

Описание технических характеристик
Устройство станка
Для токарного станка модели 163 характерна простота эксплуатации. Достижение оптимального результата обработки заготовок возможно только после изучения его технических характеристик и правил работы на этом оборудовании.
Как и все оборудование этого класса, выпускаемое в середине 20-го века, токарный станок имеет достаточно большие размеры, которые составляют 353*152*129 см. Это объясняется его универсальностью и возможностью выполнения широкого спектра операций. При этом масса установки составляет 4050 кг.
Для точного анализа возможностей, которыми обладает токарно-винторезный станок 163, следует изучить его основные технические характеристики. Они заключаются в следующем:
- максимально допустимые размеры обрабатываемых деталей зависят от способа их установки. Над станиной этот параметр не может превышать 63 см, над суппортом – 35 см;
- длина заготовки не может быть больше значения 140 см;
- шпиндельная головка имеет отверстие диаметром 70 мм;
- шпиндель может вращаться с частотой от 10 до 1250 об/мин;
- число скоростей шпиндельной головки зависит от направления вращения. При прямом движении этот параметр равен 22, при обратном – 11;
- количество подач резцовых салазок, продольных и поперечных каретки равно 32;
- быстрые смещения осуществляются со скоростью 3,6 м/мин (продольные) и 1,3 м/мин (поперечные).
Мощность электродвигателя для главного привода составляет 13 кВт. Но кроме этого при расчете максимальной нагрузки на электросеть следует учитывать характеристики вспомогательных силовых установок. Их суммарная мощность равна 2,2 кВт. В их число также входят электронасосы, обеспечивающие функционирование системы смазки и подачи охлаждающей жидкости.
Изготовители и поставщики трубонарезных станков
Большой выбор трубонарезного оборудования предоставлен на официальных сайтах самых разных производственных объединений.тметим наиболее ведущих изготовителей и поставщиков трубонарезного оборудования:
- ОАО «Рязанский станкостроительный завод»;
- ЗАО «Коломенский завод тяжёлых станков»;
- ООО «Тбилисский станкостроительный завод»;
- ООО «СКБ-ЗТС»;
- ОАО «Саста»;
- компания ООО «RuStan»;
- компания «RusStanko»;
- компания «Абамет»;
- компания «Flagma».
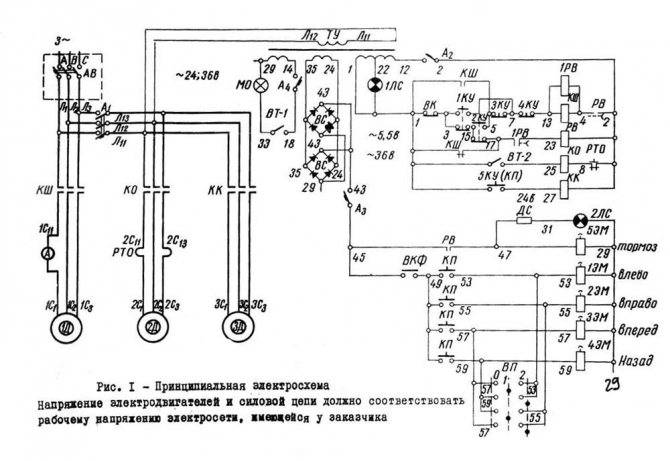
Электросхема трубонарезных станков, также и электросхема представленного станка, находятся в открытом доступе в сети интернет. Также не требует большого труда скачать его паспорт и инструкцию по эксплуатированию.
Не обращая внимания на то, что с конструктивной точки зрения, трубонарезной станок 1А983 по множеству показателей уступает собственным современным аналогам, он не перестает пользоваться популярностью в разных областях товарного производства и народного хозяйства во многом благодаря собственной надежности и ремонтопригодности.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Рязанский завод “СтанкоЦентр” (РСЗ “СтанкоЦентр”)
Каждый станок, произведённый на нашем заводе, имеет уникальный серийный номер.
В нашем производстве используются толькооригинальные заводские запчасти и комплектующие.
Мы никому не передаём конструкторскую документацию на продукцию нашего завода.
Все лучшие уникальные специалисты по рязанским станкам работают только на нашем заводе.
Невозможно произвести новый станок или качественный заводской капитальный ремонт на непрофильных предприятиях и заводах.
Во избежание недоразумений с качеством закупаемых станков приобретайте продукцию нашего завода только с нашего склада.
Суппорт
С помощью суппорта инструмент может передвигаться вдоль и поперёк станины. Вдоль его движение происходит по направляющим станины, поперёк — резцедержатель двигается по направляющим каретки. Эти движения совершают вручную или при включении механической подачи.
Для получения конических поверхностей на трубе используют кронштейн, с закреплённой на нём конусной линейкой. Кронштейн закреплён на каретке и имеет пазы для перемещения салазок. Конусная линейка задаёт нужный угол. По ней движется ползушка, связанная тягой с кронштейном. Результатом этого изменяется поперечная подача суппорта. Конусную линейку также используют для нарезания конических резьб.
Для приведения в движение суппорта используют набор шестерён, размещённых внутри фартука. Движение суппорту задают ходовые винт и вал. Для нарезания резьбы используют ходовой винт. При включении ходового вала получают ускоренный ход суппорта.
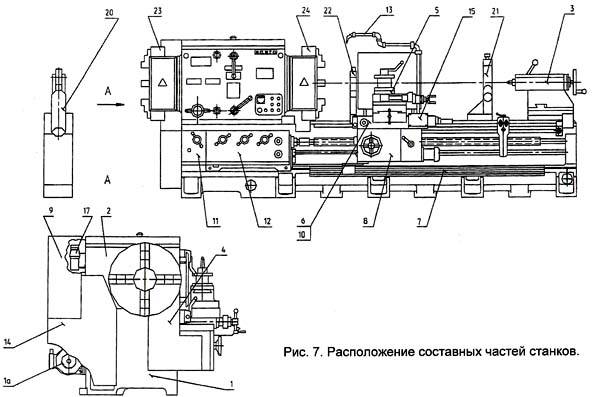
Состав оборудования
Конструкция труборезного станка 1Н983 предусматривает следующие составные части:
- станину;
- переднюю бабку;
- суппорт с фартуком;
- заднюю бабку;
- люнеты.
Конструкция станины трубонарезного 1Н983 станка обеспечивает жёсткость за счёт поперечных рёбер.
Наличие закалённых направляющих сообщает точные перемещения суппорту с закреплённым режущим инструментом. Пара призматических направляющих позволяет избежать поперечного смещения суппорта, задней бабки в результате воздействия сил резания.
Удаление стружки, СОЖ производится через люки в станине, наклон которых направлен противоположно от рабочей зоны.
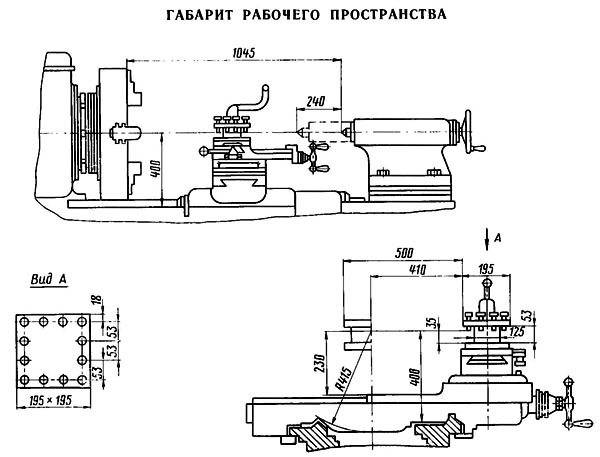
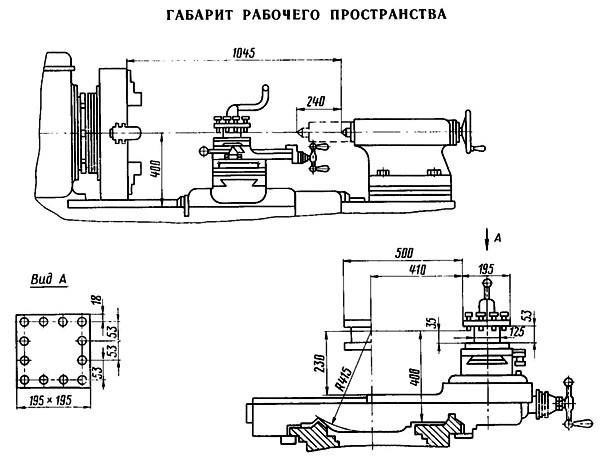
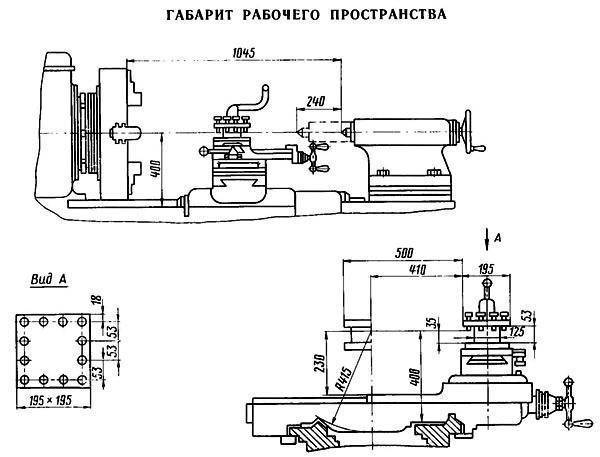
Габариты рабочего пространства станка 1Н983
На станине, кроме суппорта и задней бабки, размещён командоаппарат. Он предназначен регулировать передвижение резцов в поперечном направлении. Конструкция задней бабки не отличается от аналогичных устройств универсальных токарных станков.
Технические характеристики трубонарезного станка 1М983
| Наименование параметра | 1Н983 | 1А983 | 1М983 |
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | Н | Н | Н |
| Диаметр обрабатываемой трубы, мм | 70..260 | 73..299 | 73..299 |
| Длина обрабатываемой трубы, мм | 6000 | ||
| Наибольший диаметр заготовки над станиной, мм | 830 | 800 | 800 |
| Наибольший диаметр заготовки над суппортом, мм | 450 | 450 | |
| Межцентровое расстояние (РМЦ), мм | 1000, 2000, 3000, 4000 | ||
| Высота центров, мм | 400 | 400 | |
| Наибольшая длина точения без конусной линейки, мм | 800 | 1000, 2000, 3000, 4000 | 800 |
| Наибольшая длина точения с конусной линейкой, мм | 420 | 500 | 420 |
| Длина конусной линейки, мм | 660 | ||
| Наибольшая масса устанавливаемой заготовки в центрах, кг | 5000 | 5000 | |
| Наибольшая масса устанавливаемой заготовки в патроне, кг | 2000 | 2000 | |
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 300 | 310 | 310 |
| Число ступеней частот прямого вращения шпинделя | 12 | 12 | 12 |
| Частота прямого вращения шпинделя, об/мин | 8..355 | 8..355 | 8..355 |
| Число ступеней частот обратного вращения шпинделя | 12 | 12 | 12 |
| Частота обратного вращения шпинделя, об/мин | |||
| Наибольший крутящий момент на шпинделе, кНм | 3 | 3 | 3 ± 0,5 |
| Наличие механизированного зажима кулачков патрона | да | да | да |
| Подачи | |||
| Наибольшая длина хода каретки суппорта, мм | 800 | 1000 | 800 |
| Наибольший поперечный ход суппорта, мм | 500 | 500 | 500 |
| Цена деления лимба при поперечном перемещении суппорта, мм | 0,05 | 0,05 | 0,05 |
| Перемещение суппорта за один оборот лимба при поперечном перемещении суппорта, мм | 5 | 5 | 5 |
| Перемещение суппорта за один оборот лимба при продольном перемещении суппорта, мм | 300 | 300 | 300 |
| Число ступеней продольных и поперечных подач | 32 | ||
| Пределы рабочих подач продольных, мм/об | 0,064..1,025 | 0,06..2,0 | 0,06..2,0 |
| Пределы рабочих подач поперечных, мм/об | 0,031..0,0458 | 0,028..0,936 | 0,028..0,936 |
| Скорость быстрых перемещений суппорта, продольных/ поперечных, м/мин | 3,6/ 1,3 | 5,3/ 2,2 | 5,3/ 2,2 |
| Количество нарезаемых резьб метрических | |||
| Пределы шагов нарезаемых резьб метрических, мм | 1..12 | 1..28 | 1..28 |
| Количество нарезаемых резьб дюймовых | |||
| Пределы шагов нарезаемых резьб дюймовых | 24..2 | 28..2 | 28..2 |
| Наибольшее усилие резания в продольном направлении, кН | 15 | 6,8 | |
| Наибольшее усилие резания в поперечном направлении, кН | 13 | 3,7 | |
| Наличие гидроотскока | да | да | да |
| Резцовые салазки | |||
| Наибольшее перемещение резцовых салазок, мм | 220 | 220 | 220 |
| Наибольшая высота резцов, мм | 32 х 32 | 32 х 32 | 32 х 32 |
| Наибольший угол поворота резцовых салазок, град | ±90° | ±90° | ±90° |
| Цена деления лимба, мм | 0,05 | 0,05 | 0,05 |
| Задняя бабка | |||
| Наибольшее перемещение пиноли, мм | 240 | 240 | 240 |
| Внутренний конус пиноли | Морзе 5 | Морзе 5 | Морзе 5 |
| Наибольшее поперечное перемещение задней бабки, мм | ±10 | ±10 | ±10 |
| Электрооборудование | |||
| Количество электродвигателей на станке | 5 | 5 | 5 |
| Электродвигатель главного привода, кВт (об/мин) | 14,5 | 16 (940) | 16 (940) |
| Электродвигатель быстрых перемещений суппорта, кВт (об/мин) | 1,1 (1420) | 1,1 (1420) | 1,1 (1420) |
| Электродвигатель зажима изделия, кВт (об/мин) | 2 (900) | 2 (900) | 2 (900) |
| Электродвигатель смазки коробки скоростей, кВт (об/мин) | 0,27 (1450) | 0,27 (1450) | 0,27 (1450) |
| Электродвигатель насоса охлаждения, кВт (об/мин) | 0,125 (2800) | 0,125 (2800) | 0,125 (2800) |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 3930 х 1860 х 1525 | 3640 х 2021 х 1675 | 3600 х 1910 х 1565 |
| Масса станка, кг | 9050 | 10300 | 9100 |
Список литературы:
Станки трубонарезные 1М983, 1М983Ф101. Руководство по эксплуатации 1М983.00.000 РЭ, 1983
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки, 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
- Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Технология ремонта токарного станка. Ремонт направляющих станины и суппорта
- Технология ремонта токарного станка. Ремонт передней и задней бабки
- Ремонт шпинделя токарного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Справочник токарных станков
- Заводы производители токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Трубонарезной станок 1Н983 | Станочный Мир
Если Вам необходимо купить Трубонарезной станок 1Н983 звоните по телефонам:
в Москве +7 (499) 372-31-73в Санкт-Петербурге +7 (812) 245-28-87в Минске +375 (17) 246-40-09в Екатеринбурге +7 (343) 289-16-76в Новосибирске +7 (383) 284-08-84в Челябинске +7 (351) 951-00-26в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78в Самаре +7 (846) 201-07-64в Перми +7 (342) 207-43-05в Ростове-на-Дону +7 (863) 310-03-86в Воронеже +7 (473) 202-33-64в Красноярске +7 (391) 216-42-04;
в Абакане, Альметьевске, Архангельске,
Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Трубонарезной станок 1Н983 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
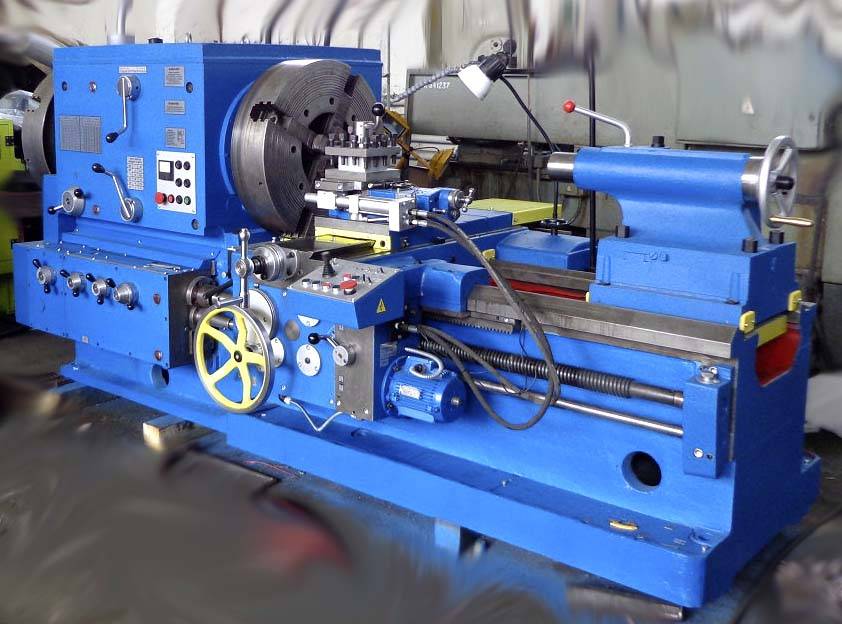
1Н983_1
Назначение и область применения
Трубонарезной станок 1Н983 является более совершенной моделью станка 1а983.
Трубонарезной станок 1Н983 предназначен для обтачивания концов труб, включая точение конусов и нарезания на них резьб: метрических дюймовых модульных питчевых конических в условиях единичного и мелкосерийного производства.
На станке можно обрабатывать штанги, замки, переводники, детали трубных соединений (нарезка резьбы НКТ, НКМ ГОСТ 633-80, нарезка резьбы на обсадные трубы ОТТМ, ОТТГ, Батресс ГОСТ 832-80, нарезка замковой резьбы на бурильных трубах, переводниках и т.д.), применяемые для добычи и транспортировки нефти и природного газа и в нефтедобывающей промышленности.



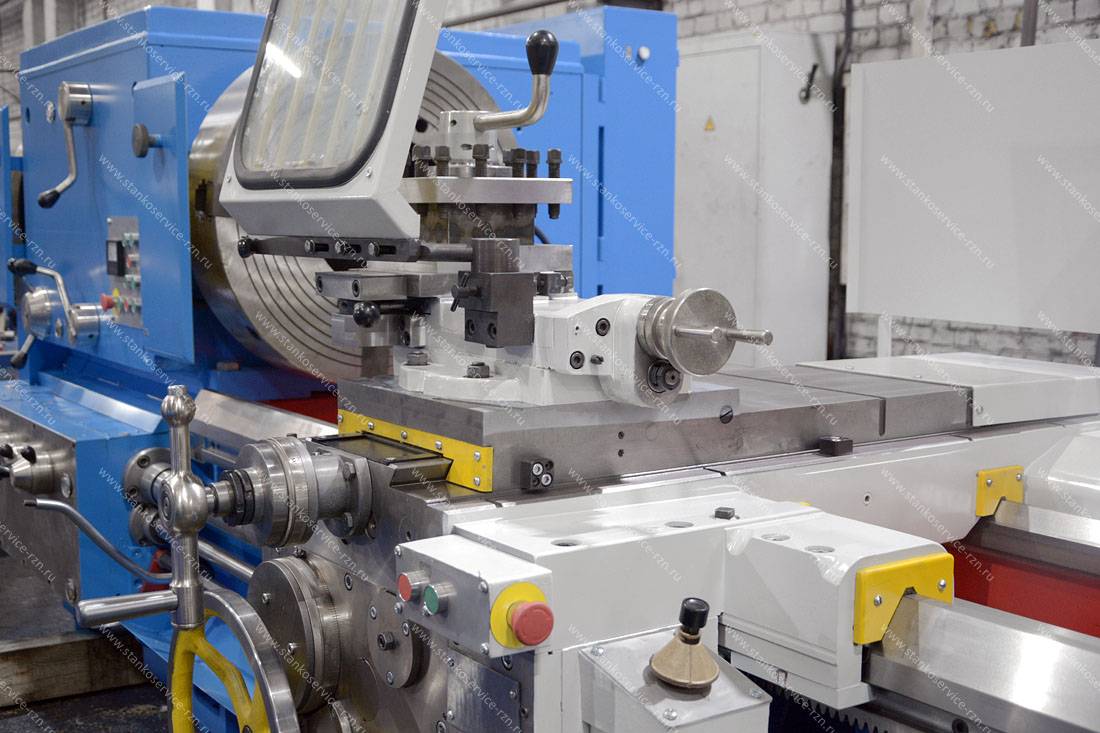

Станок имеет конусную линейку для обработки конических поверхностей и нарезания конических резьб.
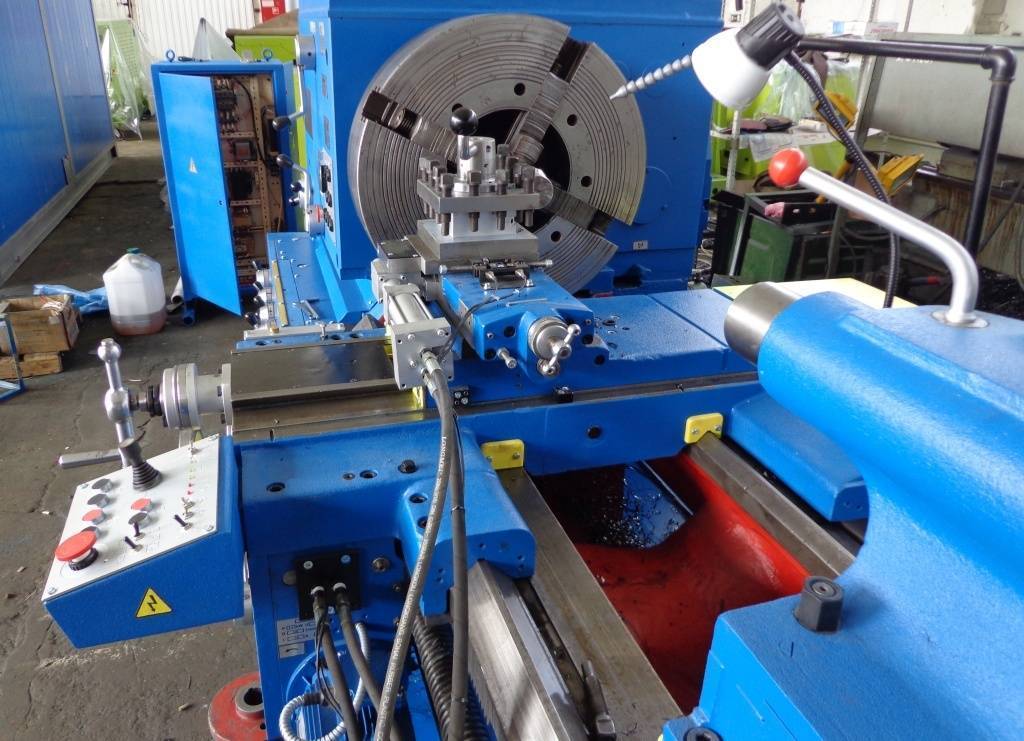
Обрабатываемая труба пропускается через полый шпиндель и зажимается двумя механизированными четырехкулачковыми патронами диаметром 720 мм. Другой конец трубы поддерживается люнетом. Шпиндель имеет прямое и обратное вращение.
Класс точности станка Н.
Шероховатость обработанной поверхности V5.
Аналоги трубонарезного станка 1Н983
1А983, 1М983 — Ø800 — производитель Саста, ОАО г. Сасово
9М14 — Ø630 — производитель Тбилисское станкостроительный завод им. Кирова
CT832.10, CT832.12, CT832.14 — Ø830 — производитель Zmm-Bulgaria Holding Ltd., ЗММ Болгария Холдинг
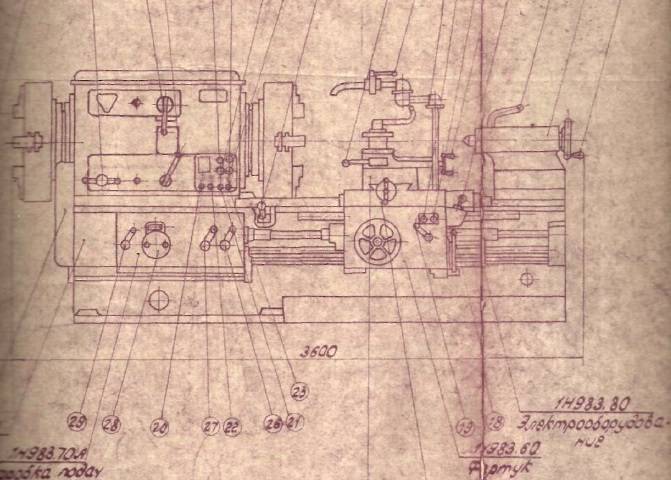
Габаритные размеры рабочего пространства трубонарезного станка 1Н983
Посадочные и присоединительные размеры шпинделя станка 1Н983

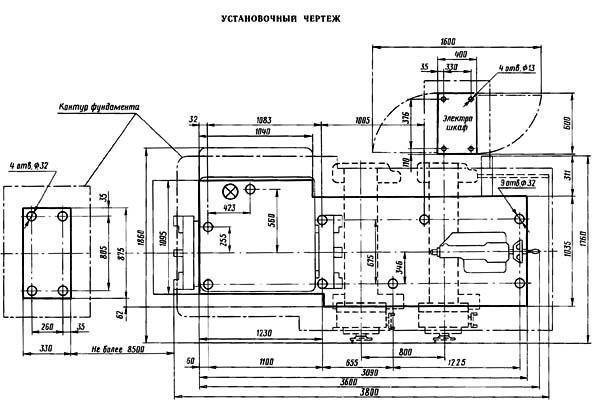
Установочный чертеж трубонарезного станка 1Н983
Технические характеристики станка 1Н983
| Наименование параметра | 1Н983 | 1А983 |
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | Н | Н |
| Диаметр обрабатываемой трубы, мм | 70..260 | 299 |
| Длина обрабатываемой трубы, мм | 6000 | |
| Наибольший диаметр заготовки над станиной, мм | 830 | 800 |
| Наибольший диаметр заготовки над суппортом, мм | 450 | |
| Межцентровое расстояние (РМЦ), мм | 1000, 2000, 3000, 4000 | |
| Высота центров, мм | 400 | |
| Наибольшая длина точения без конусной линейки, мм | 800 | 1000, 2000, 3000, 4000 |
| Наибольшая длина точения с конусной линейкой, мм | 420 | 500 |
| Длина конусной линейки, мм | 660 | |
| Наибольшая масса устанавливаемой заготовки в центрах, кг | 5000 | |
| Наибольшая масса устанавливаемой заготовки в патроне, кг | 2000 | |
| Шпиндель | ||
| Диаметр сквозного отверстия в шпинделе, мм | 300 | 310 |
| Число ступеней частот прямого вращения шпинделя | 12 | |
| Частота прямого вращения шпинделя, об/мин | 8..355 | 8..355 |
| Число ступеней частот обратного вращения шпинделя | ||
| Частота обратного вращения шпинделя, об/мин | ||
| Наибольший крутящий момент на шпинделе, кНм | 3 | 3 |
| Подачи | ||
| Наибольшая длина хода каретки суппорта, мм | 800 | 1000 |
| Наибольший поперечный ход суппорта, мм | 500 | 500 |
| Число ступеней продольных и поперечных подач | 32 | |
| Пределы рабочих подач продольных, мм/об | 0,064..1,025 | 0,06..2,0 |
| Пределы рабочих подач поперечных, мм/об | 0,031..0,0458 | 0,028..0,936 |
| Скорость быстрых перемещений суппорта, продольных/ поперечных, м/мин | 3,6/ 1,3 | 5,3/ 2,2 |
| Количество нарезаемых резьб метрических | ||
| Пределы шагов нарезаемых резьб метрических, мм | 1..12 | 1..28 |
| Количество нарезаемых резьб дюймовых | ||
| Пределы шагов нарезаемых резьб дюймовых | 24..2 | 28..2 |
| Наибольшее усилие резания в продольном направлении, кН | 15 | 6,8 |
| Наибольшее усилие резания в поперечном направлении, кН | 13 | 3,7 |
| Резцовые салазки | ||
| Наибольшее перемещение резцовых салазок, мм | 220 | 220 |
| Наибольший угол поворота резцовых салазок, град | ±90 | ±90 |
| Цена деления лимба, мм | 0,05 | 0,05 |
| Задняя бабка | ||
| Наибольшее перемещение пиноли, мм | 240 | 240 |
| Внутренний конус пиноли | Морзе 5 | Морзе 5 |
| Наибольшее поперечное перемещение задней бабки, мм | ±10 | ±10 |
| Электрооборудование | 5 | |
| Количество электродвигателей на станке | ||
| Электродвигатель главного привода, кВт | 14,5 | 16 |
| Электродвигатель быстрых перемещений суппорта, кВт | 1,1 | |
| Электродвигатель зажима изделия, кВт | 2 | |
| Электродвигатель смазки коробки скоростей, кВт | 0,27 | |
| Электродвигатель насоса охлаждения, кВт | 0,125 | |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 3930 х 1860 х 1525 | 3640 х 2021 х 1675 |
| Масса станка, кг | 9050 | 10300 |
Описание конструкции основных узлов токарно-винторезного станка 1М65
Станина
Станина является базовой сборочной единицей, на которой монтируются все остальные сборочные единицы и механизмы станка.
На верхней части станины расположены три призматические направляющие, из которых передняя и задняя являются базой каретки, а средняя — базой задней бабки.
Внутри станины имеются наклонные люки для отвода стружки и охлаждающей жидкости в сторону, противоположную рабочему месту.
Под левой головной частью станины имеются ниши, в одной из которых смонтирован электродвигатель главного привода, а в другой — электронасос охлаждения с резервуаром для охлаждающей жидкости. Корыто для сбора охлаждающей жидкости выполнено монолитным с корпусом станины.
В правой части станины на передней стенке смонтирован кронштейн со встроенными в него опорами ходового винта и ходового вала.
Для предотвращения провисания ходового винта и ходового вала в станке с РМЦ = 5000 мм имеются две подвески.
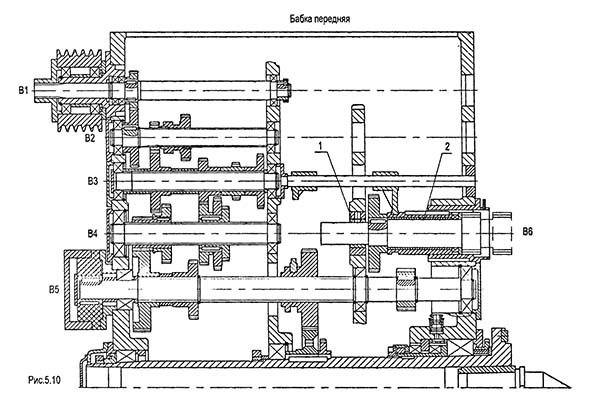
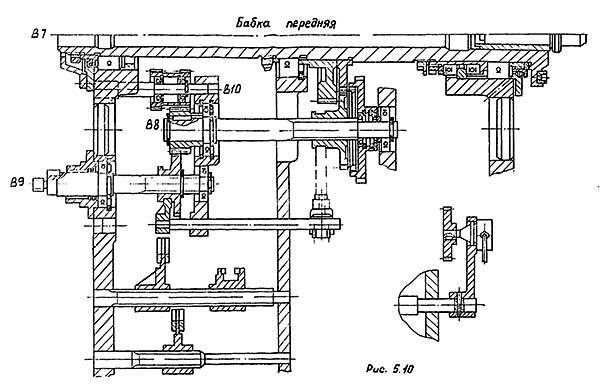
Бабка передняя
Шпиндельная бабка токарно-винторезного станка 1м65
Шпиндельная бабка токарно-винторезного станка 1м65
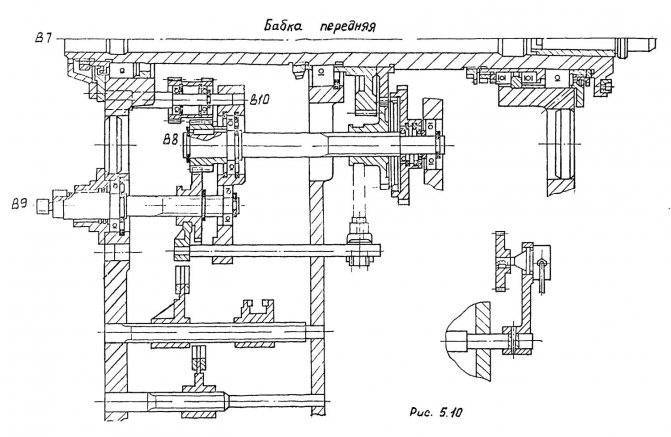
Бабка передняя устанавливается на левой головной части станины, фиксируется штифтами и крепится болтами.
В корпусе шпиндельной бабки смонтированы:
- электромагнитная муфта для торможения шпинделя
- шпиндельный узел
- звено увеличения шага в 8 раз
- механизм изменения направления перемещения каретки или нарезании резьб
- механизм настройки скоростей шпинделя
- вилки перемещения блоков шестрен
- рукоятки переключения и другой детали
- система смазки
- электрошкаф
Шпиндель смонтирован на трех опорах качения, из которых передняя и задняя регулируемые.
Бабка задняя
Бабка задняя перемещается по направляющим станины от редуктора ручного перемещения вращением валика.
В пиноль бабки встроен вращающийся шпиндель, у которого подшипники передней опоры регулируются с помощью гаек.
В шпинделе бабки задней имеется прорезь для лапок хвостового режущего инструмента.
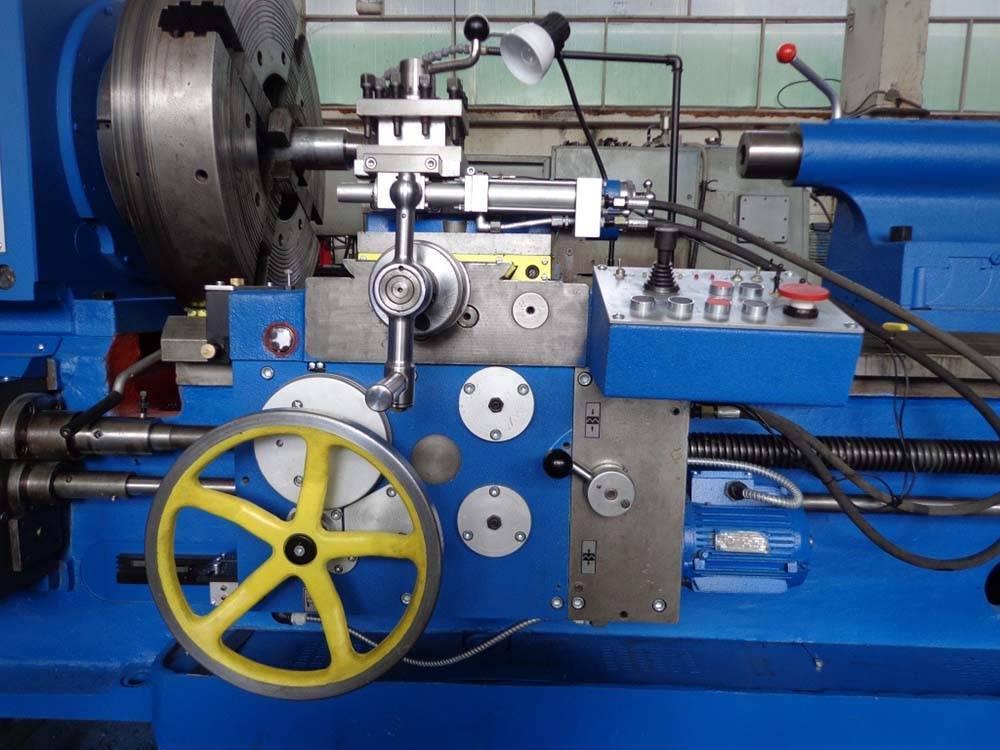
Суппорт
Суппорт крестовой конструкции имеет продольное перемещение вместе с кареткой по направляющим станины, а поперечное по направляющим каретки.
Оба перемещения осуществляются механически при помощи крестового переключателя и вручную вращением маховика и рукоятки каретки.
Резцовые салазки, несущие четырехпозиционную резцедержку, перемещаются вручную и механически по направляющим поворотной части, которую можно повернуть вокруг оси на любой угол.
Каретка станков с устройством цифровой индикации снабжена преобразователем линейных перемещений, который соединяется с винтом поперечных перемещений с помощью сильфонной муфты.
Отсчет поперечного перемещения может осуществляться по лимбу и по табло УЦИ.
Фартук
Фартук станка выполнен закрытого типа со съемной передней крышкой. Движение суппортной группе передается механизмом фартука от ходового вала или ходового винта.
Благодаря наличию в фартуке четырех электромагнитных муфт управление механическим перемещением суппортной группы сосредоточено в одной рукоятке, причем направление включения рукоятки совпадает с направлением подачи.
Возможно включение быстрого хода суппорта в направлении наклона рукоятки управления.
Благодаря обгонной муфте, вмонтированной в фартук, включение быстрого хода возможно при включенной подаче. Электродвигатель ускоренного хода установлен на фартуке.
В фартуке смонтирован механизм предохранительной муфты, исключающий поломку станка при перегрузках.
Коробка подач
Коробка подач закрытого типа со съемной передней крышкой.
Механизм коробки подач позволяет получить первый ряд подач и все нарезаемые на станке резьбы, не прибегая к изменению настройки сменных шестерен.
Для получения второго ряда подач устанавливаются сменные колеса: a = 42, b = c = 126.
Комплектация станка
В состав станка входит патрон четырехкулачковый несамоцентрирующий диаметром 1000 мм.
Для обработки нежестких деталей станок снабжен двумя люнетами — подвижным и неподвижным.
Люнет подвижный крепится на каретке и поддерживает деталь непосредственно около резца. Диаметр охвата сухарями обеспечивается в пределах от 70 до 250 мм.






Люнет неподвижный устанавливается на направляющих станины в любом месте и закрепляется болтом, с помощью прихвата.
Он снабжен сухарями и роликами, которые устанавливаются в зависимости от условий обработки.
Диаметр охвата обрабатываемой детали в люнете неподвижном обеспечивается в пределах от 70 до 380 мм.
Трубонарезной станок 1А983 с ЧПУ
Рассматриваемый трубонарезной станок может быть оборудован системой автоматического управления. Данное оборудование ощутимо делает быстрее процесс металлообработки и дает возможность добиться отличного качества изделий.
Во время работы на подобном оборудовании, заготовка крепится обоими концами в патроне и люнете. После это оператор станка закладывает специализированную программу, отвечающую за автоматическое убирание дефектных компонентов. Все направляющие детали устройства подвержены закалке и шлифовке. Подобный подход обеспечивает сохранение надежности и показателей эксплуатации оборудования, при этом сохраняя большой уровень точности обработки заготовки.
Трубонарезное станочное оборудование с автоматической системой управления, нередко оборудуют револьверными головками, а еще разными видами токарных патронов.

Весь вид трубонарезного станка 1А983
Необходимо также отметить, что особенности конструкции станка 1А983 с автоматическим управлением дают возможность выполнять полный автоматический цикл резьбонарезания. Эта функция реализовывается на станках с числовым программным управлением. С учетом формы заготовки и вида обработки, используют такие варианты циклов:
- однопроходный цикл;
- многопроходный цикл;
- цикл нарезания резьбы плашкой или метчиком.
Подобный подход дает возможность добиться высокой эффективности при относительно минимальном уровне расходов.
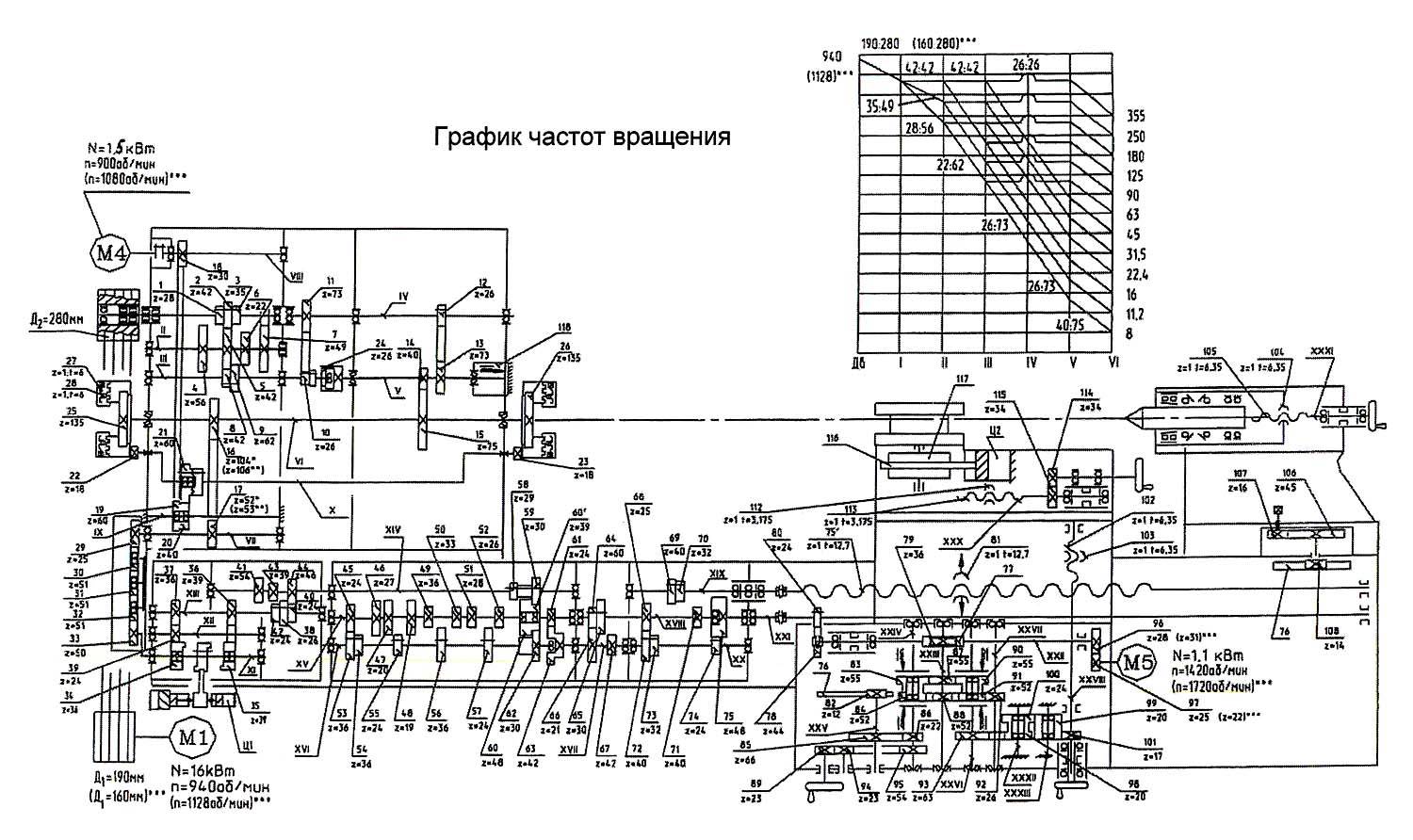
Электрооборудование. Электрическая схема станка 163
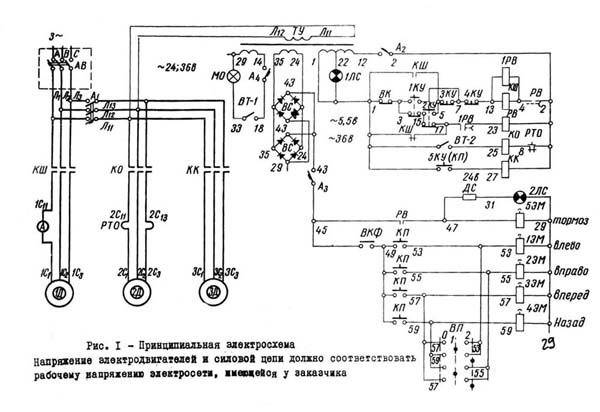
Электрическая схема токарного станка 163
Управление главным приводом станка 163
Пуск главного электродвигателя осуществляется нажатием одной из кнопок «Пуск» — 1KУ, 2KУ (расположенных на фартуке я около коробки подач), которая замыкает цепь питания катушек магнитного пускателя КШ и реле времени IPB (4-13). Катушки под влиянием проходящего по ним тока притягивают сердечника якорей и замыкают механически связанные с ними главные контакты и блок-контакты. При этом главные контакт КШ подключает электродвигатель 1Д к сети, а катушки пускателя и реле времен питаются через замкнувшийся блок-контакт КШ (1-5), что исключает дальнейшее нажатие кнопки «Пуск».
Одновременно с катушками пускателя КШ и реле времени IPB через замыкающий блок-контакт IPB (17-23) получит питание реле времени РВ. Если фрикцион не будет переведен в рабочее положение в течений времени, на которое настроено реле РВ, то последнее своими размыкающими контактами РВ (2-4) обесточит катушку магнитного пускателя КШ и реле времени 1РВ с последующим остановок электродвигателя 1Д. При выключении катушки РВ замыкающим контактом (45-V7) подключаются тормозная электромагнитная муфта 5ЭМ и сигнальная лампа 2ЛС. Останов главного двигателя 1Д осуществляется нажатием одной из кнопок «Стоп» — 3КУ, 4КУ, расположенных на каретке и около коробки подач.
Управление электронасосами 2Д осуществляется посредством выключателя-тумблера ВТ-2, расположенного на боковой стенке электрошкафа.
Паспорта фрезерных станков
6р82ш
станок консольно-фрезерный широкоуниверсальный: — djvu; 1,6 Мб. Фото станка6р82ш6т82 электрооборудование
станок консольно-фрезерный — электрооборудование: — djvu; 1,8 Мб. Фото станка6т82 электрооборудование679
станок фрезерный универсальный: — djvu. Фото станка6796н10, 6н80
станок фрезерный консольный: — djvu, Фото станка6н10 . Фото станка6н806м76п
станок фрезерный широкоуниверсальный: — djvu; 5,2 Мб. Фото станка6м76п6р10, 6р80, 6р80г
станок консольно-фрезерный: — djvu; 2,2 Мб. Фото станка6р10 . Фото станка6р80, 6р80г6М82, 6М82Г, 6М82ГБ
станок горизонтальный консольно-фрезерный: — 1961, djvu; 4,4 Мб. Фото станка6М826Р12, 6Р12Б, 6Р13, 6Р13Б
станок вертикальный консольно-фрезерный: — djvu; 1,2 Мб. Фото станка6Р126Р82, 6Р82Г, 6Р83, 6Р83Г
станок горизонтальный консольно-фрезерный: — pdf; 3,4 Мб. Фото станка6Р82 , Фото станка6р82г , Фото станка6Р83 , Фото станка6Р83г67К25ПФ2
станок фрезерный универсальный с ЧПУ: — 1989, djvu; 1,58 Мб. Фото станка67К25ПФ2СФ-676
станок широкоуниверсальный консольно-фрезерный: — 2001, djvu; 1,1 Мб. Фото станкаСФ-676400v
станок сверлильно-фрезерно-расточной: — pdf; 2,07 Мб. Фото станка400v Разработка управляющих программ для станка 400V в системе ЧПУ Siemens Sinumerik 802D SL, pdf; 3,13 Мб. Фото станка 400V
5к32п, 5к324п
станок зубофрезерный: — djvu; 18,3 Мб. Фото станка5к32п
Сведения о производителе токарно-винторезного станка 163
Производитель токарного станка модели 163 — Рязанский станкостроительный завод РСЗ, основанный в 1949 году.
Свой первый станок Рязанский станкостроительный завод выпустил 21 февраля 1949 года — это был токарно-винторезный станок 164 серии. В течение короткого времени заводом были запущены в призводство еще три серии токарных станков — 166, 165 в 1953 году, 163 в 1956 году.
По мере совершенствования конструкции станков завод выпускал все более современные модели — 1М63, 1М63Б, 1М63БФ101, 1М63Н, 16К30, 1А64, 16К40, 1М65, 1Н65.
На основе универсальных токарных станков Рязанским станкостроительным заводом был освоен выпуск токарных станков с ЧПУ — 16К30Ф3, 16М30Ф3, 16К40РФ3, 16Р50Ф3 и др.
Также заводом освоен выпуск современных токарных обрабатывающих центров с числом координат от 4 до 8, токарных станков с ЧПУ наклонной 1П756ДФ3 и горизонтальной компоновок, трубообрабатывающих станков 1А983, 1Н983 — для обработки концов труб диаметром до 460 мм, колесотокарных, вальцетокарных, станков для обработки глубоких отверстий и др.
Станки, выпускаемые Рязанским станкостроительным заводом РСЗ
- 1А64 станок токарно-винторезный универсальный Ø 800
- 1А983 станок трубонарезной Ø 800
- 1М63 станок токарно-винторезный универсальный Ø 630
- 1М63Б, 1М63БГ станок токарно-винторезный повышенной мощности Ø 630
- 1М63БФ101 станок токарно-винторезный с УЦИ Ø 630
- 1М63МФ101 станок токарно-винторезный с УЦИ Ø 630
- 1М63Ф101 станок токарно-винторезный с УЦИ Ø 630
- 1М63Н станок токарно-винторезный универсальный Ø 630
- 1М65 станок токарно-винторезный универсальный Ø 1000
- 1Н65 станок токарно-винторезный универсальный Ø 1000
- 1Н983 станок трубонарезной Ø 830
- 1П756ДФ3 станок токарный с ЧПУ Ø 630
- 16К30Ф3 станок токарный с ЧПУ Ø 630
- 16К30 станок токарно-винторезный универсальный Ø 630
- 16К40 станок токарно-винторезный универсальный Ø 800
- 16М30Ф3 станок токарный с ЧПУ Ø 630
- 16Р25П станок токарно-винторезный повышенной точности Ø 500
- 163 станок токарно-винторезный универсальный Ø 630
- 165 станок токарно-винторезный универсальный Ø 1000
- ДИП-300 станок токарно-винторезный универсальный Ø 630
- ДИП-400 станок токарно-винторезный универсальный Ø 800
- ДИП-500 станок токарно-винторезный универсальный Ø 1000
- ТНП-111 станок токарный настольный Ø 150
История токарно-винторезного станка 163
В 1930 году на Московском станкостроительном было принято решение о разработке нового станка токарного, стандартного, сокращенно ТС. Несколько позже его переименовали в ДИП-200 – Догоним И Перегоним , по главному лозунгу первой пятилетки, где 200 — высота центров над станиной. В качестве прототипа был избран токарно-винторезный станокнемецкой фирмы VDF. В апреле 1932 года началась подготовка выпуска первой партии станков ДИП-200.25 апреля 1932 года был собран и опробован первый советский универсальный токарно-винторезный станок с коробкой скоростей — ДИП-200. К концу 1932 года было выпущено 25 ДИПов.
В 1934
году на Московском станкостроительном осваивается выпуск тяжелых универсальных токарно-винторезных станков станков ДИП-300, ДИП-400, ДИП-500.
В 1944
году производство этих станков было передано наРязанский станкостроительный завод РСЗ. В 1956
году запущена в производство первая модель 163-й серии — 163 – РМЦ 1400, 2800.
В 1968
году запущено в производство следующее поколение серии — модель 1м63, 1м63Б.
С 1973
года начало серийного выпуска токарных станков: 16К30, 16К30Ф3, 1М63Бф101, 16М30Ф3, 1П756ДФ3.
Станки 163 серии производились, также, в Тбилиси — 1Д63А, 1М63Д, 1М63ДФ101.
В 1992
году начало серийного выпуска последней модели 163 серии 1М63Н.
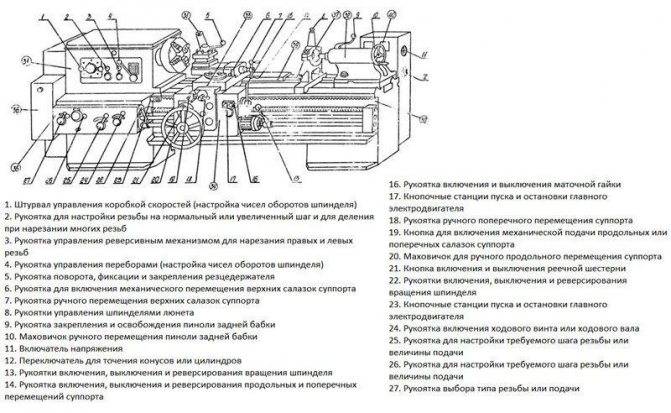
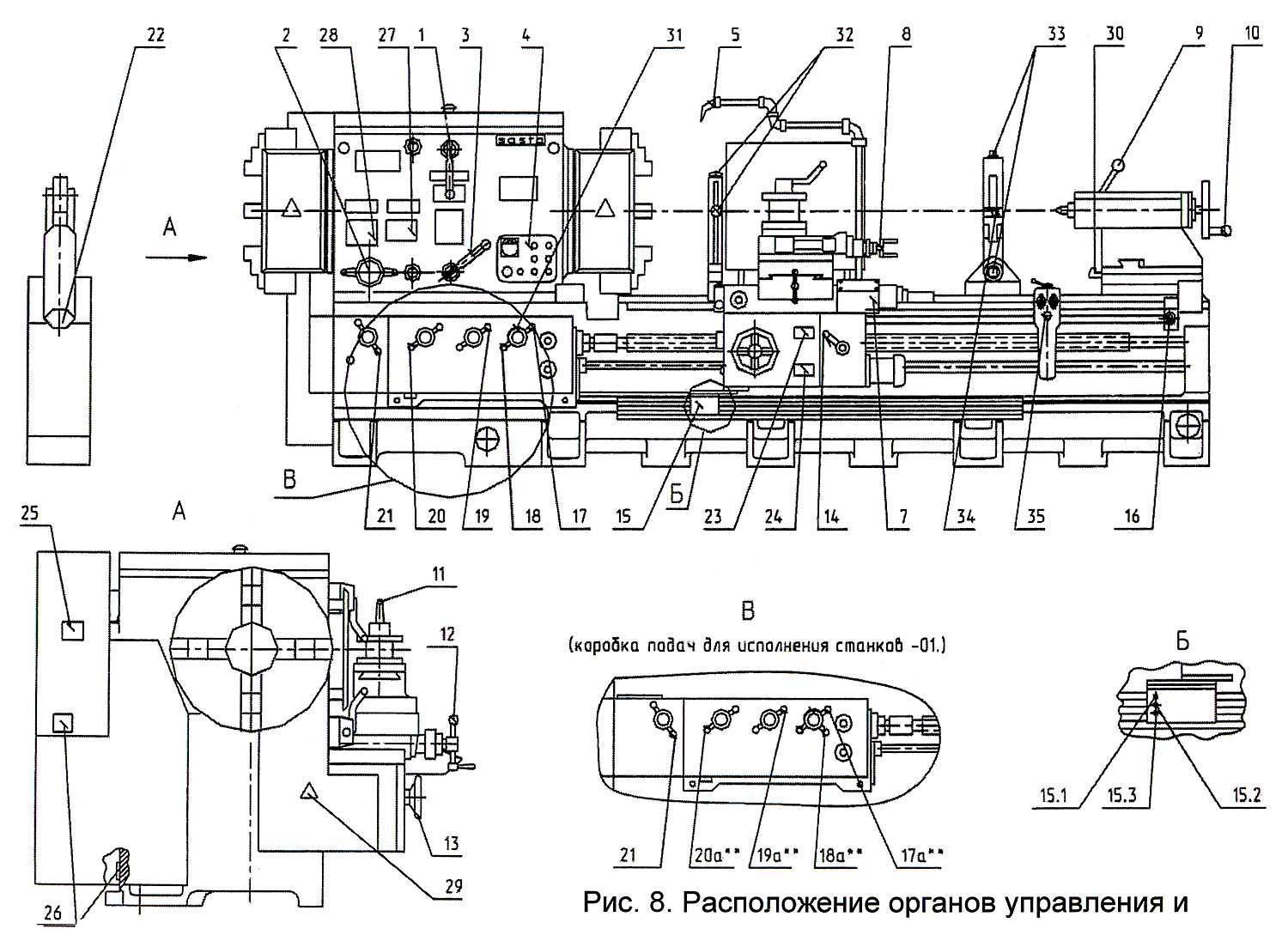
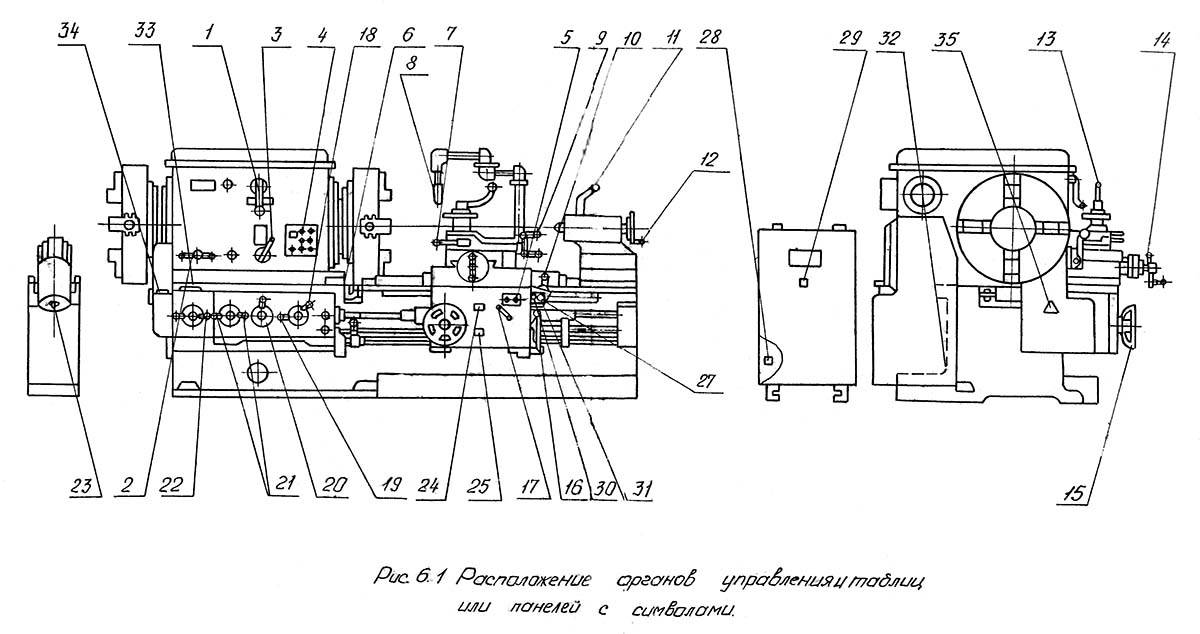
Расположение органов управления токарно-винторезным станком 16Б20П
Расположение органов управления токарно-винторезным станком 16Б20п
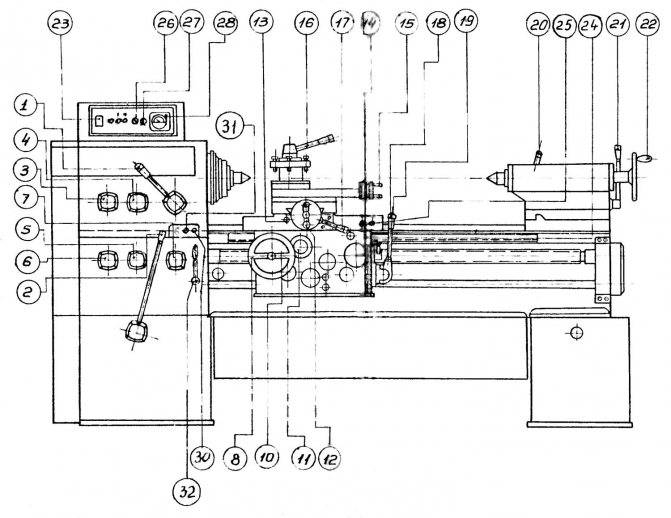
Перечень органов управления токарно-винторезного станка 16Б20П
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки нормального и увеличенного шага и деления на многозаходные резьбы
- Рукоятка установки правой или левой резьбы
- Рукоятка выбора типа резьбы и вида работы (нарезание резьбы или подача)
- Рукоятка установки величины подачи или резьбы
- Рукоятка установки величины подачи или резьбы
- Маховичок ручного продольного перемещения каретки суппорта
- Рукоятка включения и выключения гайки ходового винта
- Маховичок зажима лимба продольной подачи
- Кнопка вывода реечной шестерни из зацепления при нарезании резьб
- Рукоятка поперечного перемещения суппорта
- Кнопка включения механического перемещения верхнего суппорта (резцовых салазок)
- Рукоятка зажима от проворота ходового винта для перемещения верхнего суппорта (резцовых салазок)
- Рукоятка подачи верхнего суппорта (резцовых салазок)
- Рукоятка поворота, индексации и зажима резцовой головки
- Рукоятка включения, останова и реверса шпинделя
- Мнемоническая рукоятка суппортной группы
- Кнопка ускоренного перемещения фартука и суппорта
- Рукоятка зажима пиноли задней бабки
- Рукоятка зажима задней бабки на направляющих станины
- Маховичок перемещения пиноли задней бабки
- Кнопка включения ходового винта напрямую
- Выключатель сети питания
- Кнопка включения электродвигателя на I скорость
- Кнопка включения электродвигателя на II скорость
- Кнопочная станция пуска и останова главного электродвигателя
- Выключатель подачи и резьбы
- Выключатель насоса СОЖ
- Амперметр главного электродвигателя
- Стоп станка
- Толчок
- Левая рукоятка включения, останова и реверса шпинделя
Перечень составных частей токарно-винторезного станка 16Б20П
- Станина РМЦ 1400 мм — 16Б20П-010
- Станина РМЦ 1000 мм — 16Б20П-011
- Станина РМЦ 710 мм — 16Б20П-012
- Ножка левая — 16Б20П-013
- Ножка правая — 16Б20П-014
- Шпиндельная бабка — 16Б20П-020 (опоры подшипников «Гамет»)
- Коробка скоростей — 16Б20П-024
- Задняя бабка — 16Б20П-030
- Суппорт с механической подачей — 16Б20П-040
- Суппорт без механической подачи — 16Б20П-044 (только для станка с РМЦ 1400 мм)
- Резцедержатель — 16Б20П-043
- Каретка с механической подачей — 16Б20П-050
- Каретка без механической подачи — 16Б20П-051 (только для станка с РМЦ 1400 мм)
- Фартук — 16Б20П-060
- Коробка подач — 16Б20П-070
- Коробка передач — 16Б20П-080
- Таблица настройки сменных шестерен (гитары) — 16Б20П-081
- Патрон поводковый — 16Б20П-090
- Фланец переходной к трех-кулачковому патрону Ø250 мм — 16Б20П-095
- Инструмент
- Привод быстрого хода
- Ходовой винт РМЦ 1400 мм — 16Б20П-152
- Ходовой винт РМЦ 1000 мм — 16Б20П-153
- Ходовой винт РМЦ 710 мм — 16Б20П-154
- Шкивы главного привода — 16Б20П-160 (только для станка с РМЦ 710 и 1400, Nшп = 16..1600)
- Шкивы главного привода — 16Б20П-161 (только для станка с РМЦ 1400, Nшп = 12,5..1250)
- Шкивы главного привода — 16Б20П-162 (только для станка с Nшп = 20..2000)
- Шкивы главного привода — 16Б20П-163 (только для станка с РМЦ 1000, с Nшп = 16..1600)
- Электрооборудование — 16Б20П-180
- Таблица чисел оборотов и подач — 16Б20П-225 (для станка с Nшп = 16..1600)
- Таблица чисел оборотов и подач — 16Б20П-226 (для станка с РМЦ 1400, Nшп = 12,5..1250)
- Таблица чисел оборотов и подач — 16Б20П-227 (для станка с Nшп = 20..2000)
- Смазка централизованная — 16Б20П-240
- Охлаждение — 16Б20П-250
- Охлаждение — 16Б20П-261
- Лимбы и механизм отключения рукоятки переднего винта — 16Б20П-52
- Левая рукоятка управления шпинделем — 16Б20П-071
Паспорт на трубонарезной станок 1Н983
Паспорта станков продаюДокументация на токарные, сверлильные, расточные, зубо-резьбообрабатывающие, фрезерные, долбежные, строгальные, протяжные, электроискровые, электропрошивочные, электроэррозионные, деревообрабатывающие станки, кузнечнопрессовое, термическое, грузоподъемное, сварочное, испытательное оборудование, документация к компрессорам и гидроагрегатам …
Цена договорнаяВ наличии
Продам паспорта станковТокарные: 1А416; 1А616;1А625; 1А95; 1Б240-6; 1Н65; 1Н983; 16Б25ПСп; 16Д20; ФТ-11; ФТ-11Ф1… Токарно-карусельные: 1512; 1516; 1525; 1525Ф1; 1531М; 1541…Сверлильные: 2А55; 2Е52; 2К522; 2Л53У; 2М55; 2Н55; 2Н57; 2Н135; 2532Л… Расточные: 2А450; 2А78; 2А614-1; 2А430; 2В440А; 2Е440А; 2Е450А; 2Н637ГФ1; 2М614Г; 2У430; 2431; 2431С; …
Цена договорнаяВ наличии
Паспорта на станки!Любая техническая литература: руководства по эксплуатации,руководства по электрооборудованию, схемы принципиальные, материалыпо быстроизнашивающимся и запасным деталям, УЦИ, ЧПУ, привода имногое другое.Цены приятно удивят!
Цена договорнаяВ наличии
Паспорт на станок!Наша компания предлагает технические паспорта на станки различных групп и моделей, в том числе редких и уникальных. Широкий ассортимент документации позволяет нам удовлетворять любые запросы клиентов. Сотрудники компании предоставят информацию о технических характеристиках оборудования, комплектации, заводах-изготовителях, ценах на …







Цена договорнаяВ наличии
Продаем паспорта к станкам (оборудованию)Продаем паспорта, документацию, электросхемы к станкам, оборудованиюВ наличии множество документации к металлорежущим станкам.Документация от фрезерных, токарный, винторезных, углошлифовальных и других станков, а так же от прессов, гильотин, ножниц, вальцов и другого оборудования.Мы так же продаем и покупаем станки б.у. и …
Цена договорнаяВ наличии
Паспорта на станки и кпо!Продаем и покупаем на постоянной основе!Найдем любой под заказ!В наличии более 3000 наименований моделей паспортов на станки и КПО!
Цена договорнаяВ наличии
Технические паспорта к станкам и прессам!Продаем паспорта к станкам, КПО, электрическим и электронным устройствам промышленного назначения; продажа оборудования.Свыше 1600 наименований паспортов,крупноформатное сканирование электросхем! У нас быстро и качественно!Паспорт …
Цена договорнаяВ наличии
Паспорта на станки, документация на станки.Компания “ТехДокумент” реализует паспорта, техническую документацию на следующее металлообрабатывающее оборудование: – Станки токарные – Станки сверлильные и расточные – Станки шлифовальные, заточные, полировальные, доводочные – Станки электроэрозионные – Станки зубообрабатывающие, резьбообрабатывающие – …
Цена договорнаяВ наличии





