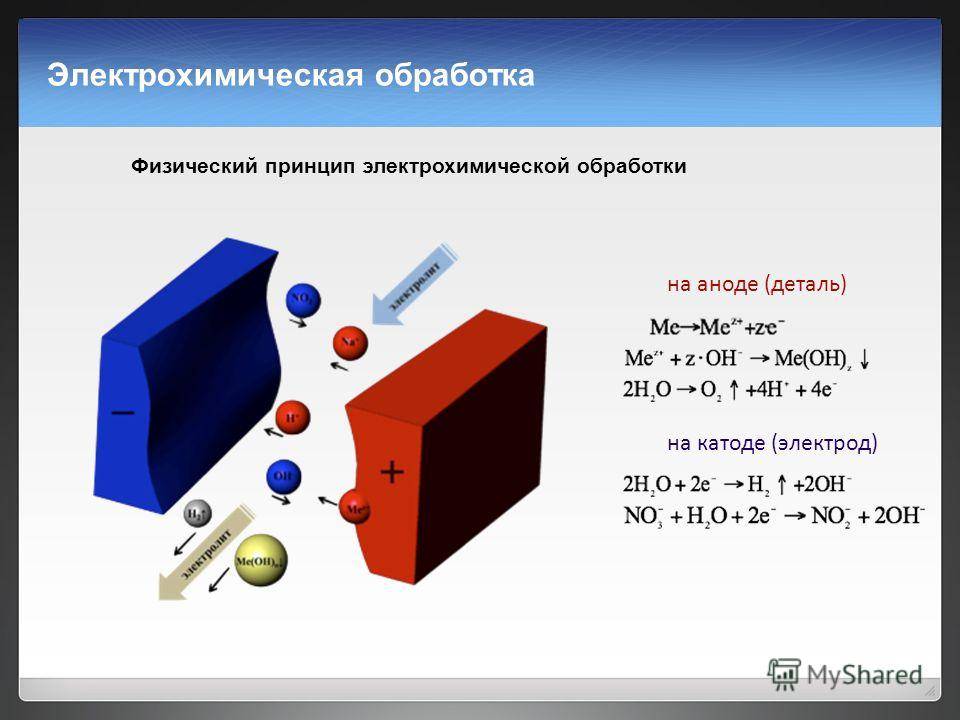
Принцип работы электроискрового станка
Базируется обработка металлов электроискровым способом на свойстве электрического тока переносить вещество при пробое. При высоком напряжении и силе постоянного тока (1-60 А) анод (положительно заряженный электрод) нагревается до высокой температуры в пределах 10-15 тысяч градусов Цельсия, расплавляется, ионизируется и устремляется к катоду. Там, в силу электрических взаимодействий он осаживается.
Чтобы в процессе работы не возникала полноценная электрическая дуга, электроды сближаются только на короткие мгновения, длящиеся доли секунда. За это время возникает искра, разрушающая анод и наращивающая катод. Обрабатываемый участок подвергается нагреву и воздействию электротока на протяжении миллисекунд, при этом соседние области и лежащий ниже слой не успевают прогреться и структура их не нарушается. Проблема пограничных состояний не возникает в принципе.
Если требуется резка или сверление — катодом служит рабочий инструмент, а анодом — обрабатываемая деталь. При наращивании, укреплении поверхности или восстановлении формы детали, они меняются местами. Для этих видов обработки созданы специальные станки, каждый из которых выполняет свои операции.
Инструментом в установках электроэрозионного действия служат латунные или медно-графитные электроды, хорошо проводящие ток и недорогие в изготовлении. С их помощью можно резать и сверлить самые твердые сплавы. Чтобы металл катода не оседал на электроде и не увеличивал его размера, процесс происходит в жидкой среде — жидкость охлаждает капли расплава, и он не может осесть на электроде, даже если и достигает его. Вязкость жидкости определяет скорость движения материальных частиц, и они не успевают за током. Металл оседает в ванне в виде осадка и не мешает дальнейшему прохождению тока.
При наращивании поверхности деталей или укреплении, металл с анода переносится на катод. В этом случае на вибрационной установке закрепляется положительный электрод, служащий донором металла, а деталь присоединяется к отрицательному полюсу. Вода или масло в этом процессе не используются, все происходит в воздухе.
Точность и управление размерными параметрами
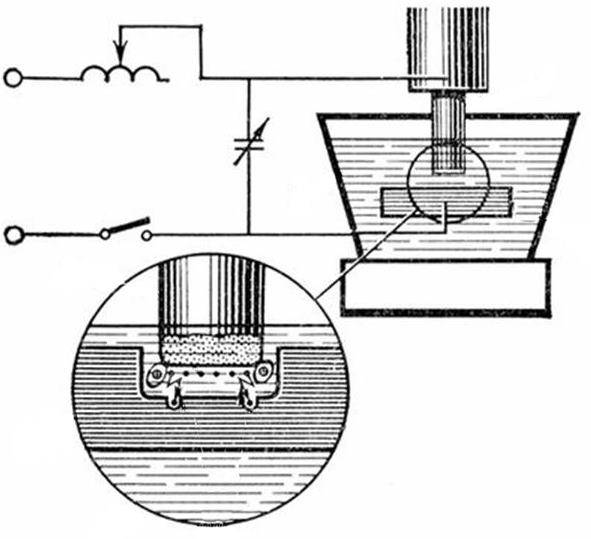
Выбор электролита играет важную роль в ЭХО. При использовании хлорида натрия достигается намного более низкая точность, чем при использовании электролита на основе азотнокислого натрия. Последний электролит обеспечивает возможность более точного управления размерными параметрами благодаря характеру зависимости эффективности по току от его плотности: эффективность по току, соответственно и скорость удаления металла, увеличиваются при возрастании плотности тока. Зоны высокой плотности тока возникают между рабочей кромкой инструмента и деталью, образующими рабочий зазор РЗ (рис. За). В боковом зазоре БЗ движение инструмента в направлении детали отсутствует, поэтому постепенное расширение зазора приводит к снижению плотности тока и скорости снятия металла V6Ha боковых поверхностях. Этот прием позволяет посредством подбора электролита подавлять излишнее удаление металла на участках детали, не подлежащих обработке.
Рис.3. Образование рабочего РЗ и бокового БЗ зазоров при электрохимической обработке (а), сверление отверстий трубкой с изолирующим слоем (б) и электродом, помещенным в стеклянную трубку (в).
При использовании электролита на основе хлорида натрия, при прочих неизменных условиях, количество металла, удаленного в боковом зазоре, значительно увеличивается. В электролите этого типа эффективность потока остается постоянной почти на максимальном уровне в широком диапазоне значений плотности тока. Поэтому даже в боковом зазоре при снижении плотности тока удаление металла будет происходить со скоростью, сравнимой со скоростью удаления металла на режущей кромке инструмента Vn, и соответственно в этом случае будет получен более широкий разрез по боковой поверхности .
Периодическое изменение направления потока электролита на обратное обычно значительно повышает точность обработки. Сверление отверстий является еще одним важным направлением применения ЭХО. Инструмент-катод в этом случае имеет трубчатую форму. Электролит подают по центральному каналу инструмента к рабочему зазору и отводят по боковому зазору между стеками инструмента и отверстия (рис. 3б и Зв). Поскольку ширина бокового зазора БЗ со временем становится больше, чем зазор на рабочей кромке РЗ, скорость обработки детали в боковом направлении уменьшается. Следует отметить, что зазор на рабочей кромке имеет постоянное значение, так как удаление металла компенсируется подачей инструмента в направлении детали и несмотря на то, что установившаяся ширина рабочего зазора меньше, чем бокового, скорость удаления металла в прямом направлении Vn во много раз превосходит скорость снятия металла Vб на боковой поверхности. Для уменьшения бокового зазора применяют нанесение изолирующего материала на внешнюю сторону инструмента, затрудняющего протекание тока на этом участке (рис. 3б), или используют в качестве инструмента трубки из непроводящего материала с размещенным внутри нее катодом (рис. Зв). Другой способ основывается на применении электролита, который обеспечивает максимальную эффективность по току при наибольшей плотности тока, как, например, раствор азотнокислого натрия .
Почему электрополировка лучше обычной?
Кроме визуального эффекта, электролитно-плазменная полировка обгоняет механическую по итоговым характеристика изделия и его обработки.-
Технические характеристики поверхности после обработки:
Достигается минимальная шероховатость поверхности R=0,03…0,02 мкм. Класс чистоты поверхности доводится до 14 максимального (зеркальной полировки).
- Полировка снимает заусенцы до 0,3 мм высотой.
- Применение ЭПП очищает поверхность детали от вкраплений абразивов.
- Электроимпульсная полировка удаляет с поверхности последствия применения сварки – цвета побежалости.
- Улучшает поверхностную стойкость к коррозии металла
В течение нескольких минут обработки деталь приобретает зеркальный блеск. Методика отработана для применение электролитно-импульсной полировки деталей из нержавеющих сталей, сплавов на основе меди (латуней и бронз различного состава), алюминия, титана – доводит поверхность до зеркального блеска. Применительно к хромистым сталям нержавеющего класса, марки 201, 304, 316, 321 по классификации AISI (от 08Х18Н10 до 12Х18Н10Т, 12Х15Г9НД), чем больше хрома в нержавеющей стали тем лучше будет «эффект зеркала».
1 К каким изменениям приводит полирование?
Полировка – финишная стадия при изготовлении различных изделий. Заключается этот процесс в оплавлении поверхностного слоя толщиной 0,01–0,03 мм. В результате устраняются все мелкие дефекты (микротрещины, царапины, раковины и т. д.). Поверхность получается идеально гладкой и отражает свет. Подобный эффект достигается благодаря тому, что глубина неровностей менее длины волны видимого света.
Полировка различных изделий
Добиться зеркальной поверхности металла можно и другими способами, например, хонингованием. Но они обычно требуют специального оборудования, материалов и знаний. Поэтому их применение оправдано только когда необходимо обеспечить заданную точность. С полированием все намного проще. Для этой операции используются довольно простые станки, а полировальный инструмент можно сделать даже в домашних условиях. Отлично проявили себя войлок, кожа, мягкая ткань. На рынке и в магазинах продаются специальные пасты, сделанные на основе окиси хрома, трепела или крокуса. Эти материалы используются для механического метода, но существуют еще и химические способы обработки поверхности в специальных растворах.
Зеркальная поверхность металла
Правильно подготовить изделие очень важно. На поверхности не допускается наличие различных дефектов, поэтому перед полированием следует стадия шлифования (снятие более толстого слоя). Чтобы найти скрытые изъяны, полирование начинается с наиболее «слабых» участков
Например, в сварных конструкциях это швы, где чаще всего обнаруживаются микротрещины или раковины. Полировку нержавеющей стали, впрочем, как и иных материалов, делают в несколько подходов, каждый раз подбирая рабочий материал меньшей зернистости. Причем желательно свести количество операций к минимуму
Чтобы найти скрытые изъяны, полирование начинается с наиболее «слабых» участков. Например, в сварных конструкциях это швы, где чаще всего обнаруживаются микротрещины или раковины. Полировку нержавеющей стали, впрочем, как и иных материалов, делают в несколько подходов, каждый раз подбирая рабочий материал меньшей зернистости. Причем желательно свести количество операций к минимуму.
https://youtube.com/watch?v=bh_HL-MqJRo
Плюсы и минусы обработки металла на электроэрозионном и гидроабразивном станке
Достоинства электроэрозионной технологии:
- — Возможность обработки твердых металлов. Подходит для инструментального производства.
- — Достаточно хорошее качество получаемой поверхности. За четыре прохода можно добиться шероховатости Ra 0,28 мкм, однако стоит учитывать удорожание готовой детали.
- — Получение деталей сложной формы. Гарантировано соблюдение высокой точности заданных размеров элемента.
- — Качественная обработка тонколистовых заготовок. Механическая деформация отсутствует.
- — Незначительный износ основного инструмента, что позволяет сокращать расходы на его замену.
Недостатки электроэрозионной технологии:
- — Низкая производительность. Максимальная скорость реза достигает не более 1 см в секунду.
- — Ограниченное применение. Технология предназначена исключительно для обработки электропроводящих материалов, что может создать сложности при расширении ассортимента.
- — Повышенное энергопотребление. В зависимости от модели станка энергопотребление составляет 60–170 кВт.
- — Опасность для оператора и окружающей среды. При работе с высоким напряжением существует риск ударов током. В процессе эрозии могут образовываться взрывчатые газы или пары, либо токсичные вещества, вызывающие аллергические реакции и отравления.
- — Вероятность возникновения помех в электросетях и работе другого электрооборудования.
Достоинства гидроабразивной технологии:
- — Широкая область применения. На гидроабразивном станке можно резать не только металлы, но и композиты, пластики, древесину, стекло, керамику. Переустановка режима занимает минимум времени.
- — Отсутствие механических и термических деформаций. Струя воздействует на материал с силой 1–100Н. Температура в зоне реза не превышает 90 градусов. Края не оплавляются и не пригорают. Резать можно даже пожаро- и взрывоопасные материалы.
- — 100% безопасность. Нет вредных испарений, отходы резания уносятся водой в ванну под рабочим столом. Процесс взрыво- и пожаробезопасен.
- — Точная резка сложных контуров, в том числе, при изготовлении объемных деталей.
- — Высокое качество кромок. Их поверхность не нуждается в дополнительной обработке. Шероховатость может быть приближена к 0,5–1,5 мкм.
- — Высокая скорость. Для нержавеющей стали толщиной 5 мм — 120 см/мин, для алюминия 5 мм — 280 см/мин.
Недостатки гидроабразивной технологии:
- — Эксплуатационные расходы. В бюджет необходимо заложить затраты на покупку абразива, регулярную замену сопел, уплотнителей, смесительных трубок.
- — Повышенный шум при работе станка. Водоабразивная струя подается с высокой скоростью, поэтому оператор должен носить противошумные наушники.
Объективно гидроабразивный метод не только более современный, но и более производительный, универсальный и безопасный. Выбирайте станок, оптимально подходящий для вашего производства с учетом возможного расширения услуг.
Производительность
Станок имеет скорость процесса снятия слоя материала ниже, чем у механического оборудования. Выигрыш времени в том, что конечный результат по сложности, выдержке формы, сравним с работой 5 фрезерных станков.
Величина производительности определяется, как объем снятого материала (мм³) в единицу времени (мин) при подведенном токе в 1 А. Каждый состав электролита имеет свой показатель. Хлористый натрий, например, имеет значение 2,2 мм³/мин, азотнокислый натрий – 1,1 мм³/мин. Использование состав из нескольких реагентов увеличивает скорость растворения анода, повышает степень обработки.



https://youtube.com/watch?v=zpkeNojkKGo
Производительность повышают, применяя методы многоэлектродного воздействия на площадь детали.
Резка
Увеличение плотности тока приводит к более интенсивному процессу съема металла с поверхности. Выравнивая скорость растворения с подачей катода, получают непрерывный процесс прорезывания канавок в материале. Удаление продуктов реакции обеспечивают непрерывным потоком прокачиваемой жидкости. В качестве электрода выступает проволока, перематываемая с одного барабана на другой.
Прошивание
Метод сходен резке, но электрохимический процесс происходит в основном на торце катода, который подается с равной скоростью. В этой операции электрод должен иметь достаточную жесткость, чтобы не воспринимать вибрацию, которая может передаваться через станок, не деформироваться при движении. Рабочая его часть способствует поддержанию устойчивого потока электролита в зазоре. Не рабочие края надежно изолируют.
Точность обработки плоскости металла составляет ±0,13 мм, отверстий 0,1 – 0,15 мм.
Станок может быть оборудован следящей за параметрами системой.
Копирование
Форма электродов в этом случае совпадает. Зазор выдерживают в расчетном значении. В результате электрохимической реакции, материал разрыхляется, вымывается в не совпадающих местах. В точках, где зазор меньше процесс идет интенсивнее, металл растворяется сильнее. В результате промежуток становится одинаковым, происходит электрохимическое копирование формы металлов обрабатываемых деталей (с допустимыми припусками из-за трудности контроля в малом зазоре). Точность достигаемого копирования от 0,5 мкм до 3 мкм, повторяемость параметров 0,5 — 10 мкм от электрода – эталона в партии.
Распространены универсальные варианты станка для электрохимической обработки металлов – копировально-прошивочные с широкой номенклатурой изделий. Область применения – твердосплавная обработка: инструмент, штампы, пуансоны.
Размерная
Эта технология предназначена для получения у детали требуемой формы, размера. Процедура выполняется при условии скоростного, непрерывного обновления электролитической среды в зоне действия полюсов. Принудительную прокачку ведут под давлением, создаваемым насосом. Постоянный поток жидкости позволяет уменьшать величину зазора между обрабатываемыми металлами. Сопротивление среды снижается, плотность тока растет, электрохимическая реакция ускоряется.
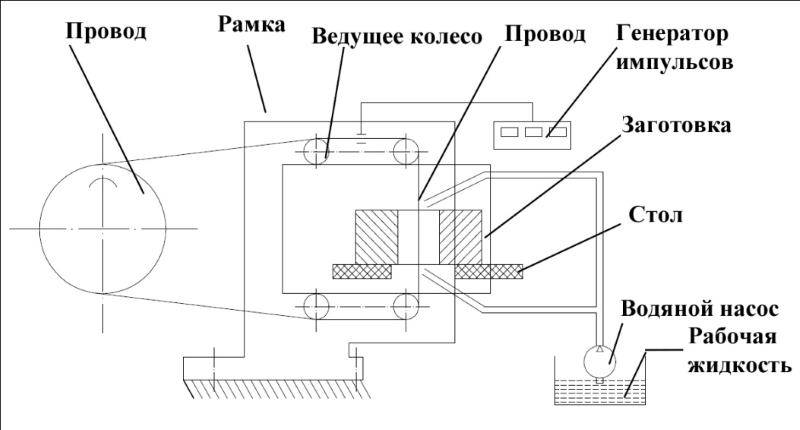
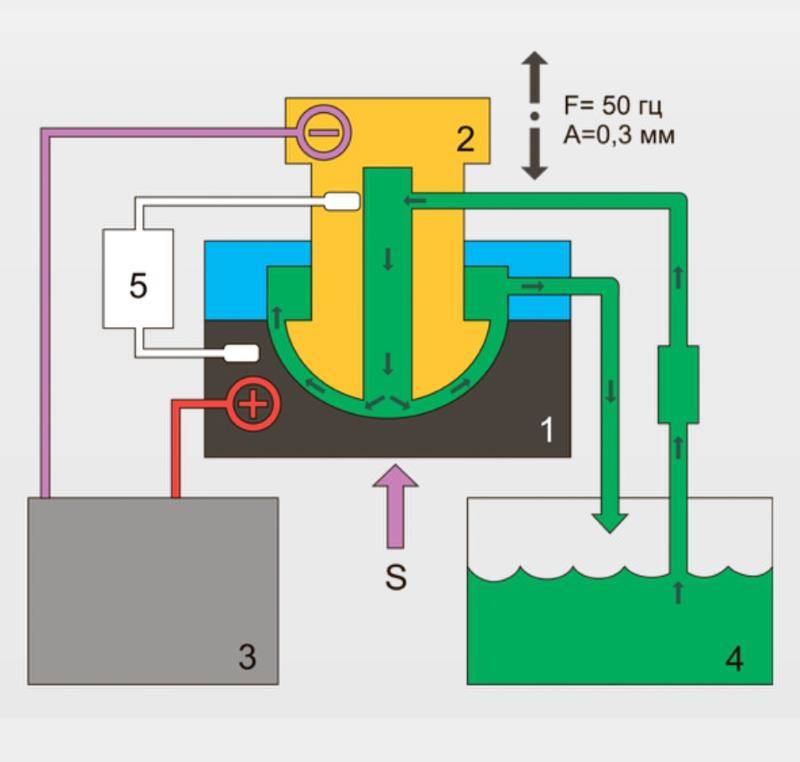
Схема 2
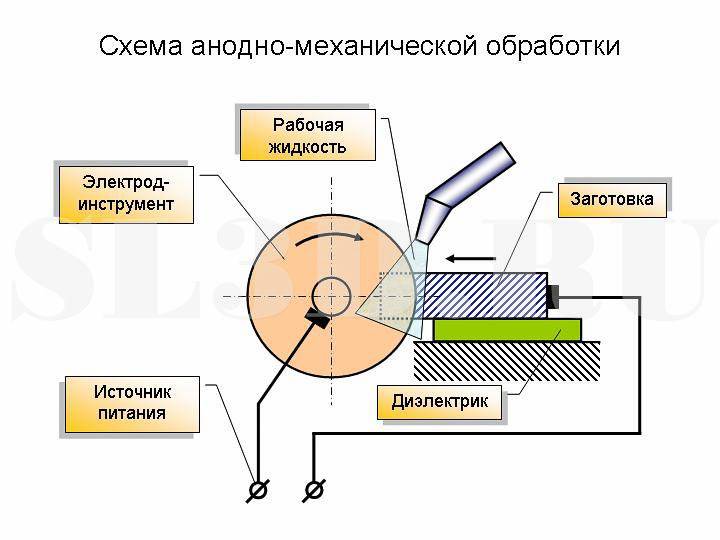
Анодно-механическая обработка
Заточка
Использованы особенности электрохимических явлений при растворении кромки металлов. Получение острия происходит в неравномерном электрическом поле при постоянном перемещении. Регулируя угол наклона, получают заточку заданной формы (наконечники, иглы, электроды). Используют, в основном, соли натрия при плотности тока 4-7 А/см², напряжение 8 — 15В.

Технология электрохимической обработки
Производительность
Станок имеет скорость процесса снятия слоя материала ниже, чем у механического оборудования. Выигрыш времени в том, что конечный результат по сложности, выдержке формы, сравним с работой 5 фрезерных станков.
Величина производительности определяется, как объем снятого материала (мм³) в единицу времени (мин) при подведенном токе в 1 А. Каждый состав электролита имеет свой показатель. Хлористый натрий, например, имеет значение 2,2 мм³/мин, азотнокислый натрий – 1,1 мм³/мин. Использование состав из нескольких реагентов увеличивает скорость растворения анода, повышает степень обработки.
Производительность повышают, применяя методы многоэлектродного воздействия на площадь детали.
Резка
Увеличение плотности тока приводит к более интенсивному процессу съема металла с поверхности. Выравнивая скорость растворения с подачей катода, получают непрерывный процесс прорезывания канавок в материале. Удаление продуктов реакции обеспечивают непрерывным потоком прокачиваемой жидкости. В качестве электрода выступает проволока, перематываемая с одного барабана на другой.
Прошивание
Метод сходен резке, но электрохимический процесс происходит в основном на торце катода, который подается с равной скоростью. В этой операции электрод должен иметь достаточную жесткость, чтобы не воспринимать вибрацию, которая может передаваться через станок, не деформироваться при движении. Рабочая его часть способствует поддержанию устойчивого потока электролита в зазоре. Не рабочие края надежно изолируют.
Точность обработки плоскости металла составляет ±0,13 мм, отверстий 0,1 – 0,15 мм.
Станок может быть оборудован следящей за параметрами системой.
Копирование
Форма электродов в этом случае совпадает. Зазор выдерживают в расчетном значении. В результате электрохимической реакции, материал разрыхляется, вымывается в не совпадающих местах. В точках, где зазор меньше процесс идет интенсивнее, металл растворяется сильнее. В результате промежуток становится одинаковым, происходит электрохимическое копирование формы металлов обрабатываемых деталей (с допустимыми припусками из-за трудности контроля в малом зазоре). Точность достигаемого копирования от 0,5 мкм до 3 мкм, повторяемость параметров 0,5 — 10 мкм от электрода – эталона в партии.
Распространены универсальные варианты станка для электрохимической обработки металлов – копировально-прошивочные с широкой номенклатурой изделий. Область применения – твердосплавная обработка: инструмент, штампы, пуансоны.
Размерная
Эта технология предназначена для получения у детали требуемой формы, размера. Процедура выполняется при условии скоростного, непрерывного обновления электролитической среды в зоне действия полюсов. Принудительную прокачку ведут под давлением, создаваемым насосом. Постоянный поток жидкости позволяет уменьшать величину зазора между обрабатываемыми металлами. Сопротивление среды снижается, плотность тока растет, электрохимическая реакция ускоряется.
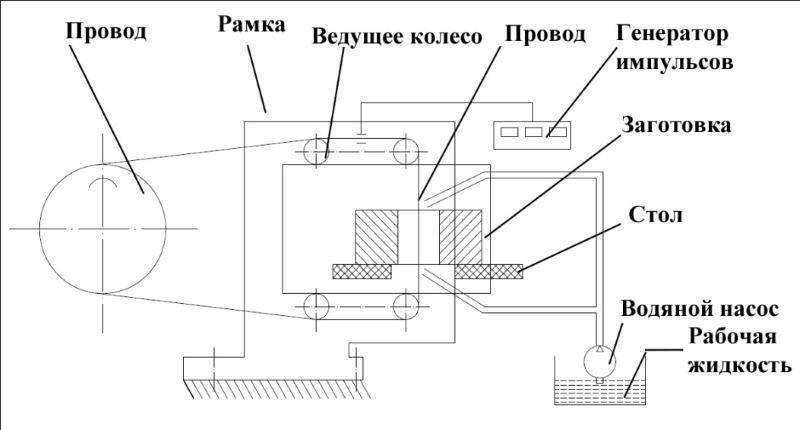
Схема 2

Анодно-механическая обработка
Заточка
Использованы особенности электрохимических явлений при растворении кромки металлов. Получение острия происходит в неравномерном электрическом поле при постоянном перемещении. Регулируя угол наклона, получают заточку заданной формы (наконечники, иглы, электроды). Используют, в основном, соли натрия при плотности тока 4-7 А/см², напряжение 8 — 15В.









Технология электрохимической обработки
Способы обработки
Перечислим основные способы электроэрозионной обработки:
- Создание отверстий. Пучок плазмы позволяет создать очень глубокие отверстия в металлической поверхности (от 20 до 40 диаметров в зависимости от типа электрода). Увеличить глубину отверстия можно за счет кручения детали, перемещения электрода, использования нестандартного вспомогательного оборудования. Средняя скорость сверления составляет 0,1-1 миллиметр в секунду.
- Резка металлические объектов. С помощью плазменного пучка можно разрезать заготовку на любое количество частей. Глубина резки практически не имеет ограничений по глубине — стандартная глубина составляет 20-40 диаметров, однако ее можно увеличить за счет применения нестандартных электродов и вращения заготовки. Средняя скорость резки — 0,1-0,5 миллиметров в секунду.
- Вырезание деталей. С помощью технологии ЭЭО можно вырезать объекты любой формы. Эта технология широко применяется для резки драгоценных камней для создания необычных украшений. Также ее применяют для производства фасонных резцов, матриц, пуансонов и других объектов.
- Шлифование, легирование. Технологию ЭЭО можно выполнять для выравнивания шероховатых поверхностей, а также для устранения внешних дефектов. Шлифовка выполняется точечным методом с помощью электрода, поэтому ЭЭО-легирование не рекомендуется использовать для работы с большими поверхностями. Однако эта технология может применяться для работы с деталями сложной формы, для устранения дефектов на поверхности магнитных сплавов. Средняя скорость шлифовки — 4-5 квадратных миллиметров в секунду.

ЭЭО-технику можно также применять для маркирования металлов и создание надписей на их поверхности. Для маркировки могут использоваться любые символы — буквы, цифры, специальные обозначения. Де-факто маркировка представляет собой создание несквозных отверстий, а нанести код можно на любой участок металлической детали. Средняя производительность ЭЭО-оборудования составляет 4-10 миллиметров в секунду, что является хорошим показателем для техники такого класса.
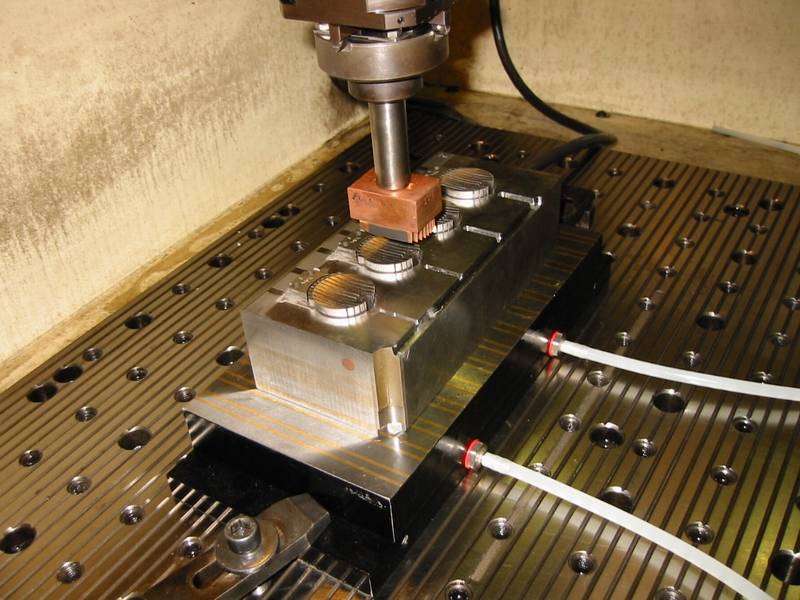
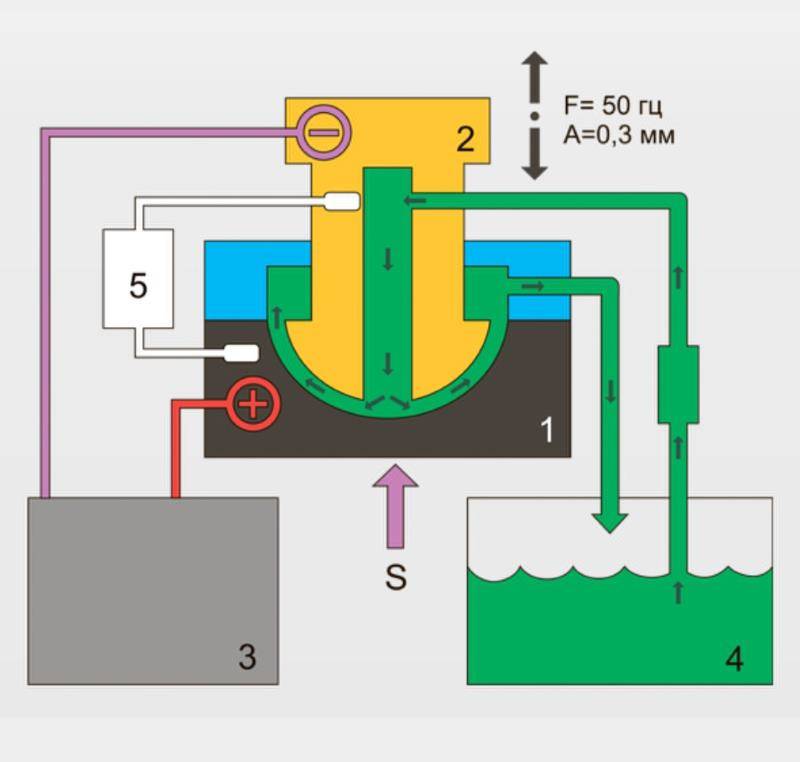
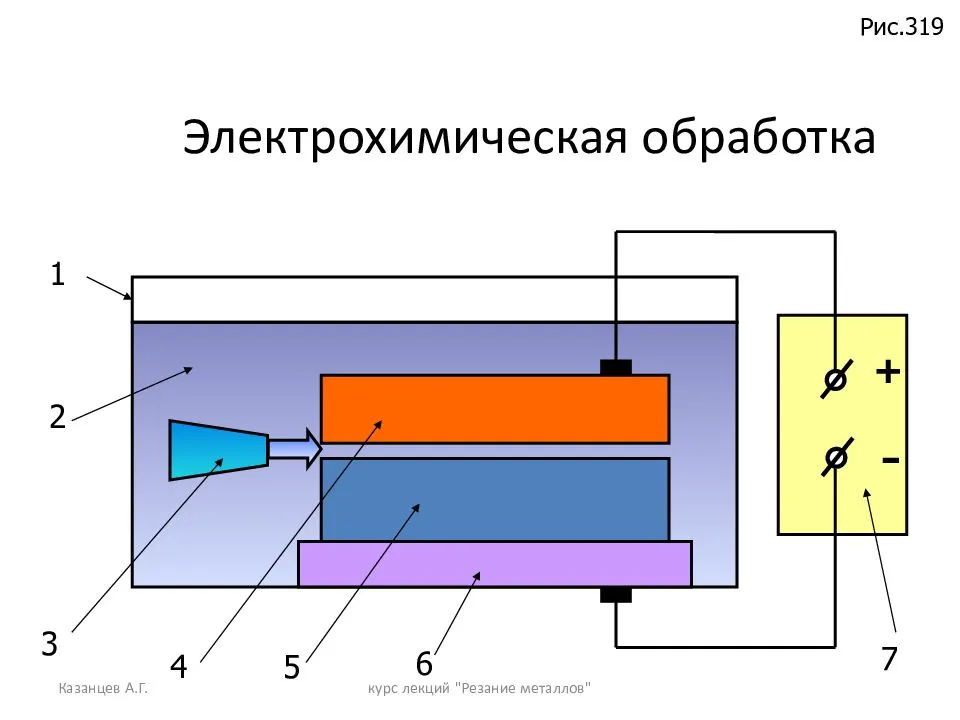
Обработка металлов в электоролите
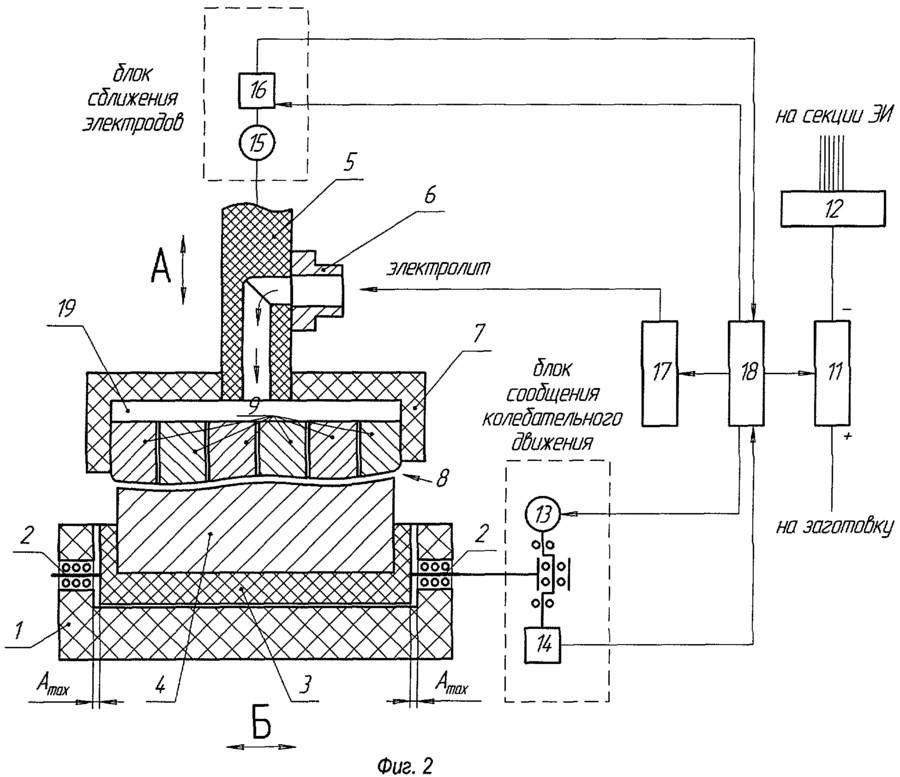
Изменять форму, размер, получать поверхность с малой шероховатостью позволяет электрохимическая обработка металлов на специальном оборудовании. Материал не подвергается при этом механическому воздействию. Происходит его растворение в электролитическом составе под действием тока заданной величины.

Схема ЭХО
Преимущества способа
Методы электрохимической анодной обработки изделий из металлов разработаны для случаев, в которых применение других технологий не дает нужного результата или затруднено. Уникальность результата применения способа:
- сохранение формы рабочего органа;
- независимость от твердости/хрупкости материала;
- отсутствие деформирующих усилий на тонкие стенки;
- сохранение поверхности детали (термоупрочнение, оплавление, наклеп);
- доступность воздействия в узких полостях, сложных переходах плоскостей, наклонных пазах, отверстиях малого сечения при большой глубине(соотношение 1:200);
- регулировка интенсивности воздействия.
Составляющие процесса
Основывается электрохимическая обработка металлов на вымывании вещества анода в электролитическом растворе при определенной плотности тока между электродами. Станки для нее имеют узкую специализацию (1,2 операции), в зависимости от того, какая применяется технология обработки. Изготавливают индивидуальное оборудование под конкретное изделие.
Рабочая среда
Раствор составляют на водной основе из соответствующих компонентов:
- солей натрия;
- солей калия;
- кислот (соляная, серная, азотная).
Концентрация солей от 5% до 15%, кислоты 5% — 10%.
Обработку отдельных мест заготовки проводят, локализуя процесс в нужной зоне накладыванием защитных масок на остальную часть детали.
Продукты процесса удаляются из зоны реакции потоком электролита.
В рабочих растворах содержаться активные реагенты, поэтому одновременно выполняют комплекс мер по защите оборудования и изделий от коррозии.
Комбинированные процессы электрохимической обработки
Сопротивление материала образца механической обработке резанием или шлифованием зависит от температуры, возникающей в зоне обработки. Как правило, при повышении температуры сопротивление разрушению снижается, а пластичность материала возрастает. На рис. 4 показана температурная зависимость прочности жаропрочных сплавов на основе никеля. Логично принять, что при высокой температуре усилие резания и энергозатраты снижаются, обрабатываемость материала механическими средствами его удаления улучшается. Это обстоятельство было учтено при создании комбинированных технологий, в которых для повышения производительности и качества обработки были использованы дополнительные средства воздействия на удаляемый металл: вращение катода, электрический разряд, импульсное изменение напряжения на электродах, лазерное излучение, ультразвук, вибрация и т. п. .

Рис.4. Изменение предела текучести и предела прочности жаропрочных сплавов на основе никеля в зависимости от температуры
В статье рассмотрены лишь основы электрохимической обработки и простейшие случаи ее применения. Комбинированные технологии электрохимической обработки, интенсивно развивающиеся в настоящее время, позволяют изготавливать изделия, получение которых крайне затруднено или невозможно с помощью других видов обработки.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Advanced Methods of Machining, J.A. McGeough, Chapman and Hall, London, 1988.2. Electrochemical machining, J. A. McGeough, in «Kirk-Othmer Encyclopedia of Chemical Technology» (5th edition), Vol. 9. P. 590-606, J.I. Kroschwitz (editor), Wiley-lnterscience, NY, 2005.3. Маслов A. P. Высокие технологии в машиностроении / А. Р. Маслов // ИТО новости. Приложение к журналу «Комплект: инструмент, технология, оборудование». 2007. N° 11. С. 8-11.4. Machining methods: electrochemical, J. A. McGeough and X.K. Chen, in «Kirk-Othmer Encyclopedia of Chemical Technology» (4th edition), Vol. 15. P. 608-622.5. Surface Effects on Alloys Drilled by Electrochemical Arc Machining, A. DeSilva and J. A. McGeough, «Proceedings of the Institution of Mechanical Engineers, Part B, Journal of Engineering Manufacture». 1986. Vol. 200. P. 237-246.6. Deburring-2: Electrochemical Machining, D. Graham, «The Production Engineering». 1982. Vol. 61, No. 6. P 27-30.7. Drilling Without Drills, G. Bellows and J.D. Kohls, «American Machinist». 1982. P. 178-183.8. Study of Electrical Discharges in Electrolyte by High-Speed Photography, X. Ni, J.A. McGeough, and C.A. Greated, «Journal of Electrochemical Society». 1993. Vol. 140. P 3505-3512.9. Study of Pulse Electrochemical Machining Characteristics, K. P. Rajurkar, J. Kozak, and B. Wei, «Annals International College for Production Research». 1993. Vol. 42. P. 231-234.10. An Electrochemical Machining Method for Removal of Samples and Defective Zones in Metal Pipes, Vessels and Structures, D. Clifton, J. W. Midgley,andJ.A. McGeough, «Proceedings of the Institution of Mechanical Engineers, Part B, Journal of Engineering Manufacture». 1987. Vol 201. P. 229-231.
А.И. Преображенский,канд. техн. наук, главный редактор журнала «Главный механик»
| < Предыдущая | Следующая > |
|---|
Следующие материалы:
- Способы восстановления сверл
- Сказка о шероховатости
- Система ЧПУ или модуль позиционирования?
- Алгоритм опережающего просмотра Look-ahead в современных системах ЧПУ и параметры его настройки
- Новые функции в системе ЧПУ HEIDENHAIN TNC 640
Предыдущие материалы:
- Автоматизированная система настройки шлифовальных станков для изготовления инструмента сложной формы
- Повышение эффективности технического обслуживания, ремонта и модернизации металлообр. оборудования
- Принципы управления машиной для термической резки с УЧПУ
- Безабразивная ультразвуковая финишная обработка металлов – технология XXI века
- Воздушные турбины расширяют возможности станков
Производительность
Станок имеет скорость процесса снятия слоя материала ниже, чем у механического оборудования. Выигрыш времени в том, что конечный результат по сложности, выдержке формы, сравним с работой 5 фрезерных станков.
Величина производительности определяется, как объем снятого материала (мм³) в единицу времени (мин) при подведенном токе в 1 А. Каждый состав электролита имеет свой показатель. Хлористый натрий, например, имеет значение 2,2 мм³/мин, азотнокислый натрий – 1,1 мм³/мин. Использование состав из нескольких реагентов увеличивает скорость растворения анода, повышает степень обработки.
Производительность повышают, применяя методы многоэлектродного воздействия на площадь детали.
Резка
Увеличение плотности тока приводит к более интенсивному процессу съема металла с поверхности. Выравнивая скорость растворения с подачей катода, получают непрерывный процесс прорезывания канавок в материале. Удаление продуктов реакции обеспечивают непрерывным потоком прокачиваемой жидкости. В качестве электрода выступает проволока, перематываемая с одного барабана на другой.
Прошивание
Метод сходен резке, но электрохимический процесс происходит в основном на торце катода, который подается с равной скоростью. В этой операции электрод должен иметь достаточную жесткость, чтобы не воспринимать вибрацию, которая может передаваться через станок, не деформироваться при движении. Рабочая его часть способствует поддержанию устойчивого потока электролита в зазоре. Не рабочие края надежно изолируют.
Точность обработки плоскости металла составляет ±0,13 мм, отверстий 0,1 – 0,15 мм.
Станок может быть оборудован следящей за параметрами системой.
Копирование
Форма электродов в этом случае совпадает. Зазор выдерживают в расчетном значении. В результате электрохимической реакции, материал разрыхляется, вымывается в не совпадающих местах. В точках, где зазор меньше процесс идет интенсивнее, металл растворяется сильнее. В результате промежуток становится одинаковым, происходит электрохимическое копирование формы металлов обрабатываемых деталей (с допустимыми припусками из-за трудности контроля в малом зазоре). Точность достигаемого копирования от 0,5 мкм до 3 мкм, повторяемость параметров 0,5 — 10 мкм от электрода – эталона в партии.






Распространены универсальные варианты станка для электрохимической обработки металлов – копировально-прошивочные с широкой номенклатурой изделий. Область применения – твердосплавная обработка: инструмент, штампы, пуансоны.
Размерная
Эта технология предназначена для получения у детали требуемой формы, размера. Процедура выполняется при условии скоростного, непрерывного обновления электролитической среды в зоне действия полюсов. Принудительную прокачку ведут под давлением, создаваемым насосом. Постоянный поток жидкости позволяет уменьшать величину зазора между обрабатываемыми металлами. Сопротивление среды снижается, плотность тока растет, электрохимическая реакция ускоряется.
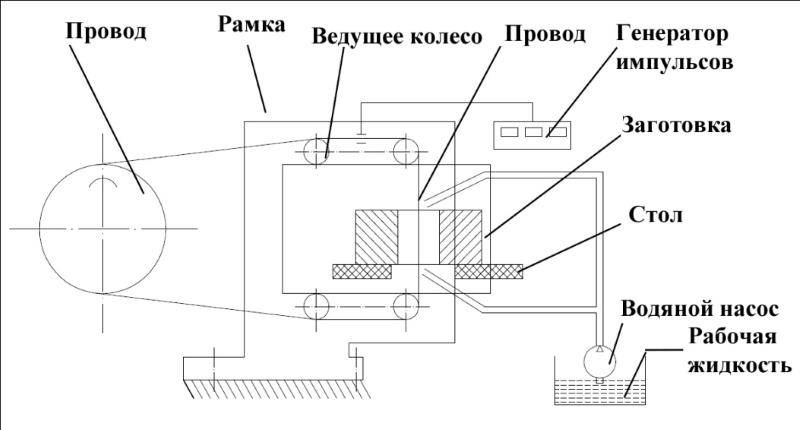
Схема 2
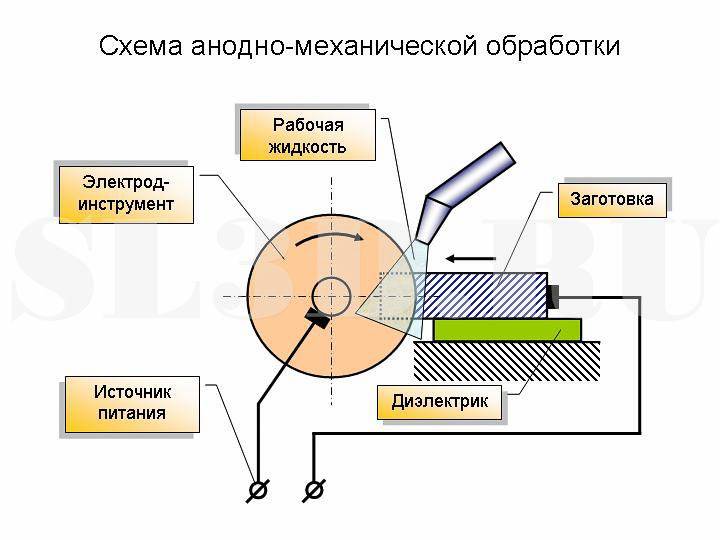
Анодно-механическая обработка
Заточка
Использованы особенности электрохимических явлений при растворении кромки металлов. Получение острия происходит в неравномерном электрическом поле при постоянном перемещении. Регулируя угол наклона, получают заточку заданной формы (наконечники, иглы, электроды). Используют, в основном, соли натрия при плотности тока 4-7 А/см², напряжение 8 — 15В.

Технология электрохимической обработки
Станки для электроэрозии металлов
Перечислим основные модели станков, которые представлены в России:
- INTEGRAL 2 (AGIE). Производится одноименной швейцарской компанией. Позволяет работать с деталями размером не более 80 х 60 х 25 сантиметров. Основной режим работы — электроискровая эрозия в защитной среде диэлектрической жидкости. Имеет встроенную панель ЧПУ, которая позволяет контролировать технологические особенности операции (мощность ионного потока, точность обработки, итоговый уровень шероховатости).
- AQ535 (SODICK). Производится японской компанией. Позволяет обрабатывать заготовки, размеры которых составляют не более 105 x 65 x 30 сантиметров. Электроэрозионная обработка выполняется с помощью режущей проволоки, которая может делать все основные операции (создание отверстий, маркировка, шлифовка, вырезание). Модель оснащена продвинутой ЧПУ-панелью и имеет встроенную систему, экономящую электричество, что снижает себестоимость обработки.
- Модель 4531. Производилась в СССР; новые станки 4531 больше не выпускаются. Однако в продаже можно встретить множество неиспользованных моделей, а также станков Б/У. Для работы применяется электроискровая обработка металлических заготовок. Максимальные габариты обрабатываемых деталей — 16 x 12 x 3 сантиметра. Управление осуществляется в основном механическим способом + есть несколько информационных панелей, позволяющих узнать технологические особенности процедуры.

Недостатки
- Нельзя обрабатывать диэлектрические материалы. Электрическая дуга, которая создает высокотемпературную плазму, возникает за счет контакта электрода с металлической поверхности обрабатываемой деталью. Если деталь будет выполнена из диэлектрического материала (дерево, бетон, пластик), то в таком случае режущая дуга не возникнет, а станок будет бесполезен.
- Высокое электропотребление. Для работы ЭЭО-станка требуется большое количество электроэнергии, что увеличивает себестоимость обработки. Во время работы станка должны поддерживаться постоянные параметры электрического тока (напряжение, мощность, сила). Поэтому многие установки оборудуются защитным оборудованием, позволяющего изменить параметры станка в случае скачка напряжения.
- Низкая производительность. Большинство моделей станков проводят резку с небольшой скоростью (от 0,1 до 7-8 миллиметров в секунду в зависимости от способа обработки металла). Поэтому ЭЭО-станки не подходят для фабрик с большой производственной загруженностью.
- Высокая стоимость. ЭЭО-оборудование стоит достаточно дорого, что снижает его универсальность и доступность. Большинство станков производятся иностранными компаниями (Япония, Германия, Польша), что также негативно влияет на ценообразование. Помимо этого придется оплачивать вспомогательные расходы — на покупку защитной жидкости, на замену отработанных электродов, на потребление электричества и другие.