

Как выбрать?
Зиг-машина может применяться в широком диапазоне. Например, при помощи устройства можно обработать кромку металла на изделии, также можно выполнить гофрирование листа, его отбортовку, нанесение рёбер жёсткости, в том числе и для трубы, резку и закат вальцов.
Чтобы устройство работало без сбоев, нужно его правильно выбрать. Для этого в первую очередь необходимо изучить характеристики рассматриваемого изделия. При этом обязательно учитывайте то, с каким металлом вы собираетесь работать, а также количество заказов.
Как уже стало понятно, вам необходимо смотреть на один главный критерий – толщину обрабатываемого материала, а также на вылет роликов. Помните, что толщина металлической поверхности – самый важный вопрос. Например, ручной станок способен обработать изделие, которое имеет толщину не более 1 мм, а электростанок может справиться с металлом, имеющим толщину около 2 мм и более.
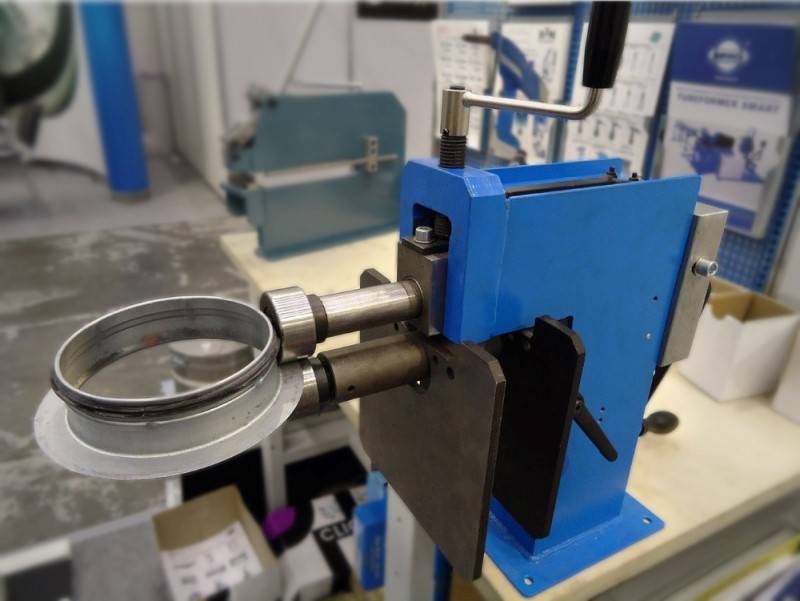
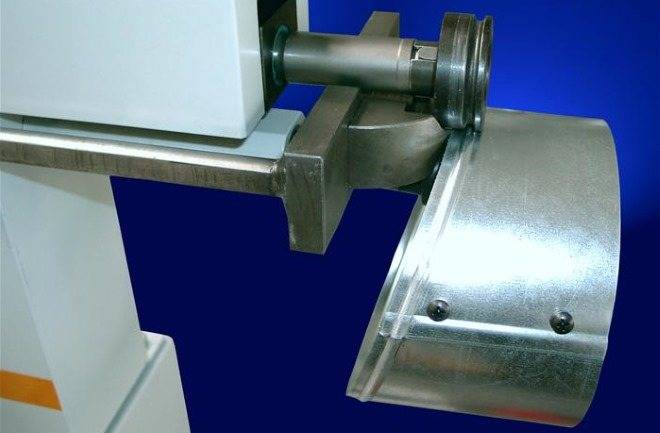
Обязательно обратите внимание на вылет роликов. Что это такое? Между формирующими роликами и упорной пластиной имеется некое расстояние. Этот параметр и называется вылет роликов
Именно этот фактор отвечает за глубину обработки металлической поверхности или трубы. Чем больше вылет роликов, тем больше технических возможностей у станка
Этот параметр и называется вылет роликов. Именно этот фактор отвечает за глубину обработки металлической поверхности или трубы. Чем больше вылет роликов, тем больше технических возможностей у станка.
Тип привода также имеет значение.
У ручных станков есть свои преимущества. Они компактны, мобильны, удобны в использовании, имеют небольшую цену. Им не нужно электричество. С их помощью можно обработать тонколистовое изделие. Они используются на высоте, то есть непосредственно на крыше при изготовлении необходимых комплектующих для формирования кровли. Недостатки также имеются. Валы вращаются вручную, и специалист быстро устаёт. Работать можно только с тонким материалом, и данные изделия требуют установки исключительно на горизонтальной поверхности.
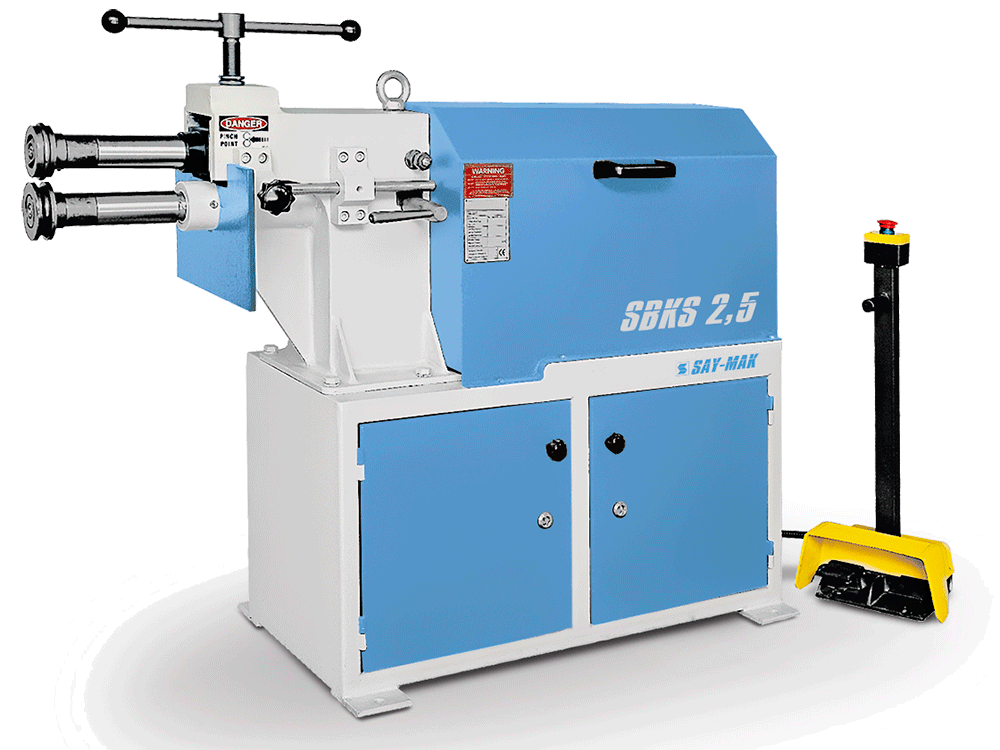
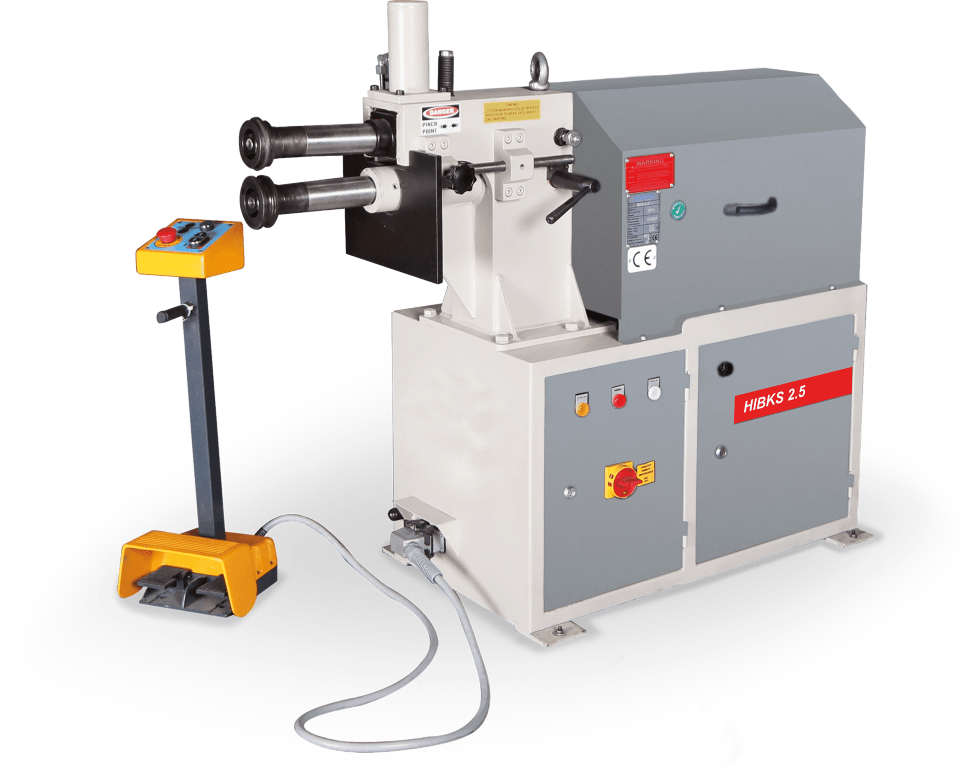
Зиг-машины с электроприводом – это мощное производство. Некоторые из таких единиц могут справиться с металлической поверхностью, имеющей толщину 8 мм. Конструкция довольно устойчива. Здесь валы вращаются при помощи электродвигателя. Такой станок позволяет изменить скорость работы. Обрабатываемые изделия имеют отличное качество.
Безопасность – это ещё один плюс. Все работы выполняются с пульта управления или педальным способом. Естественно, подобное устройство имеет высокопроизводительный характер. Среди недостатков можно выделить высокую стоимость и обязательное снабжение станка электричеством. Между прочим, Россия, как производитель, может предложить довольно качественные модели, которые ничем не отличаются от зарубежных.
Классификация устройств
Большое количество современных зиговочных установок можно разделить по классам в соответствии с их наиболее важными показателями или конструктивными особенностями. Чаще всего такие станки разделяют в зависимости от типа привода:
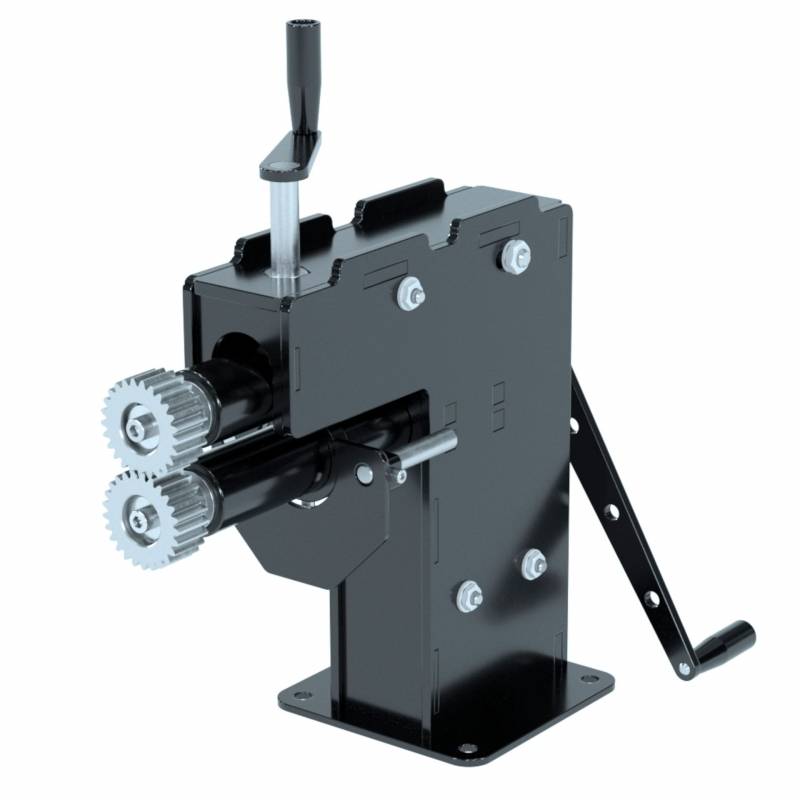
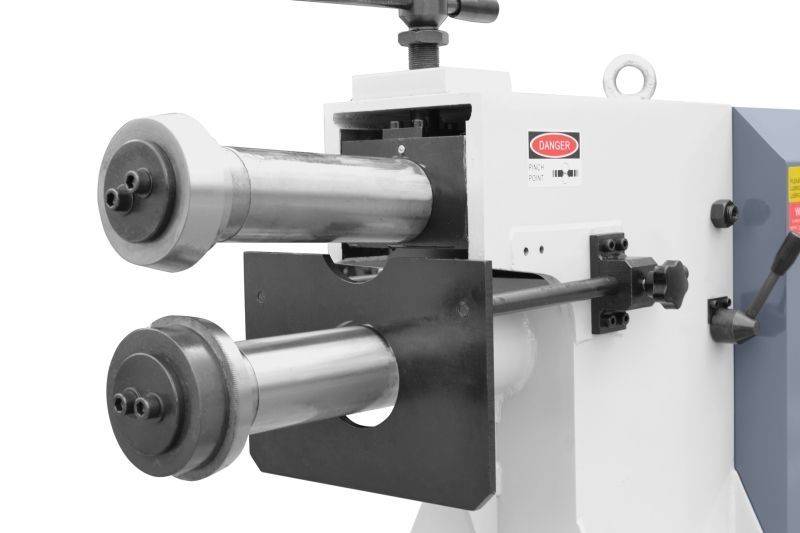
- Ручные – наиболее распространенный вариант зиговочного станка. Все рабочие механизмы данного станка приводятся в действие исключительно посредством применения физической силы его оператора. Например, в верхней части станка располагается специальная рукоятка, при помощи которой осуществляется прижим валиков с рабочими роликами. Ролики можно прокручивать вместе с зафиксированной между ними деталью. Для качественного применения станка данного типа от оператора требуются определенные навыки, поскольку для обработки детали необходимо одновременно использовать сразу несколько элементов управления. Максимальна толщина детали, с которой можно работать на данном станке составляет 15 мм.
- Гидравлические – наиболее мощные зиговочные машины, но в то же время и наиболее дорогие. Технические характеристики таких станков позволяют работать с металлическими заготовками внушительной толщины. Гидравлика осуществляет качественный прижим роликов к заготовке и надежную ее фиксацию. В то же время прокручивание роликов и передвижение обрабатываемой заготовки осуществляется посредством проводного механизма электрического типа. Кроме высокой цены, есть у этих аппаратов и другой недостаток – серьезные габариты. Именно поэтому данные устройства чаще всего применяют на больших производствах.
- Средним по мощности вариантом зиговочной машины считается аппарат с электрическим приводом. Такой станок стоит дороже, чем ручной, но значительно дешевле, чем гидравлический. Стоит отметить, что, кроме электрического привода, в данном станке присутствует и классический механический привод. Именно с его помощью фиксирую заготовку между роликами, которые вращаются уже благодаря приводу электрическому.
Описание технологии
Для создания рельефного изображения на металлическом листе малой толщины применяется современное оборудование – зиговочная машина. Она снабжена специальными валиками, которые в процессе оставляют особые канавки (зиги). Они могут быть как плоскими, так и иметь необходимый объем.
С помощью зигмашины выполняется несколько операция, в том числе:
- резка;
- рифление;
- отбортировка.
В зависимости от мощности, оборудование может обрабатывать металлические листы разной толщины. Наименее мощные – ручные зиг-машины, они способны выполнять операции для металла с толщиной от 0,3 до 1 мм. Электрические наносят рельеф на более толстые листы – до 2 мм.
Для зиговки используют три типа станков:
- ручные зиг-машины;
- оборудование с электроприводом;
- гидравлические механизмы.
Сам принцип работы во всех трех типах оборудования одинаков, различается лишь мощность и производительность. Есть и еще один параметр, который важен при выборе станков – расположение валов, на которые надевают рабочие ролики с нужным типом рельефа. Валы могут располагаться горизонтально, вертикально или наклонно.
Сама по себе операция нанесения зиг на поверхность металла несложна, но ее исполнение требует аккуратности и соблюдения технологии, ведь от правильности проведения обработки зависит дальнейшая прочность изделия.
Процесс нанесения рельефа в поэтапном исполнении выглядит так:
- на рабочую поверхность с нижним валиком укладывают заготовку, поднятый верхний вал с надетым роликом опускают сверху;
- деталь фиксируют специальными прижимными винтами;
- для надежной фиксации и более глубокого продавливания рельефа применяют специальный упор;
- для обработки прочным стальных листов большой толщины применяют мощные электрические и гидравлические станки;
- при нанесении рельефа на листы мягкого металла (алюминия, медных сплавов) увеличивают расстояние между канавками-зигами и их радиус;
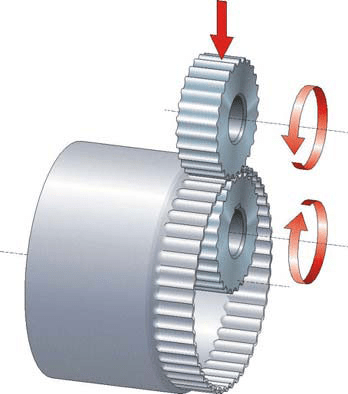
- валы, вращаясь в противоположном направлении по отношению к роликам, оказывают давление на заготовку, в результате чего и появляются углубления рельефа.
Если рельеф недостаточно ярко выражен после первого проведения операции, ее повторяют несколько раз. Зиговка металла считается оконченной только в случае получения достаточной глубины рельефа.
Популярные ручные модели
Рейтинг составлен на основе популярности у покупателей.
Prinzing SM 50
Страна производитель – Германия. Ручной станок может использоваться в производстве воздуховодов и водостоков. Модель предназначена для использования в мелкосерийном производстве. Она приспособлена для проведения различных зиговочных операций.









У станка прочный сварной корпус. Материал изготовления – высокопрочная сталь. Валы установлены на точных подшипниках. Компактный размер станка позволяет его легко транспортировать.
Технические характеристики:
масса – 25 кг;
максимальная толщина металла – 1,25 мм;
габаритные размеры – 570х220х440 мм.
Достоинства:
- компактность;
- автономность;
- мобильность.
Недостатки не выявлены.
RAS 11.15
Страна производитель – Германия. Мощный ручной зиговочный станок. Корпус выполнен из высокопрочной листовой стали. Модель считается многофункциональной, может работать с всеми видами цветных и чёрных металлов.

Технические характеристики:
масса – 22 кг;
максимальная толщина металла – 1,25 мм;
габаритные размеры – 700х160х400 мм.
Достоинства:
- мобильность;
- энергонезависимость;
- невысокая стоимость;
- компактность;
- надёжность;
- простота работы и обслуживания.
Недостатки не выявлены.
Bendmak SW-80
Страна производитель – Турция. Мощный зиговочный станок с ручным прижимом верхнего ролика. В комплект оборудования входят 8 пар роликов, установочный ключ и упорная пластина. Станок может работать со всеми видами металла.

Технические характеристики:
масса – 35 кг;
максимальная толщина металла – 0,8 мм;
габаритные размеры – 300х200х500 мм.
Достоинства:
- простота работы и обслуживания;
- автономность;
- невысокая стоимость;
- мобильность;
- многофункциональность.
Недостатки не выявлены.
Keepler-Stan RM-140×1мм 00-00000222
Страна производитель – Россия. Ручной зиговочный станок оснащён игольчатыми упорными подшипниками. Модель предназначена для изготовления водосточных, вентиляционных систем, теплоизоляции и воздуховодов.










В комплект оборудования входят три ролика для отбортовки, гофрирования и прокатки рёбер жёсткости. В конструкции предусмотрены: продольная регулировка нижнего вала, прижим верхнего ролика.
Технические характеристики:
масса – 18 кг;
максимальная толщина металла – 1,0 мм;
габаритные размеры – 400х120х450 мм.
Достоинства:
- прочная конструкция;
- надёжность;
- простота работы и обслуживания;
- невысокая стоимость;
- мобильность;
- автономность.
Недостатки не выявлены.
Самодельная зиг-машина
Надежный зиговочный станок можно сделать, пользуясь предложенными чертежами. Они уже не раз опробованы своими руками и получаются достойные устройства. Можно дополнить предложенный чертеж устройством подъема прижимного вала, подшипниками и креплениями роликов и колес на резьбу.
- Прижимной вал имеет ход 12 мм. Нижний валик фиксируется на основании неподвижно. Чтобы валы не сдвигались во время работы, предусмотрены боковые упоры. Упорные втулки предупреждают передвижение вальцов в корпусе. Заменяя шайбы, можно изменять зазор рабочих роликов. Диаметр зубчатых колес должен составлять приблизительно 6 см;
- вал выполняется из двух элементов. Верхний — прижимной выполняется без посадочного кружка для ручки;
- колеса с зубьями фиксируются любым удобным методом, в процессе эксплуатации демонтироваться они не будут;
- для фиксации роликов используем шплинт, под который отмечаем и высверливаем отверстия. Необходимо учесть толщину шайб и длину рабочих роликов;
- коробка изготавливается из металла толщиной до 5 мм. Высота коробки составляется из высоты валов, зазора между ними (около 1 см) и 1,5 см для подъема прижимного вала. Верхнюю крышку можно сделать съемной, так удобнее устанавливать валы;
- станина представляет собой две пластины, соединенные так, чтобы в разрезе получилась буква Т. Высота ее приблизительно 25 см, ширина определяется размерами корпуса. Соединять между собой станину можно любым способом. Удобно, если она сборная.
- ограничительный щиток вырезаем приблизительно 18 х 12 см из металла толщиной 3 мм. Посередине вырезаем отверстия под ролики. По краям привариваем штанги;
- рукоятку можно взять от старой мясорубки или сварить самостоятельно длиной около 30 см;
- ролики тоже придется делать самостоятельно. Если планируется интенсивно использовать зиговочный станок, желательно подобрать закаленную сталь. Главный поперечник ролика должен совпадать с расстоянием между центрами зубчатых шестеренок, когда они сцеплены для работы. Шплинты можно заменить простыми гвоздями или шпильками.
Станина может быть своими руками выполнена без чертежа в форме скобы из листа или трубы квадратного сечения. Ширина скобы определяет длину валов. Шестеренки ищем на свалке подержанных мотоциклов. Валы вытачиваем уже под готовый внутренний диаметр шестеренок. Под передний подшипник прижимного вала устанавливаем подвижную опору, чтобы проще было вынимать материал.
Но основное внимание при изготовлении станка своими руками нужно уделить вытачиванию и полировке роликов. Можно сразу сделать несколько пар различных профилей. Видеоролик о электромеханическом зиговочном аппарате с дополнительными приспособлениями и замене роликов на нем:
Видеоролик о электромеханическом зиговочном аппарате с дополнительными приспособлениями и замене роликов на нем:
Зиговочная машина — это специализированное оборудование, позволяющее выполнять такую технологическую операцию, как зиговка. Этот метод обработки, которой подвергаются заготовки из листового металла, не представляет особой сложности в технологическом плане, но для осуществления подобной обработки необходимо использование специальных машин. Такое оборудование, представленное на современном рынке большим разнообразием серийных моделей, может быть оснащено ручным, электрическим или гидравлическим приводом. При желании простейший зиговочный станок несложно изготовить своими руками.
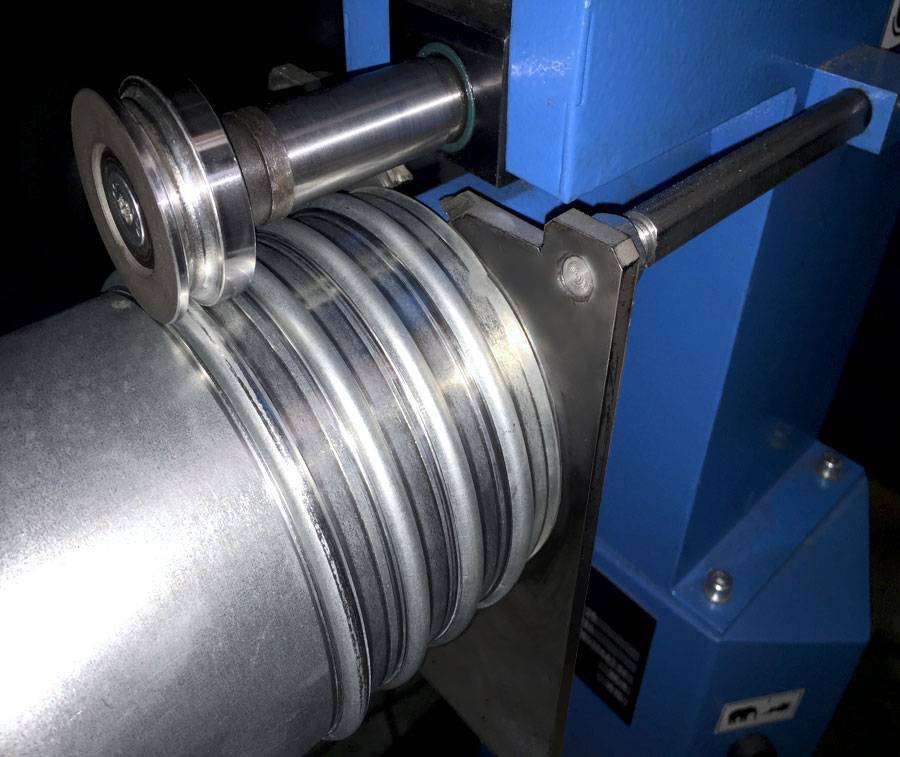
Работа зиговочной машины: нанесение двойного круглого фальца на заготовку цилиндрической формы
Зиговка листового металла: технология и оборудование
Зиговкой (или зигованием) называют работы по изготовлению поверхностного рельефа на металле при помощи непрерывно вращающегося инструмента – пары роликов. Профиль получаемых зигов соответствует профилю роликов, а для обработки могут быть использованы как плоские, так и объёмные заготовки (характерный пример — цилиндры).

Обработка на зиговочных станках
Преимущества процесса и рациональные способы его применения
Формовка поверхностного рельефа на заготовке не носит ударного характера и может выполняться на прессовом оборудовании, но прессам необходим неспециализированный инструмент – штампы, а особенность схемы работы гибочных механических установок предполагает стадию холостого хода, когда ползун машины перемещается в своё крайнее верхнее положение. Поэтому зиговка на ротационных машинах имеет явные технологические превосходства:
- Простота конструкции зигмашин, а, следовательно, их небольшая цена и низкая ремонтная сложность.
- Компактность оборудования (ряд фирм успешно конструирует и производит мобильные зиговочные станки с ручным приводом).
- Процесс зиговки ротационным инструментом отличается весьма низкими энергозатратами при работе, поэтому оборудование потребляет мало электроэнергии.
- На зигмашине обработка металла может выполняться непрерывно, а потому оборудование пригодно для пластического деформирования длинных листов и полос, притом – даже в автоматическом режиме.
- Технологические нагрузки на инструмент для зиговки невелики. Поэтому его стойкость позволяет длительную эксплуатацию до своего восстановления. Один и тот же комплект можно в результате перешлифовки на новый размер использовать повторно.





Особенно эффективны зиговочные станки в мелкосерийном производстве, когда на одной и той же установке путём простой замены инструмента можно изготовить разные детали. В частности, на зигмашинах типа ИВ2714 успешно выполняют работы по фальцовке трубчатых соединений, производят местное профилирование, наносят периодический рельеф и даже отрезают отдельные фрагменты ленты/полосы после деформирования. Зиговка повсеместно используется также при работах с элементами вентиляционных систем.
Гофрирование поверхности





