

Достоинства и недостатки
У винтовых конвейеров есть довольно большое количество достоинств и недостатков, которые должны учитываться. Примером можно назвать то, производительность винтового конвейера может быть весьма высокой. К плюсам отнесем следующее:
- Компактность и простота конструкции. За счет простоты обеспечивается ремонтопригодность и длительный эксплуатационный срок. Компактность определяет возможность интеграции механизма в различные системы.
- Полная сохранность пылевидного груза. При высокой производительности сохраняются основные свойства транспортируемого вещества. Некоторые конвейеры из-за своего принципа работы могут нарушать целостность хрупких материалов.
- Невысокая стоимость еще одна причина, по которой многие решают приобрести и установить винтовой конвейер.
- Отсутствие наружных движущихся элементов существенно повышает безопасность в промышленном сооружении, а также расширяет область применения устройства.
- Простота ухода и возможность обслуживания собственными силами.
Однако есть и несколько существенных недостатков. К примеру, производительность шнека обеспечивается исключительно при большом расходе мощности. Кроме этого, длина устройства ограничена в небольшом диапазоне. При транспортировке крупного груза есть вероятность его частичного дробления. Длительная эксплуатация конвейера может стать причиной износа основной части, что обусловлено постоянным перемещением груза. Именно поэтому приходится периодически обслуживать конвейер. Коэффициент для расчета берется в зависимости от основных параметров шнека и других элементов конструкции.
https://youtube.com/watch?v=epuGmAuUxQs
Шнековый бур своими руками
Земляные работы на своем участки довольно трудоемки и занимают много времени. Но во многих случаях имеется возможность значительно упростить задачу, применив приспособление для бурения шурфов.
Это пригодится во многих случаях:
- при установке столбов для забора;
- для посадки деревьев;
- для бурения шурфов под свайный фундамент, и во многих других случаях.
Для решения задач можно приобрести садовый бур в магазине, это обойдется от 1500 до 2500 рублей. Но этот инструмент, как правило, изготавливается длиной до 1,5 метра, чего часто недостаточно. Таким образом, актуальна задача изготовление буровых шнеков инструмента своими руками. Для этого понадобятся:
- Сварочный аппарат.
- Шлифмашинка с отрезным кругом.
- Труба стальная диаметром 25 — 30 мм и длиной порядка 2 метров.
- Обрезок трубы диаметром порядка 35 мм и длиной 50 см для рукоятки.
- Пластина металлическая размерами 1,5 х 20 х 5 мм для изготовления головки бура.
- Изношенный диск для резки камня.
При изготовлении бура можно воспользоваться следующим чертежом:
Последовательность выполнения работ:
- Нам металлической пластине изготовить острие забурника под углом 60о, заточить обе грани острия в направлении вращения под углом примерно 10о.
- Расклепать конец трубы на расстояние 20 — 30 мм от края таким образом, чтобы в нее плотно входил тупой конец забурника.
- Вставить забурник в трубу, просверлить сквозное отверстие и закрепить забурник заклепкой. Поскольку для его изготовления применяется высокоуглеродистая сталь (ст.30 — ст.45), сварное соединение будет ненадежным.
- Разрезать старый диск для резки камня по диаметру.
- На трубу чуть выше расклепанного конца приварить пластинки из стали толщиной порядка 5 мм, просверлить в них отверстия и нарезать резьбу. На этих отверстиях укрепить части камнерезного диска под углом примерно 15о по отношению к трубе, но с наклоном в разные стороны.
- Полудиски закрепить к пластинкам винтами.
- Вырезать из листовой стали толщиной 1,0 — 1,5 мм сегменты шнека.
- Приварить их к трубе, создавая из отдельных деталей винтовую поверхность.
- Приварить трубу 50см перпендикулярно основной трубе посредине. Это рукоятка, на которую нужно надеть куски силиконовой или резиновой трубки.
В принципе — шнековый бур готов. Не забудьте заточить режущие полудиски.
Особенности шнековых транспортеров
Винтовой конвейер или шнековый транспортер может быть установлен в горизонтальном или наклонном положении. Он применяется для транспортировки сыпучих продуктов мелкой фракции. Есть риск дробления крупнофракционных материалов, для транспортировки которых требуется подбирать соответствующее оборудование.
Мы предлагаем шнековые транспортеры увеличенной длины конвейерной линии. Они состоят из отдельных секций, длина которых составляет до 4 м, а диаметр желоба от 100 до 350 мм.
Транспортер может использоваться в производственных линиях для передачи измельченного сырья в гранулятор, загрузки или разгрузки сушильного барабана, подачи щепы на дробилку и др.
Преимущества покупки транспортеров для цемента в компании Рекона
осуществляет производство конвейерного оборудования, которое отличаются самым высоким качеством на рынке стран СНГ. Любой наш шнековый конвейер для цемента обладает длительным сроком службы, высокой производительностью и доступной стоимость.
- Доступные цены. Мы работаем по программе «Лучшая цена». Поэтому если вы найдете более доступное и выгодное коммерческое предложение на транспортер для цемента, мы вернем вам разницу в стоимости;
- Разработка проекта в собственном конструкторском бюро и производство конвейеров по индивидуальным размерам;
- Установка оборудования «под ключ»;
- Бесплатный тест-драйв на все конвейерные линии постоянным клиентам.
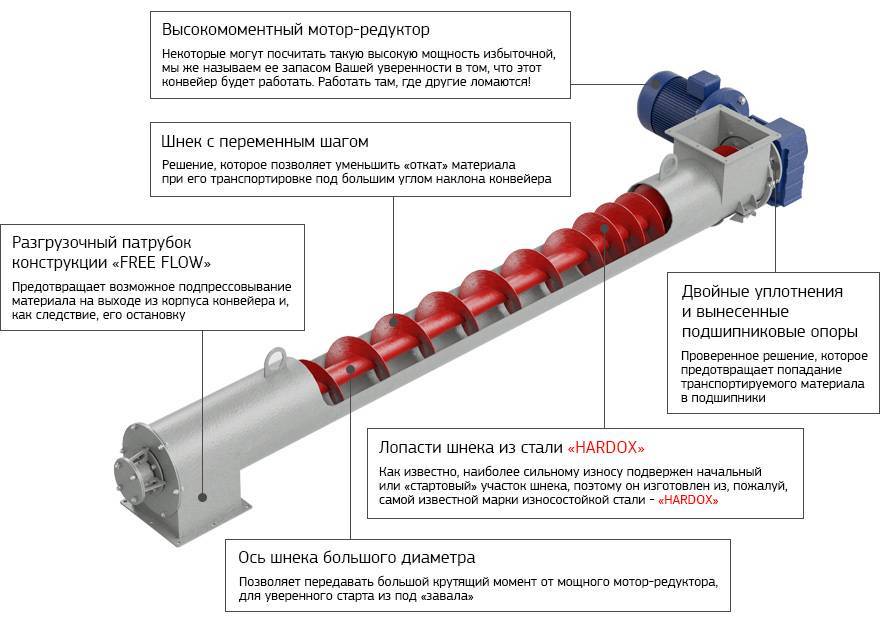
Как работает винтовой механизм, которым оснащен шнековый конвейер
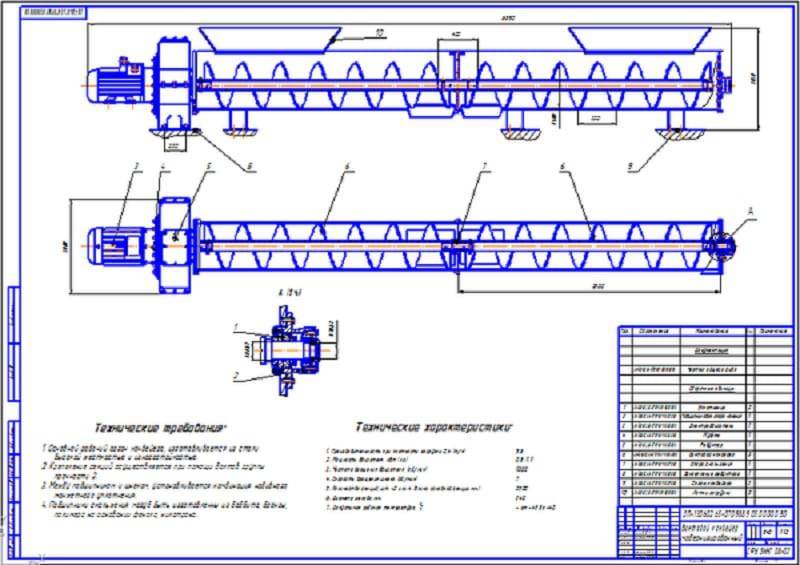
Основным рабочим узлом конвейерного агрегата является жесткий металлический винт. При движении спирального элемента происходит перемещение сыпучих материалов в направлении его вращения. Винтовой узел приводится в действие при помощи мощного электродвигателя – как правило, с питанием от трехфазных электросетей. Передача тягового усилия от мотора на шнек осуществляется редукторным механизмом или приводным валом.
Производительность оборудования во многом зависит от типа используемого винта, его размеров и величины шага. В зависимости от модели, винтовой конвейер может иметь модульную конструкцию. При необходимости длину конвейерной линии можно увеличивать путем присоединения дополнительных фланцев и промежуточных секций.
Технические характеристики

Технические характеристики винтовых конвейеров для транспортировки материалов напрямую зависят от того, по какой технологии они изготавливаются:
- литьем в землю или под высоким давлением,
- литьем с дополнительной обработкой на токарном станке,
- горячей деформацией также с последующей обработкой на токарном станке,
- холодной гибкой,
- навивкой.
- сваркой.
Чтобы понять технические особенности винтовых конвейеров, рассмотрим их на примере машин для литья полимерных веществ. Независимо от способа производства, у каждого бура есть зона питания, переходная зона и зона дозирования.
- Зона питания. Как только полимер попадает в шнековый механизм, он оказывается именно в этой зоне, которая ответственна за прием и транспортировку твердых материалов. Чтобы перемещение полимера проходило максимально быстро, коэффициент его трения у основания механизма должен быть ниже, чем коэффициент трения у стенок цилиндра.
- Переходная зона, или зона сжатия – участок бура, на котором полимерное вещество начинает плавиться. Ближе к основанию участок немного утончается, позволяя полимеру как бы прилипать к цилиндрам и в итоге полностью расплавляться.
- Зона дозирования. На этом участке бура плавление полимерного материала завершается.

Классификация конвейеров
Как ранее было отмечено, выделяют довольно большое количество различных устройств, предназначенных для транспортировки грузов. Классификация конвейеров в большинстве случаев проводится по конструктивным признаком. Наибольшее распространение получили следующие варианты исполнения:
- Ленточные устройства встречаются чаще других по причине универсальности в применении и относительно невысокой стоимости. Их предназначение заключается в транспортировке кусковых и других материалов на достаточно большое расстояние. Ключевая особенность заключается в том, что рабочая поверхность представлена натянутой многослойной лентой, на которой и проводится размещение различных грузов. Сегодня эта группа по причине огромного количества положительных признаков встречается крайне часто, однако не считается универсальным вариантом.
- Винтовые устройства основаны на принципе применения архимедового винта, зачастую устанавливаются для транспортировки сыпучих материалов на достаточно большое расстояние. Эта группа также подразделена на несколько классов, основной отличительный признак заключается в типе устанавливаемого шнека. Шнековый винтовой конвейер также весьма распространен по причине высокой эффективности и относительно невысокой стоимости.
- Инерционная группа оборудования предназначена для перемещения сыпучих и в некоторых случаях штучных изделий на небольшое расстояние. При этом линия перемещения может быть исключительно горизонтальной или наклонной. Принцип действия заключается в создании вибрации, за счет которой легкие материалы смещают свое положение.
- Пластинчатое устройство чаще всего устанавливается в производственных цехах, так как основная рабочая поверхность может выдерживать существенное воздействие, к примеру, высокую температуру. Предназначение заключается в транспортировке острых, раскаленных или абразивных деталей. Подобный автомобильный конвейер может преодолевать достаточно резкие уклоны, так как на поверхности часто создаются специальные ребра, обеспечивающие надежную фиксацию. Однако у подобного предложения есть один существенный недостаток – скорость перемещения слишком мала.
- Скребковые конвейеры характеризуются тем, что перемещение материала обеспечивается за счет его волочения по специальному желобу. Подобный вариант исполнения большое распространение получил в горнодобывающей и обрабатывающей промышленности. Установка этого варианта исполнения не возможна в том случае, если при волочении изделие будет терять свой привлекательный вид. Достоинством можно назвать достаточно высокую эффективность в применении, но есть и существенный недостаток, который связан со сложностью конструкции и отсутствием возможности ее применения в случае транспортировки хрупких грузов.
- Элеваторы являются отдельной группой конвейеров, предназначение которых заключается в непрерывной транспортировке грузов. Часто устройство применяется для вертикального перемещения материалов. Подобный ковшовой конвейер получил широкое распространение в сельском хозяйстве и горнодобывающей промышленности, является достаточно сложным устройством, требующим своевременного и профессионального обслуживания.
Приведенная выше информация указывает на то, что существует просто огромное количество различных вариантов исполнения конвейеров, выбор проводится в зависимости от области применения и других моментов.
Как подобрать конвейер для зернистых материалов
Шнековый конвейер для гранулированных материалов нужно выбрать, исходя из следующих показателей:
- потребная продуктивность;
- характеристики перемещаемых продуктов: зернистость, влажность, предрасположенность к слипанию и пылеобразованию;
- подъемная высота;
- расстояние перемещения;
- мобильность.
Для подобных материалов в большинстве случаев используют сплошной шнек, для горизонтального перемещения- открытые желоба, для наклонного и вертикального- закрытые.
Мобильные винтообразные транспортеры, в основном, выпускаются небольшой и средней продуктивности. Для движения высоких объемов лучше собрать транспортер на постоянной основе.




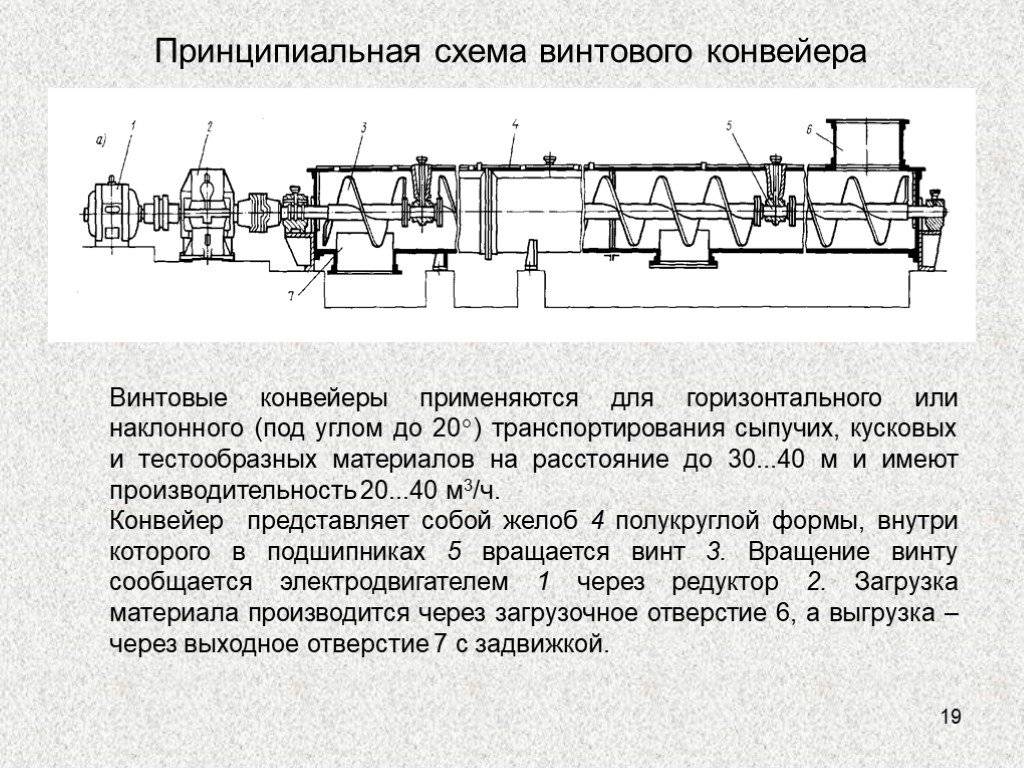
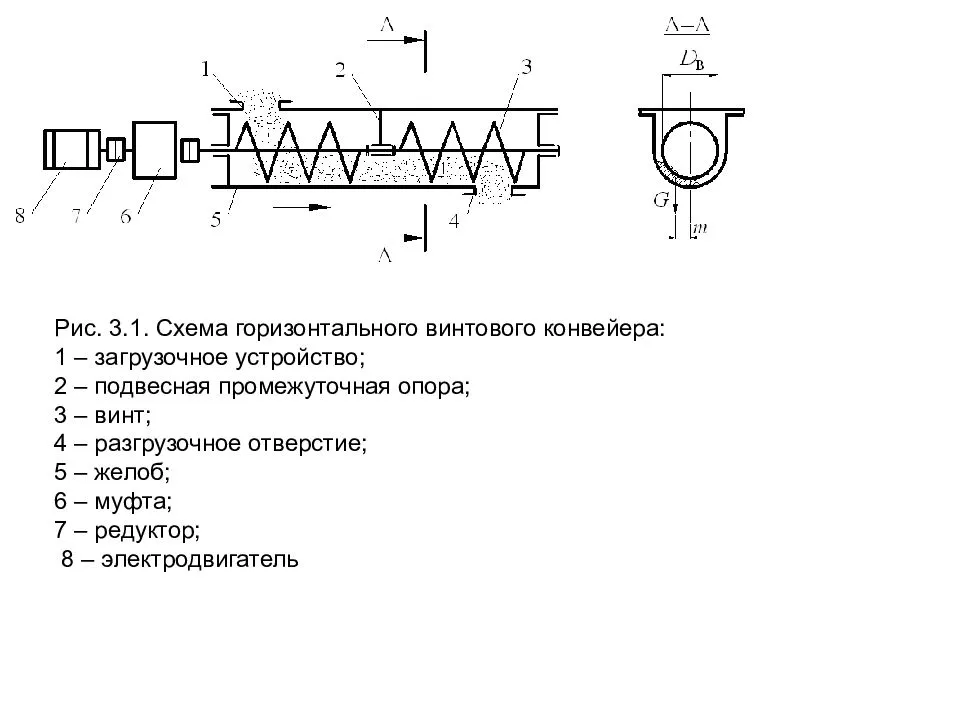
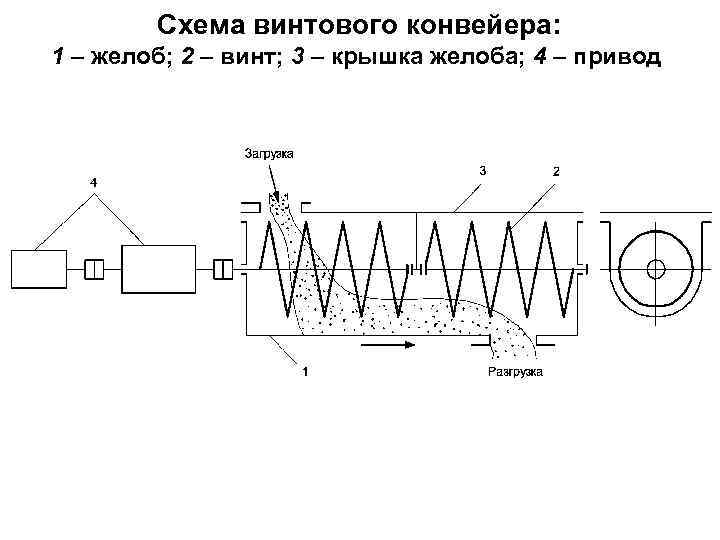
Принцип работы винтового конвейера
Механизм действия данного оборудования выглядит так: материал поступает в устройство через верхний патрубок (или специальный отсек – бункер), а затем с помощью двигающихся на оси витков проталкивается по дну желоба в выходному отверстию.
Главный рабочий элемент конвейера – винтовой шнек. Вращательное движение обеспечивается двигателем: частота и интенсивность вращения задается мастером-наладчиком. Производительность шнекового транспортера меняется с помощью особого преобразователя, который можно купить отдельно при необходимости. Также в винтовой конвейер могут быть установлены датчики, тогда он будет досыпать материал до заданного уровня и затем отключаться.
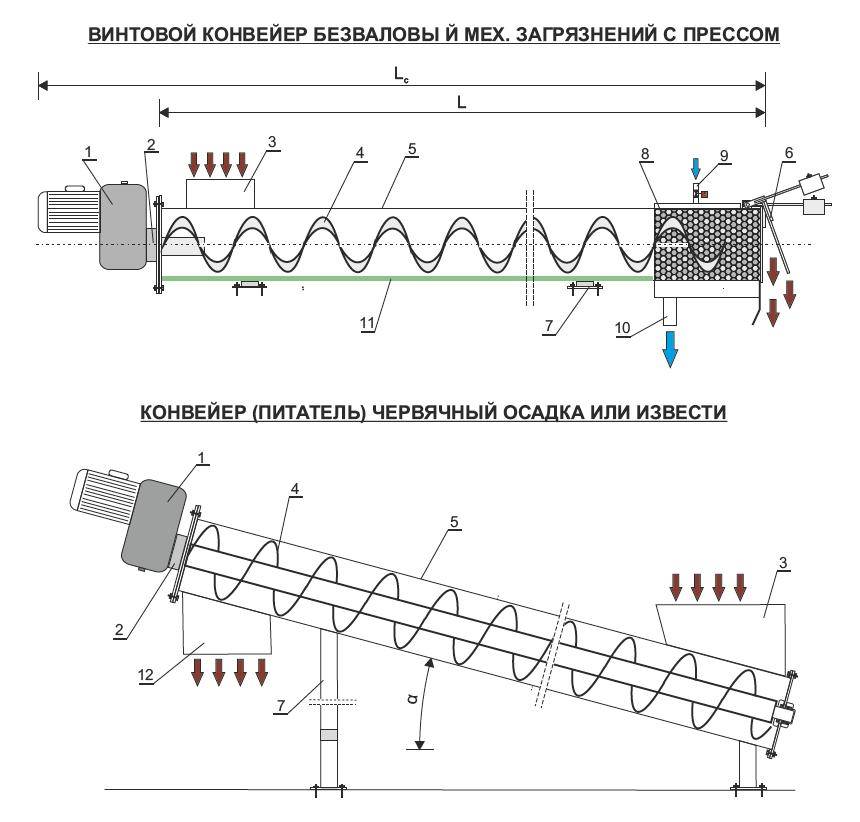
Корпус транспортера может быть расположен под углом до 60 градусов: при таком показателе еще сохраняется нужный уровень производительности.
Работать машина может без остановки в течение длительного времени, тем самым перемещая на производстве большое количество грузов.
Охрана труда и техника безопасности
К работе с оборудованием могут быть допущены только те сотрудники, которые прошли обучение по устройству агрегатов и правилам эксплуатации
Важно правильно смонтировать ограждения в рабочей зоне: они не должны ограничивать персоналу доступ к винтовому транспортеру, в то же время они должны обеспечивать безопасность. Рационально использовать сетчатые ограждения на металлическом каркасе: в этом случае работники смогут наблюдать за работой машины
Обязательна правильная экипировка для сотрудников: удобная спецодежда, комфортная обувь. Проходы и тоннели рядом с конвейерным оборудованием следует хорошо освещать и содержать в чистоте, а также не загромождать посторонними предметами. Если какие-либо элементы машины находятся на высоте более 1 м над полом, необходимо обустроить рядом площадки с барьерами. Если работа осуществляется с пылящими материалами, нужно исключить проникновение мелких частиц в воздух
Для этого укрепляются стыки секций, а также используются специальные фильтрующие устройства.
Важно исключить проведение сервисных манипуляций в процессе работы оборудования. Обязательно следует предусмотреть заземление и безопасные пусковые приборы
Виды винтовых конвейеров
Есть несколько категорий, по которым классифицируются шнековые транспортеры.
- По типу корпуса они делятся на:
- Открытые (материал перемещается по желобу, представляющему собой полуцилиндр);
- Закрытые (винтовой шнек спрятан в закрытую трубу).
- По типу винта:
- Одноходовые;
- Двухходовые.
- По направлению движения шнека:
- Правого вращения;
- Левого вращения.
- По расположению корпуса:
- Горизонтальные;
- Наклонные;
Также параметрами различий может служить длина винтового конвейера, диаметр витка, скорость вращения шнека, по переменности шага. Купить оборудование, соответствующее потребностям вашего предприятия, вы можете в компании «Квадро Групп». Мы осуществляем работу под заказ, проектируем индивидуальные шнековые транспортеры для зерна для организаций агропромышленного и сельскохозяйственного комплекса.
Покупайте шнеки по доступной цене
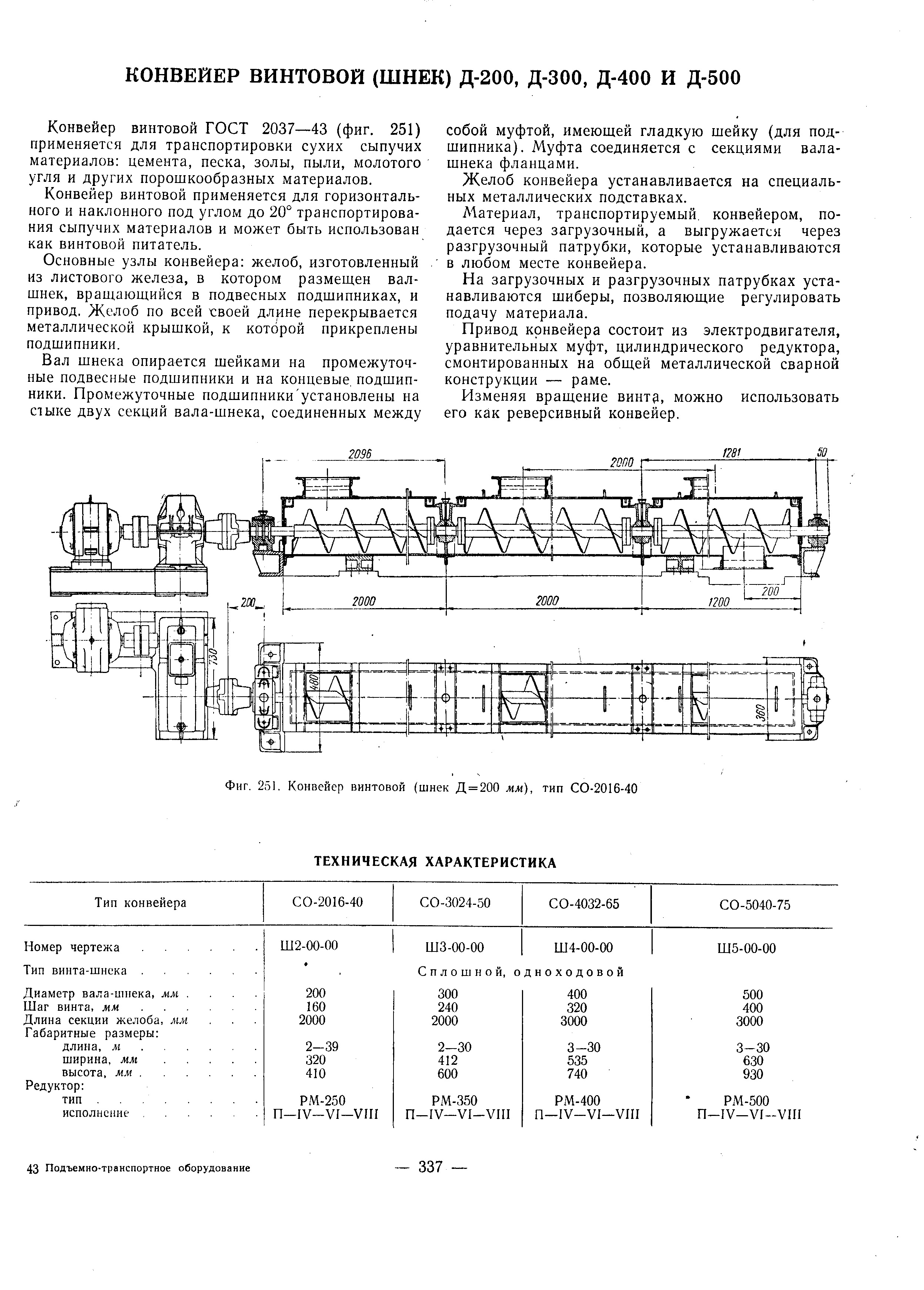
Шнек (винтовой конвейер) предназначен для транспортировки сыпучих веществ с фракцией до 20 мм. Это могут быть такие продукты, как сахар, мука, зерно, щепа, цемент, песок, опилки и т.д.
Отличительными особенностями шнека является удобное применение и простое сервисное обслуживание. Использование шнеков закрытого типа позволяет снизить уровень запыленности и шума в процессе транспортировки.
Широко используются шнеки в промышленности и машиностроении, а также в качестве смесителей и дозаторов. Купить винтовые модели можно по доступной стоимости, они бывают разных размеров, диаметра и формы винта.
Винт
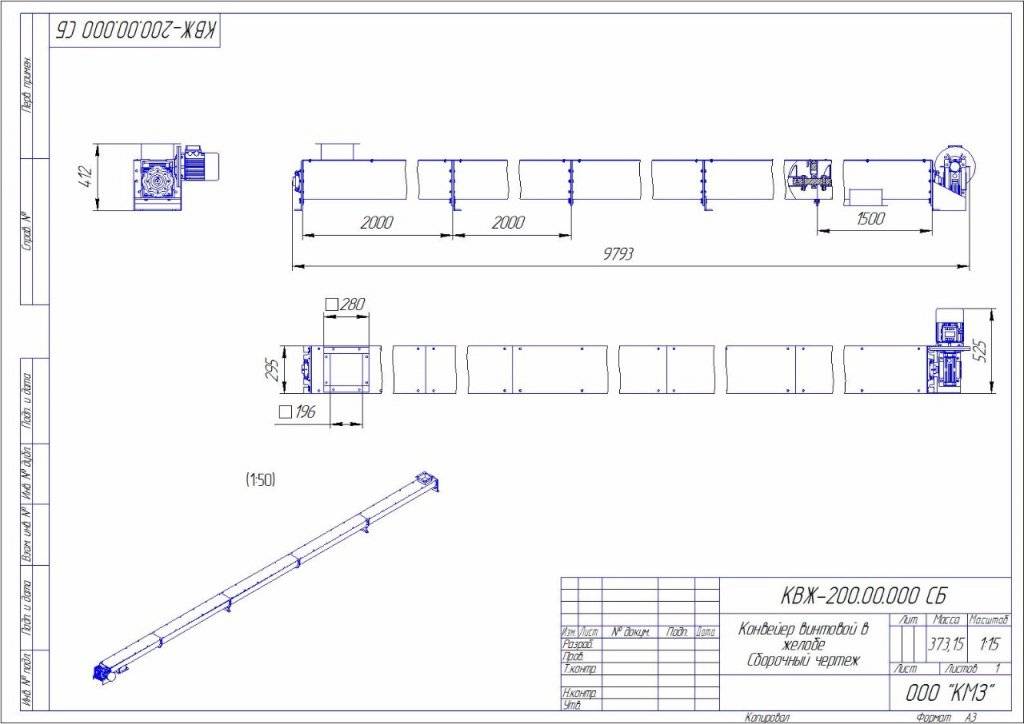
Винт состоит в основном из вала и винтовой поверхности — непрерывной стальной ленты, приваренной к валу, наклон которой ограничен внутренним и внешним диаметрами вала. Вал винта — обычно бесшовная толстостенная труба с высокой прочностью на разрыв, небольшой массой и незначительным прогибом. Приводная часть и хвостовик приварены к валу. Винты небольшого диаметра или очень короткие винты имеют сплошной вал с затянутым на резьбе концом. После монтажа винтовой поверхности вал необходимо отцентровать и при необходимости снизить биение. При более длинном вале соединительные муфты секций вала имеют промежуточные подшипники.
Таким образом легко обеспечивается взаимозаменяемость секций, что особенно важно для цилиндрических валов. Шаг винта обычно такой же, как диаметр винта. Перья винта должны характеризоваться низким сопротивлением трению
Их иногда закаливают или снабжают специальным покрытием для уменьшения износа и сопротивления продукта трению. Изредка проектируют отдельные перья шнека, и в этом случае перо представляет собой диск с соответствующим внутренним и внешним диаметрами. Эти перья соответственно изгибают до требуемого наклона и в конечном итоге устанавливают на валу одно сзади другого
Перья винта должны характеризоваться низким сопротивлением трению. Их иногда закаливают или снабжают специальным покрытием для уменьшения износа и сопротивления продукта трению. Изредка проектируют отдельные перья шнека, и в этом случае перо представляет собой диск с соответствующим внутренним и внешним диаметрами. Эти перья соответственно изгибают до требуемого наклона и в конечном итоге устанавливают на валу одно сзади другого
Шаг винта обычно такой же, как диаметр винта. Перья винта должны характеризоваться низким сопротивлением трению. Их иногда закаливают или снабжают специальным покрытием для уменьшения износа и сопротивления продукта трению. Изредка проектируют отдельные перья шнека, и в этом случае перо представляет собой диск с соответствующим внутренним и внешним диаметрами. Эти перья соответственно изгибают до требуемого наклона и в конечном итоге устанавливают на валу одно сзади другого.
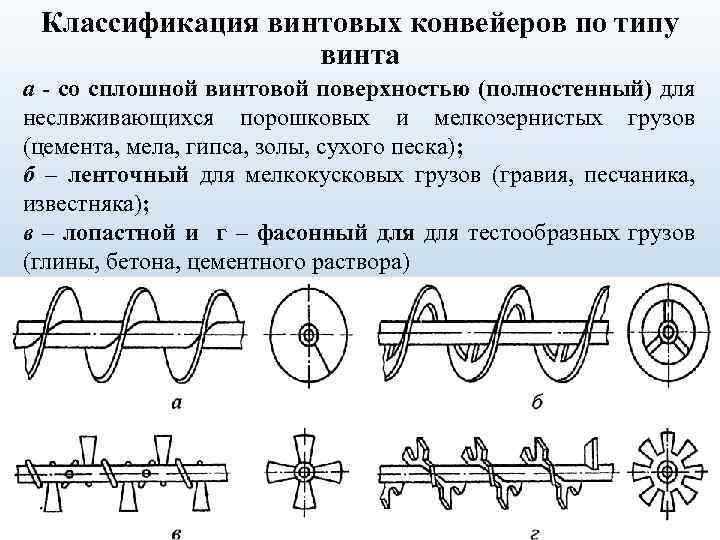
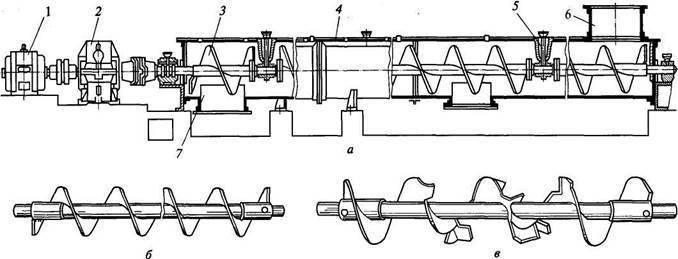
Винты могут иметь различную конструкцию. Показан двухзаходный винт, имеются две винтовые поверхности — одна внутри другой. Преимущество такого винта в том, что он препятствует движению назад продуктов с хорошей сыпучестью. Многозаходные винты обычно используют на вертикальных винтовых конвейерах.
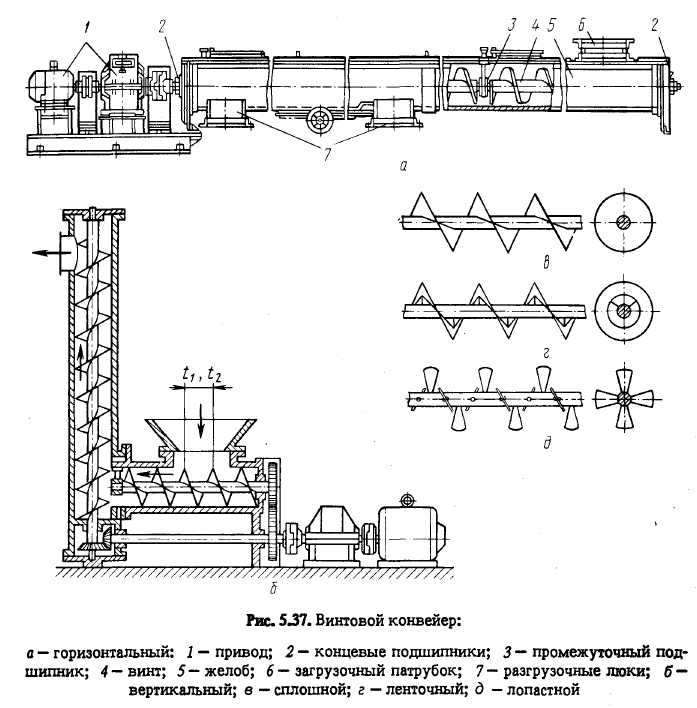
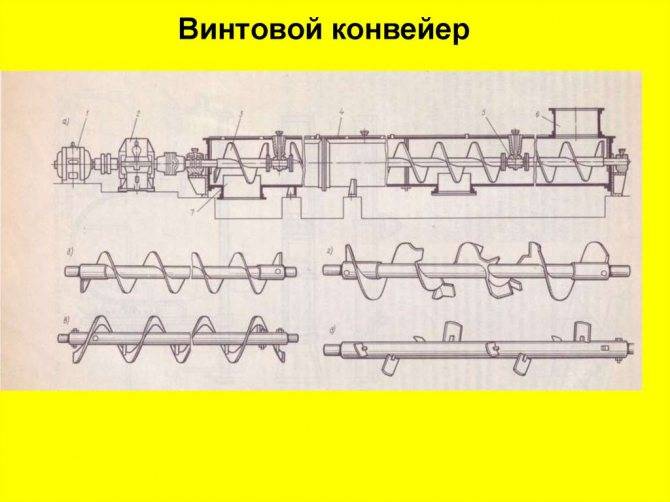
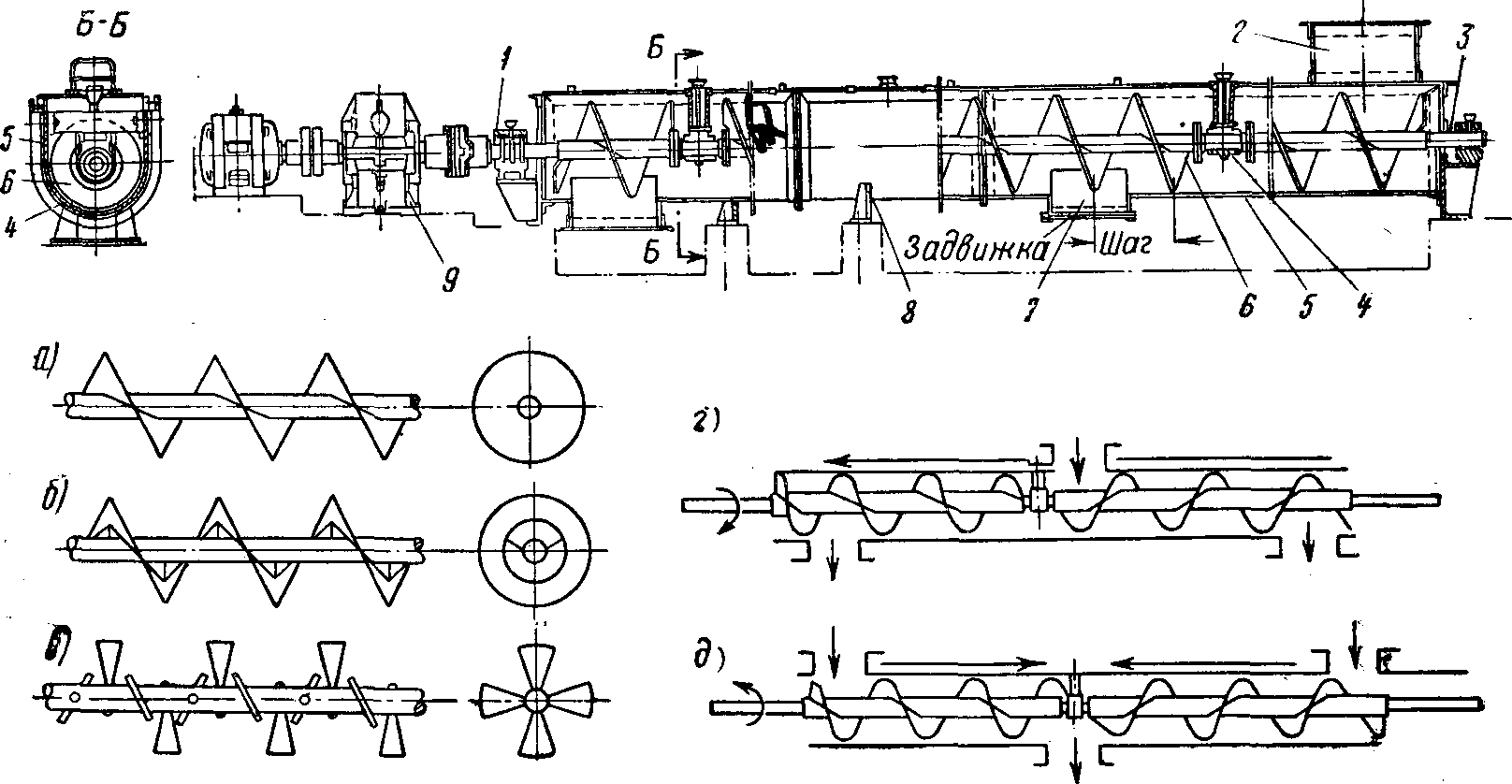

Показан винт, состоящий из ленточной поверхности, проходящей на некотором расстоянии от вала и вблизи стенок желоба. Этот тип винта используют при транспортировании продуктов для обеспечения определенного смешивания. Их производительность почти равна производительности винта со сплошной поверхностью.
Показана коническая винтовая поверхность с увеличением диаметра к выпускному отверстию. Приемное отверстие размещено в стороне винта с наименьшим диаметром. Конические винты используют для трудносыпучих продуктов, которые могут уплотняться; продукт разрыхляется в процессе транспортирования.
Помимо описанных, существуют некоторые другие варианты смешивания или перемешивания продукта в процессе транспортирования. В этом случае винтовую поверхность делают прерывистой или составляют из ряда износостойких смешивающих перьев.
Из-за невозможности полностью опорожнить желоб горизонтального винтового конвейера вследствие зазора между кромкой винтовой поверхности и стенкой желоба, могут смешиваться несколько продуктов. Существует также опасность повреждения продукта, так как он может защемляться между кромкой винтовой поверхности и стенкой желоба; продукт также подвергается непрерывному трению о стенки. Помимо этого, посторонние предметы в массе продукта могут вызвать значительное повреждение винтовой поверхности или даже закупорку винтового конвейера. Иногда винт можно освободить, повернув его в противоположном направлении.
Винтовую поверхность необходимо периодически проверять на наличие повреждений. Длинные винты обычно делают составными, из отдельных секций, которые можно легко снимать или ремонтировать. Осевое давление и прогиб винта, вызывающие контакт винта с желобом и его износ, необходимо проверять у очень длинных конвейеров. Обычно привод винтового конвейера располагается на разгрузочном конце; в этом месте вал работает на растяжение, а не на сжатие, что может вызвать искривление вала.
Основные узлы ленточных конвейеров
Транспортная аналитика » Конвейерные установки подземного транспорта » Основные узлы ленточных конвейеров
Страница 1
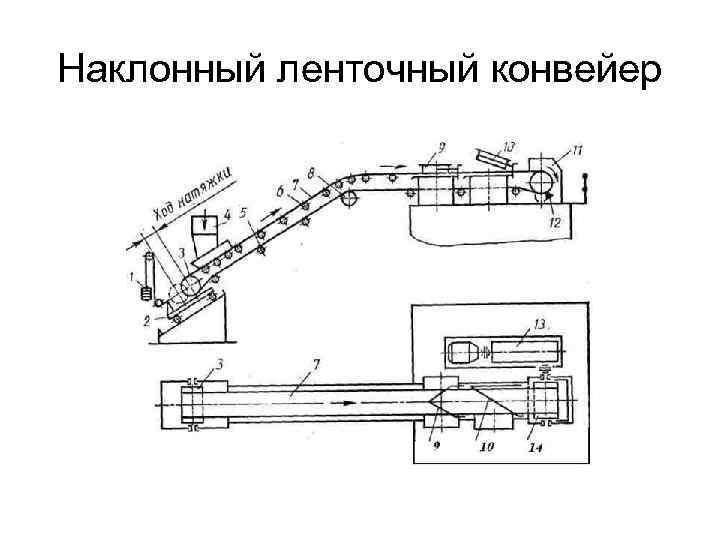
В ленточных конвейерах лента с лежащим на ней грузом перемещается по стационарным роликоопорам и служит одновременно грузонесущим и тяговым органом. Лента приводится в движение одним или несколькими приводными барабанами, связанными через редуктор с двигателями.
Ленточный конвейер (рис. 1) состоит из приводного устройства 1, роликового става 2 и натяжного устройства 3. Конвейерная лента 4 служит одновременно тяговым и грузонесущим органом. Ленточные конвейеры оборудуют вспомогательными приспособлениями, к которым относятся очистные и загрузочные устройства. Все конвейеры снабжены аппаратурой управления приводом, а наклонные — устройствами, улавливающими ленту при обрыве (ловителями).
Рисунок 1. Схема ленточного конвейера
Конвейерные ленты выпускают с тканевой основой и с основой из стальных тросов.
Рисунок 2. Основные типы конвейерных лент: а — тканевая; б — резинотросовая.
Конвейерные ленты с тканевой основой состоят из каркаса, воспринимающего основные нагрузки на ленту, и обкладок, защищающих каркас от механических повреждений. Каркас представляет собой многослойную конструкцию, состоящую из нескольких слоев тканевых прокладок (толщиной 1,2…1,5 мм), связанных между собой тонкими резиновыми прослойками толщиной 0,2—0,3 мм. Толщина верхней обкладки составляет 3-6 мм, нижней 1-3 мм. Тканевые прокладки делаются из капрона, лавсана, анида, иногда из комбинированных тканей, сотканных из синтетических и хлопчатобумажных нитей.
Обкладки выполняют из резины или поливинилхлорида. Толщина верхней обкладки (на которой лежит груз) больше, чем нижней. Прочность тканевых конвейерных лент характеризуют разрывным усилием (Н/мм) одной прокладки, отнесенным к 1 мм ее ширины. Запас прочности на растяжение тканевых лент 8,5-10.
Мощные конвейеры оборудуют конвейерными лентами с основой из тросов. Каркас этих лент состоит из одного слоя стальных тросов диаметром 2,5—10 мм в количестве до 160 штук. Резиновые обкладки служат для защиты тросов от механических повреждений и коррозии. Запас прочности на растяжение резинотросовых лент 6,5—8,5.
Для конвейеров, используемых на горных предприятиях, принят следующий ряд лент по ширине: 800; 1000; 1200; 1400; 1600; 1800; 2000; 2500; 3000 мм.
В связи с тем, что заводами выпускаются ленты отрезками длиной не более 300 м, при монтаже приходится соединять концы для образования бесконечной ленты. Соединение концов производят как в мастерской, так и непосредственно на конвейере. К соединениям предъявляют требования возможно малого ослабления ленты в месте стыка, отсутствия заметного утолщения, сохранения гибкости стыка и долговечности.
В некоторых случаях для соединения концов применяют шарнирные металлические скобы, крючки или соединение внахлестку заклепками. Прочность и долговечность таких соединений невелика. Наилучшие результаты дает соединение горячей или холодной вулканизацией. Длина стыка как многопрокладочных, так и резинотросовых лент должна быть на 200—400мм больше ширины ленты. Горячая и холодная вулканизация применяется также при профилактическом ремонте поверхности ленты.
Страницы: 1
Схема технологического процесса на объекте проектирования Технологический процесс — это часть производственного процесса, содержащая целенаправленные действия по изменению и определению предмета труда. Прием приборов в ремонт Схема технологического процесса электротехнического участка Ремонт деталей …
Расчет муфты сцепления Большинство фрикционных муфт сцепления работают в условиях сухого трения, предполагающего отсутствие смазки между поверхностями. В последние годы начинают все шире применяться фрикционные устройства, работающие в масле в условиях граничного или полужидкостного трения. В обоих случаях исходными данн …
Разработка масштабного плана станции Масштабный план станции вычерчивается в масштабе 1:2000. Накладку плана станции начинают с нанесения её продольной и поперечной осей. За продольную ось станции принимаем ось главного пути. За поперечную ось станции принимается линия, проходящая через ось пассажирского здания. Ось главного пути расп …
Винтовые конвейеры: основные преимущества
Ключевыми достоинствами конвейерных агрегатов данного типа являются:
– Мобильность. Транспортерный механизм при необходимости можно быстро разобрать, перевезти и собрать на другом объекте. Процедуры монтажа и демонтажа занимают минимум времени.
– Ремонтопригодность. Наиболее уязвимыми узлами устройств являются шнеки и приводные механизмы. Неисправные или изношенные подвижные элементы при необходимости можно заменить.
– Универсальность. Конвейерный агрегат может использоваться в самых разнообразных целях. Оборудование применимо для работы с большинством видов сыпучих изделий.
Классификация конвейеров
С новыми технологиями усовершенствовались и модели конвейеров. На сегодняшний день для оптимизации логистических процессов компаниям просто необходимо использовать технологические инновации. Конвейер широко используется во многих отраслях, он значительно упрощает процесс транспортировки различных грузов — от сыпучих до твердых.
Их классифицируют по таким парамаетрам, как тип привода:
- грузонесущие и тяговые (канатные, ленточные, цепные, пластинчатые, люлечные и т.д.) – груз передается при помощи грузонесущих или тянущих элементов;
- без тягового элемента (гравитационные, инерционные, винтовые) – груз перемещается с использованием силы тяжести;
- приводные (электрический или пневматический) – груз движется раздельно от рабочих органов, за счет кругового вращения или возвратно-поступательных движений;

По роду использования
- стационарные устанавливаются на полу;
- мобильныеможно перемещать и подвешивать;
- по свойствам груза (насыпные, штучные и т.д.).
Практически все контейнеры применимы в производственных, складских и промышленных процессах. В зависимости от обработки груза, его физических параметров и состава, а также размеров конвейера и площади помещения, зависит выбор типа контейнера.
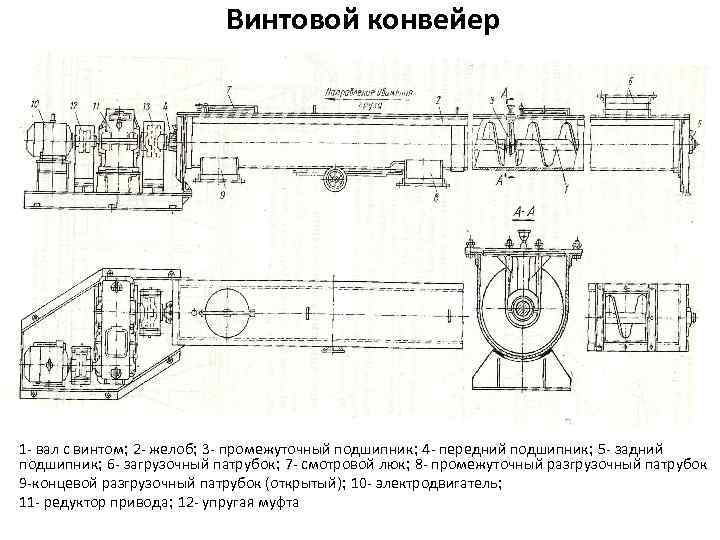
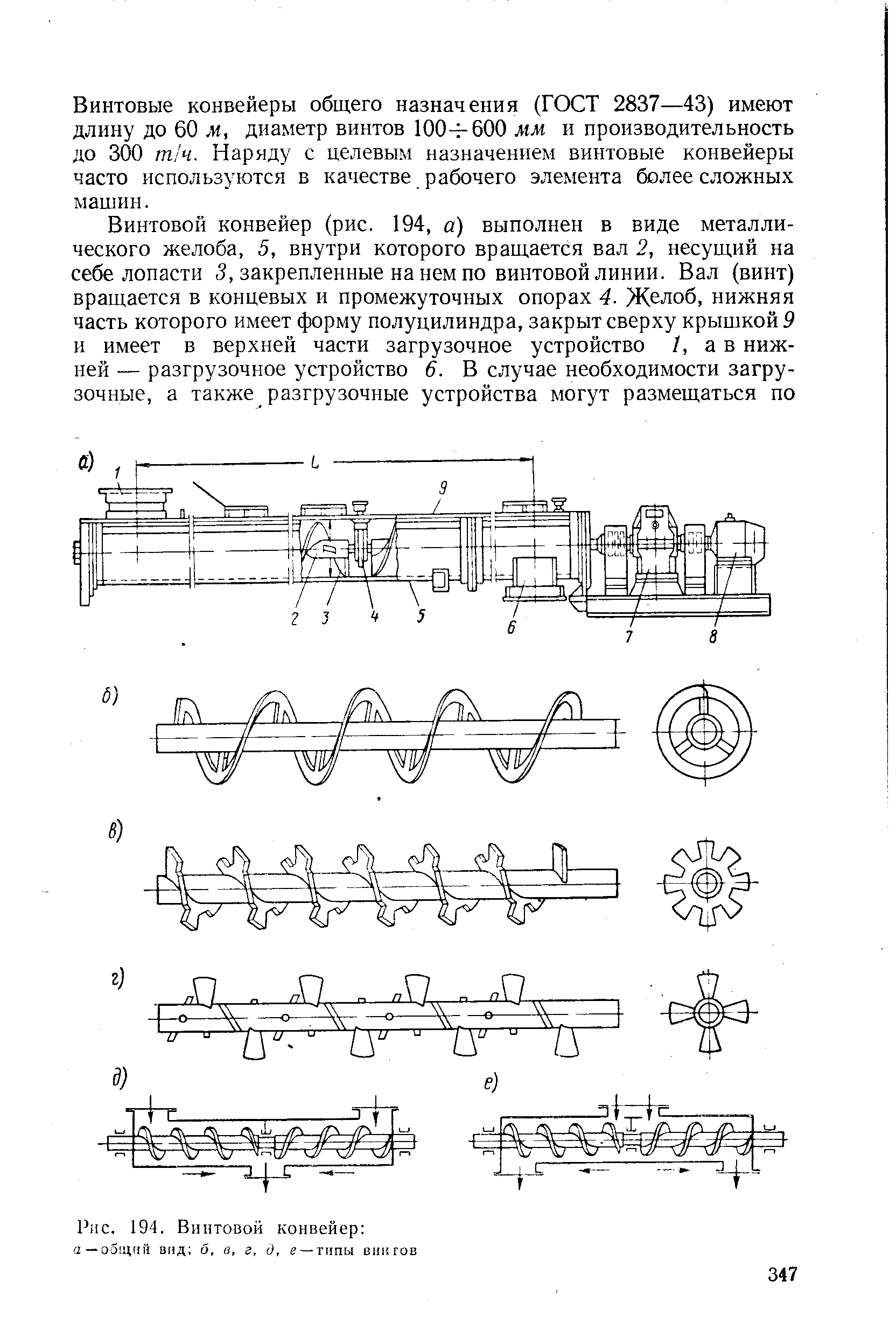
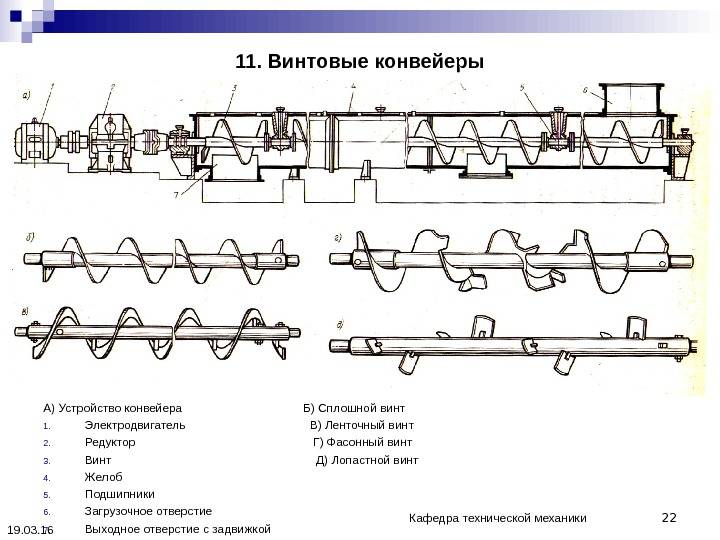
Основные элементы
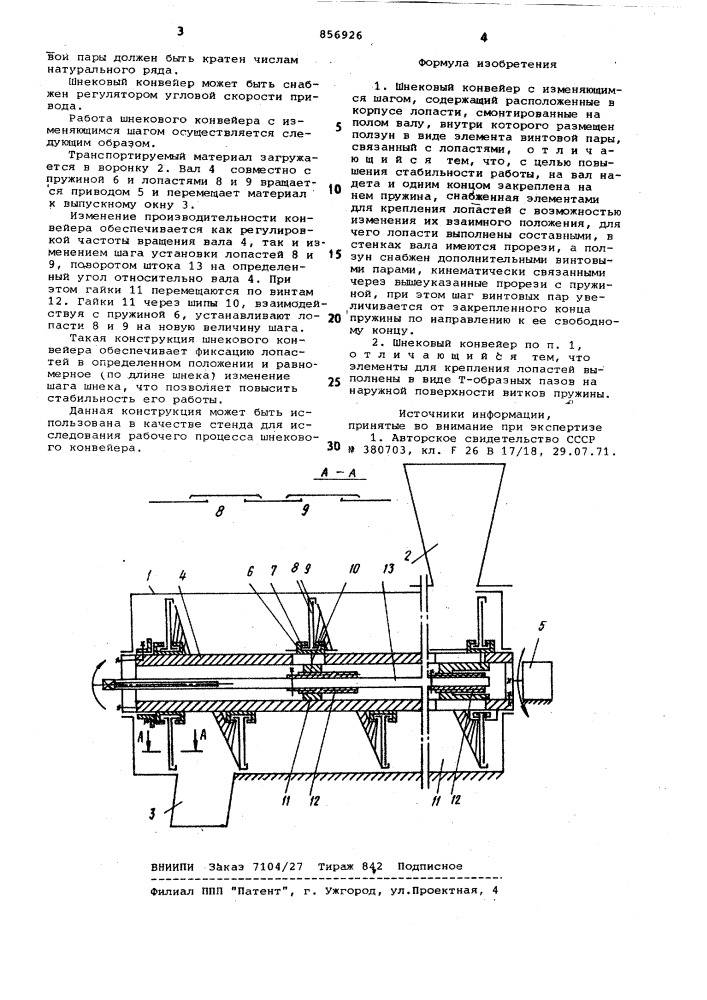
Рассматриваемый механизм для транспортировки сыпучих материалов состоит из достаточно большого количества различных элементов. Схема винтового конвейера характеризуется следующими особенностями:
- Как ранее было отмечено, винтовые конвейеры проводят перемещение сыпучих материалов. Именно поэтому важным элементом конструкции можно назвать винт или шнек. Он принимает усилие от привода и передает усилие самому материалу. Встречается довольно большое количество различных вариантов исполнения шнеков: фасонные, сплошные, ленточные, лопастные и другие. От формы во многом зависят эксплуатационные характеристики устройства.
- Довольно большое распространение получили сплошные винты, которые собираются путем соединения секций. В качестве основного материала применяются листы толщиной 2-5 мм. Основой выступает полый вал.
- Прочный винтовой вал может выдерживать весьма высокую степень воздействия. Именно поэтому его изготавливают длиной до 50 метров. Однако, обеспечить требуемые условия эксплуатации можно только при креплении в нескольких точках.
- Желоб представлен корпусом, которые часто изготавливается при применении металлического листа толщиной 2-8 мм. Как ранее было отмечено, нижняя часть напоминает форму полуцилиндра. Основным параметром можно назвать емкость конструкции.
- По торцевым сторонам располагаются специальные отверстия, предназначенные для установка подшипников.
- Желоб закрывается крышкой, за счет чего обеспечивается требуемая степень герметичности.
- Основная часть конструкции может собираться из нескольких отдельных секций. Ширина цилиндрической части может варьировать в пределе от 5 до 10 метров. Существенно повысить жесткость конструкции можно за счет размещения большого количества ребер жесткости.
- В средней части также могут быть расположены подшипники, за счет которых повышается степень фиксации шнека. Хвостовые подшипники рассчитаны исключительно на восприятие радиальной нагрузки.
- Привод винтового конвейера представлен сочетанием достаточно большого количества различных элементов, которые предназначены для изменения параметров вращения и его передачи. В качестве основного элемента применяется электрический двигатель, который соединен с редуктором или системой шкивов, зубчатых колес. В большинстве случаев привод отвечает за уменьшение количества оборотов и повышения передаваемого усилия.
Выбираются размеры окна шнекового транспортера в зависимости от того, какое вещество будет транспортироваться.





