

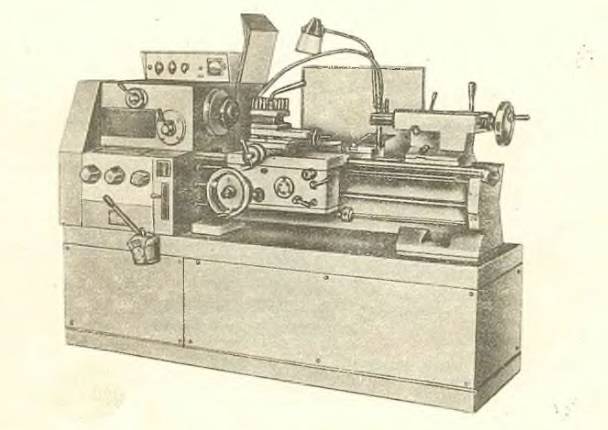
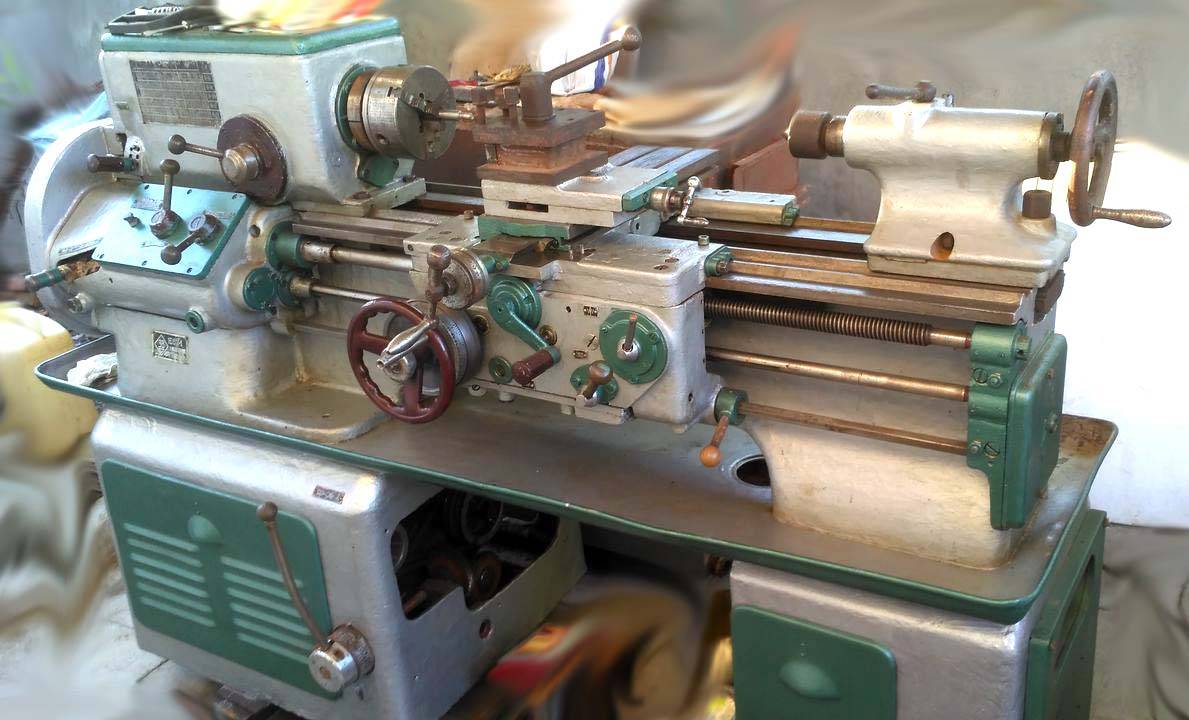
Токарно-винторезный станок ДИП-500 (1М65)
Токарно-винторезный станок ДИП-500 стал выпускаться вместо токарного станка 165-ой линейки. С его помощью стало возможно обрабатывать крупногабаритные заготовки в условиях мелкосерийного и единичного производствах. Благодаря своей высокой надежности и качеству изготовления станок поставлялся на экспорт.
История создания модели
Первым в СССР началу выпуска универсальных токарно-винторезных станков положил завод в Москве «Красный пролетарий» в тридцатых годах двадцатого века. В своих маркировках станков завод имел лозунг станкостроения СССР — ДИП. Расшифровывается эта аббревиатура так – «догнать и перегнать». В дальнейшем ДИП-500 стало выпускать предприятие Рязанского станкостроительного завода в пятидесятых годах двадцатого века, и он получил маркировку 1М65.
Назначение модели
Токарно-винторезный станок ДИП-500 используется для механической обработки металлических и полимерных заготовок (из чугуна, стали, фторопласта и т.п.) типа тел вращения. При помощи этого токарного станка выполняют все виды токарных работ: начиная с подрезки торцов и заканчивая нарезкой различной резьбы.
Описание
Станок ДИП-500 — это оборудование токарной группы, являющийся универсальным, его возможно использовать в различных сферах промышленности для токарных операций для изготовления продукции. С его помощью существует возможность выполнять вышеизложенные работы с нормальной точностью (Н) и высокой производительностью. За все время эксплуатации станок зарекомендовал себя высокой надежностью благодаря качеству изготовления и простотой в обслуживании, а также не требовал к себе высокого внимания, особых условий при эксплуатации.
Современными аналогами ДИП-500 являются такие модели станков как Stalex C6140W, Proma SPF-1000PH/1500PH/2000PH, MetalMaster MLM 460X1500, Jet GH-1840 ZX DRO и ряд других станков.
Сведения о производителе
Создано данное оборудование на станкостроительной фабрике в Ереване. На данный момент это предприятие имеет название Ереванское Станкостроительное Объединение и выпускает токарно-винторезные станки повышенной точности с диаметром обработки 500 мм.
Технический ряд
Технический ряд токарно-винторезных станков, которые произведены на этом заводе обширен, и есть несколько моделей, которые отличаются надежностью и спросом у производителей. У каждого образца технического ряда есть свои особенности работы и точности.
Станок токарный 1Л61
Это аналог станка 1М61, но из другой серии. По техническим характеристикам они во многом схожи. Высота центров над станиной составляет 170 мм. Класс точности – Н.
1М61П
Токарно-винторезный станок той же серии. Единственное его отличие – он обладает повышенной точностью обработки заготовок. Об этом говорит маркировка в конце.
1В61
Также приспособлен к работе в условиях мелкосерийного производства и обладает нормальным классом точности. Это переходная модель между станками 1Б61 и 1 М61.
Назначение, область применения
Данное оборудование предназначено для обработки внутренних и наружных поверхностей деталей и заготовок, которые в осевом сечении имеют ступенчатый и криволинейный профиль.
Конструкция станка позволяет выполнять следующие виды основных токарных работ:
- проточка, расточка цилиндрических и конических поверхностей;
- подрезка торцов;
- нарезание различных видов резьбы, в том числе дюймовую, модульную, метрическую;
- сверление.
Это неполный список работ на рассматриваемом токарно-винторезным станке. При этом область применения – единичное и мелкое производство.
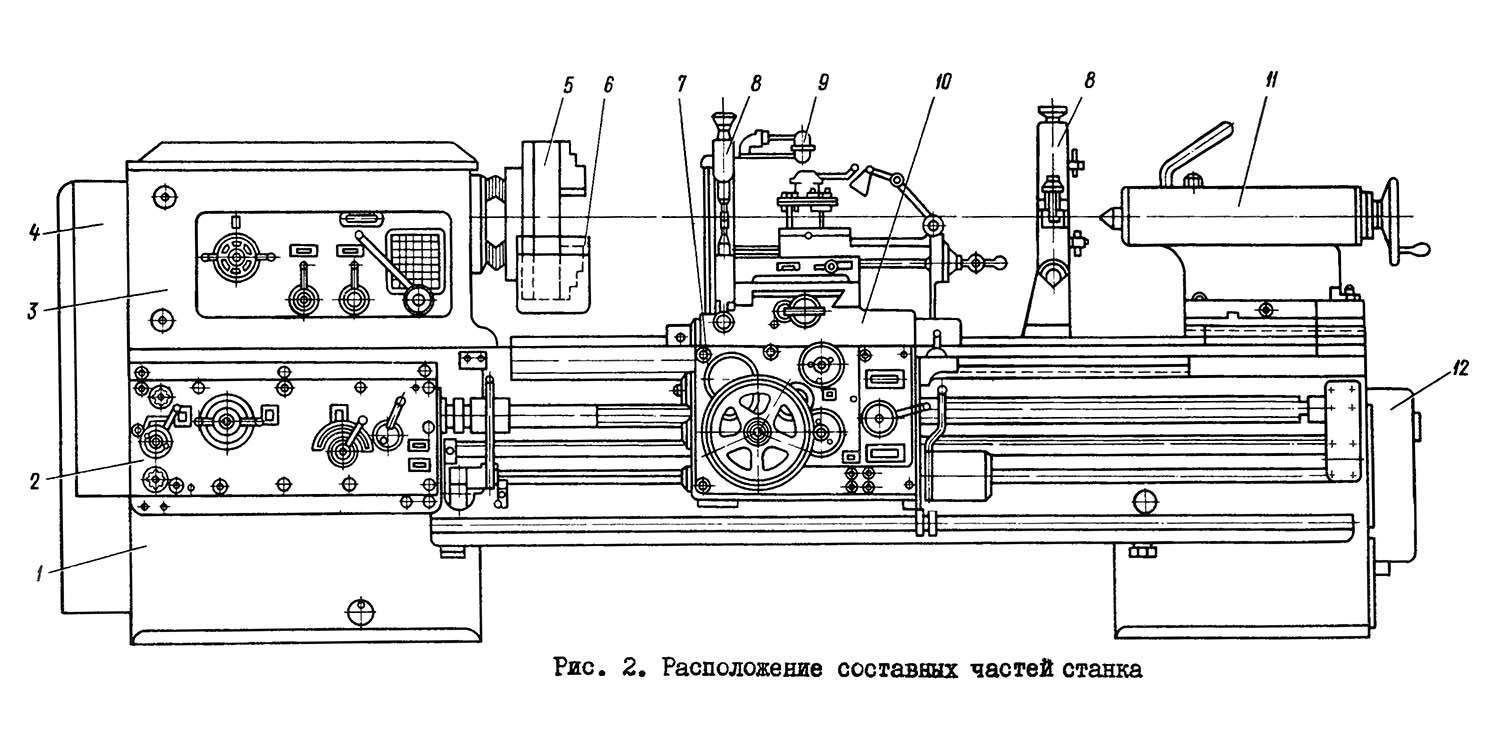
Конструкция
Непосредственно устройство универсального токарно-винторезного станка имеет в составе 10 основных узлов:
- станина;
- коробки скоростей, передач и подач;
- фартук;
- суппорт;
- упорная бабка;
- защитный экран;
- узел электрооборудования;
- система охлаждения.
Станина является основой всей конструкции и к ней прикреплены все остальные детали и компоненты оборудования. Станина обладает двумя направляющими. Одна – «ласточкин хвост», вторая – в форме призмы.
Передняя бабка расположен с левой части оборудования. На торце бабки расположена гитара шестерен, а в коробке скоростей — шпиндельный узел. Справа на основе расположена задняя или упорная бабка.
Функциональные характеристики
Относительно небольшой размер станка расширяет его функциональные возможности. Высокий потенциал оборудования обозначен следующими характеристиками:
- Шпиндель вращается на 24-х скоростях. Скорость до 1600 оборотов в минуту. Есть возможность вращаться не только в прямом, но и в реверсном направлении.
- Размер отверстия в узле шпинделя – 3.5 см.
- Благодаря особенностям строения пиноль у бабки передвигается на расстоянии до 100 мм.
- Высота державки не превышает 2.5 см.
- Детали, которые могут быть обработаны на данном оборудовании по длине не больше 1 метра.
- Суппорт станка может двигаться на расстояние до 20 см, а вдоль – до 60 см.
Благодаря этим характеристикам станок способен выполнять огромный спектр работ и при этом универсален в использовании.
Особенности работы агрегата
Сам агрегат имеет категорию точности Н. Электродвигатель может работать как в стандартном, так и в реверсном режиме. Частоту оборотов шпинделя регулирует оператор.
Для выполнения всех основных работ, а также дополнительных функций станок комплектуется различными дополнительными инструментами.
Специфика управления
Управление осуществляется при помощи рычагов и переключателей. У мастера есть возможность запустить следующие процессы:
- Непосредственно включение станка, который через двигатель придает вращательные движения шпинделю.
- Ускорять рабочее движение суппорта.
- Вдвигать пиноль упорной бабки.
- Регулировать параметры резьбы.
- Менять обороты во время нарезки резьбы, включать, отключать гайки.
- В процессе обработки конической поверхности выдвигать салазки.
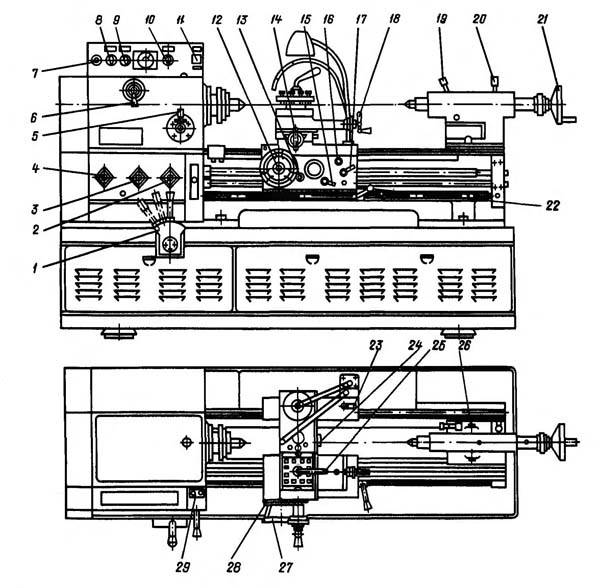
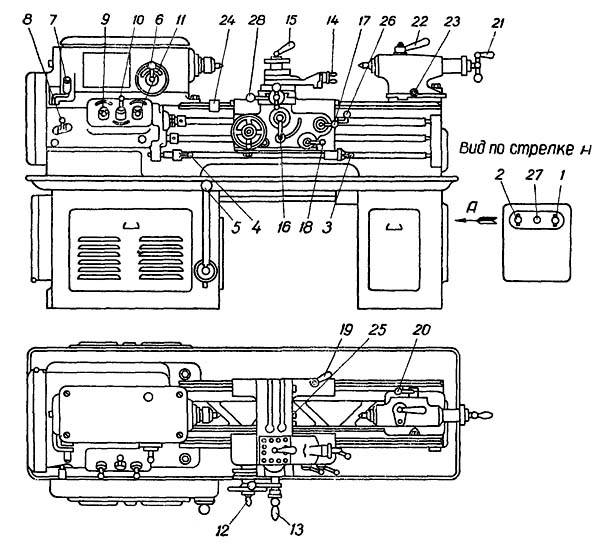
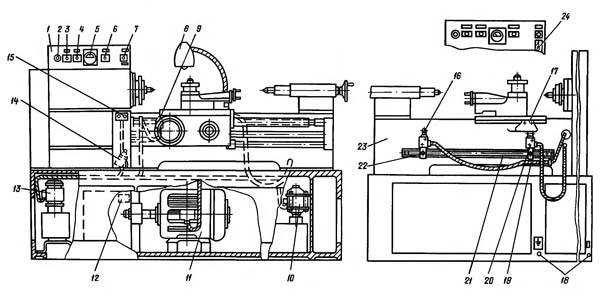
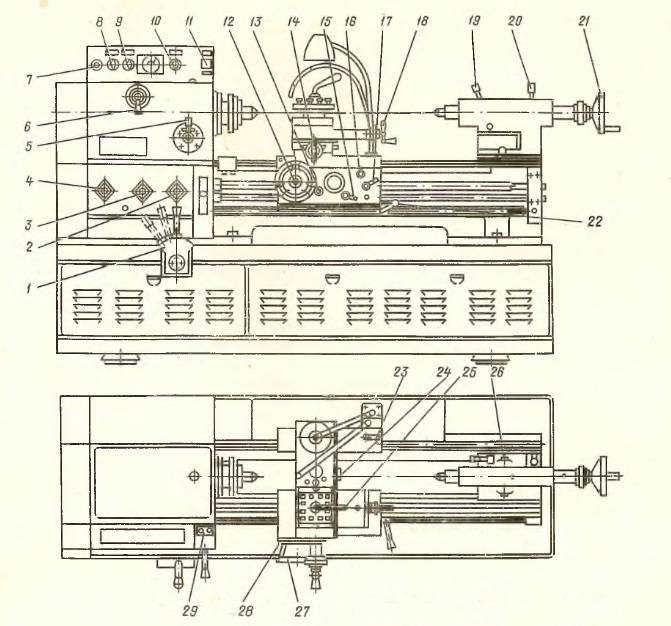
1Е61М Расположение основных узлов и органов управления станком
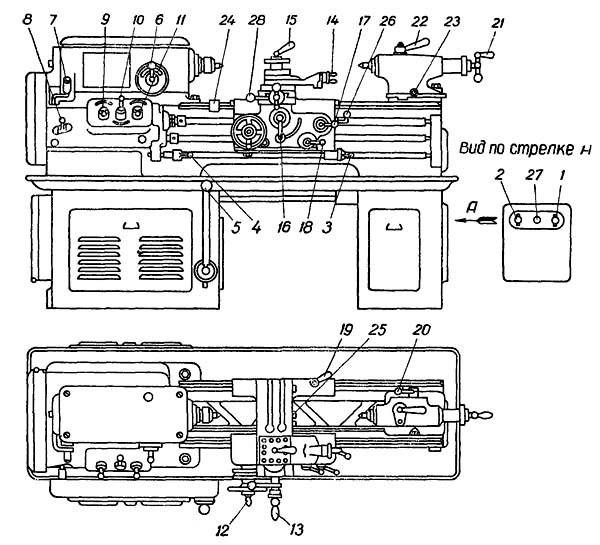
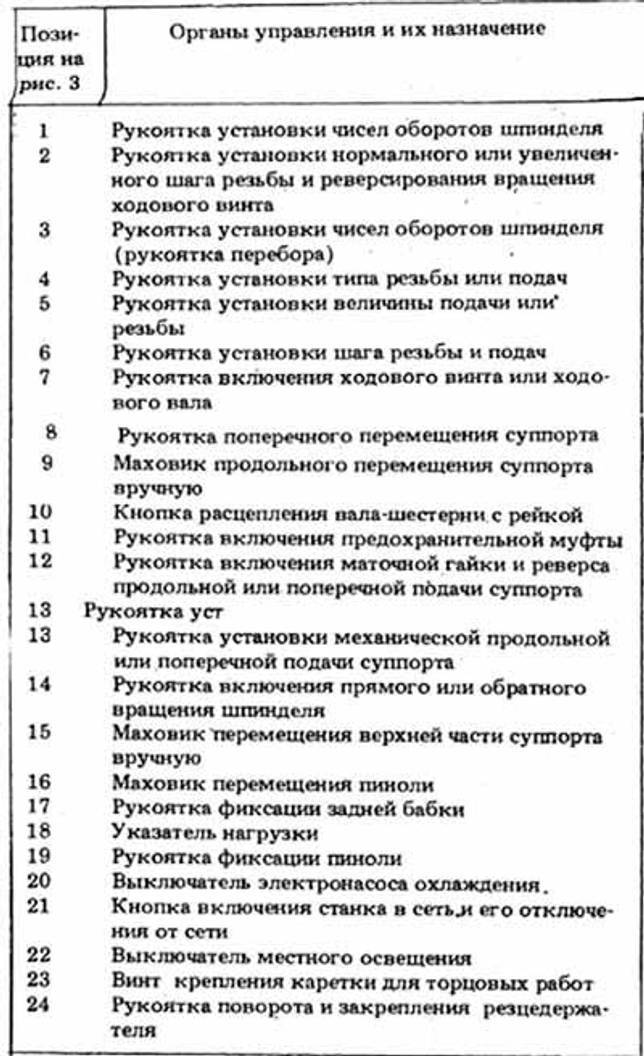
Расположение органов управления станком 1е61м
Перечень органов управления токарным станком 1Е61М
- Включение масляного электронасоса и соединение с внешней электросетью
- Включение эмульсионного электронасоса
- Упор для пуска, останова и реверсирования шпинделя
- Упор для пуска, останова и реверсирования шпинделя
- Переключение чисел оборотов шпинделя
- Включение перебора передней бабки
- Трензель и механизм восьмикратного увеличения шагов резьб
- Переключение шестерен конуса Нортона
- Включение метрических и модульных, дюймовых и питчевых или точных резьб
- Множительный механизм подач или шагов резьб
- Включение ходового винта или ходового валика
- Маховичок для ручного продольного перемещения каретки
- Перемещение поперечного суппорта
- Перемещение верхних салазок суппорта
- Крепление резцедержательной головки
- Включение продольных или поперечных подач
- Включение гайки ходового винта
- Включение и выключение падающего червяка
- Крепление каретки суппорта к станине
- Крепление задней бабки к станине
- Перемещение пиноли задней бабки
- Крепление пиноли задней бабки
- Поперечное смещение корпуса задней бабки
- Упор автоматического выключения продольной подачи
- Упор автоматического выключения поперечной подачи
- Жесткая фиксация маточной гайки ходового винта
- Включение местного освещения
- Быстрый отвод резца от изделия
Основные узлы токарного станка и их назначение
Источником движений в станке является электродвигатель, который через коробку скоростей (редуктор) передает вращение на шпиндель, а от шпинделя через гитару сменных зубчатых колес и коробку подач вращение передается на ходовой винт м (при нарезке резьбы) или на ходовой вал Н (при других токарных операциях).
Торможение шпинделя осуществляется противотоком.
Короткие заготовки закрепляются в кулачковом патроне, а правый конец длинной заготовки поддерживается центром, расположенным в пиноли задней бабки.
Задняя бабка используется также для закрепления и подачи сверла и другого осевого инструмента.
Суппорт служит для осуществления перемещений закрепленного в резцедержателе резца в продольном и поперечном направлениях.
Механизм фартука преобразует вращательное движение ходового вала или ходового винта в поступательное движение суппорта.
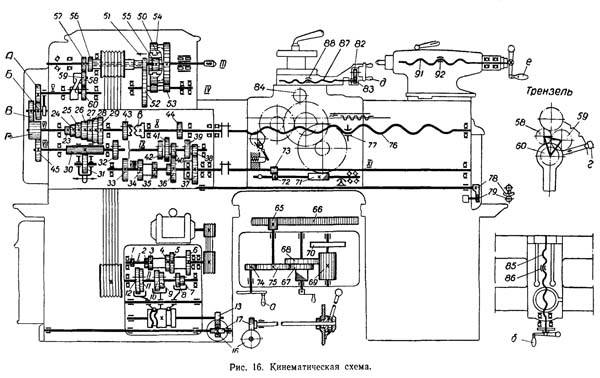
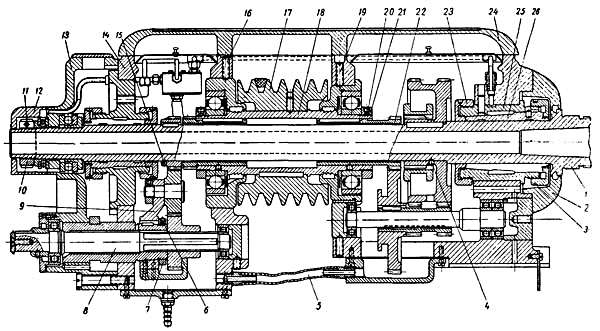
Описание кинематической схемы токарно-винторезного станка 1Е61ПМ, 1Е61ВМ
Привод движения резания состоит из двух клиноременных передач, шеcтиступенчатого редуктора и переборного устройства.
Приводной вал I редуктора связан с двухскоростным электродвигателем мощностью 2,7/4,4 кВт клиноременной передачей через шкивы 2 и 3. Трехваловый редуктор имеет два двойных подвижных блока губчатых колес 5-4, 10-И и одно подвижное зубчатое колесо 6. Вал II получает вращение от вала I через зубчатые колеса 5-8, когда блок 5-4,(рис.5), сдвинут влево либо через губчатые колеса 4-7 при крайнем правом положении блока 5-4 или посредством зубчатых колес 6-9. В последнем случае зубчатое колесо 6 вводится в зацепление с зубчатым колесом 9, а блок 5-4 устанавливается в среднее нейтральное положение: Двойной блок IO-II позволяет увеличить количество скоростей на выходном валу III редуктора до 6.
Вращение от редуктора посредством клиноременной передачи через шкивы 12-13 и зубчатые колеса 14-15-16-17 сообщается шпинделю IV.
Нижний ряд чисел оборотов от 35,5 до 280 в минуту передается шпинделю через перебор.
Применяемый двухскоростной электродвигатель позволяет изменить нижний и верхний ряд чисел оборотов и получить 24 скорости вращения шпинделя. Вследствие совпадения шести скоростей шпиндель имеет 18 различных скоростей вращения (см. табл. 3).
Движение подачи суппорта передается от шпинделя. Вал VII получает вращение через зубчатые колеса 21-22-23-24. Подвижное зубчатое колесо 23, расположенное на валу VI, служит для изменения направления перемещения суппорта. При смещении зубчатого колеса влево вал VII получает вращение от блока 26-27, минуя промежуточное зубчатое колесо 24.
Для подачи суппорта сменные губчатые колеса a, b, c, d устанавливаются так, как показано на кинематической схеме, и вал IX приводится в движение от вала VII. Дальше движение передается через зубчатые колеса 28-33-37-39 на промежуточный вал XI. Выходной вал ХII и связанный с ним предохранительной муфтой ходовой валик XV получают вращение через зубчатые колеса 40-43 или 41-44.
Ходовой валик XV передает вращение посредcтвом червячной пары 49-50 валу XVI, на последнем установлены зубчатые колеса 51-52-53-54 планетарного механизма. Через планетарный механизм вращение передается на вал XVII, затем, через зубчатые колеса 55-56-57-58 передается движение на рейку. Таким образом, суппорт получает продольную подачу.
Поперечная подача осуществляется ходовым винтом XIX, который получает вращение от вала XVI через зубчатые передачи 51-52-53-54 и 55-60.
Для нарезания резьбы с шагом до 7-ми движение, как и при подаче суппорта, заимствуется от шпинделя станка. Резьбы с более крупным шагом нарезаются с использованием звена увеличения шага при включенном переборе. Для этого зубчатое колесо 22 вводят в зацепление с зубчатым колесом 20.
Для нарезания резьб минуя множительный механизм коробки подач, ходовой винт XIV соединяется посредством муфты 32 напрямую с гитарой.
Для нарезания метрической, дюймовой и модульной резьб сменные зубчатые колеса а, в, c, d гитары (см. табл. 6) устанавливаются так, как указано в табл. 15, 16.
УТ16ПМ, кто-нибудь на них работал?
Станок годный к труду и обороне, усё таки на оборонных заводах делался и, вроде в Вятке делается по сей день.
Тяготит следующее, хотя скорее дело привычки жития с Саматом:
1. Подача на суппорте не в крест и без реверса, реверс отдельной ручичкой на бабе, что не айс для меня. Как и поперечка отдельной ручичкой на суппорте.




2. Перебор подач в коробке подач тоже не нравится по алгоритму, Самат тут лидер тоже. Но жить можно…
3. Замена ремней шпенделя без выемки шпенделя никак, однако жаль что не нашёл полиуретановых 14К-2000 но надеюсь что пара в работе и пара в запас мне хватит.
4. Патрон на конус тока 160 мм, 200 мм 3-кулачкового с таким конусом в природе нет, а жаль. Выход- самодельная планшайба на основе старого 160-го с присобаченым 200-м.
5. Метод переключения скоростей мотора оно конечно несовременно, просится частотник с шириной где-то 2 на мотор 5,5/1500. Мене 40-2000 нафиг, очень надо 25-1250, а точнее полное перекрытие 200-400 и 400-800 без дёргания ручек.
Радует:
1. Станок действительно «железный» и «мясистый», джет 1440 в заношеные стельки близко не стоит, в связи с чем неоднократно поднимал тост за здравицу манагера из фирмы, совершившего должностное преступление и давшего реальную инфу относительно энтого чуда станкостроения. Судите сами- Утэшка имеет ресурс по годам без отдыха 13 лет, джет всего 7 лет в одну смену. То есть мой б/у 92-го года ещё переживёт новый джет.
2. Пиноль з/б толстая что есть гут, ширина станины зер гут вкупе с соотношением в/ц к ш/с и ширине ползушки суппорт не раскачивается даже если стружка снимается с палец за проход на грани.
И хотя тяготений пять пунктов, все они нестрашные так как две радости всё перевешивают
Станок искал долго, хотелося Самат-400 но приличных не нарыл, этот УТ покупал у перекупщиков, недёшево- 120 штук и с мелкими багами хотя, станок не машинка- облупленая краска и кое-где не в критических местах подгнивание и ржа ценность не умаляют. Повключав все аппараты на фирме только этот привлёк лёгким шелестом шпенделя на 2000 об. и несильным гулом бабки на переборе 1:8 под нагрузкой. Достав из кармана отвёртку в виде сотни на пиво манагеру, снял крышку бабки и испытал восторг от внутреннего состояния. На направах станины была кой-какая коррозия под патроном, замерил индикатором самые глубокие-четверть деления нету, так, стрелка колеблется от риски малость, общая очаговость как у шаброваной- так что нестрашно а износа/задиров нет вообще нигде и направы реально калёные.
Так как всё познается в сравнении и от присущей человеку жадности отслюнявить 120 штук показалось неразумно отправился в другие места…и за 60 смотрел и даже за 45, на вид ничо но механика хуже. Настал критический момент выбора- вроде б нагрузка небольшая будет на станок для домашней мастерской и надо не на век…но купил этот. Иж-250 и производные коротковат, а жаль, так как Ижак станок весьма станковатый, но о покупке УТшки не пожалел ни разу.
Токарный 1Е61М. Миссия — впихнуть невпи….
Итак, выкладываю отчет с фото о покупке второго (надеюсь, последнего) большого токарного станка. Покопав довольно много предложений — остановился на этом. Станок явно уступает по точности ИЖ250 (хоть и «повышенной точности», но 60 лет свое дело сделали). В пользу этого решения была цена (8000 грн), наличие его в Одессе (не из Киева или еще откуда переть, погрузка-доставка-разгрузка эвакуатором 450 грн) и большое РМЦ — 710 мм. В станках приемлемого для меня класса (до 1,5 тонн и до 4,5 кВт) — наверное, самый большой. Тема посвящена его такелажу, чтобы не засорять основную тему A_Tima. Сразу скажу, драйва было поменьше, чем от фрезера. Уже четко знали, что делать…Ну, 10 метров по цеху ломами на катках протолкали без вопросов.Дальше — эвакуатор:

Нагло везем по городу незакрытым, менты, хвала Аллаху не заинтересовались
Разгрузка… Помня о моих трубах-кабелях (понавешал сосед, блин), специально вызвал тот же эвакуатор.Новый мастер-класс:

Поясню — станок вешается на цепях, пропущенных под ребрами жесткости в станине. Очень странно — но так в паспорте.Так же и грузили (там своя проблема есть — патрон мешал. Хорошо хоть местные токари знали в чем дело и за пять минут открутили.Дальше манипулятор поднес станок к трубе, опустил его на землю. Потом выдвинул стрелу НАД трубой, зацепили повторно и опять переместили. Бедный забор! (впрочем, все равно чинить).
Спустя неделю — миссия впихнуть невпих… Станок — таки толстожо…й Дверные проемы в подвале — впритык по ширине нижней тумбы… Снимаем рычаг переключения скоростей, все щиты передней тумбы, маховики продолной и поперечной подач…Копаем новый пандус и кладем рельсы. причем размер пандуса — впритык по передней тумбе (я надеялся, что в случае чего станок поедет и заклинится).А дальше — как всегда. Ломы под станок, заводим стальные листы, катки и поехали….
Спускаем переднюю тумбу на пандус:

Задняя, есесссно, зависает в воздухе. Игорь (150 кг) становится на нее, но станку (1500 кг) это пофиг

По пандусу станок идет впритирку:

Есессно, Ваш покорный в любимой позе

Потихоньку въезжаем в подвал:

Дальше, надо на что-то опираться. Одесские ролевики настолько суровы, что протыкают ломом наковальню

Первую дверь (входная не считается) проходим без приключений, а вторая — уже. Просовываем переднюю тумбу, отогнав суппорт назад, потом долбаем канавку под винт поперечной подачи и провозим суппорт вперед:

Передняя тумба прошла впритирку:

Дальше — развернули и поставили. Поставлю на виброопоры, сфоткаю конечное положение.Мораль — 1Е61 проходит везде, где проходит его передняя тумба!
www.chipmaker.ru
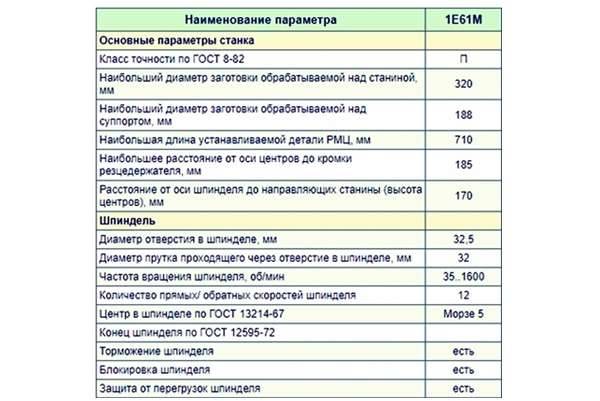
Технические параметры модели 1Е61М
Для токарного промышленного оборудования применяются некоторые критерии исходя из которых определяются условия эксплуатации конкретного станка. Для описываемой нами модели подобными критериями выступают:
- максимально допустимая длина подлежащей обработке заготовки;
- максимально допустимые обороты шпинделя в пределах минуты;
- наибольший диаметр подлежащей обработке детали.
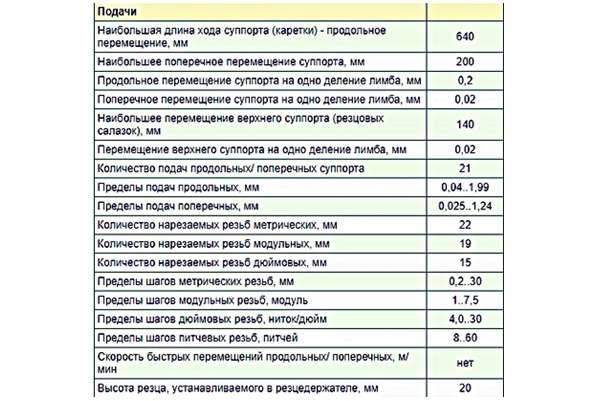
Рассматриваемая нами модель способна обрабатывать заготовки максимальной длиной до 710 и наибольшим диаметром относительно суппорта 320 миллиметров. Количество оборотов шпинделя регулируется соответствующим переключателем в пределах от 35 до 1335 в минуту.
Описание конструкции
Здесь пользователь должен учитывать некоторые нюансы.
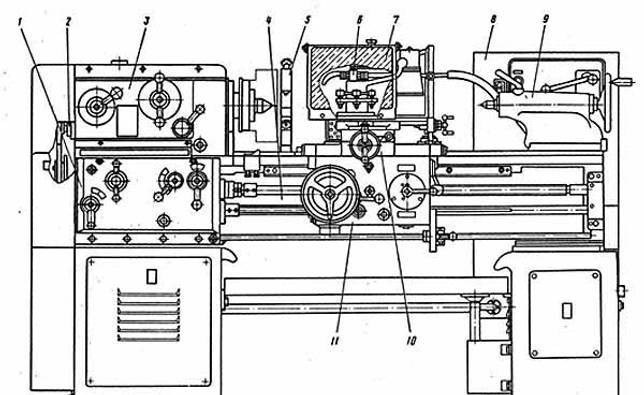
Расположение основных узлов
- Основной узел – станина.
По сравнению с другими комплектующими, она обладает минимальной массой. Деталь крепится на специальной площадке, при помощи соответствующих болтов. У станины есть две направляющие. Одна из них выполнена в форме «ласточкиного хвоста», а вторая – выглядит как призма. Суппорт на станине держится жёстко благодаря таким формам и клиньям, отвечающим за регулировку.

- Передняя бабка располагается обычно слева.
Её устанавливают внутри пазов таким образом, что пользователь легко разворачивает деталь на несколько градусов, когда возникает необходимость. То есть, центр без проблем смещается относительно оси. Тогда при обработке деталей легко добиться получения определённой формы.
- Передняя бабка вмещает в себя коробку скоростей.
Рычаги управления размещаются снаружи. Гитара сменных шестерёнок монтируется в передней части. Перед нарезанием резьбы шестерёнки меняются, если в этом возникает необходимость. Коробка скоростей – место, где можно отыскать шпиндельный узел. Сам шпиндель вращается при поддержании скоростей до 16-2000 оборотов в минуту.








Двигатель главного привода у станка находится в специальной тумбе, с левой стороны. Прямое и обратное вращение шпинделя включаются в любой удобный момент.

- Задняя бабка – у станины справа.
В эту часть вставляются различные инструменты, включая центр и плашки, метчики, свёрла.
Задняя бабка отличается надёжным креплением, она легко движется по поверхности станины. Ход пиноли – 100 мм.
- Фартук, через который проходят вал с винтом.
- Суппорт.
- Коробка подач.
- Электрический шкаф.
- Смазывающе-охлаждающая жидкость.
- Экран для дополнительной защиты.
Передняя бабка
Редуктор участвует в процессе передачи вращательного движения шпиндельного шкива. Здесь так же принимает участие индивидуальный электрический двигатель. Ремни типа «Б» обеспечивают работу клиноременной передачи. Движение идёт прямо к шпинделю сквозь перебор, либо обходя его.
В конструкции присутствует два подшипника качения. Благодаря чему сохраняется свойство центровки, клиновидный шкив провода не утрачивает своего первоначального положения. Ориентация происходит на основе центральной части шпиндельной бабки. Натяжение клиновидных ремней не оказывает на конструкцию негативного влияния. Шпиндель не испытывает повышенных нагрузок.
Всего у шпиндельной бабки шесть скоростных ступеней. Блок-шестерни передвигаются по шлицам, что и позволяет контролировать скорость, выбирать определённый вариант.
Отдельный насос, с приводом от электродвигателя, отвечает за смазывание передней бабки. Благодаря наличию блокировки исключается вероятность того, что система запустится при отсутствии соответствующей жидкости.
Строение станка и система управления
В целом станок делится на 10 ключевых узлов:
- Станина.
- Коробка скоростей.
- Коробка передач.
- Коробка подач.
- Фартук.
- Суппорт.
- Зад. бабка.
- Узел электрооборудования.
- Защитный экран.
- Система охлаждения.
Управление механизмами станка осуществляется посредством целого ряда рабочих органов. Пиноль приводится в движение при помощи маховика. Этот механизм можно фиксировать при помощи специально сконструированного упора, который находится в задней бабке. Последняя закрепляется на станине посредством соответствующей ручки.
В конструкции устройства предусмотрено наличие специального рычага, который обеспечивает фиксацию станковой каретки в ходе выполнения робот на торце заготовок.
Благодаря наличию более двух десятков органов управления, оператор данного устройства может выполнять следующие функции:
- Устанавливать интервал вращения шпинделя, активировать прямое и обратное движение узла со шпинделем.
- Выбирать необходимый тип резьбы.
- Активировать ходовой винт.
- При необходимости включать и выключать муфту предохранения.
- Приводить движение суппорта.
- Регулировать параметры подачи.
- Активировать обратное вращение ходового винта, задавать необходимые параметры резьбы.
Кроме того, схема управления станком позволяет в необходимый момент подавать на рабочие узлы охлаждающую жидкость, сцеплять и расцеплять рейку, нарезающую резьбу, менять и закреплять положение головки резца, освещать рабочий участок станка. На устройстве также есть указатель уровня нагрузки.
Стоит отдельно рассказать о коробке подач и коробке изменения скоростей, об электрооборудовании станка.
Коробка подач. С ее помощью оператор может задавать необходимые параметры при создании резьбы. В инструкции к устройству предоставлена информация не только, по габаритам заготовок, но и о том, какая подача лучше всего подойдет для выполнения той, или иной функции.
Отсюда оператор может узнать о правильном подборе шестерней, установке необходимого шага при создании резьбы. Кроме того, в паспорте указано положение рукояток при выполнении нужных мастеру функций.
Видео: токарный станок 1м61.
Коробка скоростей. Предназначена для выбора интервала вращения шпинделя. Ее строение включает в себя:
- электрический двигатель;
- систему передач;
- набор зубчатых колес.
Общее количество скоростей для шпинделя на данном устройстве – 24. При этом 12 скоростей оператор выбирает непосредственно через муфту, а еще 12 – через шестерни перебора. Управление коробкой оператор осуществляет при помощи 3 ручек:
- Для переключения шестеренок.
- Для включения перебора и муфты.
- Для перемены хода вращения винта (используют при создании резьбы).
Электрическое оборудование устройства. Блоки с элементами электрооборудования находятся с правой стороны от кронштейна ходового винта. Станок рассчитан на работу с трехфазным током переменного типа, с напряжением в 38ОВ. Предвиделись также модификации станка с электрическим оборудованием, ориентированным на работу с 220В и 440В.
Мощность основного электродвигателя – 4кВТ.
Мощность насоса для охлаждения – 0,12кВт.
Главный электродвигатель приводится в действие при помощи специальной ручки. Для включения обратного движения при нарезании резьбы, оператор должен передвинуть эту же рукоятку с максимального верхнего в максимальное нижнее положение. Перед применением охлаждающего насоса, необходимо получить соответствующую информацию с указателя уровня нагрузки.
Кроме токарно-винторезного станка 1м61, существует и его модификация 1м61п. Эти устройства очень похожи между собой, но последний станок обладает повышенной точность при работе с заготовками, о чем свидетельствует буква «п» в маркировке станка. Как и 1м61, устройство 1м61П применяется для токарных работ в условиях малых производственных оборотов.
Republished by Blog Post Promoter
Основные регулировочные манипуляции со станком
Для гарантирования надежной работы агрегата огромное значение имеет тщательные первичная и текущая регулировки его составляющих его узлов и механизмов. К примеру, выставление зазора направляющим салазкам, производится винтом, своим буртом проникающим в клиновые пазы. Жесткость присоединения поперечных салазок, по которым движется каретка, обеспечивается за счет настройки их клина. Для регулировки степени натяжения необходимо:
- немного ослабить затяжку винта;
- подтягивать клин винтом, размещенным рядом, добиваясь плавности хода салазок;
- максимально затянуть первичный винт для окончательной фиксации положения регулировки.
В периодической регулировке натяжения нуждаются и клиновые ремни, подвергающиеся растяжению в результате длительной и интенсивной эксплуатации. Тяжело переоценить роль, которую играет клиновидный ремень, ведь именно он сообщает движение, которое принимает коробка скоростей от электродвигателя, позволяя выполнять качественное исполнение резьбового нанесения и прочих ответственных операций.
Последовательность натяжки клиновидных ремней на токарном станке следующая:
- Предварительно следует демонтировать крышки с передней тумбы.
- Затем, с помощью винта, подтягиваются салазки по продольным пазам, пока натяжение ремней не будет соответствовать требованиям.
- Необходимую регулировку заканчивают фиксацией достигнутого положения затягиванием гаек до упора.
Для натягивания шпиндельных ремней, следует снять заднюю крышку с передней тумбы. Затем, не до конца откручивая гайку регулировки, следует натянуть ремни до желаемого уровня. Завершите операцию завинчиванием гайки до упора.
Подшипник шпинделя регулируется гораздо сложнее. Конусообразная передняя шейка шпинделя скользит в двухрядном роликовом подшипнике, внутреннее кольцо которого имеет коническое отверстие, позволяющее регулировать зазоры шпинделя.
При грамотной и тщательной регулировке токарь в процессе эксплуатации станка не столкнется со случаями заедания шпинделя, который даже при ручном вращении должен свободно вращаться. А это, в свою очередь, гарантирует качественность обработки заготовок, отсутствие дробления при выполнении операций точения или нарезания резьб.
Задняя шейка шпиндельного узла вращается в радиально-упорном шариковом подшипнике, который функционально связан с шарикоподшипником, принимающим на свою конструкцию помимо радиального усилия также усилия, векторы которых направлены в двух плоскостях относительно шпинделя.
Натяжка упорного подшипника необходима для избавления от осевого и возможного радиального зазора (эта операция выполняется на предварительных стадиях регулировок). В дальнейшем выполняется настройка переднего подшипника по следующей методике:
- ослабляется затяжка стопорного винта;
- размещенное внутри подшипника кольцо подтягивается навертыванием гайки на шпиндель.
Технические характеристики токарного станка 1е61м гарантируют высокоточную обработку изделий только при выполнении следующих требований:
- Не допускается монтирование станка в непосредственной близости от аппаратов ударного действия и механизмов, оказывающих внешнюю вибрацию.
- Станок обязан монтироваться в хорошо освещенном чистом помещении, однако попадание прямых солнечных лучей следует исключить.
- Не допускается монтаж станка в непосредственной близости от систем обогрева или централизованного отопления.
- Температурный режим помещения должен обеспечиваться в пределах 16—22° по Цельсию.
- Замена ремней должна производиться согласно регламенту или по мере необходимости с учетом износа.
Видео: токарный станок 1Е61М.
https://youtube.com/watch?v=YAohexyuT9s
Republished by Blog Post Promoter
Технические характеристики
Основными параметрами, заслуживающими внимания, можно назвать:
- Диаметр будущей резьбы.
- Выбранные скоростные режимы.
- Длина детали, её соответствие параметрам используемого оборудования.
Если названные выше габариты соответствуют условиям эксплуатации, то можно переходить дальше, к этапу настройки самого станка.
Винторезное оборудование отличается следующими параметрами:
- 1650 килограмм – общая масса станка, если не учитывать дополнительное оборудование.
- Минимальная частота вращения – 35, максимальная может составлять 1600 оборотов.
- Точные параметры, связанные со смещением лимба. По продольной направляющей это 0,2 миллиметра, по поперечной – 0,02 миллиметра.
- На передней части устанавливаются две резцовые головки. Вторая монтируется на участке сзади.
- В главном держателе имеется всего до 4 резцов.
- 32 миллиметра – таков диаметр использующихся прутков.
- 170 миллиметров – допустимая высота для центральных частей.
- При 125 Вт работает отдельный двигатель насоса охлаждения. На 125 Вт – двигатель, связанный со смазочным механизмом.
- 4,5 кВт – показатель мощности главного привода, за счёт которого осуществляется движение.
Дополнительно в токарной установке присутствует система, предотвращающая повреждения, связанные с чрезвычайными нагрузками. Механизм просто блокируется, если возникает опасная ситуация. Примерно так же работает модель типа 1Е61ПМ.








1Е61МТ станок токарно-винторезный высокой точности. Назначение и область применения
Токарные станки моделей 1Е61МТ созданы на базе станка 1Е61М и относятся к классу легких токарных станков.
Станок токарно-винторезный модели 1Е61МТ является универсальным и предназначен для выполнения финишных операций при токарной обработке деталей высокой точности и нарезания различных резьб. Класс точности станка — В.
Описание конструкции токарно-винторезного станка
Привод станка 1Е61МТ осуществляется от индивидуального электродвигателя мощностью 4,5 кВт и числом оборотов в минуту 1335.
Клиноременной передачей движение передается на приемный шкив коробки скоростей. От коробки скоростей шестью клиновыми ремнями движение передается дальше, на шкив передней бабки, а затем при помощи зубчатой муфты — на шпиндель.
Нарезание резьб высокой точности обеспечивается возможностью соединения ходового винта непосредственно с соответствующим комплектом сменных шестерен на гитаре, минуя всю цепь коробки подач.
Станок также позволяет нарезать резьбы нормальной точности при помощи коробки подач.
Цепь подачи станка имеет звено увеличения шага, посредством которого достигается восьмикратное увеличение табличного значения подач и шагов резьб.
Включая звено увеличения шага, можно производить нарезку крутых резьб, прорезать всевозможные крутые спирали, нарезать многозаходные червяки и выполнять ряд специальных работ.
Фартук станка имеет механизм «падающего» червяка, автоматически выключающего продольную и поперечную подачи при работе с неподвижными упорами. Одновременно этот механизм предохраняет станок от поломок при перегрузке. Но при работе ходовым винтом пользоваться продольным упором недопустимо.
В средней части шпиндельной бабки помещен клиновой приводной шкив, смонтированный на двух шарикоподшипниках. Таким образом, шпиндель разгружен от натяжения клиновых ремней.
Смазка передней бабки автоматическая, от отдельного масляного насоса. Включение главного электродвигателя и включение масляного насоса сблокированы, чем исключена возможность работы шпиндельной бабки без смазки.
Подвод смазочно-охлаждающей жидкости в зону резания производится электронасосом, включение которого осуществляется по мере надобности от отдельного выключателя.
Реверсирование главного движения станка — электрическое. Торможение вращения шпинделя производится противотоком в электродвигателе.
Применяемый на станке электродвигатель с повышенным скольжением обеспечивает повышение частоты реверсирования при нарезании резьб.
Производственные возможности станка значительно расширяются с помощью ряда дополнительных принадлежностей, прилагаемых к станку по особому заказу за отдельную плату.
Станок обеспечивает высокую точность при соблюдении следующих пунктов:
- Не допускать установку станка вблизи машин ударного действия и машин, вызывающих внешние вибрации.
- Станок должен быть установлен в чистом светлом помещении, но в то же время его следует предохранять от прямого солнечного света.
- Не допускать установку станка вблизи приборов отопления.
- Температура в помещении должна поддерживаться в пределах 18—20° С.
ТВ-01 — 1949 год, первая модель серии токарно-винторезных станков, Ø 340 х 1000 мм
ТВ-01М — токарно-винторезный станок
1Е61 — 1955 год, токарно-винторезный станок повышенной точности, Ø 320 х 750 мм
1Е61М — 1965 год, токарно-винторезный станок повышенной точности, Ø 320 х 710
1Е61МТ — токарно-винторезный станок высокой точности, Ø 320 х 710
1Е61МТС — токарно-винторезный станок повышенной точности специализированный
1Е61ПМ, 1Е61ВМ — 1975 год, токарно-винторезный станок повышенной точности, Ø 320 х 710
1Е61ПМа — токарно-винторезный станок повышенной точности, Б/с главный привод, Ø 320 х 710
1Е61ПМФ3 — токарно-винторезный станок повышенной точности с ЧПУ «ФС-2К», Ø 250 х 630
с1Е61ПМ, с1Е61ВМ — токарно-винторезный станок повышенной точности специализированный, Ø 320 х 710
УТ16П, УТ16В — 1982 год, токарно-винторезный станок высокой точности, Ø 320 х 710 мм
УТ16ПМ, УТ16ВМ — 1987 год, токарно-винторезный станок повышенной точности, Ø 320 х 750 мм
УТ16ПМТ, УТ16ВМТ — 1987 год, токарно-винторезный станок повышенной точности, Б/с главный привод
УТ16Ф3 — 1983 год, токарно-винторезный станок с ЧПУ «Луч-2Т», Ø 200 х 630 мм
УТ16Д — токарно-винторезный станок повышенной точности
Б/с главный привод — бесступенчатый привод шпинделя на двигателе постоянного тока или тиристорном преобразавателе частоты.





