

Выбор силового оборудования
мотор должен быть мощным:
- при обработке мелких металлических деталей достаточно мотора мощностью от 0,5 до 1 кВт;
- для обточки более крупных заготовок лучше использовать двигатель 1,5-2 кВт.
Для самодельного металлообрабатывающего оборудования подойдёт двигатель от старой швейной машины или с любого другого ненужного бытового прибора. Выбор зависит от того, что найдётся в домашней мастерской или обойдётся недорого при покупке в магазине. К электромотору подсоединяется пустотелый вал из стали или как его называют – головка шпинделя. С этой целью используется ремённая или любая доступная передача. Вал подсоединяется к шкиву, закреплённому на шпонке. Шкив понадобится для размещения на нём рабочей части инструмента.
Подключение силовых механизмов выполняется либо собственноручно, либо обращаются за помощью к специалистам. При этом опытный электрик сделает все быстро и качественно, а у владельца станка будет полная уверенность в безопасности использования электрических деталей токарного станка. После окончания сборочных работ оборудование готово к использованию. Также в случае необходимости человек может расширить функционал оборудования.
Изготовив станок для обработки металлических деталей своими руками, человек получит незаменимого помощника в домашней мастерской. А учитывая многофункциональность такого оборудования, каждый желающий сможет отточить свои навыки в слесарном деле. Самостоятельно изготовленный станок будет отвечать всем предъявляемым к нему требования и не будет занимать много места в доме или гараже.
Устройство
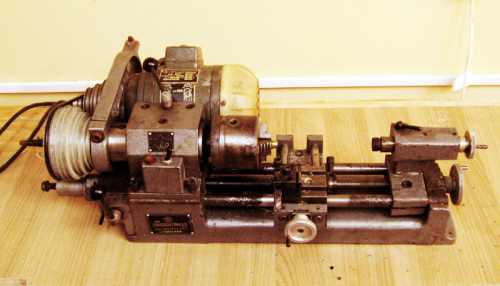 Токарный станок имеет достаточно трудное строение. Его главным элементов является шпиндель. Так принято специалистами именовать пустотелый вал, изготовленный из стали, который имеет отверстие в форме конуса. Именно благодаря последнему осуществляется монтаж различных инструментов и оправок.
Токарный станок имеет достаточно трудное строение. Его главным элементов является шпиндель. Так принято специалистами именовать пустотелый вал, изготовленный из стали, который имеет отверстие в форме конуса. Именно благодаря последнему осуществляется монтаж различных инструментов и оправок.
Шпиндель имеет специальную резьбу, которая в первую очередь предназначена для закрепления на ней планшайбы для токарного станка. Некоторые виды данного оборудования на этом основном элементе имеют специальную канавку. Именно с ее помощью устраняется такая опасность, как неконтролируемое свертывание патрона.
Шпиндель является основной составляющей любого токарного станка именно потому, что только благодаря нему возможна действительно качественная обработка любой детали
Поэтому важно помнить про то, что узел в радиальном и осевом направлении не имел люфта, то есть зазора или промежутка между сопряженными деталями. От шпинделя зависит также и мощность токарного станка
Производительность данного агрегата будет выше в том случае, если у его основного элемента высокая мощность приводного двигателя
От шпинделя зависит также и мощность токарного станка. Производительность данного агрегата будет выше в том случае, если у его основного элемента высокая мощность приводного двигателя.
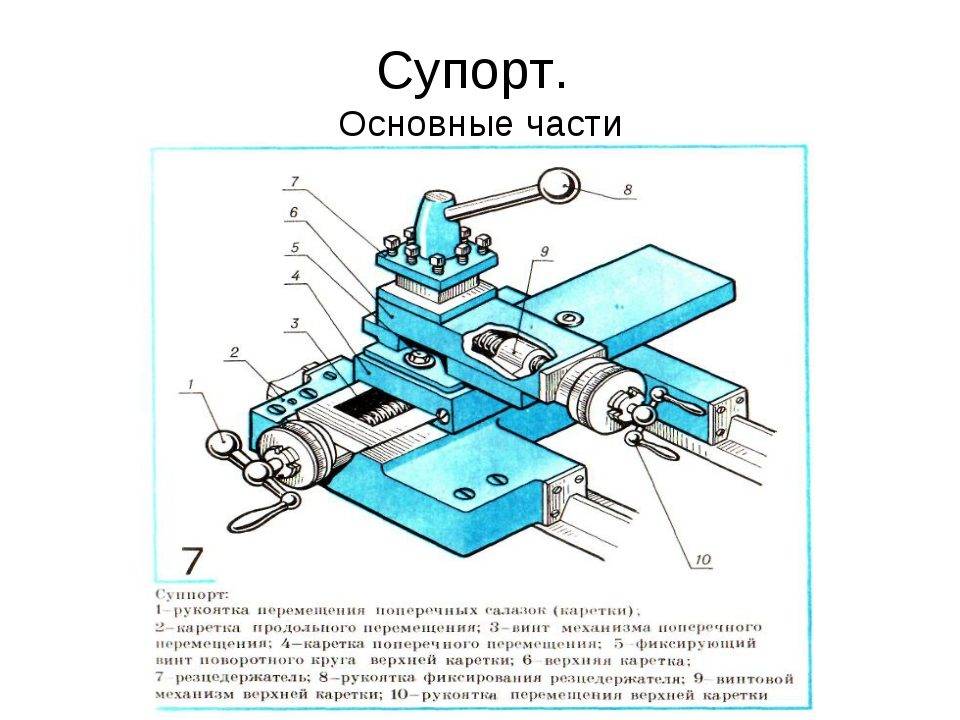
Также немаловажной составляющей токарного станка является суппорт. Именно этот элемент обеспечивает фиксацию режущего инструмента и его перемещение в различных направлениях. На нем находится резцедержатель, который также принято называть резцовой головкой
На нем находится резцедержатель, который также принято называть резцовой головкой.
Назначение и преимущества домашней установки
Станок изготавливается под свои собственные хозяйственные цели. От этого зависит и сложность конструкции, и мощность двигателя. В целом он может выполнять те же работы, что и профессиональные установки:
- точение разных поверхностей (в виде цилиндров, конусов);
- изготовление резьбы;
- подрезочные работы;
- металлообработка торцов.
Благодаря такому широкому функционалу с помощью этого устройства можно затачивать ножи, ремонтировать некоторые детали автомобиля, резать металлические конструкции и т.п.
При этом изготовить токарный станок своими руками – это более выгодный вариант, поскольку:
- такое изделие обойдется дешевле;
- оно не столь громоздкое, как многие промышленные установки;
- его можно спроектировать и выполнить под конкретные задачи, которые необходимы владельцу;
- его легко разместить в гараже, сарае и закрепить на любую жесткую поверхность.
Профессиональные токарные станки по металлу
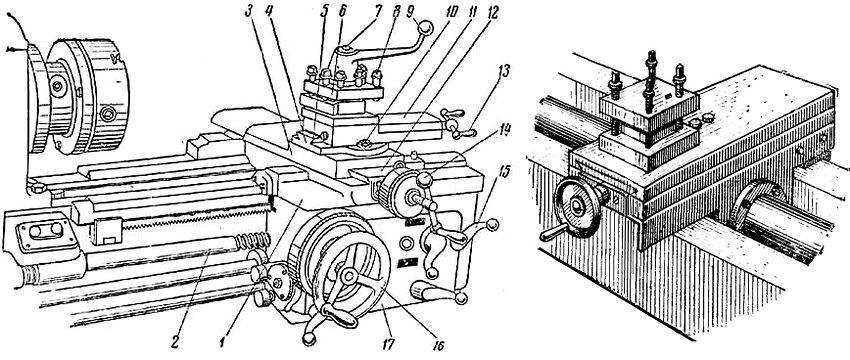
Если требуется профессиональный инструмент для больших объемов сложных работ, следует разобраться с тем, какие существуют виды токарных станков по металлу.
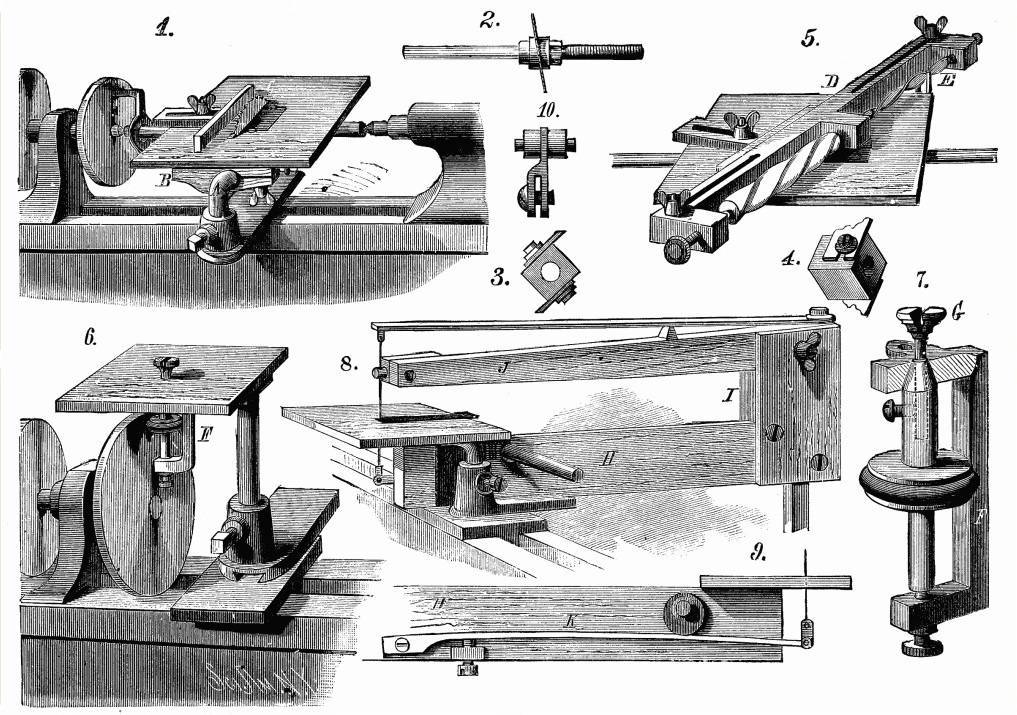
Принципиальная схема устройства представлена на рисунке.
Разновидности станков
В зависимости от своего назначения и особенностей устройства выделяются несколько видов токарных станков по металлу:
- Универсальные предназначены для выполнения основных работ по металлу:
- сверление;
- фрезерование;
- обточка.
Это наиболее востребованный тип устройств – с их помощью можно обрабатывать детали снаружи и внутри, работать с плоскими, коническими и цилиндрическими поверхностями. Можно проводить сложные работы по нарезанию точной резьбы, обработке торцов деталей и сверлению отверстий практически любых диаметров.
- Трубонарезные устройства предназначены для различных видов обработки труб и их соединений. В основном они используются в добывающей промышленности и геологоразведке.

Токарные станки с числовым программным управлением (ЧПУ) – это отдельный класс современных станков, которые используются практически на всех крупных промышленных объектах. С помощью электронных настроек можно добиться высокой точности нарезки, изготовления деталей любой степени сложности. При этом все процессы полностью автоматизированы, что исключает человеческий фактор.

В зависимости от расположения станины бывают такие виды станков:
- С наклонной (под углами от 30 до 60 градусов). В этом случае вся стружка ссыпается по желобу в специальную емкость для отходов, благодаря чему процесс производства становится полностью автоматизированным.

С горизонтальной станиной – эти устройства снабжаются обязательным кожухом, который препятствует разбрасыванию отходов во время работы.

Виды работ на токарном станке
В зависимости от особенностей подачи заготовки, а также от конкретного вида металлообработки выделяют следующие виды работы на токарном станке:
- Точение с ручной или автоматической подачей.
- Точение конусов.
- Нарезание резьбы.
- Сверление отверстий.
Точение с ручной или автоподачей
В этом случае важно установить вершину режущей части так, чтобы она была немного ниже оси с заготовкой. Если это сделать невозможно, тогда лучше установить другой инструмент или подшлифовать деталь
Часто при осуществлении подобных работ задняя бабка не нужна – тогда ее можно просто убрать

Многие модели обеспечивают возможность автоподачи заготовки. В этом случае режущая часть должна быть расположена справа от заготовки.
Во время работы лучше всегда держать левую руку свободной, чтобы сразу нажать на аварийное выключение, если заготовка собьется с нужного направления.
Точение конусов
Последовательность действий следующая:
- Деталь закрепляется шпинделем и задней бабкой.
- Если есть возможность. то на станке настраивается скорость работы механизма. Она выбирается в зависимости от мягкости материала, которую заранее можно определить по справочнику. Если такой возможности нет, можно установить экспериментальным путем.
- Далее производится черновая обработка, после чего – чистовая.
- Если необходимо сделать так называемый конус морзе, необходимо сместить центры, чтобы конус располагался под нужным углом, как показано на рисунке.
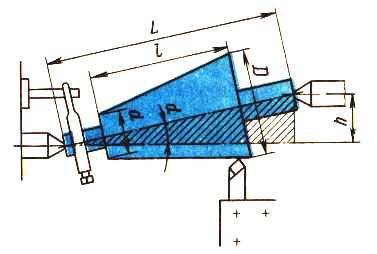
Особенности технологии точения конуса на универсальном станке показаны на видео.
Нарезание резьбы
На токарных станках можно исполнить внутреннюю или наружную резьбу на заготовке. Резьба наносится как на цилиндрические, так и на конические изделия. Разновидностей профилей существует три:
- под прямым углом;
- под острым углом;
- трапециедальный.
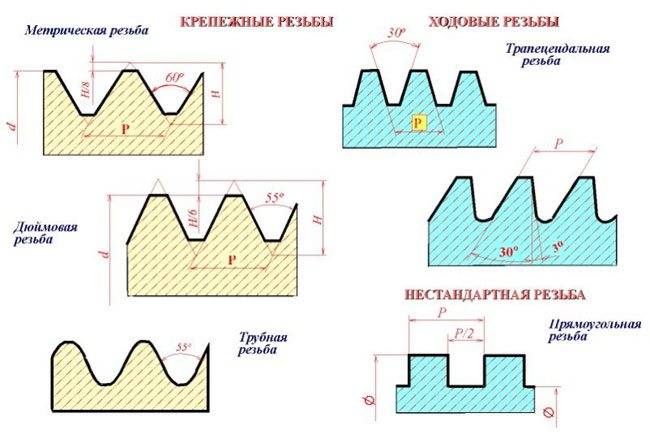
Технологически процесс исполняется с помощью острой вершины резца. Резец крепится в суппорте и перемещается вместе с ним, оставляя следы на металлическом изделии с определенным интервалом.
Резцы могут быть как цельными, так и сборными с креплениями. Также изготавливаются резцы с напаянными пластинами – они особенно долговечны, поскольку пластины исполняются из прочных сплавов (латунь).
Сверление отверстий
Для правильного проведения сверления важно особенно хорошо подготовить торец заготовки. Он подрезается для того, чтобы поверхность была максимально ровной
Также в торце нужно сделать незначительное углубление, чтобы работу можно было выполнить точно в намеченном месте. Углубление можно сделать с помощью сверла или резца.
Размер отверстий регулируется с помощью установки соответствующего сверла. Если отверстие изготовлено меньшего размера, можно осуществить рассверливание – то есть получение большего отверстия за счет более широкого сверла.
Современные МБС для обработки отверстий
Развитие инноваций и технологий открывает для производителей новые условия. Внедрение систем программного управления полностью исключает участие человека в работе станка. Расточные станки нового поколения оснащаются новейшими системами управления и от специалиста требуется только установить станок в требуемом положении либо зафиксировать деталь, которую нужно обработать.
Специалисты, использующие представленными системами, отмечают простоту в использование и наличие большого количества вспомогательных устройств. Поэтому выполнять работы довольно легко с помощью станков этого типа.
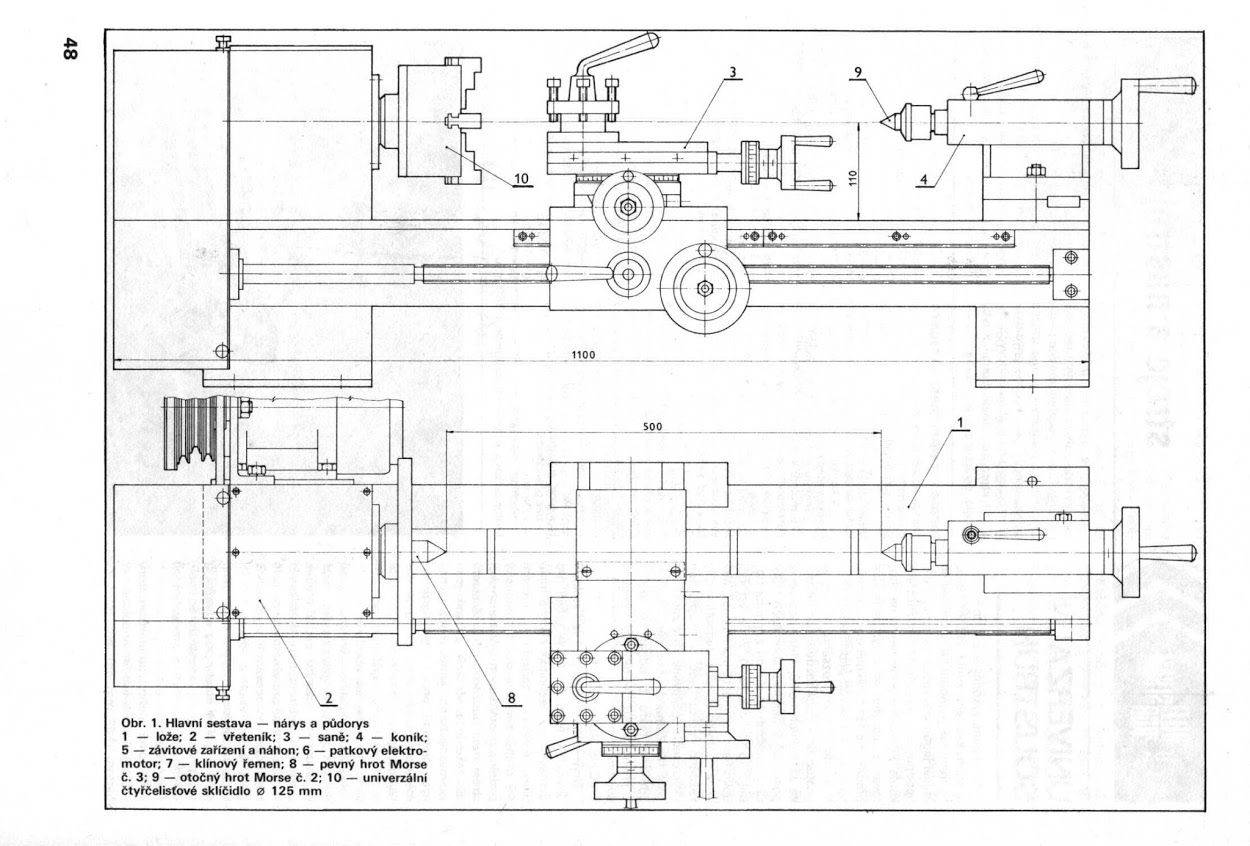
- 5
- 4
- 3
- 2
- 1
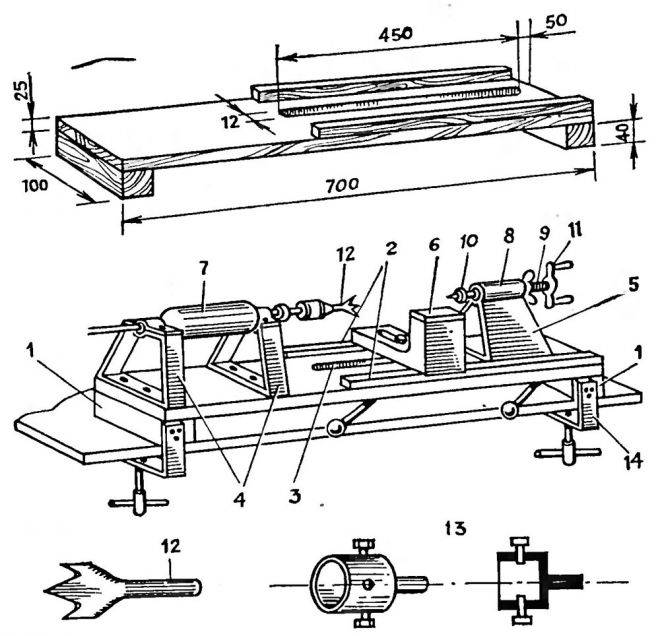
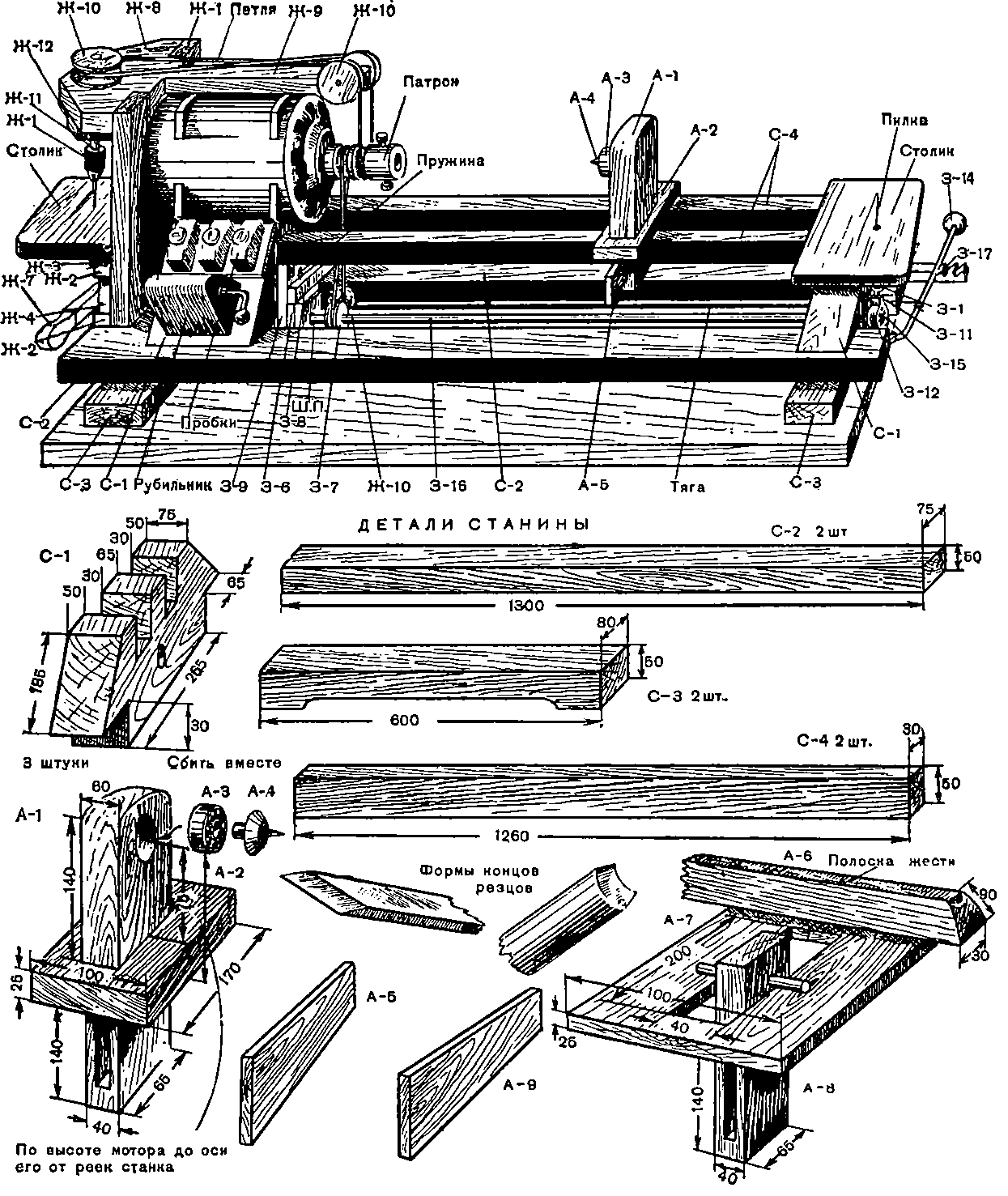
Токарный станок по дереву материалы
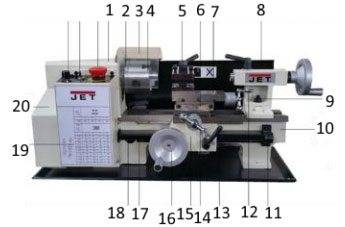
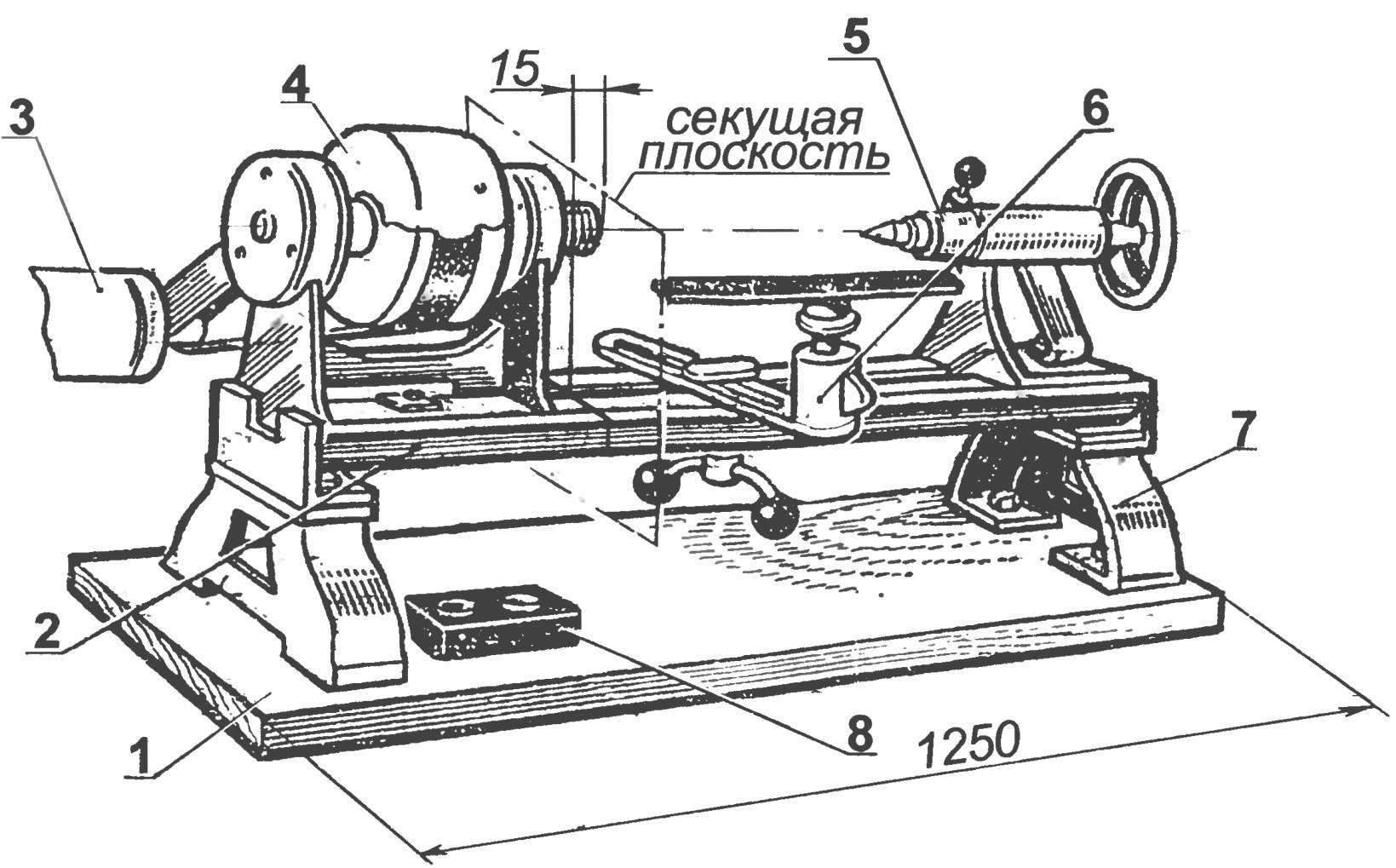
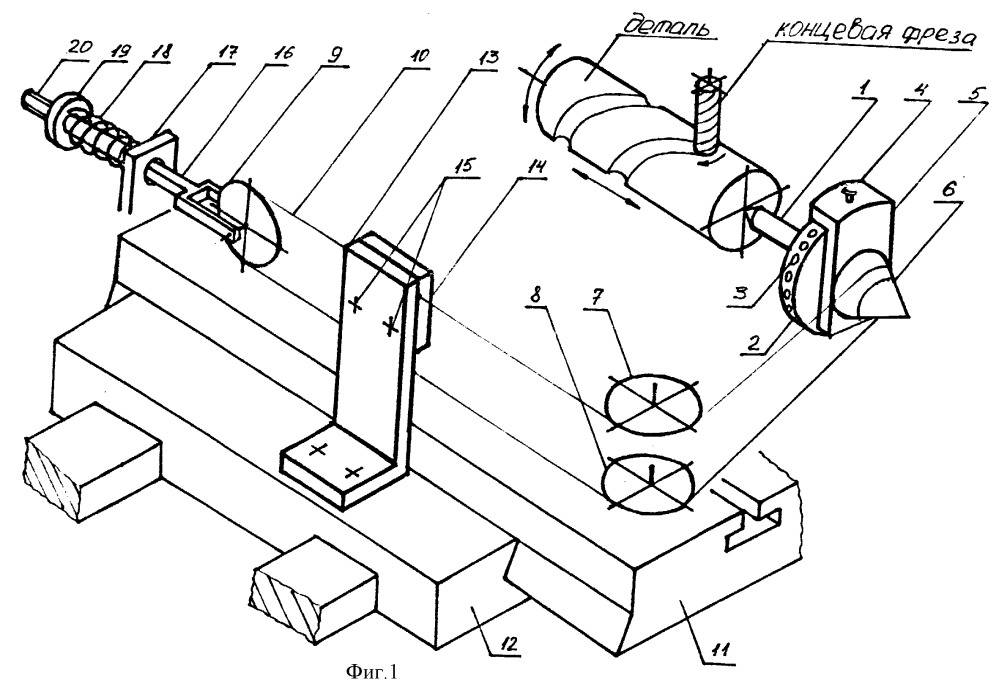
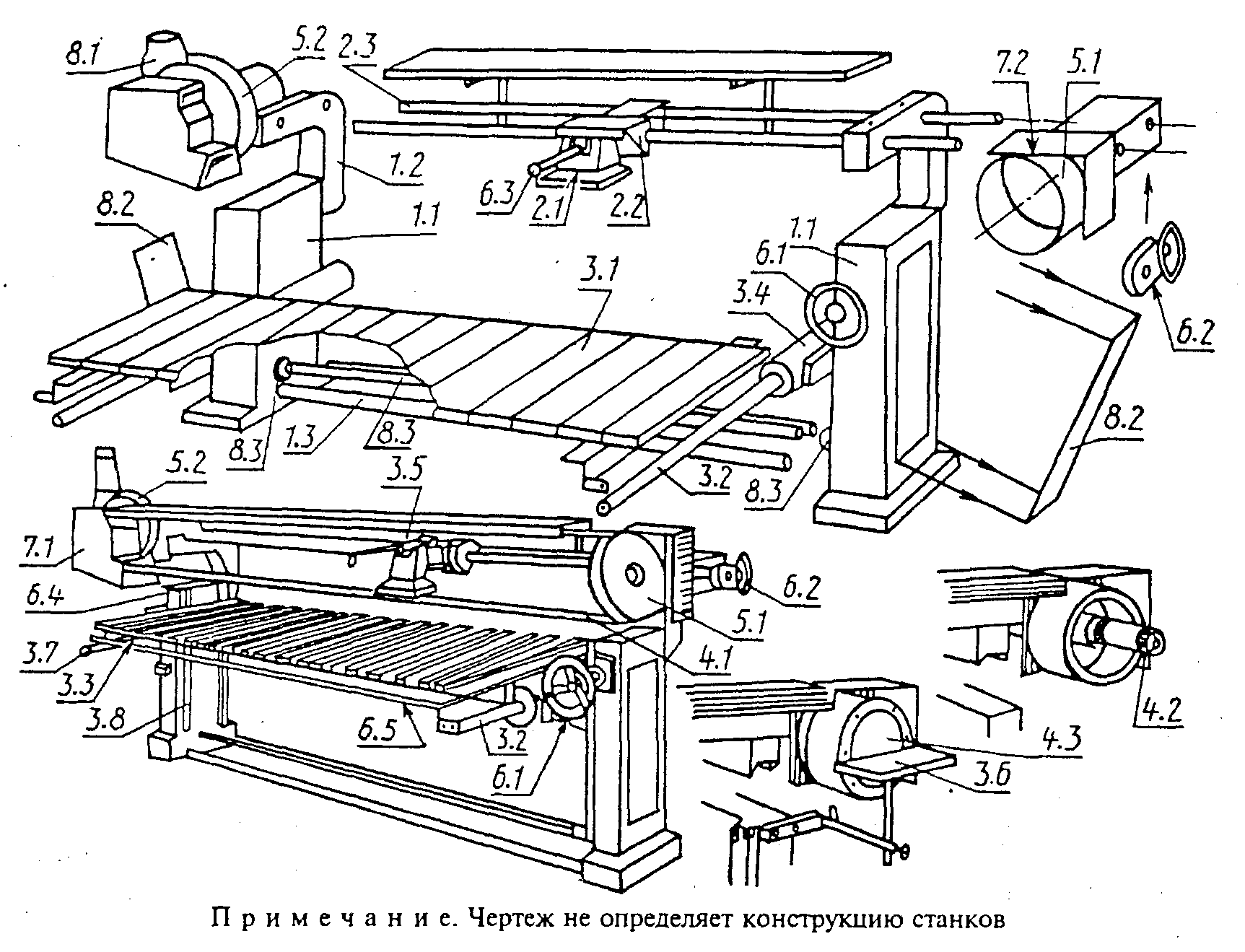
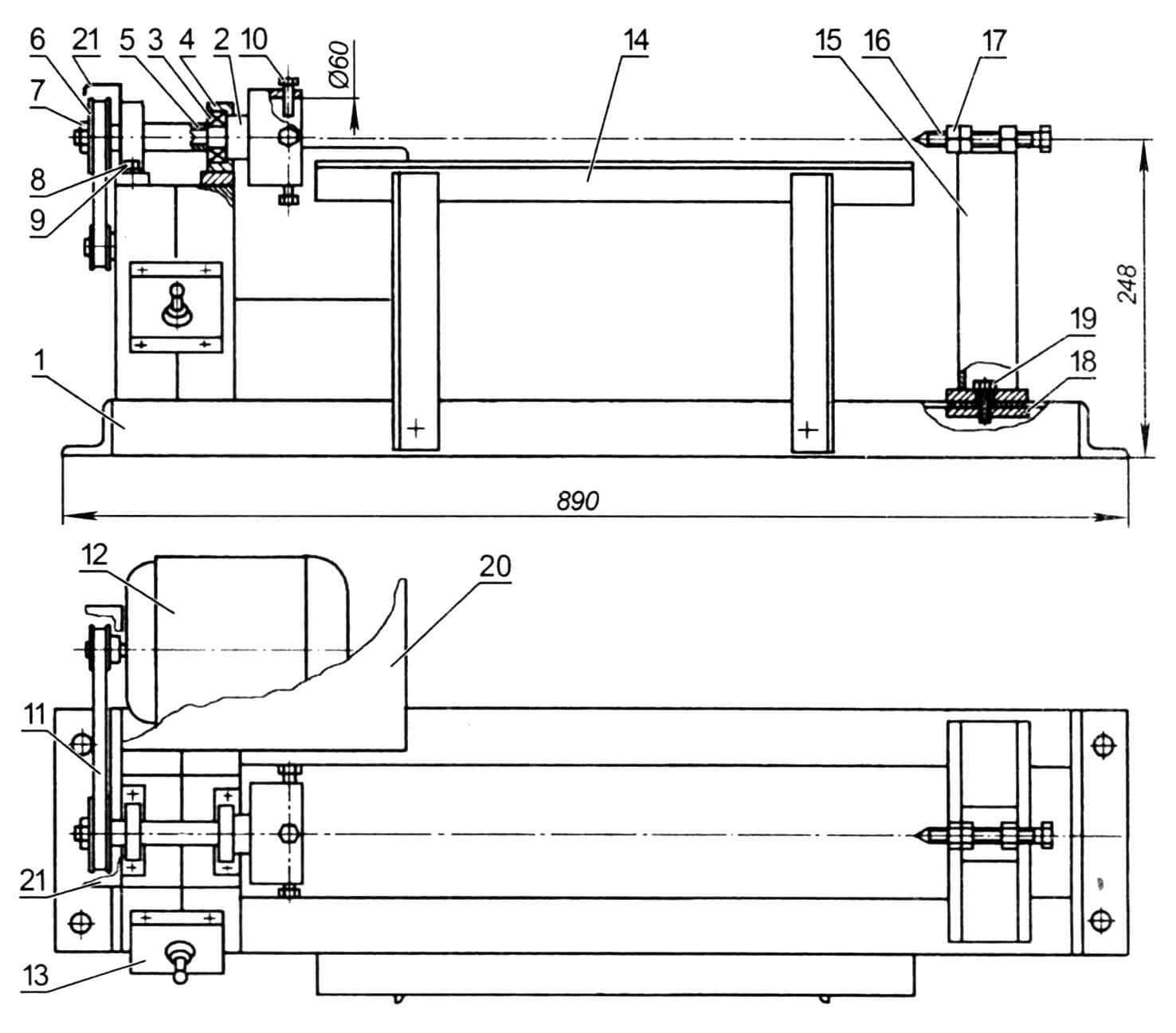
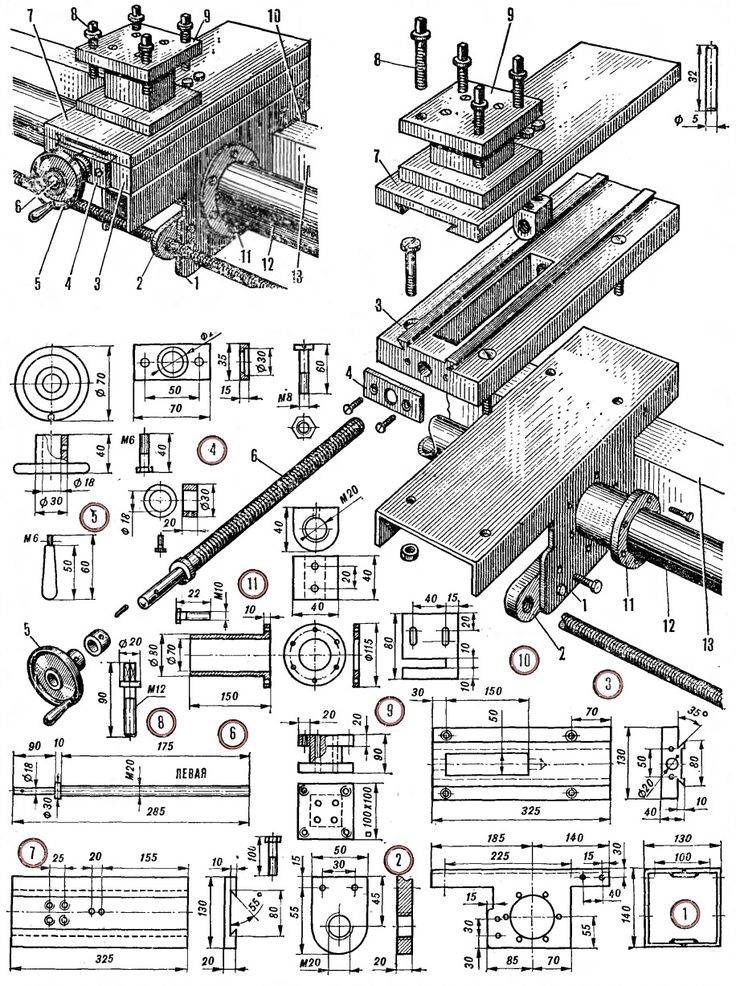
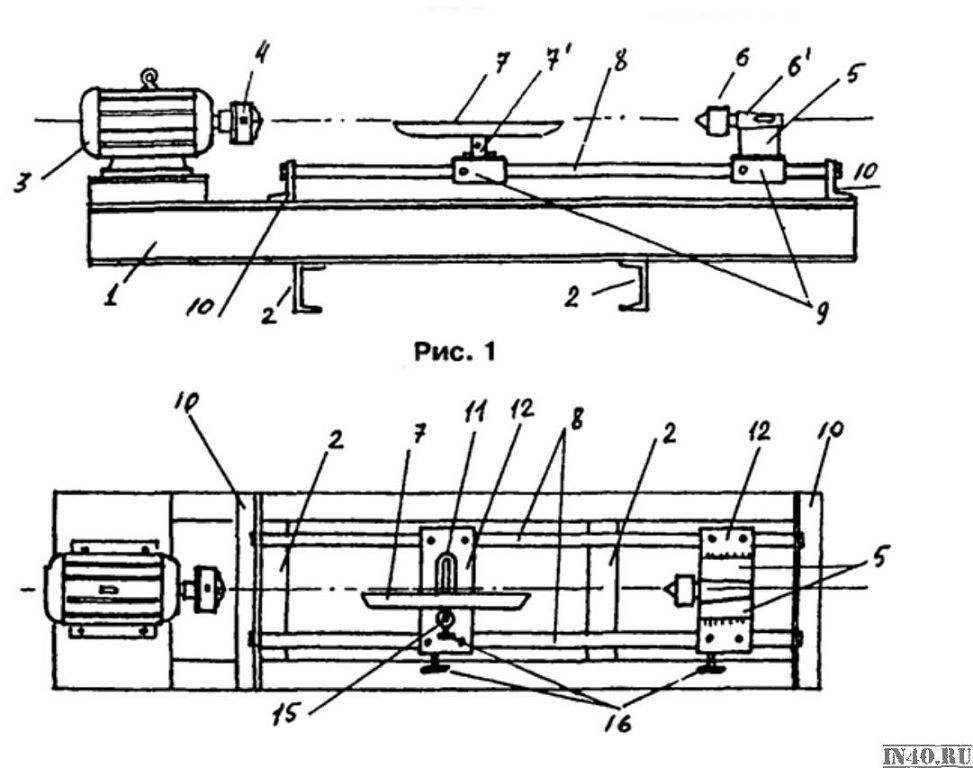
Сама конструкция состоит из следующих частей (смотрите на рисунке)
- Станина – является основой для станка, обычно изготовляется металлической и представляет собой несколько соединенных балок.
- Поперечная П — образная балка.
- Электрический двигатель – служит источником питания для правильного движения округ своей оси (подходят однофазные моторы мощностью от 200-400 Ватт).
- Токарный патрон.
- Опора для задней бабки.
- Элемент что крутится.
- Упор для заготовки или инструмента.
- Упор для подручника.
- Направляющие балки.
- Угол, стойка или опора для задней бабки.
- Обойма.
- Металлическая пластина под упор.
- Деталь поперечной направляющей.
- Винтики для закрепления.
- Опорная ось.
Токарный станок по дереву пошаговая инструкция
Прежде всего, можно не покупать новый мотор, а взять б-у, он обойдется вам значительно дешевле.
Элементы закрепляют на основе (№1 по рис.) 2 п -образных балки сваркой соединяют с двумя поперечными (№2 по рис.).
Направляющие сверху дополнительно фиксируются двумя углами (№10 по рис.), которые закрепляют к основной поверхности.
Двигатель (№3 по рис.) прикрепляют боковой части и закрепляют переднюю бабку.
В качестве основы задней бабки стоит использовать крутящийся центр (купить деталь от покупного варианта) закрепить его к опоре (№5 по рис.) и приварить на площадке (№12 по рис.)
Упор ( №5) изготавливается из уголка и прикрепляется к опоре (№8) которая сама по себе закрепляется на обойме. Упор и обойму нанизывают на опорную ось (№15) а после этого приваривают к направляющим балкам.
Тот же упор (№5) и крутящийся элемент (№6) закрепляют на металлических пластинах (№12) которые содержат специальные движущиеся обоймы (№11).
Учтите что упор и задняя бабка – это подвижные элементы, которые должны без проблем двигаться по направляющим (№9).
Чтоб подвижные элементы были хорошо прикреплены к обоймам, в обоймах делаются предварительные отверстия (№14) и малейшая неточность снижает качество работы всего аппарата.
Сама сварка может повлечь за собой деформацию материала – сначала все материалы скрепляются точечной сваркой, а затем уже проводят полную работу.
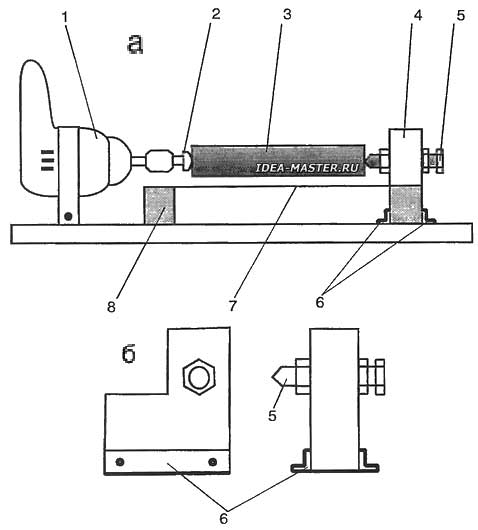
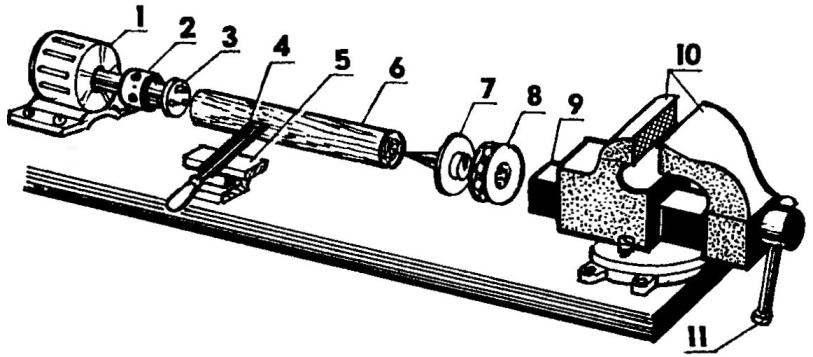
Токарный станок по металлу материалы
Для изготовления такого инструмента вам будет необходимо:
- Лист металла;
- П — образные балки из металла;
- Полоски из стали;
- Углы из стали;
- Электрический двигатель;
- Передаточный механизм;
- Несколько гаек и болтов для скрепления;
- Болгарка;
Отдельно стоит сказать о двигателе, он не обязательно должен быть новый, можно ограничиться и старым или б-у, его мощность должна составлять 2 кВт с количеством оборотов минуту в пределах 2000. Хотя это больше зависит от уровня вашей работы на этом станке.
Чем массивнее заготовки – тем мощнее должен быть двигатель, если вы хотите сделать компактный станок с малой мощностью – подойдет мотор даже от стиралки или электродрели.
Что касается передаточного механизма – можно отыскать через интернет или купить у знакомых старую коробку передач и снять с коробки муфту. Таким образом, вы получите механизм, который создает вашему станку несколько скоростей. А если установить дополнительный шкив – то можно улучшить количество оборотов.
Токарный станок по металлу пошаговая инструкция
Установку стоит начать с использования стальных углов и п-образной балки, из них (1 уголок и 1 балка) нужно сварить раму для основы.
Для этого нужно расклинить основу. Направляющие собирают из квадратных труб и стальных полосок.
Помимо этого их металлического листа делают коробку для кулачного патрона, после установки в ней помещаются подшипники с регулировкой.
Заднюю бабку нужно сварить из уголка и толстой пластинки, опорой которой будут служить направляющие.
Бабка должна легко, свободно перемещаться по направляющим. К верхней части бабки приварите гайки (чтоб фиксировать поддерживающий центр).
Заточенный конус следует вмонтировать в балку, при этом соблюдая максимальную точность. Такой конус можно изготовить из любого болт, который подходить вам размером.
После этого собирают всю конструкцию, проверяют на легкость вращения шпинделя, регулирую передний и задний центры для создания ровной оси.
Теперь вы знаете, что построить станок для дерева или металла вполне реально и требует от вас немногих знаний и усилий, и при этом он вам обойдется значительно дешевле (да и в случае поломки вы сможете самостоятельно его починить).
В целом же изготовление такого станка вам поможет даже если вы и не часто занимаетесь такими работами, единственно такие механизма весьма громоздкие и нужно место для их хранения ( или можно сделать «карманные» модели).
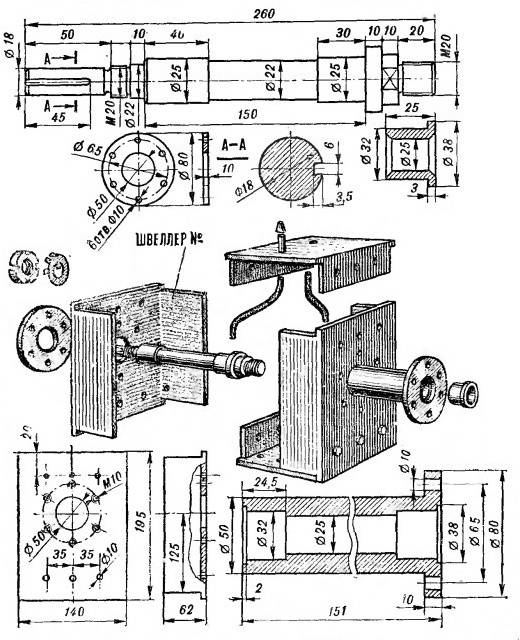
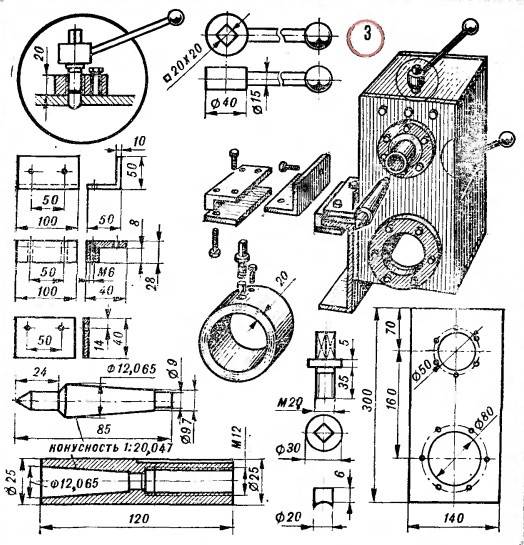
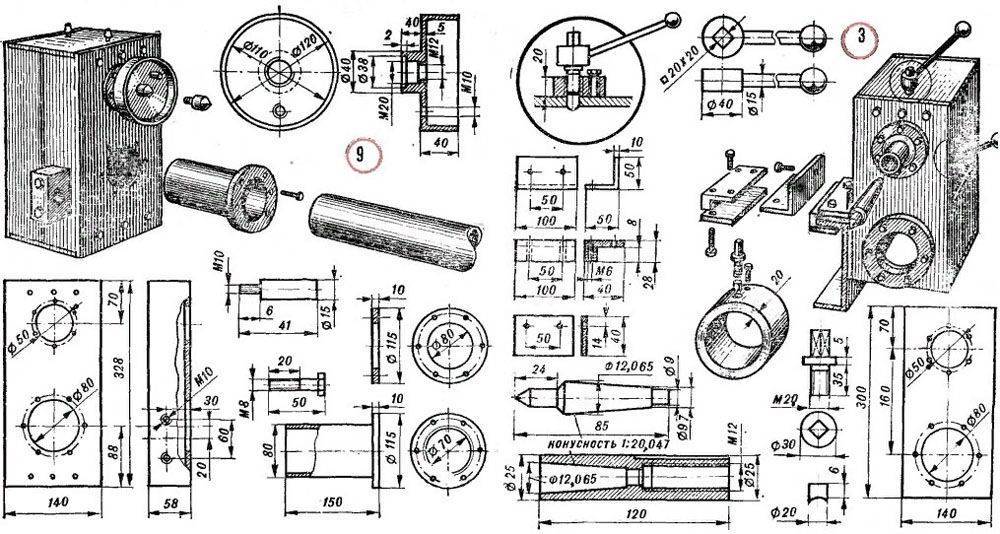
Пошаговый процесс сборки устройства
Когда выточены все необходимые детали, необходимо их собрать в единую конструкцию.
На сборочном столе собирают детали будущего настольного токарного станка.
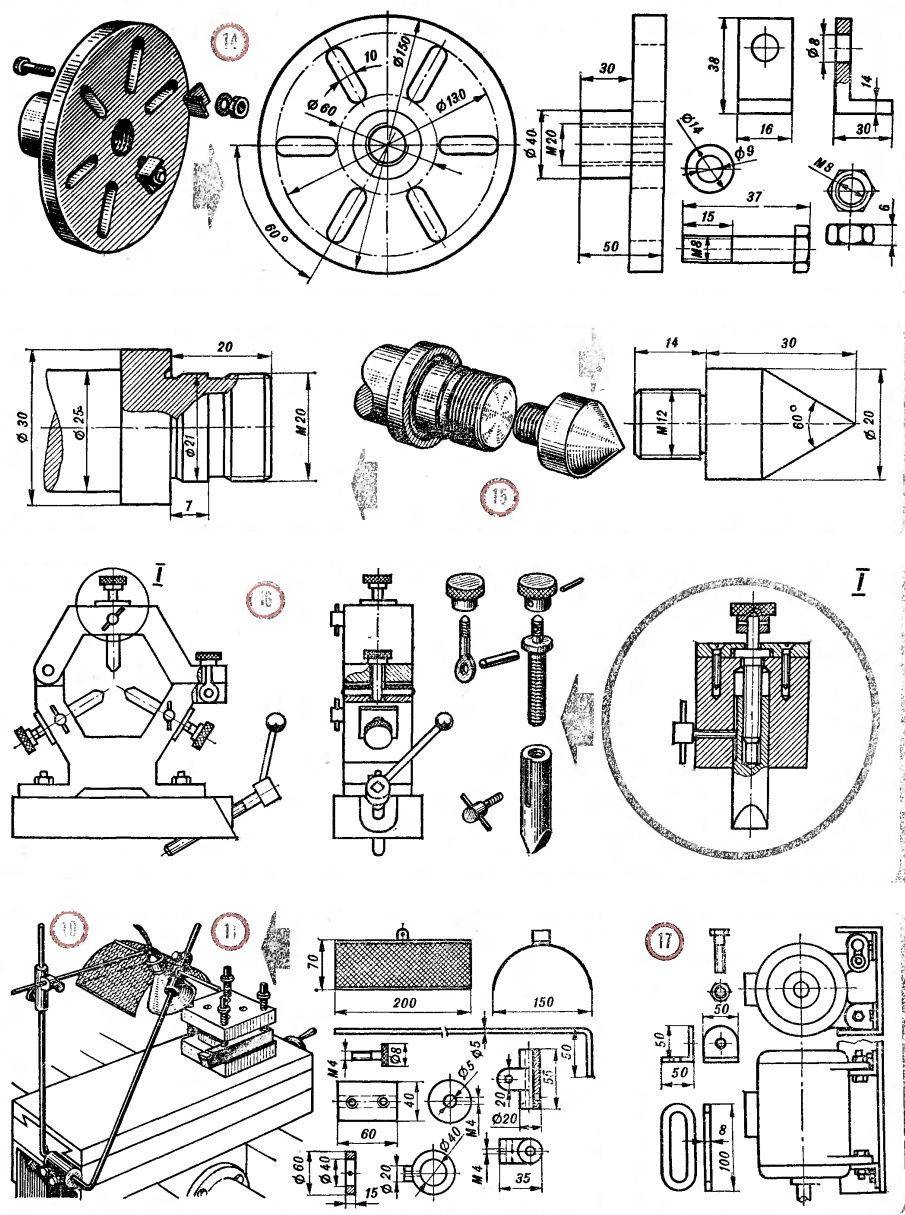
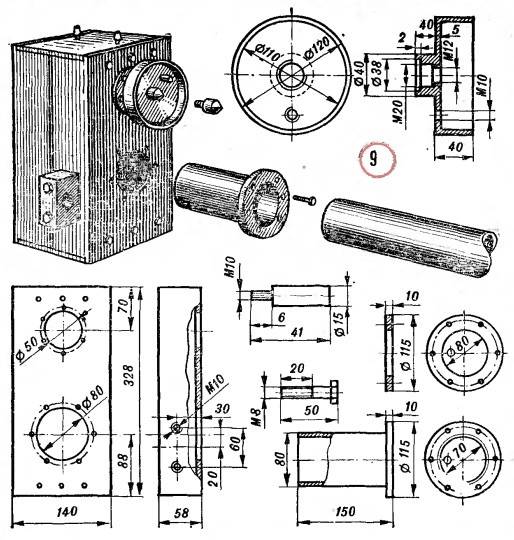
Решено конструкцию изготавливать из фланцев, выточенных из кругляка диаметром 120 мм. Для облегчения в них просверлено центральное отверстие Ø 55 мм. Имеются три отверстия Ø 20 мм.
С торца просверлены дополнительные отверстия для резьбовых фиксаторов. Винтами М6 можно закрепить остальные детали в заданном положении.
Для будущего ходового винта запрессована бронзовая втулка. Внутренний Ø 16 мм.
Направляющие станины изготовлены из ковкого чугуна. В них изготовлены продольные проточки. Цилиндрическая часть позволяет фиксироваться в отверстиях фланцев.
Вставляется направляющая так, чтобы совместить все имеющиеся элементы.
Чтобы выдержать заданное расстояние используются дистанционные втулки. Их устанавливают в распор между фланцами.
Вторая направляющая изготовлена точно также как и первая.
Собрав основание для передней бабки, приступают к сборке задней.
Каркас стягивают гайками. Создана основа будущей станины.
Станок буде стоять, опираясь на передние упоры. Их крепят винтами к фланцам.
По направляющим перемещаются опорные втулки. На них будут монтироваться суппорт и задняя бабка. Длинная втулка работает направляющей, а короткая – является поддерживающей. Проточки на валиках не позволяют смещаться.
Конструктивно опорные втулки выполнены разной длины. Такое решение позволяет увеличить рабочий ход.
Длина обрабатываемых деталей может быть достаточной, чтобы детали имели размеры до 250 мм.
Площадка для суппорта крепится винтами М6.
Отверстия для площадки сверлят по месту. Эта деталь изготавливается индивидуально. Если попытаться сделать ее только по чертежу, то может проявиться эффект заклинивания.
По аналогии изготавливается площадка задней бабки. Ее также сверлят по месту. Нужно обеспечить скользящее перемещение по направляющим.
Нужно обеспечить жесткость станине. Для передней бабки выточено специальное цилиндрическое полукольцо. Оно крепится болтами к фланцам.
Перемещение инструментов на суппорте или задней бабке осуществляется по ходовому винту. На нем протачивается прямоугольная резьба, имеющая небольшой наклон (12,5 ⁰). При вращении ходового винта детали, закрепленные на нем, перемещаются вперед или назад. Зависит от направления вращения.
Отверстие с запрессованной втулкой создавалось для ходового винта.
Чтобы винт свободно вращался, но сам не смещался вдоль своей оси, используются упорные подшипники. Их ставят спереди и сзади от задней опоры.
Для предотвращения осевого перемещения ходового винта устанавливается фиксирующая втулка. Она крепится болтом М6. Теперь винт не будет смещаться вдоль оси, но вращаться может.
Поверх фиксирующей втулки ставится нониус (приспособление с насечками). Один оборот винта перемещает суппорт или заднюю бабку на 10 мм. Ориентируясь по шкале, можно выполнять точное смещение в продольном направлении.
Чтобы вращать ходовой винт, устанавливается маховичок. Небольшая рукоятка позволяет легко вращать маховик.
Ориентироваться помогает риска. Глядя на нее, задают нужное осевое смещение.
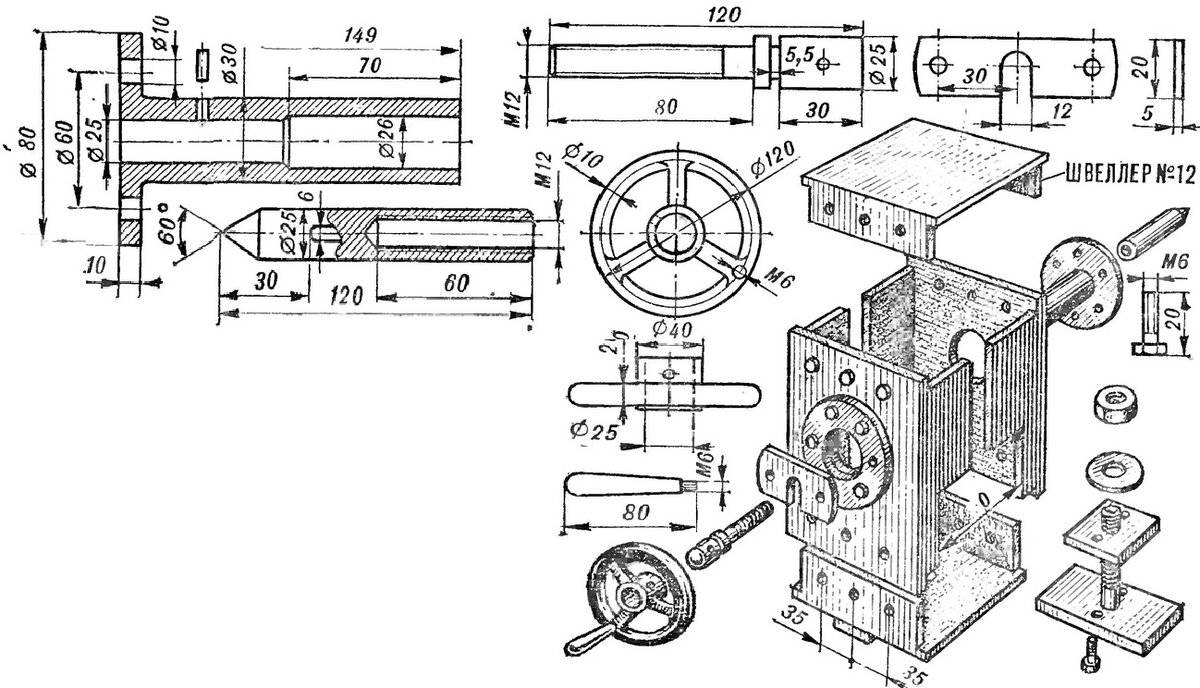
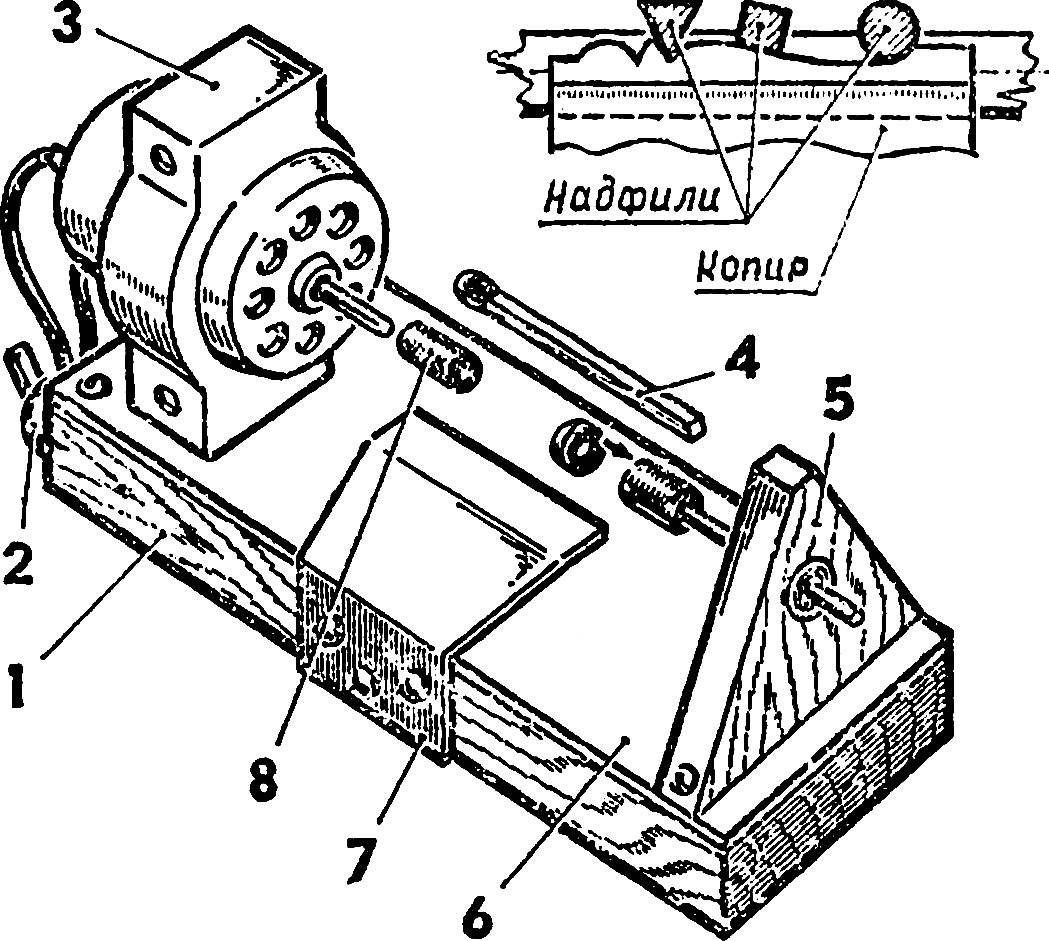
Станина станка собрана. Теперь нужно установить переднюю бабку. В ней будет фиксироваться деталь.
На пластинах устанавливают направляющие поперечного перемещения.
Передняя бабка монтируется сверху. На рисунке видны блок шкивов, трехкулачковый патрон и центральная втулка.
Шкивы можно легко снять и установить на шпиндель.
Сам шпиндель устанавливается внутри центральной втулки.
Между шпинделем и втулкой имеются радиальные подшипники. Они дают свободное вращение.
Центральная втулка крепится болтами к станине.
После установки подшипников монтируется шпиндель с трехкулачковым патроном. Внутри шпинделя проточено отверстие Ø 35 мм. При необходимости заготовки меньшего диаметра могут проходить сквозь него.
Станок готов. Привод осуществляется через клиновые ремни от электродвигателя, установленного в стороне.
Видео: токарный мини станок своими руками.
Техника безопасности
Прежде чем приступать к эксплуатации токарного станка, нужно правильно подготовиться к работе:
- Надеть защитный очки, спецодежду, в которой нет выступающих частей.
- Полностью очистить рабочее место от посторонних предметов, освободить пространство вокруг станка, чтобы можно было свободно перемещаться.
- Проверить станок на наличие повреждений основных частей, крепежа, подключения проводов.
Правила безопасности:
- Проводить очистку рабочей зоны, удалять заготовки, смазку рабочих механизмов можно только при отключенном двигателе.
- При выполнении резки металлических деталей отрезаемую часть нельзя держать рукой.
- Не рекомендуется передавать предметы над работающим механизмом.
- При обработке деталей нужно находиться с правильной стороны от станка, на безопасном расстоянии от него.
- Запрещено опираться на рабочие части станка.
После завершений работы нужно очистить рабочее место, убрать металлическую стружку.
Процесс изготовления комплектующих в домашних условиях
Рекомендуется процесс изготовления начать со станины, установка и выверка направляющих создание и установка передней бабки. Установка шпинделя, изготовление электропривода с механизмом натяжения. Монтаж элементов и разводка электрической схемы.
Как изготовить шпиндель
Шпиндельный узел выполняется из двух подшипниковых щитов. Лучше использовать готовые. Главное, добиться совпадения главной оси с осями направляющих. Вал шпинделя изготавливается на токарном станке или подбирается готовый.
При сборке вал запрессовывается в подшипники. С одной стороны, крепится токарный патрон, с другой шкив для ременной или цепной передачи. Для подшипников желательно обильную смазку с помощью масляных ванн.
Как изготовить патрон
Патрон для токарного станка изготовить практически невозможно. Можно попытаться изготовить самоделку из планшайбы с болтами, которые вкручиваются в предварительно приваренные гайки. Очень трудно отцентрировать деталь в таком «патроне» ни о какой точности думать невозможно.
Изготовление остальных деталей
Детали токарного станка по возможности желательно подбирать из готовых
При изготовлении станины обращается внимание на точность изготовления направляющих. Любая ошибка и возможна конусность при изготовлении деталей
При изготовлении задней бабки также важно выдержать совпадение осей шпинделя и пиноли. Несоблюдение размеров может привести к конусности
При изготовлении суппорта важно точно подобрать шаг резьбы винтов продольной и поперечной подачи
Основные характеристики
Существует несколько основных вариантов МБС, которые позволяют выполнять работы различного формата. В первую очередь стоит остановиться на том, что различия заключаются в конструкции и типу обрабатываемых материалов. Основные группы:
- Алмазные.
- Горизонтальные.
- Вертикальные.
- Токарные.
- Координатные.
Координатные модели расточных станков обладают высочайшей точностью обработки самых разнообразных деталей. Наличие оптических, электронных и механических систем контроля качества и настройки позволяет проводить работы на высочайшем уровне. Также каждый элемент оборудования можно смещать, настраивать и передвигать. То есть под каждый отдельный тип работ, делается отдельная настройка.
Все типы станков отличаются наличием современных систем контроля и безопасности. Рабочий, который использует представленные модели оборудования может быть уверенным в том, что его здоровье защищено. Поэтому разбирать, снимать защитные детали ни в коем случае нельзя. Это запрещается техникой безопасности. Если произошла поломка, нужно отправлять оборудование в сервисный центр.
Шпиндель
Наименование данного элемента происходит с немецкого языка и переводится как «веретено». Эта деталь являет собой вал, который оснащен механизмом для крепления заготовки, которая обрабатывается. Обычно вал делается с отверстием, в котором обрабатываются пруты. Шейка шпинделя конусную или цилиндрическую форму.
Основные нормы в работе шпинделя:
- Точность оборачивания – оно настраивается, исходя от стандартов, и имеет прямую зависимость от предназначения самого устройства, его точности.
- Жесткость самого шпиндельного узла – данное требование также выполняется, исходя от общепринятых стандартов.
- Виброустойчивость – она ни в коем образе не является определителем качества обрабатываемой детали.
- Быстрота оборотов шпинделя – чем большая быстроходность этого узла, тем выше качество готового изделия.
- Несущая способность – этот параметр почти полностью зависит от качества шпиндельных опор и жидкости для смазки устройства.
- Долговечность – данный пункт зависит только от качества подшипников.
- Нагрев, допустимый для подшипников.
Одним из главных условий для того чтобы изготовляемая деталь была как можно точнее и аккуратнее обработана, является правильное кручение шпинделя. Он должен равномерно и легко вращаться.
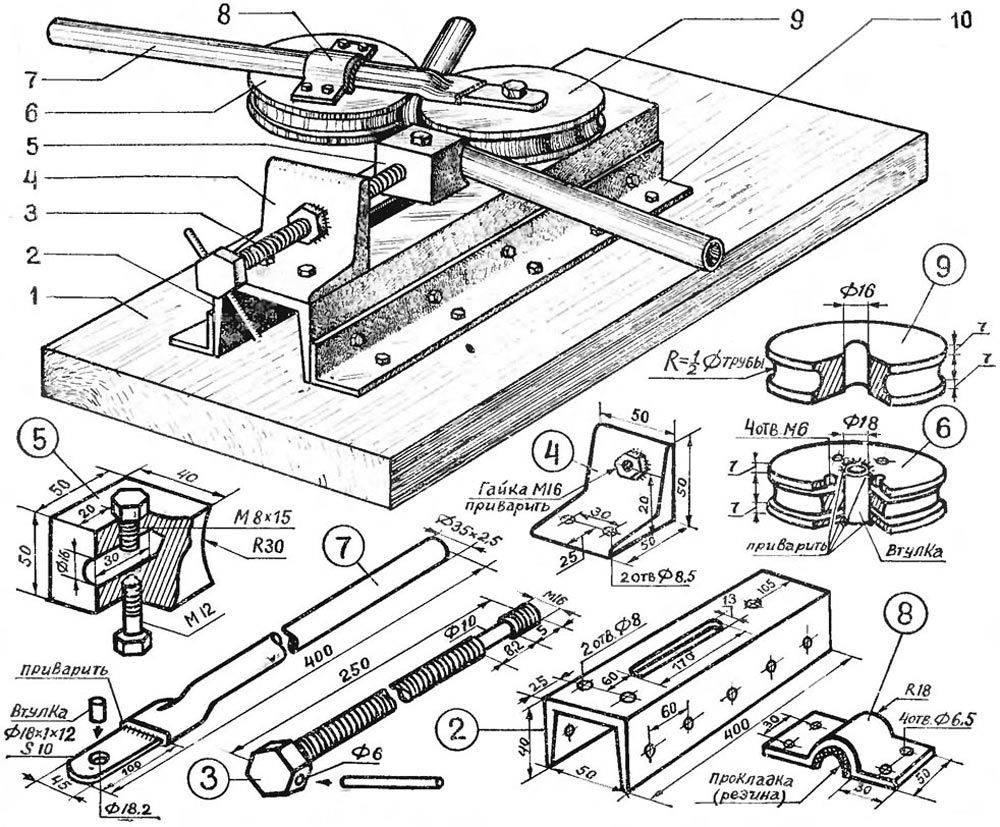
Холодная ковка своими руками под прессом: создание заготовок для формирования изделий
На кованых ограждениях и заборах часто можно заметить не только геометрические узоры, но и цветы, бабочек, листья и прочие элементы декора. Они также выполнены путем применения техники холодной ковки, но методом вальцовки, а не штамповки.
Объемные кованые изделия своими руками делаются из листовой заготовки. Работа с прессом в домашних условиях менее распространенная, чем вальцовка. Выдавливание листов под прессом может быть как ручное (выбивное и вдавливаемое), так и автоматическое. В домашних условиях дешевле использовать ручную штамповку. Для этого мастеру необходимо сделать несколько заготовок, которые под давлением будут отпечатываться на металлическом листе.
Чертеж будущего кованого изделия существенно облегчит труд мастера.
Оборудование для ковки металла:
- Пуансон (пресс-штемпель или шплинтон) – верхняя часть пресса, она продавливает лист внутрь. Давящая сторона штампа может быть рисующей или гладкой.
- Матрица – элемент, который выполнен по форме необходимого объекта. Нанесенный рельеф под действием давления деформирует пластину, придавая ей необходимую форму.
- Рычаг пресса – ручка или реле для сближения матриц и регулировки силы пресса.
Перед началом работы необходимо создать рисунок будущего изделия. Эскизы художественной ковки переносятся на заготовку, она обрезается и стачивается по краям. В качестве верстака для прессования можно использовать обычные тиски. Удобнее всего разместить их в вертикальном положении, чтобы пластина лежала горизонтально плоскости. Таким образом, пластина будет располагаться точно между матрицами и не выскользнет во время вращения рычага.
Различные типы верстаков позволяют создавать уникальные кованые элементы.
Простую ковку металла в домашних условиях можно выполнить зубилом и молотком. В таком случае зубило выступает как пуансон, наковальня – матрицей, а молоток – рычагом. Для лучшего пропечатывания рисунка под лист можно положить пластину с насечками. Так рельеф будет более четким и красивым.
Обратите внимание! Металл, который используется при штамповке, должен быть мягче, чем пуансон и матрица. В противном случае инструменты быстро сломаются.. Чтобы сделать элемент «лист», из металлической пластины толщиной 20-30 мм вырезают заготовку нужной формы
На ней карандашом по центру рисуется продольная линия. Боек зубила ставится под углом к этой прямой. После удара по ручке на пластинке отпечатывается линия, похожая на жилки у листочков
Чтобы сделать элемент «лист», из металлической пластины толщиной 20-30 мм вырезают заготовку нужной формы. На ней карандашом по центру рисуется продольная линия. Боек зубила ставится под углом к этой прямой. После удара по ручке на пластинке отпечатывается линия, похожая на жилки у листочков.
Методом холодной ковки можно создавать объемные элементы.
Сформировать необходимый объем изделия холодной ковки можно плоскогубцами. Деталь зажимается между тисками и выгибается в нужной форме. Такая работа хорошо подходит для выполнения небольшого количества элементов в целях личного использования. Процесс отбивания рисунка вручную занимает много времени, он довольно монотонный и требует большой точности.
Штампы для постоянной работы (в виде листьев, лепестков, цветов и т.д.) выгоднее приобрести, так как точное обтачивание двух одинаковых элементов – очень сложный процесс. Основные части вытачивают из болванки или отливают методом горячей ковки. Такая работа требует большого опыта и высокой точности. Пуансон и матрица должны совпадать. При сильном давлении неровности будут отпечатываться на изделии. Если несоответствие очень большое, то пресс раздавит заготовки – и придется начинать работу с нуля.





