

Простейшее гибочное приспособление для металлопроката своими руками
Здравствуйте, уважаемые читатели и самоделкины! Наверняка те из Вас, кто работает с металлом, часто сталкиваются с необходимостью согнуть стальной квадрат, полосу, и другой металлопрокат. В данной статье, автор YouTube канала «Be Creative» расскажет Вам, как он изготовил одно из самых простейших приспособлений для решения этих задач.
Материалы. — Стальные пластины 10 мм толщиной — Стальная полоса — Винты М10 под шестигранник с потайной головкой — Винты М8 с внутренним шестигранником и круглой головкой — Машинное масло или смазка WD-40.
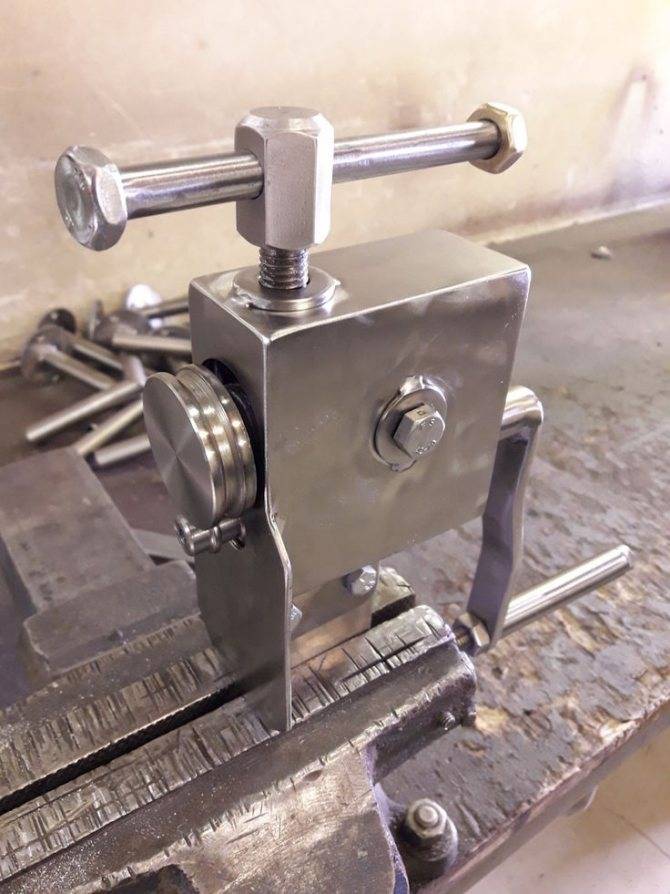
Инструменты, использованные автором. — Электронный штангенциркуль — Гейферный захват — Шуруповерт — Сверлильный станок, тиски — Болгарка, заточной диск — Метчик, сверла по металлу, зенковка — Маркер, керн, шестигранные ключи. Процесс изготовления. Первым делом мастер размечает на стальной пластине 50Х90Х10 мм центры двух будущих отверстий на расстоянии 13 мм от края.
 В качестве рукоятки будет использоваться стальная полоса 10Х25 мм и длинной около 50 см. Он находит на ней центральную линию, размечая ее штангенциркулем с двух сторон.
В качестве рукоятки будет использоваться стальная полоса 10Х25 мм и длинной около 50 см. Он находит на ней центральную линию, размечая ее штангенциркулем с двух сторон.
 С одной стороны пластины отверстия зенкуются под потайные головки прижимных винтов.
С одной стороны пластины отверстия зенкуются под потайные головки прижимных винтов.
 Теперь пластина прикручивается винтами М10 под шестигранник с потайной головкой.
Теперь пластина прикручивается винтами М10 под шестигранник с потайной головкой.
 Все детали почти готовы, автор соединяет их между собой четырьмя винтами, оставляя между пластинами зазор в несколько мм.
Все детали почти готовы, автор соединяет их между собой четырьмя винтами, оставляя между пластинами зазор в несколько мм.
 Прижимная фиксируется в тисках, и лишний материал убирается при помощи болгарки с заточным диском.
Прижимная фиксируется в тисках, и лишний материал убирается при помощи болгарки с заточным диском.
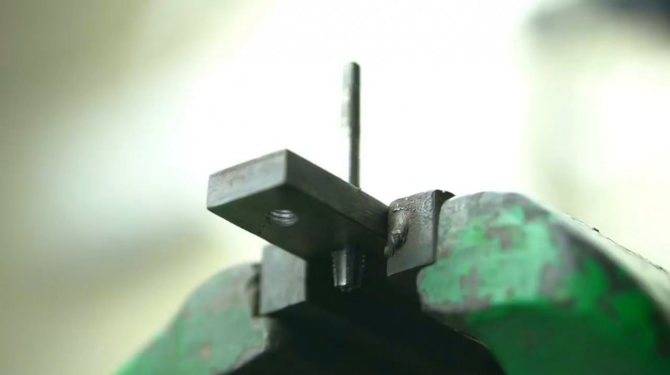
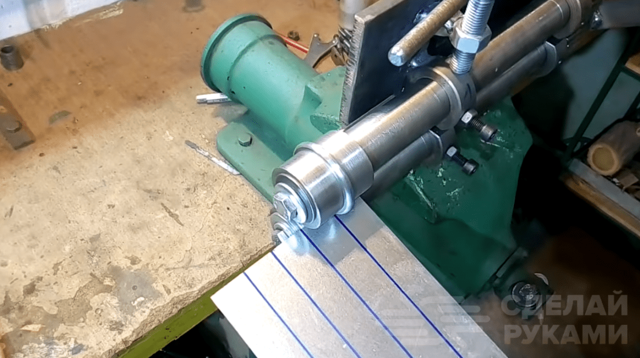
 Теперь ничего не мешает согнуть стальную полосу под углом 90 градусов с минимальным радиусом.
Теперь ничего не мешает согнуть стальную полосу под углом 90 градусов с минимальным радиусом.
 После выполнения операции сгибания винты разжимаются, приспособление снимается.
После выполнения операции сгибания винты разжимаются, приспособление снимается.
Также, если закрепить в тисках возле заготовки трубу, то изгиб заготовки можно будет получить с большим радиусом.
 Благодарю автора за идею простого, но очень полезного приспособления для мастерской!
Благодарю автора за идею простого, но очень полезного приспособления для мастерской!
Всем хорошего настроения, удачи, и интересных идей!
Авторское видео можно найти здесь.
Источник (Source)
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Изготовление станка в домашних условиях
Покупать профессиональный зиговочный станок стоит, если работать с листовым металлом приходится часто. Для редких домашних работ экономичнее будет собрать станок в домашних условиях самостоятельно. Для этого нужно найти подходящие чертежи в интернете или книгах, а также необходимые детали. Для простейшего аппарата потребуются:
- корпус аппарата;
- ограничительный щиток;
- колеса для зубчатой передачи;
- кронштейн;
- рабочие валы;
- формирующие ролики;
- цилиндр-хвостовик.
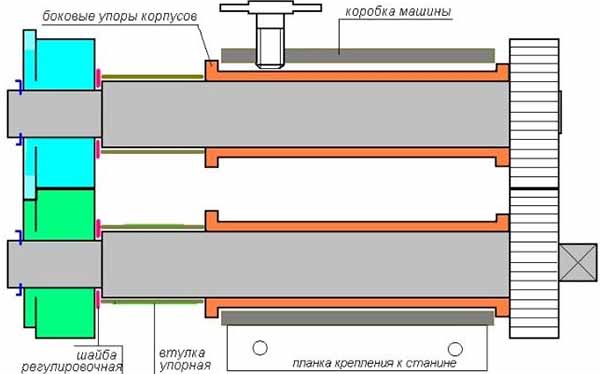 Схема зиговочного станка
Схема зиговочного станка
План сбора оборудования
Корпус изготавливают со съемной крышкой и защитным кожухом из металла толщиной до 5 мм. Его высота зависит от размера валов, плюс нужно учесть расстояние между ними. Чтобы свободно поднимать прижимной вал, понадобится не менее 2,5 см.
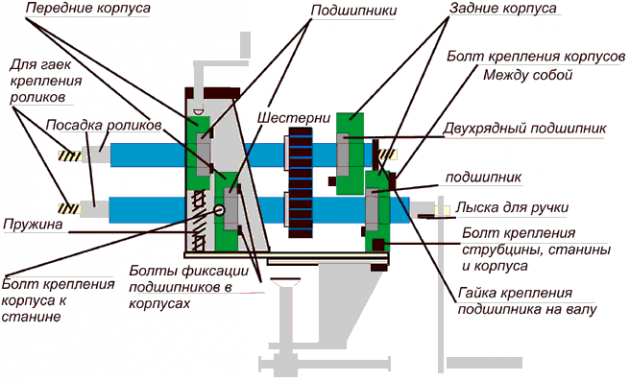
Сборочный чертеж
Для закрепления устройства понадобится станина высотой около 25 см и шириной по размеру корпуса. Ее делают из двух пластин металла, сопряженных в T-образной форме. Крепление аппарата производится специальным стопорным винтом, цилиндрический хвостовик должен войти в чашку кронштейна, вокруг которого поворачивается корпус машины.
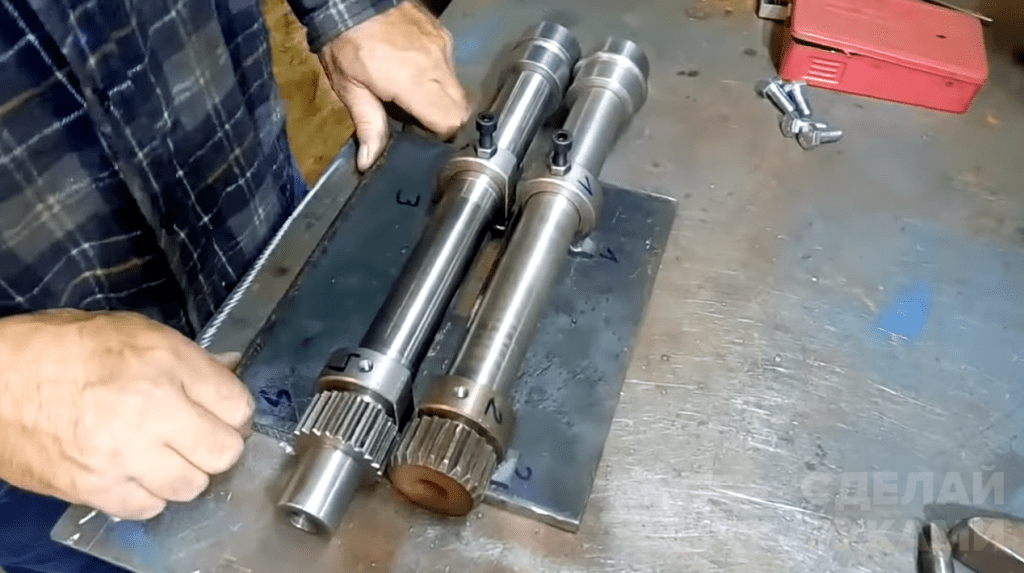
Зубчатые колеса обычно берут от старых мотоциклов. А валы вытачивают под их внутренний диаметр. В нижнем рабочем валу нужно просверлить отверстие для ручки. Саму ручку можно сварить или использовать деталь от обычной мясорубки. Под передний подшипник прижимного вала подставляют подвижную опору для более простой выемки материала.
Роликовые детали придется вытачивать самостоятельно. Тем, кто часто применяет зиговочное оборудование, стоит подобрать для этих элементов закаленную сталь. Стоит сразу выточить несколько пар разного профиля. После вытачивания их нужно будет хорошо отполировать. Главный поперечник каждой детали обязан соответствовать расстоянию между центрами колес с зубцами при рабочей сцепке.
Отверстия под роликовые элементы высверливают в центре ограничительного щитка из металла. В среднем его длина составит 18 см, ширина – 12 см, толщина – 3 мм. Ролики фиксируют шплинтами, под которым сверлятся отверстия. При этом учитывается длина самих роликов и толщина шайб. Шплинты реально заменить шпильками либо даже обычными гвоздями.
 Принципиальная схема и описание самодельной зигмашины
Принципиальная схема и описание самодельной зигмашины
Электрический зиговочный станок
В домашних условиях можно создать и электрический зиговочный станок. Механическая часть аналогична ручному изделию, но вращение роликов будет осуществляться с помощью электрического привода. Станок оснащают редукционным двигателем с мощностью в 200 B и 15 оборотов в минуту. Соотношение червячного редуктора – до 1:100. Приводить оборудование в движение можно с помощью педали, например, от старой швейной машины.
Зиг-станок позволит соединять металлические элементы в тех случаях, когда сварка невозможна или неэкономична. Производить зиговку в домашних условиях довольно просто и для этого не требуется специальных знаний либо дополнительных расходных материалов.
Принцип работы лобзикового станка
Прежде чем приступать к изучению руководства по сборке собственного стационарного аппарата для проведения распила, следует вникнуть в его устройство и немного, в историю происхождения. Первый электрический лобзиковый станок появился на свет в 1946 году, когда инженеру Альберту Кауфманну пришла мысль, заменить иглу швейной машинки на тонкую пилку
Для своего времени, изобретение было весьма оригинальным и получило заслуженное внимание общественности. Производством и продажей лобзиковых станков, занималась , пока в 1954 году не была куплена
На сегодняшний день, срок действия патентов на изобретение давно истек и изготовлением лобзиков стали заниматься самые разнообразные компании.
Современные стационарные лобзики представляют собой функциональные аппараты, собранные из точных и надежных деталей. С первого взгляда, представленные в продаже модели, могут показаться невероятно сложными в изготовлении, но в их основе лежит все тот же старый принцип работы, пусть и с более оптимизированным механизмом. Собирая лобзик из швейной машинки, мы по сути возвращаемся к истокам данного изобретения, частично дополняя его современными технологиями.
Сама конструкция, натягивающая и приводящая в движение пильное полотно, достаточно проста и состоит из специальной рамки и кривошипно-шатунного механизма. Подвижная рамка состоит из верхнего и нижнего рычагов равной длинны, закрепляемых к стойке. С передней стороны рамки устанавливается пилка, а с противоположной пружина, выполняющая натяжение. Двигаться пилку вверх-вниз, заставляет кривошипно-шатунный механизм, соединенный с моторчиком. Более наглядное и детальное воплощение вышеописанного процесса, можно рассмотреть на следующем чертеже.
Предназначение зиговочных станков
Перед тем как создавать станок своими руками следует уделить внимание его предназначению, так как это определяет конструктивные особенности. Зиговальный станок используется для соединения деталей, которые изготавливаются при использовании металла толщиной 0,5 — 4 миллиметров
Процесс производства выглядит следующим образом:
- Первый этап представлен созданием замка.
- После создания замка воздействие, создаваемое станком, позволяет соединить детали.
Зиг машина самодельная может использоваться для решения нижеприведенных задач:
- Производство труб и иных изделий из листового металла.
- При проведении кровельных работ.
- Во время проведения работы по теплоизоляции труб.
Использовать свой станок можно для отбортовки, гофрирования и зига.
Достаточно часто можно встретить вопрос – чем подобный метод обработки отличается, к примеру, от сварки. Главное отличие заключается в том, что при сварке оказывается воздействие высокой температуры, вследствие чего возникают внутренние напряжения и деформации, и эксплуатационные свойства материала существенно изменяются. При этом соединение, полученное путем сварки, имеют прочность намного ниже, чем при зиговке.
Технология холодного цинкования металла
Метод холодного нанесения цинкового покрытия иногда оказывается более предпочтительным, чем горячего. Основными достоинствами способа холодной защиты металлов можно считать следующие факторы:
- высокий уровень адгезии покрытия, что позволяет добиваться хорошего сцепления различных лакокрасочных средств с оцинкованной поверхностью;
- нет жестких требований по геометрической форме изделия, подвергаемого обработке;
- не требуется серьезных финансовых затрат на проведение предварительной обработки изделия перед оцинковкой;
- изделия с цинковым покрытием, нанесенным холодным способом, хорошо поддаются сварочным работам;
- выполнить оцинковку холодным способом можно даже в бытовых условиях, воспользовавшись малярным валиком, кисточкой или распылительным устройством;
- данный вид работ можно выполнять непосредственно на месте, что позволяет исключить работы по демонтажу конструкций, ее транспортировке на производство и обратно.
Помимо этого, наносить защитный оцинковочный состав холодным способом можно при температуре от -20 до +40 °С. Конечно, есть и недостатки использования данного метода обработки металлов, основным из которых является слабая стойкость к механическим повреждениям поверхности изделия. В некоторых случаях подобным минусом можно пренебречь, поскольку всегда есть возможность заново нанести цинковое покрытие на это же изделие.

Указанная холодная технология цинкования металла выполняется посредством разных антикоррозийных составов. ГОСТ 9.305–84 описывает их структуру и свойства. В нем приводятся характеристики всех существующих неорганических (неметаллических и металлических) покрытий, наносимых посредством химической и электрохимической обработки металла. Согласно стандарту, холодные составы для цинкования применяются на любых металлах, за исключением сплавов магния и сталей повышенной прочности.







По технологии холодного цинкования, большое внимание уделяется предварительной обработке металла до момента нанесения защитного состава. Вся работа выполняется в соответствии с ГОСТом, где прописан каждый этап:
- сначала с металла устраняются любые загрязнения, следы закоксованности и соли путем смыва с поверхности;
- чтобы придать поверхности определенный уровень шероховатости и устранить окалину и ржавчину, производится очистка гидроабразивным, гидродинамическим или абразивоструйным способом;
- затем необходимо просушить поверхность, если она подвергалась воздействию воды;
- финишную очистку делают только ручным способом, механически удаляя заусенцы, варочные брызги, острые кромки и углы;
- завершается подготовка обеспыливанием поверхности металла, что выполняется при помощи струи воздуха под большим давлением.
Выполнив предварительную очистку и проверив ее качество, начинают наносить специальный состав для холодного цинкования металла. В соответствии с технологией, необходимо соблюдать определенную температуру воздуха. Для каждого защитного состава она указывается производителем в инструкции. Что касается температуры самого изделия, то поверхность должна быть на 3 градуса теплее точки росы. В противном случае велика вероятность появления влаги на поверхности, что значительно снизит качество защитного покрытия.
Описание технологии
Для создания рельефного изображения на металлическом листе малой толщины применяется современное оборудование – зиговочная машина. Она снабжена специальными валиками, которые в процессе оставляют особые канавки (зиги). Они могут быть как плоскими, так и иметь необходимый объем.
С помощью зигмашины выполняется несколько операция, в том числе:
- резка;
- рифление;
- отбортировка.
В зависимости от мощности, оборудование может обрабатывать металлические листы разной толщины. Наименее мощные – ручные зиг-машины, они способны выполнять операции для металла с толщиной от 0,3 до 1 мм. Электрические наносят рельеф на более толстые листы – до 2 мм.
Для зиговки используют три типа станков:
- ручные зиг-машины;
- оборудование с электроприводом;
- гидравлические механизмы.
Сам принцип работы во всех трех типах оборудования одинаков, различается лишь мощность и производительность. Есть и еще один параметр, который важен при выборе станков – расположение валов, на которые надевают рабочие ролики с нужным типом рельефа. Валы могут располагаться горизонтально, вертикально или наклонно.
Сама по себе операция нанесения зиг на поверхность металла несложна, но ее исполнение требует аккуратности и соблюдения технологии, ведь от правильности проведения обработки зависит дальнейшая прочность изделия.
Процесс нанесения рельефа в поэтапном исполнении выглядит так:
- на рабочую поверхность с нижним валиком укладывают заготовку, поднятый верхний вал с надетым роликом опускают сверху;
- деталь фиксируют специальными прижимными винтами;
- для надежной фиксации и более глубокого продавливания рельефа применяют специальный упор;
- для обработки прочным стальных листов большой толщины применяют мощные электрические и гидравлические станки;
- при нанесении рельефа на листы мягкого металла (алюминия, медных сплавов) увеличивают расстояние между канавками-зигами и их радиус;
- валы, вращаясь в противоположном направлении по отношению к роликам, оказывают давление на заготовку, в результате чего и появляются углубления рельефа.
Если рельеф недостаточно ярко выражен после первого проведения операции, ее повторяют несколько раз. Зиговка металла считается оконченной только в случае получения достаточной глубины рельефа.
Виды зиг машин
электромеханический зиговочный станок
Зиговочные станки различаются по виду приводов:
- ручные;
- гидравлические;
- электромеханические;
- с управлением ЧПУ.
Ручная зиговочная машина позволяет работать с тонким листом, не более 1,2 мм. Рабочие валы, на которые надеваются ролики, сближают между собой с помощью специальной ручки. Вращаются валы также вручную. Зиговочная машина крепится с помощью струбцины к устойчивой горизонтальной поверхности. Ее преимущество в мобильности и компактных размерах. Недостаток в том, что оператор должен одновременно придерживать листы и прокручивать ручку. Что требует некоторых навыков управления.
Гидравлическое и электромеханическое оборудование гнет листы до 4 мм толщиной, его применяют на крупных производствах. Вращение валов происходит за счет двигателя, а частотный преобразователь позволяет изменять скорость работы. Управляется оборудование с пульта или педали, полностью освобождая руки оператора. Основной привод защищен от перегрузки специальным механизмом. Гидравлические станки выполняются только стационарными, прижимной ролик опускается посредством гидроцилиндра, без труда сгибая толстые металлические листы. Ролики вращаются электромотором, его комбинация с гидроцилиндром обеспечивает максимальную производительность при меньшем потреблении электроэнергии, нежели электромеханическими.
Зиговки с ЧПУ используются при изготовлении крупных партий однотипных, стандартных изделий. Компактные модели с ЧПУ оснащаются микропроцессором и конроллером с интеллектуальным управлением. Программный контроллер запоминает записанные оператором операции и повторяет силу прижима и скорость обработки множество раз. Многие модели работают в нескольких режимах: автоматическом, ручном и обучающем. Регулировка скоростей осуществляется плавно до 30 метров в минуту. Чтобы станком было проще управлять, он оснащается эксцентриком.
Как изготовить зиговочное оборудование своими руками
Приобретение серийного зиговочного станка даже ручного типа имеет смысл в том случае, если работа с листовым металлом входит в сферу вашей профессиональной деятельности. Во всех остальных случаях, если такое оборудование необходимо для выполнения несложных работ по дому, лучше изготовить его своими руками, тем более, что сделать это не так уж сложно
Что важно, подобная машина своими руками может быть выполнена из очень доступных и недорогих материалов
Прежде чем приступать к самостоятельному изготовлению станка для зиговки, необходимо найти чертежи такого устройства, при этом за основу можно взять и серийное оборудование. Сделать это несложно, так как чертежи машин и даже видео-инструкции многие домашние умельцы выкладывают в интернет.
Схема зиговочного станка
Чертеж вала (верхний вал изготавливается без места под посадку ручки)
Чертеж корпуса вала
Станина зигмашины: высота 25 см, ширина определяется высотой коробки
Упорно-ограничительный щит: размеры 18х20 см, толщина 0,2-0,3 см. Боковые распорки приварены
Подходящую рукоятку можно подобрать отдельно, чтобы не заниматься самостоятельным изготовлением
Чертеж рабочих роликов станка
Чтобы собрать свой зиговочный аппарат (даже станок простейшего ручного типа) вам потребуется подготовить следующие конструктивные элементы машины:
- корпус устройства с защитным кожухом;
- кронштейн;
- хвостовик цилиндрической формы;
- два рабочих вала;
- стопорный болт;
- винт, оснащенный откидной ручкой;
- устройство пружинного типа;
- элементы зубчатой передачи;
- непосредственно сами ролики.
Самодельный зиговочный станок с ручным приводом
Крепление устройства осуществляется при помощи специального винта, при этом хвостовик механизма входит в чашечку кронштейна, вокруг которого корпус станка должен свободно проворачиваться. Фиксация корпуса устройства в определенном положении выполняется при помощи стопорного болта. За перемещение верхнего вала станка относительно нижнего отвечает пружинный механизм, приводящийся в действие посредством вращения рукоятки.
Для приведения во вращение рабочих роликов машины используется другая рукоятка, которая связана с рабочими валами посредством зубчатой передачи. Чтобы сделать работу оператора такого станка более безопасной, элементы его зубчатой передачи закрывают защитным кожухом. В интернете можно без особых проблем найти видео-ролики, в подробностях демонстрирующие процесс изготовления самодельного зиговочного оборудования.
Самодельная зиговочная машина с электроприводом
Процесс обработки заготовок из листового металла, выполняемой на зиговочной машине, с подробностями которого также можно ознакомиться по видео, выглядит следующим образом:
- на заготовку предварительно устанавливается упор, положение которого можно регулировать при помощи специальных винтов;
- обрабатываемый край детали устанавливается на нижний ролик;
- при помощи вращения рукоятки на край заготовки опускается второй ролик;
- вращая рукоятку станка, ролики и зажатую между ними деталь приводят в движение.
Зиговочный станок представляет собой специальное устройство, предназначенное для выполнения зиговки. Зиговка – это относительно простой процесс, который выполняется над деталями из листового металла и заключается в нанесении на эти детали сплошных выступов и углублений.
Вместе с тем для его полноценного осуществления необходимо специальное устройство – ручной или автоматический зиговочный станок. Современный рынок предлагает множество подобных станков самых разных модификаций. Для тех, кто решил сделать такое устройство своими руками, мы предоставляем детальную инструкцию.
Виды роликов для зиг машин

ролики для зигмашины
Производители могут менять маркировку выпускаемых роликов, приводим наиболее распространенные наименования.
- V — для оформления кромок изоляционных коробов и труб, накатывания проволоки с помощью ZB ZA;
- S — для производства зигов-стопоров и ребер жесткости;
- SK — для выполнения ребер прямоугольного сечения. Широкие ребра используются для фиксации каучуковых уплотнителей при изготовлении вентиляционных каналов круглого сечения;
- E, EV — гофрируют края труб, делая поперечник меньше для раструбных соединений. Используются для изготовления вентиляционных и водосточных труб и дымоотводов. Вальцы EV выполняют одновременно стопорное ребро и гофрирование;
- BC — загибают кромки на деталях плоской формы для отбортовки элементов воздуховодов прямоугольного сечения, используются при изготовлении заглушек круглой формы;
- KA — в набор входят четыре ролика (две пары) для соединения патрубков круглого сечения с дальнейшей точечной сваркой. Выполняют соединение с нахлестом от 8 до 12 мм, используются при изготовлении небольших серий воздуховодов и дымоотводов;
- BS, F — выполняют двойной фальц вертикального замка с высотой отбортовки от 4 до 12 мм, она подбирается с учетом толщины материала;
- BB — выполнение отбортовки кромок врезок различной формы, включая тройники, а также для загиба короткого фальца вертикального замка;
- KB — осаживание вертикального замка. Фальцы замка выполняются на вальцах ВВ, ВS и F. Они применяются для соединения отводов и переходов вертикальных фальцев, деталей водосливов и воздухоотводов;
- BD — выполняют отбортовку кромок труб круглого сечения большой длины;
- ZB, ZA — закатывают по кромке трубы проволоку. Предварительно кромка подгибается на роликах V. Эта процедура необходима для увеличения жесткости труб из тонких листов металла, она производится исключительно на зигмашинах;
- AV — сопряжение врезок в вентиляционные заготовки винтовым способом, обеспечивает герметичность;
- DIN 71550 — выполняет полукруглые ребра на заготовках труб небольших поперечников для крепления гибкого шланга. Минимальный поперечник трубы составляет 1 см, работает по любым видам металла. Такой тип вальцов совместим не со всеми типами оборудования;
- M — выполняют отрезание заготовок труб по поперечнику. В комплекте с держателем из листов вырезает кольца.
Проверка станка на работоспособность и доводка
После того как вы собрали устройство для гибки листового металла своими руками, необходимо протестировать его на работоспособность. Для выполнения пробной гибки лучше использовать более мягкий металл, в качестве которого может выступать лист из жести, гнущийся очень хорошо. Лист укладывается на основание гибочного станка и фиксируется на нем при помощи прижима. Выполняя пробную гибку, прижим станка можно временно притянуть к его основанию струбцинами или использовать для этих целей резьбовые шпильки с накладками.
Если положение данных конструктивных элементов не совсем верное, его подправляют и только после этого приваривают их к станине основательно. Для того чтобы надежно фиксировать прижимное устройство станка в процессе выполнения гибки, используют болты, выступающие над станиной, которые должны совпадать с отверстиями в кронштейнах прижимного механизма. Чтобы установить такие болты на станине, в ней просверливают отверстия, в которых нарезается резьба М10. Болты в такие отверстия вкручиваются по направлению снизу вверх, после чего их шляпки привариваются к нижней части станины.
Установка зажимных болтов с пружинами
Чтобы болты, установленные на станине, легко входили в отверстия в кронштейнах прижимного механизма, их увеличивают до диаметра 10 мм. Гайки, которые будут накручиваться на верхнюю часть таких болтов и тем самым фиксировать на станине гибочного оборудования прижимной механизм, лучше выбрать в виде маховичков, это значительно повысит удобство работы с вашим самодельным станком. Прижимной механизм в процессе его откручивания от станины должен отжиматься. Для этого на болты, при помощи которых он фиксируется, можно надеть пружины или резиновые амортизаторы.








В качестве рукояток привариваем к шляпкам болтов стержни
Собрав самодельный станок для гибки листового металла по вышеописанной методике, вы не зададитесь вопросом о том, как гнуть жесть или как согнуть окрашенный металл: даже оцинковка может обрабатываться на этом оборудовании с достаточно высокой эффективностью. Между тем есть у такого гибочного станка и ряд недостатков.
- Конструкция крепления щечек и пунсона недостаточно хорошо продумана, в процессе работы гибочного станка данные элементы постоянно трутся друг о друга и, соответственно, активно изнашиваются. В результате в механизме возникает люфт, приводящий к неточностям в процессе выполнения гибки. Исправить этот недостаток позволяет использование подшипников в данном узле.
- Гибочные станки вышеописанной конструкции не отличаются высокой производительностью и могут применяться только в том случае, если необходимо выполнить небольшой объем работ. Чтобы изготовить более производительный ручной станок, необходимо доработать конструкцию прижимного механизма.
Самодельный гибочный станок в работе
Очень помогает изготовить такой станок своими руками видео. Что характерно, многие профессиональные жестянщики, собирающие станки для гибки листового металла практически из металлолома, предпочитают использовать в своей деятельности именно самодельное оборудование.
Гибочные станки роликового типа, отличающиеся более сложной конструкцией, также могут быть изготовлены самостоятельно. Однако, какого бы типа ни был станок, который вы собираетесь изготовить самостоятельно, следует учитывать, что управлять таким оборудованием вы будете вручную, поэтому делать его слишком габаритным и мощным не имеет смысла. Если говорить об особенностях использования роликовых гибочных станков, следует иметь в виду, что при обработке заготовки на таком оборудовании ее отдельные участки могут подвергаться деформации. Именно поэтому профессиональные жестянщики не очень любят работать на устройствах подобного типа.
Особенности самодельных вариантов исполнения
Зиг машина своими руками может быть создана только при использовании подготовленных чертежей и проектов
В рассматриваемом случае уделим внимание на нижеприведенные моменты:
- Прижимной вал должен иметь ход не менее 12 миллиметров. Как правило, прижимной вал находится сверху, нижний неподвижный.
- Есть также и боковые упоры, которые позволяют исключить вероятность сдвига вала во время обработки. Зиговка своими руками создают так, чтобы при замене шайбы можно было изменить зазор расположения рабочего ролика.
- При рассмотрении того, как создается зиг машина своими руками, отметим, что понадобятся зубчатые колеса с диаметром около 6 сантиметров для передачи усилия.
- Валы рекомендуется крепить так, чтобы можно было заменить при необходимости. Что касается зубчатых колес, то в процесс эксплуатации не нужно быть проводить замену – только при обслуживании конструкции. Зиговочная машина ручная своими руками должна создаваться с учетом того, что время от времени придется выполнять обслуживание.
- Рекомендуется проводить крепление через шплинт, под который можно создать при помощи сверла специальное отверстие. При создании посадочного отверстия учитывается толщина используемых шайб и длина рабочего ролика.
- Коробку можно создать из металла, который имеет толщину 5 миллиметров и больше. При расчете высоты коробки учитывается высота вала, создаваемый зазор.
- Станина создается так, чтобы в разрезе получалась буква «Т». Довольно часто создается станина высотой около 25 сантиметров. Ширина станины разрабатывается под поставленные задачи. Все элементы могут соединяться между собой различным методом: сваркой, сочетанием болта и гайки и так далее. Отметим, что чаще всего зиговочный станок ручной своими руками создается путем применения болтов и гаек – сборная конструкция более проста в эксплуатации, но обладает куда меньшей жесткостью чем сварная и требует периодической проверки степени зажима всех крепежных элементов.
- Ограничитель создается из металла, толщина которого составляет примерно 3 миллиметра.
- Рукоятку можно взять из других различных приспособлений.
Сборочный чертеж
Следует уделить внимание тому, что ролики также придется создавать своими руками, для чего нужно иметь токарное оборудование. Они сменные, выбираются в зависимости от поставленных задач при производстве
Чертежи роликов для зиг машины с размерами можно скачать из интернета, производство проводится при использовании проката из закаленной стали.
Вышеприведенная информация всецело описывает то, как сделать зиг машину своими руками, какими особенностями она обладает и для каких целей используется.
Устройство и принцип работы
Зиг машина состоит из нескольких элементов:
- нижнего, верхнего вала;
- рукоять для вращения валов (у ручных машин);
- винта для регулировки;
- роликов, с помощью которых происходит обработка деталей;
- шестерней, передающих вращательное усилие между подвижными валами;
- корпуса из ударопрочных материалов;
- литой станины для устойчивого удержания станка.
Независимо от того, оборудуется установка электрическим приводом или нет, значительных изменений в конструкции, рабочем процессе нет. Зиговка проводится в несколько этапов:
- Детали закрепляется между подвижными роликами.
- Валы совмещаются, чтобы надежно удерживать обрабатываемую заготовку.
- Оператор начинает вращать рукоять или запускает электрический привод.
За валом начинает вращаться заготовка. Углубления формируются под давлением выступов на роликах.
Устройство станка (Фото: Instagram / stankoprom)
Сферы применения оборудования для зиговки
Оборудование, предназначенное для выполнения зиговки, даже несмотря на то что название такой технологической операции знакомо преимущественно специалистам по металлообработке, активно используется в различных сферах деятельности. Зиговочные машины являются практически незаменимыми для изготовления элементов кровельных конструкций, в частности, для формирования их кромок.
Примеры элементов водостока, выполненных на зиговочном станке
Следует отметить, что в строительной сфере зиговочные станки нашли очень широкое применение. Используя такие машины, из листового металла, в частности, изготавливают следующие элементы строительных конструкций и коммуникационных систем: части водосточных и воздуховодных систем, изоляцию для теплотрасс и др. В строительной отрасли преимущественно используется зиговочное оборудование ручного типа, так как оно отличается небольшими габаритами и незначительным весом, не требует для своей работы подвода электричества и может применяться практически в любом месте.
Зиговочный станок также можно использовать для того, чтобы надежно соединить между собой цилиндрические заготовки, выполненные из тонколистового металла. Ролики для оснащения зиг машины такого типа при прохождении через них цилиндрической заготовки формируют на ней замки, при помощи которых и осуществляется соединение двух деталей.
Прокатка замка на колене воздуховода
При выполнении соединений с использованием замков, в отличие от сварки, на металлические детали не оказывается термическое воздействие, что исключает возможность их коробления. Кроме этого, такая машина, своими руками изготовить которую также можно, не требует для своего применения никаких дополнительных расходных материалов.
Чтобы расширить функциональные возможности, которыми обладает зиговочная, в том числе и ручная, машина, ее можно дооснастить дополнительными рабочими органами. Оснащенные таким образом машины можно использовать не только в качестве зиговочного, но также гибочного и профилирующего оборудования. Современные зиговочные станки промышленного назначения часто оснащаются автоматизированными системами управления, что повышает их производительность и точность выполняемых с их помощью технологических операций.
Специальные насадки позволяют делать фальцы для соединения тонкостенных труб
Это интересно: Элементы художественной холодной ковки — фото, видео, эскизы
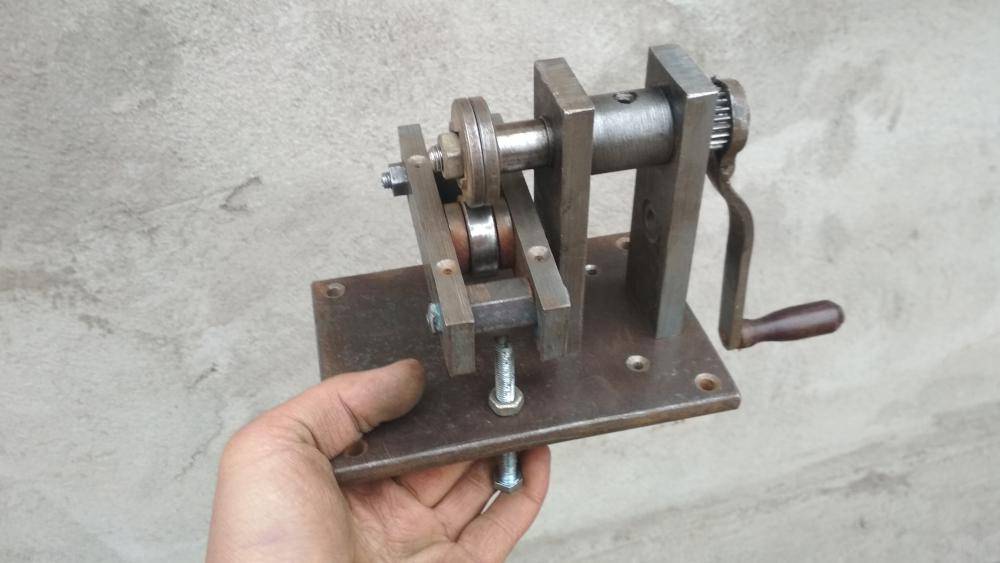
ЗИГ машина своими руками
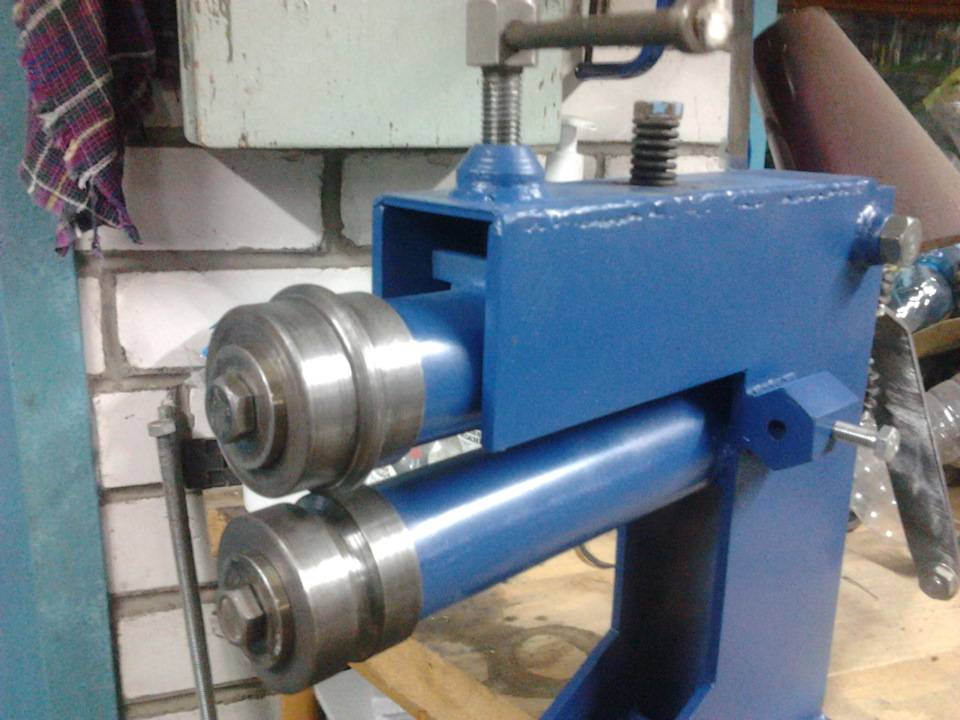
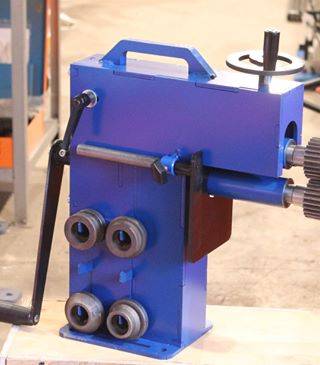
Обзор самодельной ЗИГ машины
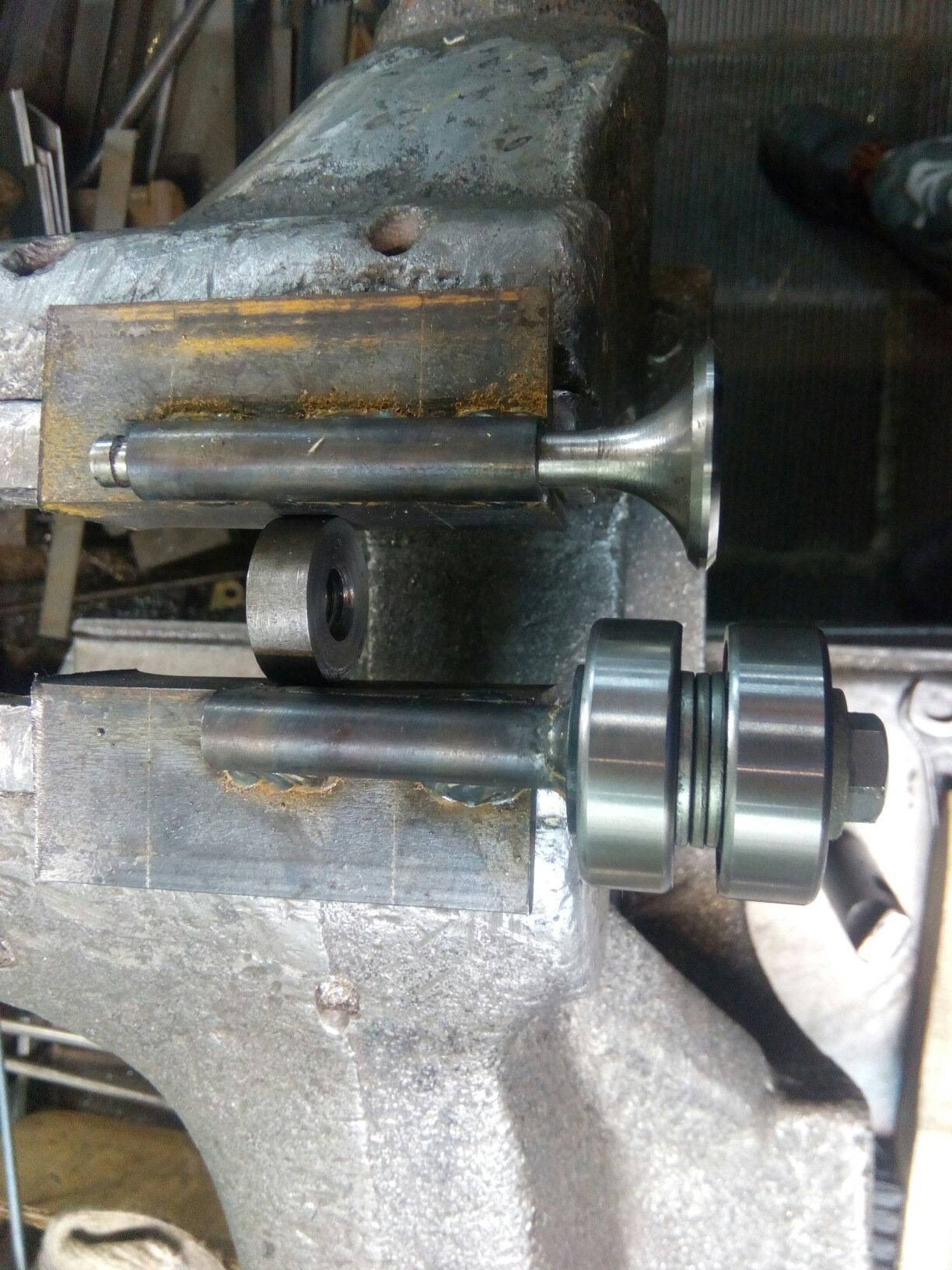
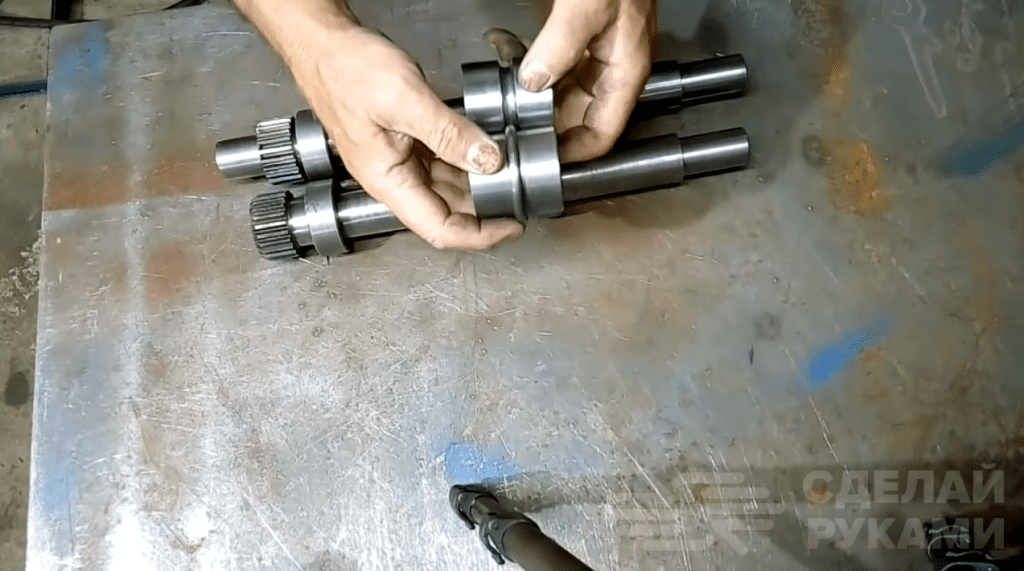
Эту ЗИГ машину автор разработки сделал автор ютюб канала “Николай Чернак”. В ее основу заложены 2 вала диаметром 35 мм. Установлены в корпусах подшипников. Нижний вал неподвижный, корпуса наглухо приварены к стойкам, а верхний вал подвижный – поднимается вверх достаточно высоко. Но так поднимать не надо – удобно до той поры, пока не выйдут зубья зацепления.

При планировке учитывалось: ось вращения находится ближе к зубьям – но не слишком. Потому что если расположить ближе – цепляется корпус. Поэтому рассчитано так: поближе к зубьям, одновременно на краю корпуса, поэтому при раскрытии ничего никому не мешает.
Сзади применено зубчатое колесо – зубчатая пара – она взята готовая из механизма бортировки колес. Раньше, при Советском Союзе продавались наборы для легковых машин – бортировка, разбортировка колес. Взял из него зубчатое зацепление. Хорошее получилось передаточное отношение – легко вращать.
В механизме раскрытия рабочих колес применена рулевая тяга автомобиля. Удобно – готовый шарнир, только приварил, все. Приварим винт на шарнире, чтобы избежать излома здесь.Ручка тоже выполнена своими руками из старых деталей машины, на конце взяты шарики от рулевых наконечников. Имеется ограничитель подачи детали, т.е. пуская барашки, можно его использовать. Применены детали из амортизаторов. Ступица минского мотоцикла. Чтобы не точить, часто используются детали мотоциклов.


Рабочие ролики сделаны, чтобы они снимались отдельно от ступиц. Если открутить три винта, то снимается верхняя часть рабочего колеса. А ступица остается всегда прикрученной. Но имеет движение по шпонке. Имеется штопор. В результате в процессе изготовления новых роликов нет необходимости в очень толстых заготовках. Имея неширокие заготовки на этой ЗИГ машине можно вытачивать ролики разной конфигурации.
Продолжение о ЗИГ машине с 6 минуты.
Зиг машина с электро приводом
Профиль глубиной 7мм., сталь 0.7 – 1,2мм. Зиговальный станок заказан, проверяется в работе. Показано, какие детали способен обработать и какие доработки требуются для улучшения функций.








Зиговальный станок из шестерен и штоков
Основа, то есть рама должна быть максимально жёсткой. Здесь представлен первоначальный вариант без усиления (ребра жесткости).
Обсуждение
- Здравствуйте. Ваши опасения подтвердились или нет? Про усиление увидел в вашем следующем ролике, а вот как обстоят дела с креплением роликов? Не подвергаются ли они изгибу?
Paul Sazhin Привет. С креплением роликов отлично. А вот раму, буду еще усиливать так как надо прокатывать лист 1,2мм, слегка гуляет).
Хорошо получилось, а амортизаторы от какой машины? Ну или какая длина и диаметр штоков? Раму конечно же усилить, а ролики лучше на шпонки сажать (ну или хотя бы на штифты), иначе есть вероятность прокручивания.
Спасибо! От БМВ тройки. Да раму усилил, диаметр штока 22 мм. Зев получился 280 мм. Мне маловато и узковато. Возможно достаточно делать привод на один верхний вал.
По типу
Ручные от 15 000 q
от 419 BYN от 71 668 KZT от 13 282 KGS от 82 905 AMD от $170 от 144 €
Электрические
от 79 000 q
от 2 210 BYN от 377 454 KZT от 69 955 KGS от 436 635 AMD от $899 от 761 €
Промышленные
от 306 752 q
от 8 585 BYN от 1 465 631 KZT от 271 632 KGS от 1 695 429 AMD от $3 491 от 2 958 €
Для дымоходов
от 2 051 786 q
от 57 423 BYN от 9 803 236 KZT от 1 816 879 KGS от 11 340 295 AMD от $23 353 от 19 787 €
Вертикальные
от 1 087 632 q
от 30 439 BYN от 5 196 601 KZT от 963 110 KGS от 6 011 381 AMD от $12 379 от 10 489 €
Ролики RAS
от 8 727 q
от 244 BYN от 41 696 KZT от 7 727 KGS от 48 234 AMD от $99 от 84 €
Ролики BRI Svarcove
от 7 431 q
от 207 BYN от 35 504 KZT от 6 580 KGS от 41 071 AMD от $84 от 71 €
Ролики TTMC
от 2 540 q
от 71 BYN от 12 135 KZT от 2 249 KGS от 14 038 AMD от $28 от 24 €





