стержни используют в качестве электродов. Чем больше толщина тем лучше, но его диаметр не должен быть меньше показателей провода. Если у вас аппарат небольшой мощности, то подойдут жала от паяльника.
Чем меньше длина провода
При использовании обжима, площадь крепления получается гораздо меньше, что увеличивает потери.
Управление
На промышленных аппаратах она доходит до 100 кг
Выключатель подключается к цепи первичной обмотки, иначе он будет добавлять сопротивления, а его контакты при работе расплавятся.
Если вы используете рычажный механизм прижима, то кнопку выключения монтируйте на нём. Очень удобно одной рукой давить на рычаг и управлять работой. Вторая рука контролирует сварку деталей.
Суть технологии
Принцип работы контактной сварки основан на нагреве металла до температуры плавления посредством пропускания через него кратковременного импульса тока достаточно высокой силы. Длительность такого импульса составляет от сотой до десятой секунды, время выбирается на основе параметров металла.
Под действием тока детали нагреваются и расплавляются. Между ними формируется жидкое ядро. До того момента, пока оно не застынет, поверхности заготовок следует удерживать под давлением. В результате кристаллизации ядра происходит локальное соединение двух изделий.
Давление необходимо прикладывать, чтобы во время протекания тока по периметру области локального расплавления металла сформировался уплотняющий пояс, не позволяющий расплаву вытечь за пределы свариваемой области.
Аппарат для точечной сварки.
Получить качественное и надежное соединение заготовок возможно только после правильной предварительной обработки деталей
Важно удалить с поверхности окислы и области, подвергшиеся коррозии
В задачах, требующих качественного соединение деталей толщиной от одного до полутора миллиметров, применяется конденсаторное оборудование для контактной сварки.
Принцип работы подобных аппаратов основывается на следующем: блок конденсаторов заряжается током небольшой силы. Затем осуществляется разряд конденсаторов. Полученной силы импульса оказывается достаточно для обеспечения требуемого режима сварки.
Сварочный аппарат для сварки подобного типа широко используется в задачах, требующих соединения миниатюрных изделий, например, в радиотехнике и электронике.
Даже если данного предмета кухонного оборудования нет в наличии, то приобрести указанную технику на вторичном рынке не составит труда. В нашем случае в микроволновке ценность представляет только трансформатор, поэтому необходимо рассматривать неработающие варианты техники. Она обойдется существенно дешевле.




Это интересно: Жидкая и сухая холодная сварка для металла: выкладываем во всех подробностях
Точечная сварка на основе инвертора
Контактная сварка из инвертора, изготовленная своими руками, является наиболее распространённым видом самодельного споттера для рихтовки. Существует множество способов сборки этого прибора.
Такой вид споттера очень похож на контактную сварку и является ее модификацией. Но его конструкция имеет отличительную черту — в ней отсутствуют клещи. Именно поэтому его можно считать аналогом электродуговой сварки, в которой ток проходит сквозь корпус автомобиля. Один контакт сварки присоединяется к поверхности, а вторым выступают насадка и шток.
Инверторное устройство
Основной деталью устройства является пистолет, который можно сделать из аналогичного приспособления для строительного клея или от полуавтоматической сварки. Многие интересуются, как собрать пуллер своими руками. Схема довольно простая.
Включает она в себя следующие элементы:
- инверторная сварка;
- реле трёхстороннее.
Для того чтобы собрать его, понадобятся такие детали:
- 200 вольтовый тиристор;
- трансформатор, который регулирует напряжение и понижает его до 12 вольт;
- реле (30 ампер);
- диодный мост;
- контактная группа;
- кнопка для управления.
С помощью диодного моста происходит подключение трансформатора к сети, а к мосту подсоединяется тиристор.
Споттер работает по следующему алгоритму:
- нажимается кнопка питания, запускается конденсатор и на незначительное время тиристор и резистор;
- в последующем с помощью диодов подаётся напряжение на трансформаторную обмотку;
- дальше электрод (направляющая) сваривается с поверхностью автомобиля;
- при разрядке конденсатора закрывается тиристор, а трансформатор теряет ток;
- работа аппарата завершена, и только конденсатор продолжает заряжаться от трансформатора для дальнейшей работы.
В качестве альтернативы тиристоры и диодный мост заменяются симистрами. Конструкцию самодельного споттера необходимо тщательно рассчитать для его правильной работы. Он должен работать без перебоев даже с минимальными вложениями.
Необходимые материалы для работы
Для сбора аппарата нужно до 40 кубических сантиметров металла. По периметру тиристора перегревы случаются редко, чаще всего они возникают после кабеля. Шток устройства тоже может сильно нагреваться, поэтому желательно его делать из латуни.
Кабель аппарата должен быть с сечением 70 кв. миллиметров, а для длины молотка его достаточно 2 метров. Также необходимо обустроить импульсное управление.
Для начала следует вместе с медной шиной обмотать трансформатор вторичной обмоткой. Она может быть и алюминиевая. После этого нужно ещё два раза намотать слои обмотки. В результате должна получиться обмотка на 250 квадратных миллиметра (5 обмоток с шестью витками).
Устройство сварочного трансформатора
Чтобы осуществлять плавление металла электрической дугой, необходимо изменить параметры тока, потребляемого от сети. В аппарате он модернизируется так, что напряжение понижается (V), а сила тока возрастает (А). Сварка металла этим оборудованием возможна благодаря несложным комплектующим, входящим в его конструкцию. Большинство моделей включают в себя:
- магнитопровод;
- стационарную первичную обмотку из изолированного провода;
- движущуюся вторичную обмотку, часто без изоляции, для улучшения теплоотдачи;
- вертикальный винт с лентовидной резьбой;
- ходовую гайку винта и крепление к обмотке;
- рукоятку для вращения винта;
- зажимы для вывода и крепления проводов;
- корпус с жалюзи для охлаждения.
Некоторые сварочные трансформаторы переменного тока содержат дополнительное оборудование, совершенствующее их работу, о котором будет описано ниже в разделе схем.
Устройство сварочного трансформатора предусматривает магнитопровод. Сердечник не влияет на силу тока, а лишь способствует образованию магнитного поля. Для этого используется пакет пластин из специальной стали. Их поверхность покрывается оксидной изоляцией. Некоторые модели лакируются. Если бы сердечник был из сплошного металла, то вихревые токи (токи Фуко), получаемые из-за действия магнитного потока, снижали бы индукцию поля. За счет наборных составляющих сердечник не образует сплошной проводник, что снижает влияние токов Фуко.
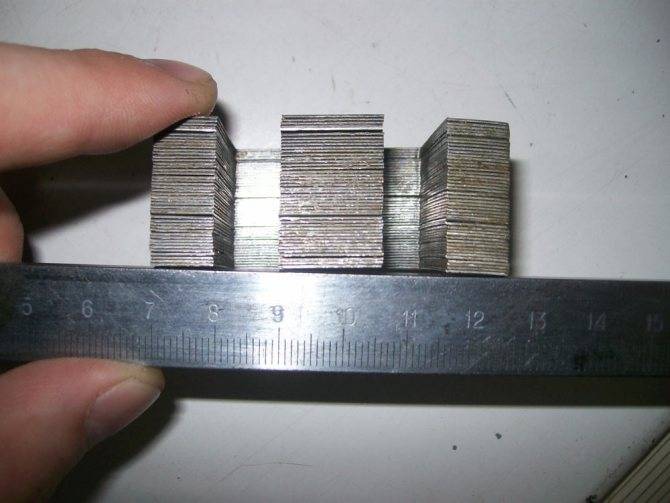
Для более тихой работы пластины сердечника важно стягивать потуже. Слабое соединение ведет к вибрации составляющих благодаря прохождению переменного тока с частотой 50 Гц
Но даже плотное стягивание не устраняет всего шума, поэтому любой расчет сварочного трансформатора подразумевает гул, что слышно на видео по его работе.
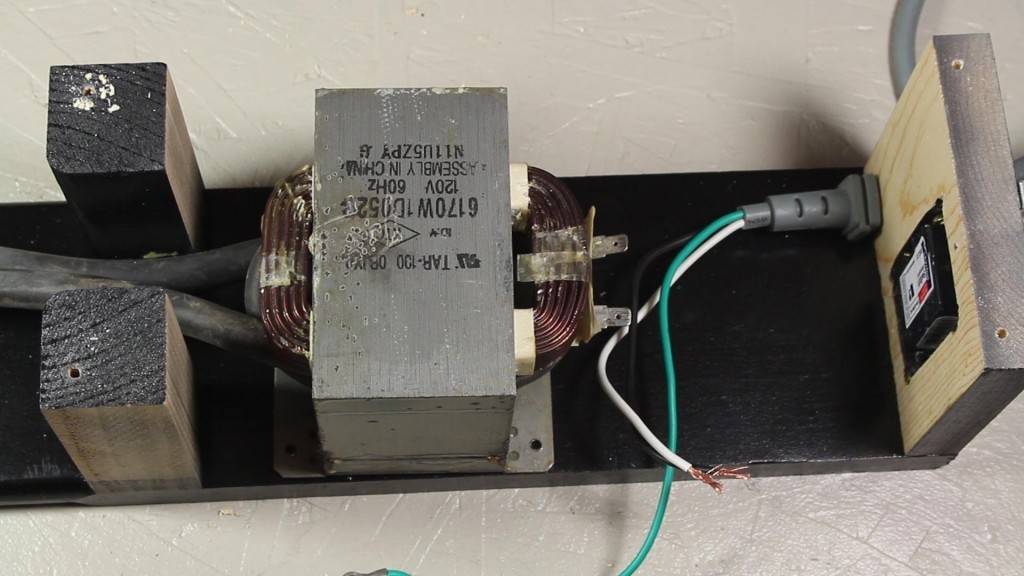
Самодельный аппарат из микроволновой печи
Для установки в домашней мастерской высокопроизводительного сварочного оборудования нет необходимости в приобретении дорогостоящего оборудования. Для этого достаточно использовать старую микроволновую печь. Точнее, ее трансформатор. Он в состоянии обеспечить напряжение необходимо для выполнения точечной сварки.
https://youtube.com/watch?v=u7i5Yvxwz9c
При извлечении трансформатора из корпуса микроволновой печи необходимо соблюдать аккуратность. Сначала надо снять все крепежные детали, и удалить вторичную обмотку. Кроме этого необходимо удалить шунты, встроенные в ограничители тока. Точечная сварка, изготовленная из микроволновой печи, обеспечивает мощность в 700 – 800 Вт и это позволяет выполнять сварку стальных листов толщиной до 1 мм.

Строение трансформатора
Как и для любого другого сварочного устройства для его работы потребуется электрод.
Создание электродов
Сварочное оборудование позволяет выполнять большое количество работ по неразъемному соединению деталей, выполненных из металла. Для выполнения этой операции применяют электроды. Те, которые применяют для точечной сварки, называют сварочные клещи. Их можно купить и в специализированном магазине, а можно изготовить своими силами.

Электрод для контактной сварки
Сварочные клещи состоят из:
- захвата, который несет токонесущие части;
- собственно электроды;
- сварочные кабели;
- механизм управления.
Для качественного сварного соединения необходимо, чтобы на выходе из аппарата было устойчивое пониженное напряжение и повышенная сила тока. Часто, для достижения необходимых параметров применяют аппараты с усиленной второй обмоткой.
Когда заготовки собраны между собой и помещены в рабочее пространство электроды сжимают. Это можно выполнить в ручном, а можно и в автоматическом режимах. Одновременно с этим на электроды подается ток надлежащей мощности. Он вызывает нагрев металла, его расплав и перемешивание. Так, выполняется контактная сварка. Диаметр пятна контакта определяет размер силы тока и время выдержки деталей между электродами.
Прочность сварки
На прочность сварки влияет размер и материал участка. А на него воздействует:
- Размер электродов.
- Площадь контакта.
- Состояние поверхности.
- Время воздействия и величина тока.
- Размер поверхности с которой контактировал электрод.
Точная сварка имеет свою нишу для применения — соединения деталей между собой от 0,002 мкм до 20 мм. При процессе, величина тока измеряется сотнями ампер, а сопротивление поверхности и электродов минимально.
Преимущества точечной сварки:
- Сварочный шов высокой прочности.
- Автоматизация работы.
- Экономичность.
Процесс используется как в домашних условиях, так и в промышленности. С его помощью производится сварка таких материалов:
- Листовой металл.
- Изделий из цветных сплавов и стали.
- Гнутых и сортовых профилей.
В быту с помощью точечной сварки ремонтируют инструмент, домашнюю утварь, кухонное оборудование. Процесс заключается в совмещении деталей в определённом положении. Они фиксируются между собой и электродами с помощью электрического тока происходит разогрев поверхностей до сваривания. Главное — точно закрепить деталь в нужном положении и удерживать её в процессе сварки. Тепловой импульс, плавит металл в зоне контакта, соединяя две поверхности в одно целое.
Виды трансформаторов для сварки
Технические характеристики трансформаторов должны обеспечивать такие технические свойства, которые позволяют с минимальными потерями произвести нагрев, расплав и соединение обрабатываемых деталей.
В конструкцию входит несколько составных частей:

Сердечник для трансформатора
- Сердечник, состоящий из нескольких пластин, выполненных из стали. Для сборки магнитопровода применяют пластины, изготовленные из электротехнической стали. На нем устанавливают одну или несколько обмоток. Настройку напряжения выполняют с помощью винтовой пары, которая проходит через сердечник и обмотку.
- Металлический корпус предназначен для защиты устройства от каких-либо повреждений. Кроме того, в состав трансформатора входят устройства вентиляции, рукояти и колеса для транспортировки.
Номинальное рабочее напряжение составляет 220 или 380 вольт и это позволяет их использовать и на промышленных объектах, и домашнем хозяйстве. Технические характеристики трансформатора допускают производить работы с металлическими заготовками разной формы и размеров.






Трансформатор для контактной сварки, состоит из тех же узлов, что и для традиционной. Это оборудование работает в режиме коротких, но часто повторяющихся нагрузок. Это приводит к тому, что обмотки испытывают серьезные динамические нагрузки. Для их компенсации в трансформаторах для точечной сварки применяют сердечник броневого типа и дисковые обмотки.
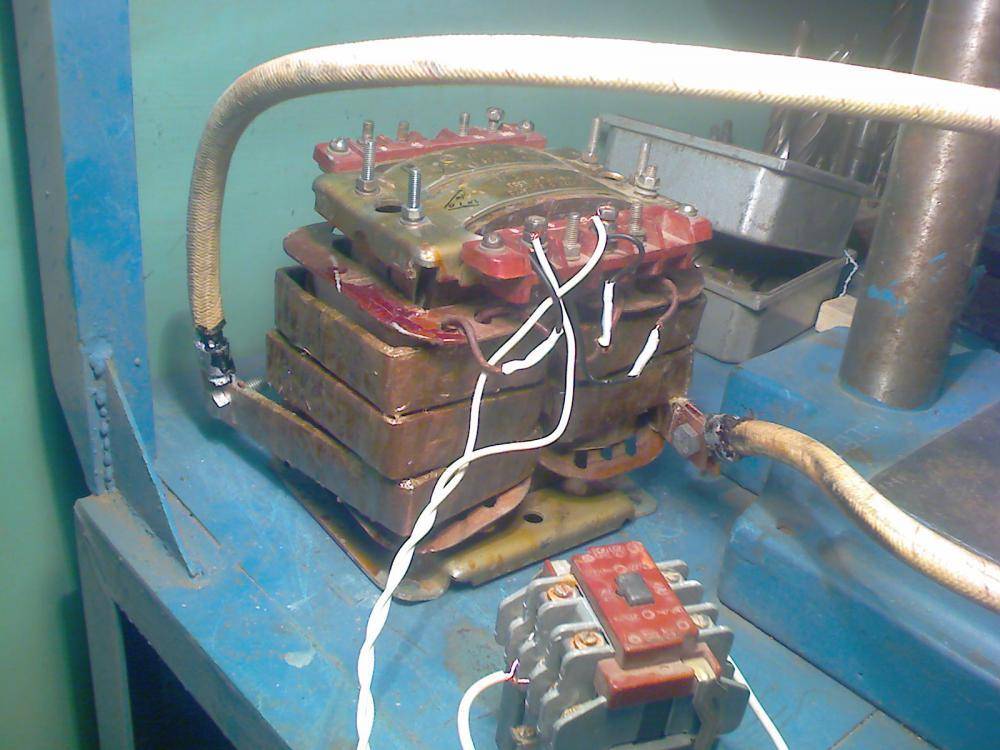
Трансформатор для контактной сварки ТВК-75
Трансформатор для контактной сварки ТВК-75 предназначается для работы в составе электросварного оборудования для точечной сварки, которые эксплуатируются в закрытых помещениях при соблюдении ряда условий. Магнитопровод в этом трансформаторе имеет ленточную конструкцию, и стянут в раму с помощью шпилек. Обмотки этого трансформатора дисковые. Для изготовления первой обмотки применяют теплостойкий кабель ПСД.

Трансформатор для контактной сварки ТВК-75
Вторая обмотка собрана из отдельных дисков и с помощью металлических деталей, выполненных из меди, они собраны в параллельную схему.Для охлаждения вторичной обмотки используют проточную воду, которая перемещается по специально проложенным трубам. Обмотки залиты эпоксидной смолой.Напряжение регулируется с помощью переключателей, которые установлены на сварочной машине. К основным параметрам трансформатора этой марки можно отнести следующее:
Охлаждение водой, аппарат изготовлен по классу изоляции F. За счет использования технологии Unicore трансформатор несет минимальные потери в магнитопроводе. Производитель выпускает трансформатор в климатическом исполнении УХЛ4.

Трансформатор для контактной сварки ТКС — 4500 Каскад
Трансформатор для контактной сварки ТКС — 4500 Каскад используют для сварки деталей из малоуглеродистых сталей совокупной толщиной до 4 мм.
Расчет трансформатора для сварки
Магнитопровод и обмотки отвечают за создание рабочих параметров устройства. То есть, зная, какие характеристики должны быть у трансформатора можно просчитать параметры обмоток, сердечника и сечения всех проводов.
Для выполнения расчетов необходимо взять следующие данные:

Сварочный трансформатор своими руками
- Напряжение на первой обмотке.
- Напряжение на второй обмотке.
- Сила тока на второй обмотке. Размер этого параметра определяется типом электродов и размерами заготовки.
- Площадь сердечника. Этот параметр определяет надежность трансформатора в целом. Оптимальным размером можно считать от 45 до 55 кв. см.
- Размер площади окна сердечника. Оптимальным считают размер от 80 до 110 кв. см.
- Плотность тока внутри обмотки. Этот параметр отвечает за потери в обмотке. Для аппаратов, выполненных своими руками, эта характеристика составляет 2,5 – 3 А.
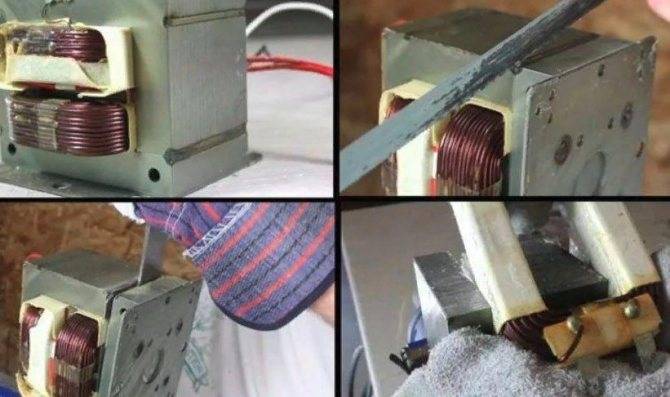
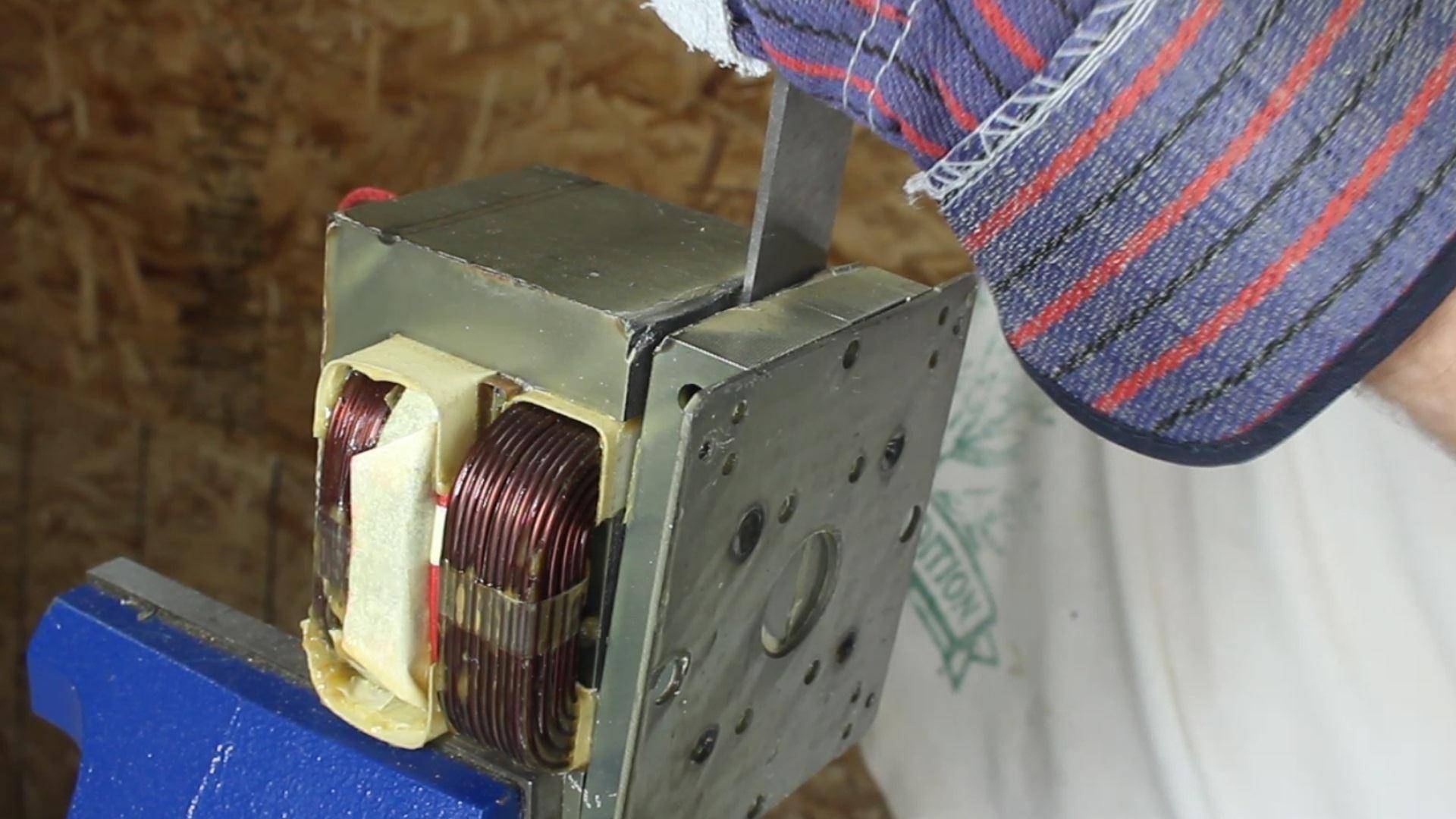
Разбираем трансформатор: алгоритм действий
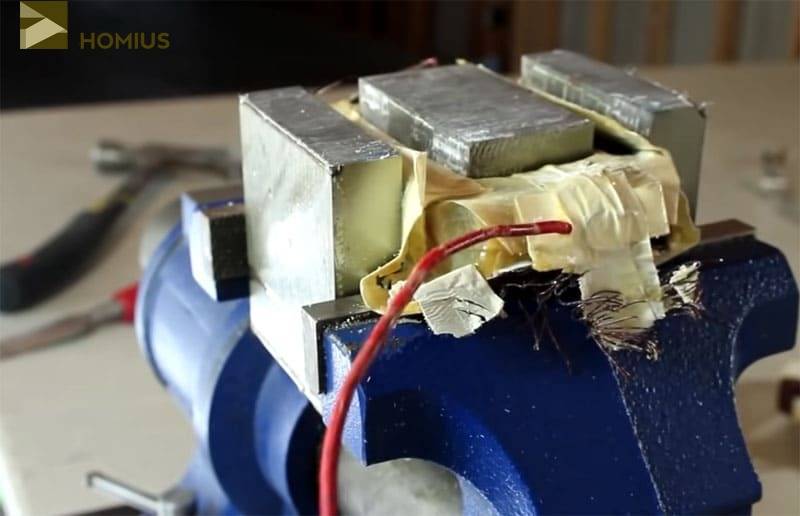
Теперь понадобятся тиски и болгарка с отрезным диском или, на худой конец, ножовка по металлу. По бокам будут чётко видны сварочные швы. Наша задача: зажать трансформатор в тиски так, чтобы один из двух швов оказался сверху, и распилить точно по нему. С этой работой справится любой, поэтому зацикливаться на ней не будем.
 Аккуратно распиливаем трансформатор ровно по шву
Аккуратно распиливаем трансформатор ровно по шву
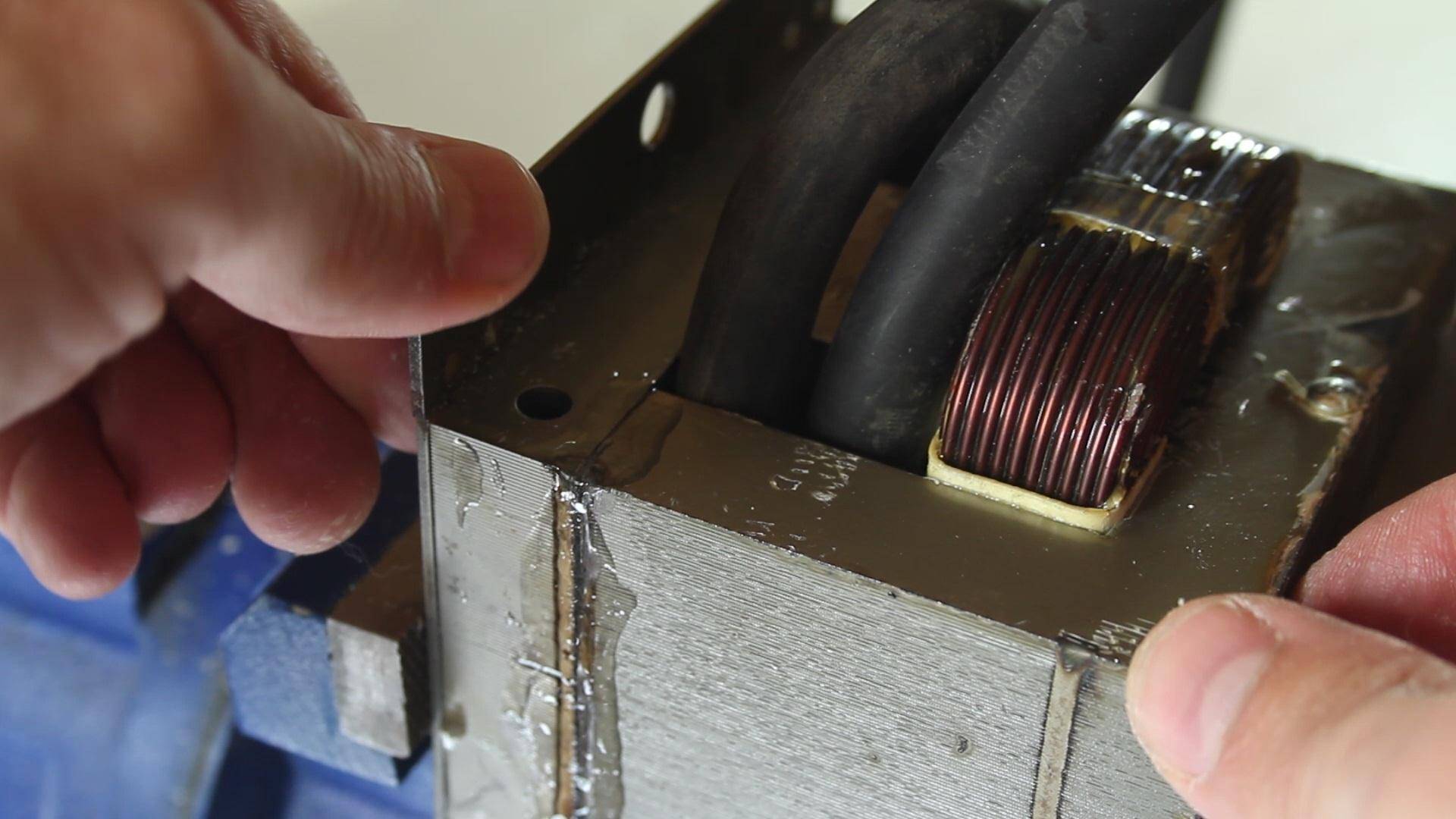
Вторую сторону пилить не обязательно. Достаточно загнать в подпиленный шов зубило – вторая сторона отломится сама. Далее, очень аккуратно достаём первичную обмотку (она теперь оказалась сверху). Здесь главное – не повредить изоляционный лак. Первичная обмотка нам будет нужна в дальнейшей работе.
 Если при демонтаже повредить изоляционный лак, первичная обмотка станет бесполезной для дальнейшего использования
Если при демонтаже повредить изоляционный лак, первичная обмотка станет бесполезной для дальнейшего использования
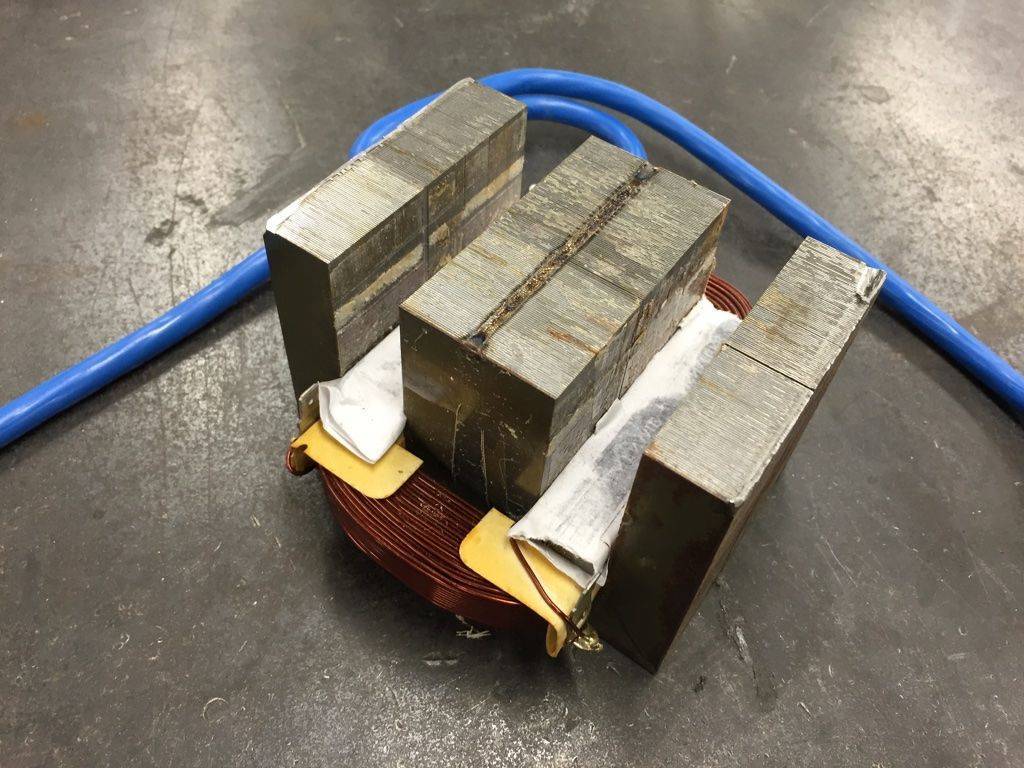
А вот с вторичной обмоткой можно не церемониться, она использоваться не будет. Но, всё же, стоит быть внимательным при её извлечении. Ведь при слишком грубой работе можно повредить сердечник, а это нам совершенно ни к чему. Поэтому, если есть необходимость постучать по сердечнику, лучше использовать резиновую киянку. Дело в том, что при ударе простым молотком сердечник помнётся, после чего установить первичную обмотку на него вряд ли получится.
 Убираем вторичную обмотку – нам она больше не пригодится
Убираем вторичную обмотку – нам она больше не пригодится





