

Как сделать форматник своими руками
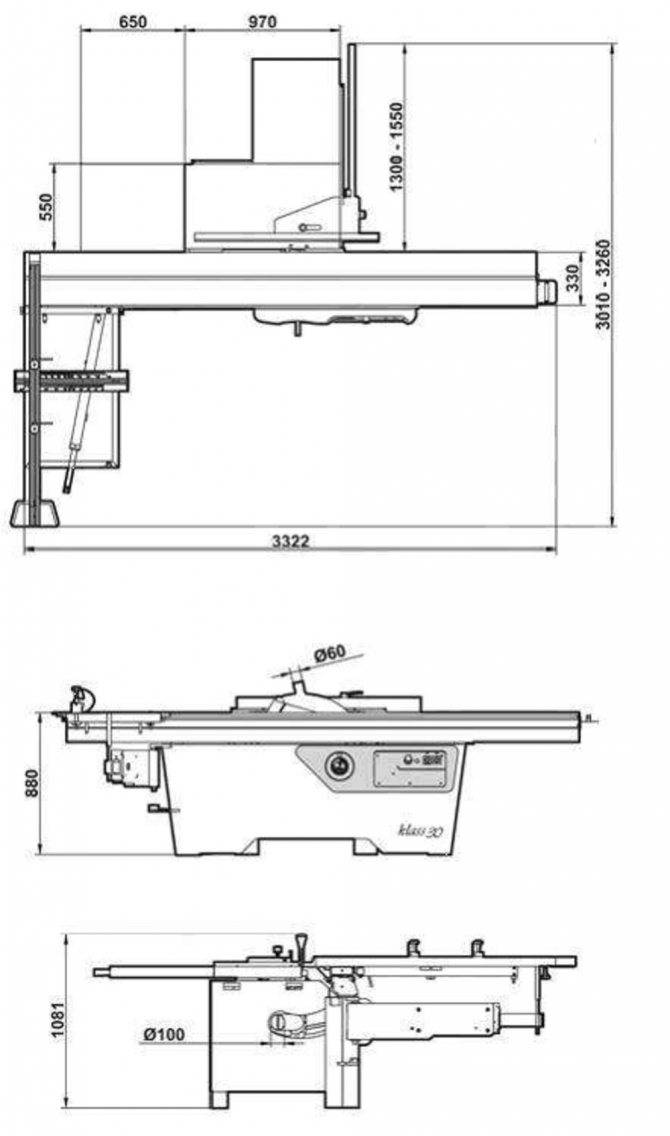
Сборка стола с подвижной кареткой обойдется дорого, потребуется много времени. На картинке представлена схема форматного станка.
Самый простой способ — установка на массивном столе стационарного пильного узла. Этапы сборки распиловочного устройства:
- Устанавливается массивный стол, покрытый гладким листовым материалом.
- Снизу на шарнирной подвеске помещается дисковая пила. Нужно, чтобы рабочая часть фрезы через прорезь в столешнице могла выдвигаться вверх.
- В качестве направляющих планок применяются дюралевые профили. В столешнице делают ряд отверстий для установки фиксаторов заготовок.
Заказать товар
Описание форматно-раскроечного станка и сфера его применения.
Форматно-раскроечные станки относятся к категории профессионального деревообрабатывающего оборудования. Их подразделяют на три категории: легкие, средние и тяжелые. Основным критерием, по которому определяется принадлежность того или иного станка к одной из них, является допустимое время непрерывной работы: для легких оно составляет не более 5 часов, для средних – 8–10 часов, для тяжелых – две рабочие смены (16 часов). Что касается основных характеристик этого оборудования, то к ним относится мощность, максимальная длина распила и частота вращения пильных дисков.
Форматно-раскроечные станки являются одной из наиболее распространенных разновидностей деревообрабатывающего оборудования, которое находят широкое применение в мебельном производстве. С их помощью осуществляется поперечная и продольная распиловка таких материалов, как фанера, ДСП, МДФ, ДВП, ПВХ, искуственный камень, щиты древесины, в том числе и предварительно облицованных шпоном, ламинитом, пластиком, и т.п.
Форматно-раскроечные станки с технической точки зрения относятся к такой группе деревообрабатывающего оборудования, как круглопильные станки с наклоняемым пильным диском. Конструктивно они состоят из следующих основных узлов и агрегатов: станины, пильных узлов, рабочих столов, кареток, упоров и линеек.
Станина представляет собой основание, к которому осуществляется крепление всех остальных частей данного оборудования. Специалисты утверждают, что чем она массивнее и устойчивее, тем большую точность и чистоту реза выдаёт станок. Дело в том, что станины, обладающие большой массой и прочно закрепленные на основании, эффективно поглощают вибрации, неизбежно возникающие в процессе функционирования станка, вследствие чего обеспечивается ровный ход его движущихся частей.
Пильные узлы форматно-раскроечных станков состоят из двух пильных дисков: подрезного и основного. Диаметр подрезного невелик, устанавливается он непосредственно перед основным, а его функцией является предварительное подпиливание облицовочного покрытия, чтобы избежать образования на нём сколов. Полная распиловка материала осуществляется основным пильным диском. В большинстве моделей форматно-раскроечных станков имеется возможность регулировки наклона пильных узлов в пределах от 0° до 45°.
Это оборудование оснащается, как правило, тремя рабочими столами. Первый из них является неподвижным и служит для крепления пильного узла. Второй предназначен для крепления заготовки, он подвижен и с его помощью производится подача материала к пильным дискам. С помощью третьего рабочего стола поддерживаются отрезаемые части, кроме того, его можно использовать в качестве дополнительной опоры для заготовки.
Такой узел форматно-раскроечного станка, как каретка, предназначен для того, чтобы осуществлять перемещение подвижного стола по направляющим. Считается, что наилучшим материалом для его изготовления является алюминий, поскольку этот металл и его сплавы имеет небольшой вес, а это означает, что для передвижения стола не потребуется прилагать излишних усилий. На рабочих столах форматно-раскроечных станков располагаются упоры и зажимы, при помощи которых заготовки закрепляются в необходимом для их распиловки положении.
Перед тем, как производить раскрой материала, он устанавливается на подвижный стол вплотную к упору, который с помощью линейки устанавливается на требуемом расстоянии от места распила. После этого запускается пильный узел, а стол передвигается по направлению к нему, в результате чего и происходит распиловка.
Назначение форматно-раскроечного оборудования

Процесс работы за станком
Эта аппаратура предназначена для выполнения продольных, поперечных резов древесины и раскроя пиломатериалов под заданным углом, форматного обрезания и порезки заготовок щитового типа, исключения и добавления свесов после их облицовывания. И, к тому же для раскроя на болванки определённого размера полноформатных плит.
Задействованное в мебельном производстве форматное оборудование, даёт возможность выпускать высококачественную продукцию. На этих станках можно задавать базовые параметры элементам мебели, чтобы в дальнейшем по ним осуществлялась обработка. С помощью раскроечных станков можно выполнять как разовую обработку заготовок, так и серийную.
Форматно-раскроечный агрегат способен обрабатывать такие материалы, как:
- древесина любой породы;
- фанера различной толщины;
- плиты USB, МДФ, ДВП и ДСП;
- листы из композита с пластиковой облицовкой или ламинированные плёночно-бумажным материалом, меламином или шпоном.
Цель обзора
- Довести до расчетливого руководителя все аспекты выгодной работы на дорогом высокотехнологичном станке;
- предложить начинающему предпринимателю лучшие версии подходящего оборудования;
- помочь неопытному рабочему разобраться в видах и моделях форматников, тонкостях их настройки и безопасной эксплуатации.
Какой материал в рамках вашей деятельности, чаще всего предполагается обрабатывать на форматно-раскроечном станке? Poll Options are limited because JavaScript is disabled in your browser.
Для начала приведу основные характеристики, на которые нужно обращать при выборе и примерные значения.
| Характеристика | Значение | Для кого |
|---|---|---|
| Ориентация рабочего стола | Вертикальная | Для торговых точек, чтобы в ограниченных условиях осуществлять транспортный рез листовых древесно-композитных материалов. |
| Горизонтальная | Для мебельного производства, где недопустимы сколы и погрешности в размерах деталей. | |
| Длина пропила, мм | до 3 000 | Для небольшого цеха, в котором кроят щит массива и ЛДСП на индивидуальные заказы. |
| от 3 000 | Для организации, специализирующейся на серийном производстве корпусной мебели из ЛДСП. | |
| Глубина пропила (вылет диска), мм | до 50 | Для фирмы, которая постоянно работает с одной разновидностью древесно-плитных материалов. |
| более 50 | Для компании, под задачи которой необходимо раскраивать мебельный щит, фанеру, любые древесно-композитные плиты. Не только поштучно, но и пакетами. | |
| Скорости вращения пильного диска | одна | Для организаций, которые пилят однотипные материалы. |
| более одной | Для цеха, где кроят разные по плотности и составу плиты. | |
| Габариты рабочего пространства станка, м2 | до 9 | Для компактных помещений производственных структур малого бизнеса. |
| свыше 9 | Для просторных цехов мебельных компаний. | |
| Конструкция ходовой системы каретки | шариковая | Для распила 3-5 листов ДСП в день. |
| роликовая | Для раскроя 20 и более листов за смену. | |
| Рабочая настройка положения дисков | ручная | Для компаний, которым не критичен низкий темп работы |
| электронная | Для организаций, силами которых ведётся поточное производство корпусной мебели и столярных изделий. |
В процессе поиска оборудования, обращайте внимание на ширину каретки. При прочих одинаковых технических характеристиках, следует выбирать станок с наиболее широкой поверхностью каретки. Это связано со сравнительно лучшим распределением нагрузки на подвижные части конструкции форматно-раскроечного станка
Благодаря чему получило распространение справедливое мнение: чем шире каретка, тем меньше расходов на настройку и продолжительнее сроки безаварийной работы
Это связано со сравнительно лучшим распределением нагрузки на подвижные части конструкции форматно-раскроечного станка. Благодаря чему получило распространение справедливое мнение: чем шире каретка, тем меньше расходов на настройку и продолжительнее сроки безаварийной работы.
| Модель | Характеристика | Средняя цена, руб. |
|---|---|---|
| 1. | Простой и надёжный станок с самой практичной кареткой в классе бюджетного оборудования. Ремонтопригоден, без проблем с запчастями – ремни и подшипники можно подобрать даже в каталоге автозапчастей. Новый или б/у идеален для раскроя под единичные заказы. Для поточного производства слабоват. | 155 000 |
| 2. | При способности работать с полноформатным листом ЛДСП, эта модель занимает самую небольшую площадь среди прочих форматно-раскроечных станков. Пильный узел подаётся в полуавтоматическом режиме, рез под углом невозможен. «Живые» б/у модели. | 220 000 |
| 3. | Самый доступный и наиболее «сырой» полноформатный станок из числа нового брендового оборудования. Выделяется простотой конструкции и простейшим обслуживанием. Требует постоянного контроля за положением опорных и состоянием подвижных элементов. Не для поточного производства. Цена б/у моделей явно завышена. | 400 000 |
| 4. | Лидер по всем показателям на вторичном рынке круглопильного оборудования. В мебельный цех или столярную мастерскую эту модель можно брать несмотря на самую высокую цену за б/у форматник. И даже приобретая новый станок, вы получаете проверенное временем оборудование – базовая версия почти полвека модернизируется производителем. Учитываются не только новые технологии, но и пожелания конкретных заказчиков. Поэтому у него нет слабых мест. | 450 000 |
| 5. | Самый безопасный – пильный диск останавливается через 0,005 секунды, после касания зубьями открытого участка кожи оператора. Самый дорогой – после каждого срабатывания защитного механизма, диск и ответственные элементы подлежат замене. | 850 000 |
Распил форматно-раскроечным станком
Для распила станком заготовка устанавливается на левом неподвижном столе до регулируемого упора. Отмеряется необходимая длина. Запускается пильный узел. Когда диск достигнет необходимых оборотов, стол продвигается вперед. Заготовка вместе со столом подается на диск для отпиливания нужного куска.
Основные настройки станка:
- положение заготовки;
- глубина разреза;
- угол распила.
Существуют станки трех разновидностей:
- легкие (рассчитанные на рабочую нагрузку в пять часов);
- средние (8—10 часов);
- тяжелые (16— 20 часов).

Конструкция
Наиболее популярные модели — Mj 45kb-2, JTS-315SP SM, Woodtec ps 45, Altendorf F 45. Несмотря на разные особенности, они имеют общность конструкции.










Обязательные составляющие раскроечного станка:
Станина — основа, на которой крепятся все механизмы
Тяжелые станины исключают вибрации и колебания, что крайне важно для точного распила. Пильный узел, состоящий из двух дисков. Первый диск расположен спереди узла и служит для предварительного подпиливания заготовки
Второй — для полного распиливания плиты. Три рабочих стола. Первый — неподвижный, на нем располагается узел. Второй, форматный — подвижный, на нем происходит подача плиты на диск. Третий поддерживает отпиливаемые части. Каретка — деталь, позволяющая форматному столу передвигаться. Упоры и линейки, которые закрепляют заготовку в необходимом положении
Первый диск расположен спереди узла и служит для предварительного подпиливания заготовки. Второй — для полного распиливания плиты. Три рабочих стола. Первый — неподвижный, на нем располагается узел. Второй, форматный — подвижный, на нем происходит подача плиты на диск. Третий поддерживает отпиливаемые части. Каретка — деталь, позволяющая форматному столу передвигаться. Упоры и линейки, которые закрепляют заготовку в необходимом положении.
В зависимости от модели, цены и особенностей резки станки могут иметь различные нюансы конструкции.
Дополнительные составляющие станка:
- патрубок, отводящий стружку и опилки, и подключающий систему удаления пыли;
- струбцины для надежного закрепления заготовки на столе;
- поворотная линейка и угловые упоры, при помощи которых распил производится под нужным углом и без разметки;
- рама с упорной ногой для распила длинных заготовок;
- шариковые и роликовые каретки.
Первый форматный станок с движущейся кареткой был собран в 1906 году немецким столяром Вильгельмом Альтендорфом.

Характеристика по типу
Предприятия, изготавливающие небольшие деревянные конструкции с небольшой нагрузкой на оборудование, приобретают станки с горизонтальной ориентацией. Они оборудованы шариковой кареткой с угловым упором. У многих пильный аппарат закрепляется на станине с системой наклона до 45 градусов. Такие станки имеют независимые системы регулировки высоты распиловочных приспособлений.
Вертикальные роликовые станки более точные в работе. Они имеют меньшие габариты, так как обрабатываемый материал находятся в вертикальном положении, что способствует экономии производственных площадей. Станки позволяют работать с раскроем листов больших размеров. В них перемещается не заготовка, а пильный узел вручную или при помощи электромеханического привода.
Центры для пакетного раскроя с ЧПУ используются в крупносерийном и массовом производстве. Они просты в эксплуатации, а использование числового программного управления является гарантией качества и точности выполняемой работы. Пильная каретка и толкатели в зависимости от размера листов подаётся автоматически. Высокую скорость перемещения даёт блок выравнивания с постоянным присутствием прижимного ролика.
Лучшие форматно-раскроечные станки
Filato FL-3200B
Страна производитель – Италия. Модель предназначена для продольного, поперечного и углового раскроя. Она одинаково хорошо раскраивает листовые заготовки различной плотности текстуры. Металлическая рама станка сварена из прямоугольных труб. Она обладает повышенной прочностью, устойчива к деформации.

Для гашения вибрации оборудования во время его работы корпус Filato FL-3200B усилен стальными листами, имеющими толщину 3-4 мм. Из стали выполнены и направляющие цилиндрического типа. По ним движется алюминиевая каретка. Кнопки управления станком расположены в электронном блоке, расположенном в удобном для доступа месте.
Характеристики:
- габаритные размеры – 3300х3100х900 мм;
- вес – 1050 кг;
максимальная высота пропила – 110 мм.
Достоинства:
- наличие электронного дисплея и кнопки аварийной остановки работы станка;
- надёжность;
- долговечность;
- простота обслуживания и эксплуатации.
Недостатки:
- высокая стоимость;
- сложности в настройке работы каретки.
Bosch GTS 10 XC

Страна производитель – Китай. Модель оснащена функцией торможения, имеет ограничитель пускового тока и блокировку от перегрузок. Предназначена для небольших мебельных производств. Рабочий стол имеет выдвижные элементы, позволяющие раскраивать крупногабаритные листы различного по плотности материала.
Конструкция имеет хорошо продуманную систему подачи плит, что обеспечивает точность и лёгкость раскроя материала. Надёжность фиксации листов обеспечивается параллельным упором. Максимальный угол наклона – 47 градусов. На станке можно получить чистый и ровный продольный и поперечный разрезы. На станке можно распиливать пластмассовые и алюминиевые профили.
Характеристики:
- габаритные размеры – 635х343х768 мм;
- максимальная глубина распила – 79 мм;
вес – 35 кг.
Достоинства:
- плавный пуск;
- прочность конструкции;
- надёжность в работе;
- ёмкий угловой упор;
- наличие пылесборника и адаптера для подключения пылесоса;
- простота настроек и обслуживания.
Недостатки:
- возможность появления люфтов;
- высокая стоимость.
Holzmann TS 315VF-2000

Страна производитель – Австрия. Модель считается лучшим профессиональным станком своего класса. Предназначено для продольного и поперечного распила плит. Конструкция станка позволяет вырезать из листов сложные конфигурации. Отличается быстрым, точным и аккуратным распилом материала.









Станок предназначен для оснащения мебельных и столярных цехов. Может распиливать ДСП, МДФ, ДВП, фанеру, акрил, композитные и другие материалы. Алюминиевая каретка обладает высокой точностью настройки. Из такого же материала выполнены упоры и разметочные линейки. Рабочий стол выполнен из виброгасящего чугуна. Корпус имеет сварную конструкцию.
Характеристики:
- габаритные размеры – 910х741х104 мм;
- максимальная глубина распила – 100 мм;
вес – 263 кг.
Достоинства:
- повышенная безопасность;
- эффективная очистка рабочей зоны от пыли и стружки;
- точная регулировка;
- качественный распил.
Недостатки:
- высокая стоимость;
- может распиливать только плиты небольших размеров.
ZENITECH FR 1800

Страна разработчик – Швейцария, производитель – Китай. Модель предназначена для продольного, поперечного и углового распила. Станок является профессиональным оборудованием. Оснащён мощным трёхфазным двигателем. Обеспечивает высокую точность распила. Может распиливать древесно-стружечные материалы различной плотности, а также пластик и композитные материалы.
Рабочий стол имеет раздвижную конструкцию, выполненную из чугуна. Из такого же материала изготовлена станина. Несмотря на мощный двигатель, станок малошумный в работе. Каретка имеет алюминиевое исполнение. От перегрева оборудования во время работы обеспечивается системой воздушного охлаждения.
Характеристики:
- габаритные размеры – 936х756х1040 мм;
- максимальная глубина распила – 100 мм;
вес – 300 кг.
Достоинства:
- высокая мощность;
- точность раскроя;
- качественный распил.
Недостатки:
- высокая стоимость;
- можно делать распил только одной плиты.
FDB Maschinen MJ 61232Z-B
Страна производитель – Китай. Модель оснащена мощным трехфазным электродвигателем. Относится к группе тяжёлых профессиональных станков. Имеет чугунную станину, которая гасит даже небольшую вибрацию при работе оборудования. Из такого же материала выполнен рабочий стол. Каретка алюминиевая. На станке можно раскраивать крупногабаритные плиты.
Характеристики:
- габаритные размеры – 3250х3150х900 мм;
- максимальная глубина распила – 80 мм;
вес – 790 кг.
Достоинства:
- качественный распил;
- высокая производительность;
- простота регулировки и обслуживания.
Недостатки:
- недостаточная толщина каретки;
- большая масса;
- высокая стоимость.
Меры безопасности
 К работе на станке можно приступать после изучения оборудования станка, правил эксплуатации и техники безопасности. Необходимо следить за содержанием рабочего места в чистоте. Нельзя во время работы станка опираться на оборудование, производить уборку, находиться между работающими узлами. Запрещено работать на неисправном оборудовании, поэтому при обнаружении неполадок станок необходимо сразу отключить. К работе нельзя приступать, если отсутствует заземление, при этом стоять нужно на диэлектрическом коврике. Электрооборудование должно быть проверено на прочность изоляции.
К работе на станке можно приступать после изучения оборудования станка, правил эксплуатации и техники безопасности. Необходимо следить за содержанием рабочего места в чистоте. Нельзя во время работы станка опираться на оборудование, производить уборку, находиться между работающими узлами. Запрещено работать на неисправном оборудовании, поэтому при обнаружении неполадок станок необходимо сразу отключить. К работе нельзя приступать, если отсутствует заземление, при этом стоять нужно на диэлектрическом коврике. Электрооборудование должно быть проверено на прочность изоляции.
При работающем станке нельзя:
- передавать предметы;
- подтягивать винты, болты, гайки и другие детали;
- производить замену деталей станка и опций;
- обрабатывать заготовки, превышающие технические характеристика установки;
При работе нельзя надевать свободную одежду, чтобы она не попала в подвижные детали оборудования, обувь должна быть с нескользящей подошвой. Для уменьшения воздействия шума использовать промышленные наушники, для предотвращения травмы глаз использовать защитные очки, а для защиты дыхательных путей респиратор. Волосы рекомендуется убирать при помощи головного убора.
Часто задаваемые вопросы
Чем лучше всего смазывать подвижные элементы каретки для стабильно плавного хода?
Крайне редко и преимущественно для оборудования с шариковыми системами хода каретки, производитель рекомендует специальную смазку, на которой не собираются пыль и опилки. «Веретёнка» и «Индустриальное» не могут использоваться в качестве достойной альтернативы, потому что пыль на них сбивается до густой консистенции.
Решением будет только разборка каретки и физическое удаление всего мусора. Категорически запрещено смазывать систему аэрозолями типа «WD». Потому что это основная причина, из-за которой отклеиваются уплотняющие резиновые вставки. В подавляющем большинстве случаев, узлы форматно-раскроечных станков в смазке не нуждаются. Их достаточно просто продувать струёй сжатого воздуха.
Возможно ли настроить форматку самостоятельно?
Да, если это станок с ручным управлением. Причём, у большинства бюджетных моделей наблюдение за точностью установок должно осуществляться постоянно. Из-за чего самостоятельная подстройка может потребоваться достаточно часто (вплоть до ежедневной коррекции). А каждый вызов специалиста существенно увеличивает сроки окупаемости станка.
На деле, процесс этот не самый сложный. С ним справится даже начинающий оператор, у которого нет опыта проведения подобных работ. Для ускорения процесса, и правильного выполнения процедуры настройки необходимо заранее определить положение всех точек регулировки и подготовить подходящий инструмент. Подробнее о принципах, приспособлениях и простейших способах точной регулировки механических систем рассказывается в видеоролике:
Настройку работы электронных блоков следует доверить сервисмену с необходимым диагностическим оборудованием.
Какие пилы подходят для форматника?
Особо внимательно следует отнестись к эксплуатации восстановленных пильных дисков (повсеместно сбываются вместе с б/у станками). Перегретые, с нарушенной геометрией; заточенные без использования высокоточного узкоспециализированного оборудования – всё это потенциальная угроза качеству раскроя.
Новые диски подбираются в соответствии с заданными размерами (Ø внешний, Ø посадочный) и особенностями обрабатываемого материала. Нюансов много, каждый из них в обязательном порядке отражён в каталогах производителей оснастки. На основании общих принципов соответствия особенностей зубьев свойствам обрабатываемых материалов, формулируются обобщающие правила:










- зубья с положительным наклоном рабочей грани – лучше прочих подойдут для обработки массива;
- с отрицательным наклоном – подходят для ламинированных древесно-стружечных плит и алюминия;
- чем больше зубьев на диске, тем чище рез твёрдых материалов.
На что обратить внимание при выборе «no name» или б/у станка?
Сложно устраняются, потому и не допустимы: люфты в каретке, нарушения целостности и геометрии рабочих поверхностей.
Не следует игнорировать комплектацию. Здесь неприятным сюрпризом будет то, что для моделей снятых с производства, не то что дополнительное оборудование, даже родные элементы из базового набора найти будет непросто.
Хорошо, если при сопоставлении предполагаемой нагрузки и паспортных данных станка, становится очевидным запас потенциала (высокая мощность, большой диапазон оборотов диска и пр.).
Преимущества форматно-раскроечных станков
Вообще базовым представителем такого рода станков и выполняемых работ является обычная циркулярная пила. Но циркулярки не способны на сегодняшний день выполнять задачи современных производств и не отвечают потребностям рынка. Рынок диктует свои условия и поэтому с ростом популярности плитных материалов появились потребности в более серьезном оборудовании.
Большим спросом на рынке пользуются древесно-плитные материалы, наиболее известные как ДСП, МДФ и другие. Для такого крупногабаритного материала циркулярные пилы уже не подходят.
Главные достоинства станков форматного раскроя:
- Крупноформатная рабочая зона;
- Устойчивость;
- Направляющие механического типа, позволяющие делать идеальный распил;
- Применение высокопрочных материалов при изготовлении станков;
- Гарантия надежности блоков управления или управляющих элементов;
- Встроенные системы защиты от перегрева исполнительных элементов или двигателей;
- Увеличенное рабочее время станка.
Минусы:
- Высокое энергопотребление;
- Сравнительно крупные размеры.
Как правильно установить пилу
Следующий этап — правильная установка пилы на верхней поверхности пильного стола. Для этого исполнитель работ должен выполнить такие действия:
- Установить инструмент таким образом, чтобы его рабочая часть заходила в заранее подготовленный паз.
- Разметить места для лемешных болтов М8 с потайной головкой (ими будет крепиться распиловочный диск).
- Просверлить фанеру сверху, чтобы получились одинаковые отверстия диаметром около 8 мм.
- Сделать зенковку, чтобы утопить шляпки болтов.
- Аккуратно установить металлический распиловочный диск и тщательно затянуть болты снизу, используя гайки с пружинными шайбами.
После закрепления конструкции на столе нужно установить блок для включения и выключения мотора дисковой пилы. В корпусе вырезается отверстие, выключатель крепится болтами и универсальным клеем. От блочка должно идти два отдельных кабеля. Один — к инструменту, второй — к ближайшей электрической розетке.
При самостоятельной сборке подобного агрегата стоит учитывать производительность мотора, а также максимальную мощность электродвигателя. В данном случае специалисты советуют остановить свой выбор на двигателе, мощность которого не превышает 1000–1200 Вт, в противном случае эксплуатация может быть небезопасной. Да и более мощная пила подразумевает более тяжелый и устойчивый стол.
Правила распиловки
Сначала нужно выбрать метод распиловки.
Обязательно провести следующую подготовку (раскрой):
- для защиты ламинированного покрытия плиты от повреждений во время работы необходимо приготовить малярную ленту или скотч;
- для разметки заготовок — линейку и карандаш;
- с торцов плиты отметить карандашом будущие точки распила;
- для того, чтобы не появлялись сколы, нужно наклеить на место распила малярную ленту или скотч;
- после наклеивания ленты точки предварительной разметки соединить карандашом;
- приготовить наждачную бумагу для окончательной обработки линий среза.
Следующее правило относится уже не к подготовке, а к действиям после распила, но является общим при любом методе: е сли на краях обнаружены неровности, то их нужно обработать напильником или рашпилем. Торцы, получившиеся в результате распила, покрыть шпоном с рисунком, похожим на рисунок ламинированного покрытия.
Чем нельзя распиливать
ЛДСП нельзя пилить с помощью углошлифовальной машины, которая также называется «болгаркой». При работе с этим инструментом велика вероятность травматизма, особенно при применении дисков большого диаметра. Также можно получить травму, когда с инструмента снимается защитный кожух.





