

1 Станок круглошлифовальный 3М151 – характеристики, общее описание
Агрегат предназначен для использования в условиях серийного, единичного и крупносерийного производства. Он позволяет осуществлять:
- врезное и продольное шлифование металла (изделий из него) в полуавтоматическом режиме до упора, а также с контролирующим устройством диаметрального параметра детали;
- врезное и продольное шлифование при ручном режиме;
- наружное шлифование конических и цилиндрических поверхностей заготовок.
На станке могут обрабатываться изделия с:
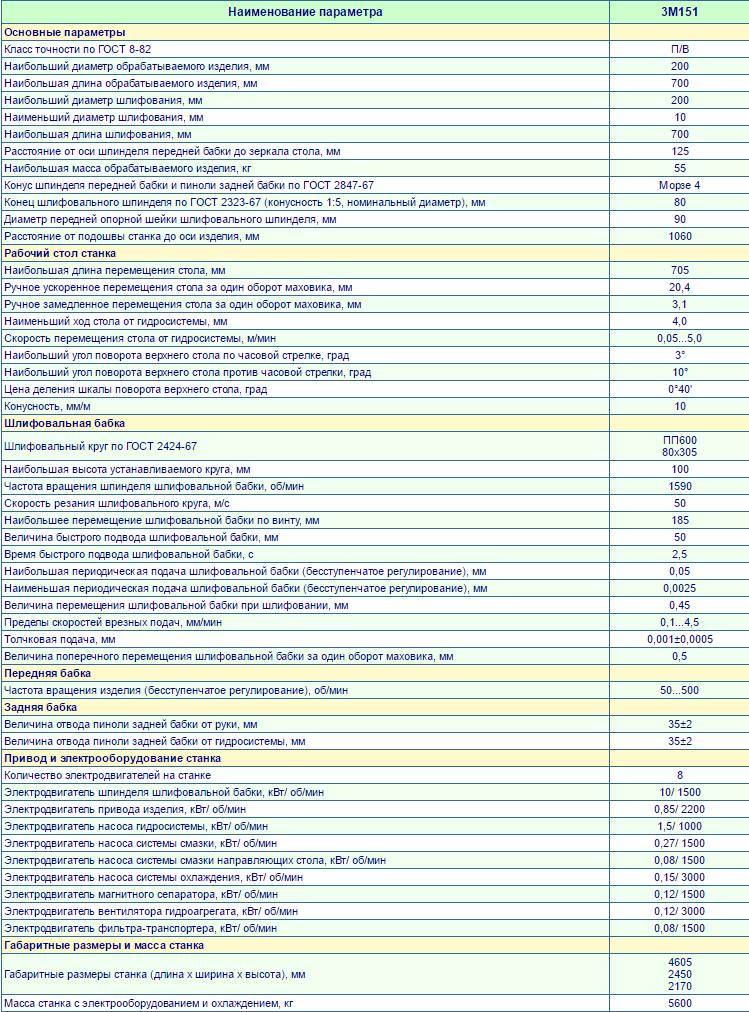
- максимальным сечением шлифования 200 мм;
- максимальной длиной 700 мм;
- массой до 55 кг.

Другие важные технические параметры установки:
- дистанция от оси детали до подошвы агрегата – 1060 мм;
- дистанция от зеркала до оси шпинделя – 125 мм;
- сечение опорной (передней) шлейки шпинделя – 90 мм;
- конусность стола – 10 мм/м;
- угол поворота (максимально допустимый) стола – 10° (по часовой стрелке), 3° (против часовой стрелки);
- деление шкалы поворота рабочей поверхности – 0°40′;
- скорость движения стола от гидравлического механизма – 0,05–5 м/мин;
- ручное перемещение стола: 3,1 мм (замедленное), 20,4 мм (ускоренное);
- длина передвижения рабочей поверхности – 705 мм;
- шлифовальная бабка: скорость резки круга – 50 м/с, допустимая его высота – 100 мм; толчковая подача – 0,001±0,0005; вращение шпинделя (частота) – 1590 об/мин; подача (периодическая) бабки – 0,025 мм (минимум), 0,05 мм (максимум); передвижение по винту – 185 мм (наибольшее значение).

На станке смонтировано восемь двигателей, от коих работает:
- шпиндель – скорость электродвигателя – 1500 об/мин, мощность – 10 кВт;
- насос смазочной системы направляющих стола – 1500 об/мин, 0,08 кВт;
- привод изделия – 2200 об/мин, 0,85 кВт;
- фильтр-транспортер – 1500 об/мин, 0,08 кВт;
- насос гидравлической системы – 1000 об/мин, 1,5 кВт;
- магнитный сепаратор – 1500 об/мин, 0,12 кВт;
- система смазки – 1500 об/мин, 0,27 кВт;
- вентилятор гидроустановки – 3000 об/мин, 0,12 кВт.
Общий вес установки с охлаждающей системой и комплексом электрического оборудования составляет 5600 кг при размерах 2170х2450х4605 мм (высота, ширина, длина).
Советы по применению
Перед началом эксплуатации агрегата следует проверить заземления станка и состояние защитных кожухов
Особое внимание необходимо обратить на исправность электрического кабеля и вилки. Перед началом обработки деталей, дайте станку поработать несколько минут в холостом режиме. При работе с аппаратом придерживайтесь следующих рекомендаций:
При работе с аппаратом придерживайтесь следующих рекомендаций:
- Люфт между точильным кругом и обрабатываемой заготовкой должен быть в два раза меньше толщины предмета.
- Агрегат следует установить на пол или специальный верстак с учетом веса станка. Устройство должно стоять надежно, не шататься, иначе это негативно скажется на точности обработки заготовок.
- Обтачиваемые детали следует устанавливать выше горизонтальной линии, которая проходит через центр точильного круга. Подручники устанавливают с учетом этой необходимости.
- Станок работает от сети трехфазного типа с напряжением 380 В.
- Нельзя начинать работу с агрегатом, если у него проблемы с заземлением.
- Станина и другие узлы устройства требуют регулярного ухода и очистки от производственных отходов.
- К работе со станком следует преступать в защитных очках и в соответствующей одежде.
- В помещение, где установлен станок, не должны находиться взрывоопасные материалы и легковоспламеняющиеся вещества.
- Устройство с поврежденными или неработающими узлами нельзя эксплуатировать при любых обстоятельствах.
- Начинать работу с заготовкой следует только после полной раскрутки основного вала. В противном случае оператор рискует нанести повреждения себе или станку.
Видео: обзор токарного станка ТШ-3.
Техническая документация на оборудование
| Стоит всего лишь набрать номер модели станка (оборудования) и тут же найдется необходимый паспорт на техническое устройство: |
Друзья на все архивы (техническая документация) установлен пароль. Получить его бесплатно можно тут.

Назначение технического устройства.
Круглошлифовальные полуавтоматы моделей 3М151, 3М151В, 3М152, 3М152В, 3М162, 3М163, 3М163В, 3М164 предназначены для наружного шлифования цилиндрических поверхностей изделий типа валов, а также конических поверхностей изделий с небольшой конусностью.
Технические характеристики.
Наибольший диаметр устанавливаемого изделия, мм – 200 (280 – для моделей 3М162, 3М163, 3М163В, 3М164)
Наибольшая длина устанавливаемого изделия, мм – 700 (для моделей 3М151, 3М151В); 1000 (для моделей 3М152, 3М152В, 3М162); 1400 (для моделей 3М163, 3М163В); 2000 (для моделей 3М164)
Наибольший диаметр шлифования, мм – 200 (280 – для моделей 3М162, 3М163, 3М163В, 3М164)
Рекомендуемые наименьший диаметр шлифования, мм – 10
Наибольшая длина шлифования, мм — 700 (для моделей 3М151, 3М151В); 1000 (для моделей 3М152, 3М152В, 3М162); 1400 (для моделей 3М163, 3М163В); 2000 (для моделей 3М164)
Высота центров над столом, мм — 125 (160 — для моделей ЭМ162, 3М163, 3М163В, 3М164)
Наибольшая масса устанавливаемого изделия при незажатой пиноли, кг – 55 (200 – для моделей 3М162, 3М163, 3М163В, 3М164)
Габаритные размеры, мм:
длина – 4605 (для моделей 3М151, 3М151В, 3М152, 3М152В); 5130 (для моделей 3М162); 5370 (для моделей 3М163, 3М163В); 6100 (для моделей 3М164)
ширина — 2450 (для моделей 3М151, 3М151В); 2970 (для моделей 3М152, 3М152В); 2930 (для моделей 3М162, 3М163, 3М163, 3М164)
высота — 2170 (для моделей 3М151, 3М151В, 3М152, 3М152В); 2070 (для моделей 3М162); 2170 (для моделей 3М163, 3М163,); 2200 (для моделей 3М164)
Масса станка с электрооборудованием, гидроагрегатом и установкой охлаждения, кг — 5600 (для моделей 3М151, 3М151В); 6100 (для моделей 3М152, 3М152В); 8100 (для моделей 3М162); 9220 (для моделей 3М163, 3М163,); 10778 (для моделей 3М164)
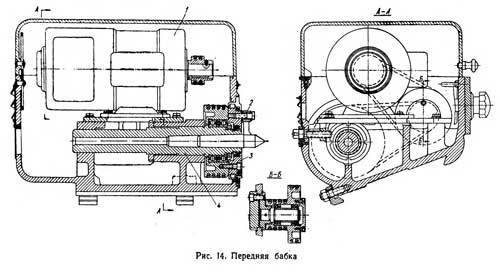

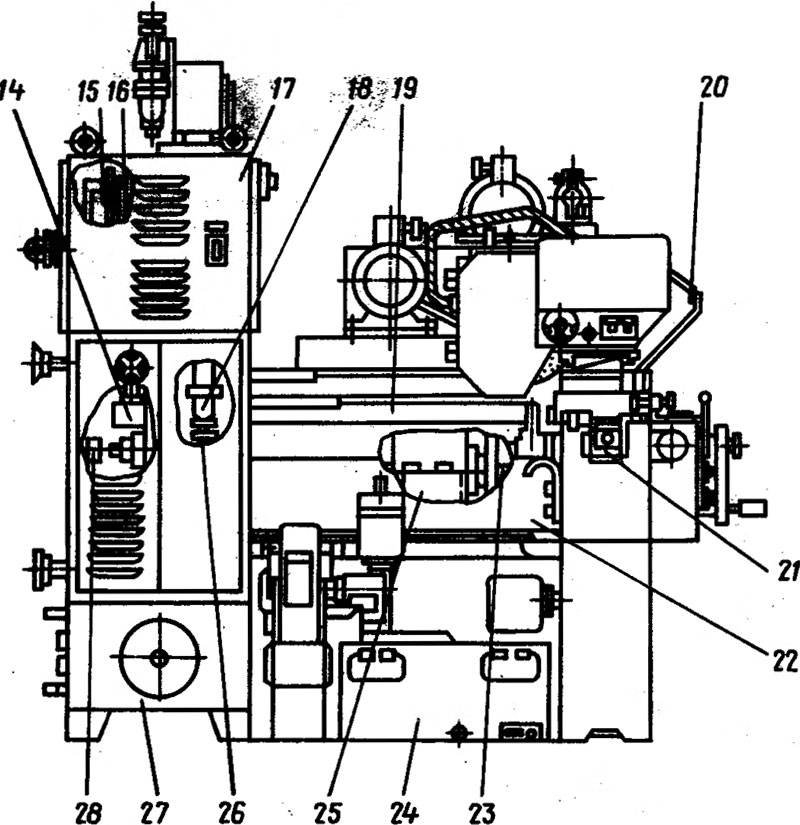

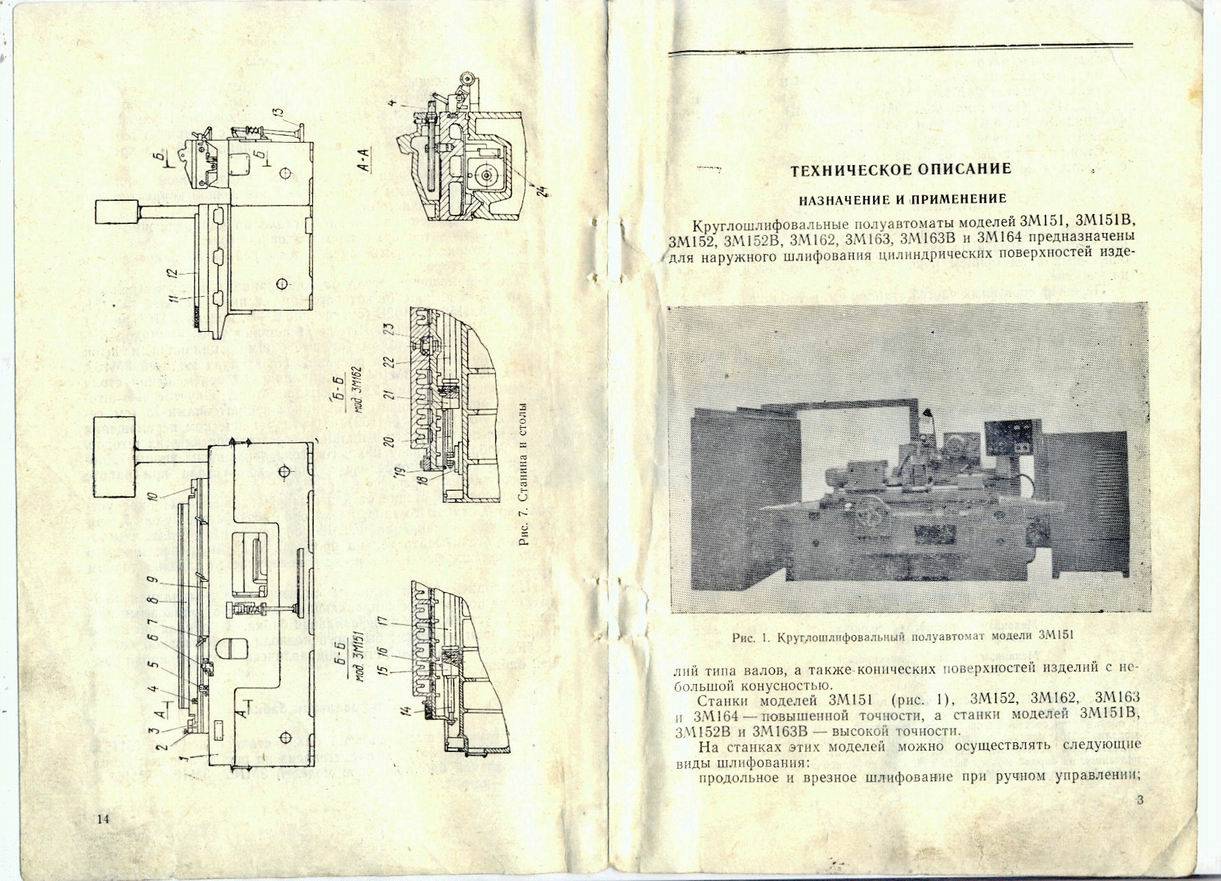
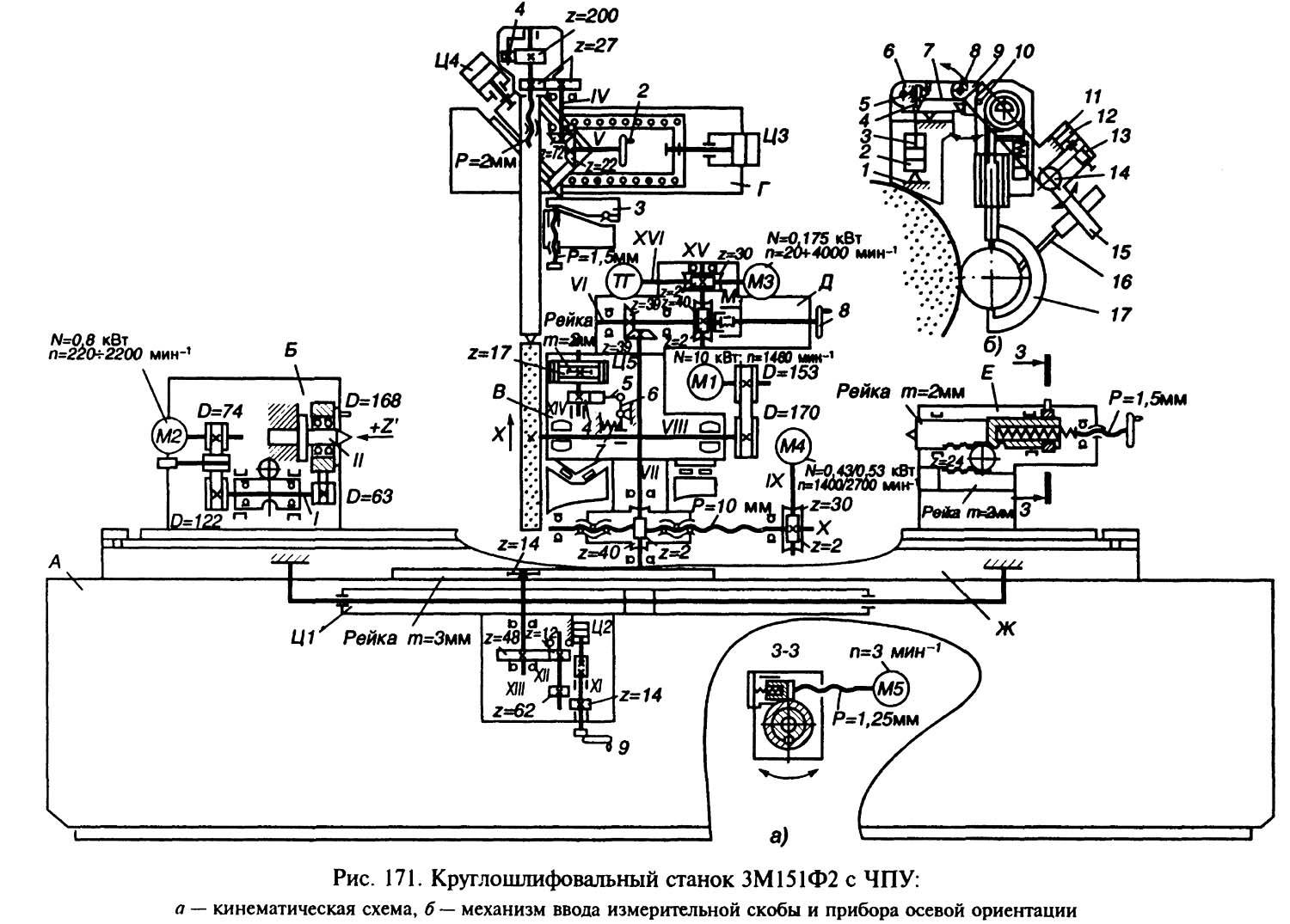

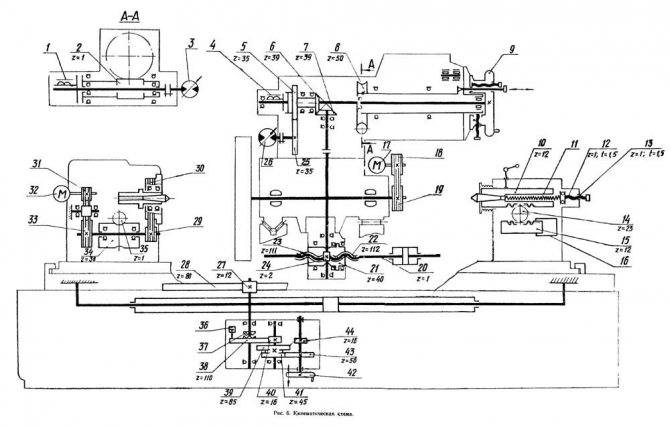
Схема кинематическая круглошлифовального станка 3М162
Эскиз одного листа “Кинематическая станка 3М162” приведена на следующем рисунке:
| < Предыдущая | Следующая > |
Похожие материалы:
- ELL 12XXX. Электропривод. Паспорт, Руководство, Инструкция, Описание, Характеристики.
- ELL 4XXX. Электропривод. Паспорт, Руководство, Инструкция, Описание, Характеристики.
- Чертеж. 2А135. Вертикально-сверлильный станок. Схема кинематическая
- Чертеж. ИР800ПМФ4. Горизонтально-расточной станок. Коробка скоростей. Кинематическая схема
- Чертеж. ВСЗ-64М. Вертикально-Фрезерный станок. Кинематическая схема
Следующие материалы:
- 4Л721Ф1. Электроэрозионный копировально-прошивочный станок. Паспорт,Характеристики,Схема,Руководство
- 165. Токарно-винторезный станок. Паспорт, Характеристики, Схема, Руководство
- 3М163В. Полуавтомат круглошлифовальный. Паспорт станка, Характеристики, Схема, Руководство
- 3М164. Полуавтомат круглошлифовальный. Паспорт станка, Характеристики, Схема, Руководство
- 3М163. Полуавтомат круглошлифовальный. Паспорт станка, Характеристики, Схема, Руководство
Предыдущие материалы:
- 3М152В. Полуавтомат круглошлифовальный. Паспорт станка, Характеристики, Схема, Руководство
- 3М151В. Полуавтомат круглошлифовальный. Паспорт станка, Характеристики, Схема, Руководство
- 3М151. Полуавтомат круглошлифовальный. Паспорт станка, Характеристики, Схема, Руководство
- 3М152. Полуавтомат круглошлифовальный. Паспорт станка, Характеристики, Схема, Руководство
- 3Е711ВФ2. Плоскошлифовальный станок. Паспорт, Характеристики, Схема, Руководство
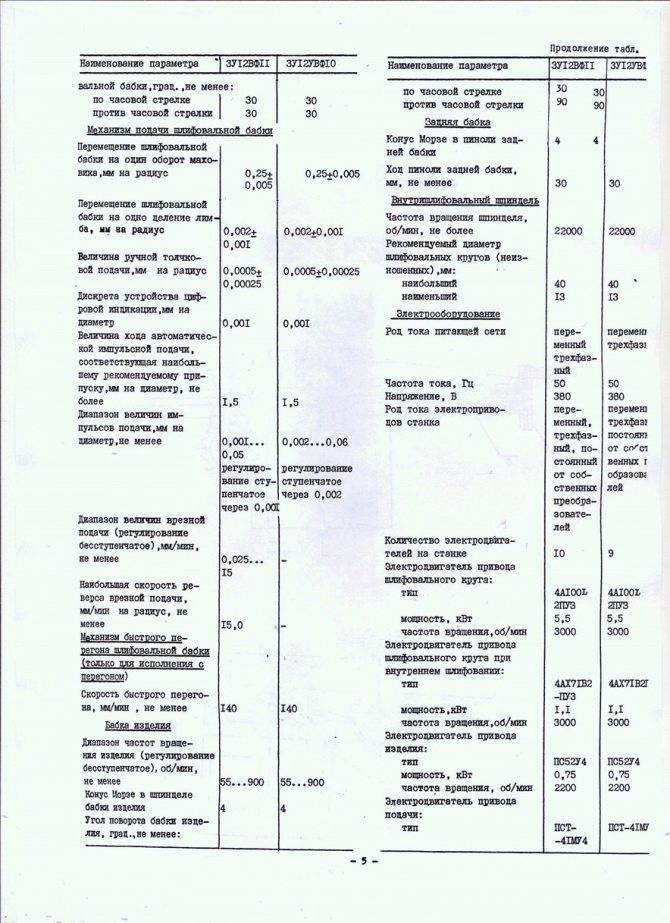
Технические характеристики станков 3151
| Наименование параметра | 3151 | 3Б151 | 3Б161 | 3А151 | 3А161 |
| Основные параметры станка | |||||
| Класс точности по ГОСТ 8-82 | П | П | П | П | |
| Наибольший диаметр обрабатываемого изделия, мм | 150 | 200 | 280 | 200 | 280 |
| Наибольшая длина обрабатываемого изделия, мм | 750 | 700 | 1000 | 700 | 1000 |
| Наибольший диаметр шлифования в люнете, мм | 60 | 60 | 60 | 60 | 60 |
| Наибольший диаметр шлифования без люнета, мм | 150 | 180 | 250 | 180 | 250 |
| Наибольшая длина шлифования, мм | 750 | 630 | 900 | 630 | 900 |
| Расстояние от оси шпинделя передней бабки до зеркала стола (высота центров), мм | 125 | 110 | 150 | 110 | 150 |
| Наибольшая масса обрабатываемого изделия, кг | 30 | 40 | 30 | 40 | |
| Рабочий стол станка | |||||
| Наибольшая длина перемещения стола, мм | 780 | 650 | 920 | 650 | 920 |
| Ручное ускоренное перемещения стола за один оборот маховика, мм | 22,6 | 22,6 | 22,6 | 22,6 | |
| Ручное замедленное перемещения стола за один оборот маховика, мм | 5,3 | 5,3 | 5,3 | 5,3 | |
| Наименьший ход стола от гидросистемы при переключении упорами, мм | 8 | 8 | 8 | 8 | |
| Скорость перемещения стола от гидросистемы (бесступенчатое регулирование), мм/мин | 200..10000 | 100..6000 | 100..6000 | 100..6000 | 100..6000 |
| Наибольший угол поворота верхнего стола по часовой стрелке, град | 5° | 3° | 3° | 3° | 3° |
| Наибольший угол поворота верхнего стола против часовой стрелки, град | 5° | 10° | 8° | 10° | 8° |
| Цена деления шкалы поворота верхнего стола, град | 0°20′ | 0°20′ | 0°20′ | 0°20′ | |
| Конусность, мм/м | 10 | 10 | 10 | 10 | |
| Шлифовальная бабка | |||||
| Диаметр шлифовального круга, мм | 600..450 | 600..450 | 600..450 | 600..450 | 600..450 |
| Наибольшая ширина (высота) шлифовального круга, мм | 63 | 63 | 63 | 63 | 63 |
| Диаметр отверстия в круге, мм | 305 | ||||
| Частота вращения шпинделя шлифовальной бабки, об/мин | 1450 | 1112, 1272 | 1112, 1272 | 1112, 1272 | 1112, 1272 |
| Скорость резания шлифовального круга, м/с | |||||
| Наибольшее перемещение шлифовальной бабки по винту (от руки), мм | 150 | 200 | 200 | 200 | 200 |
| Величина быстрого подвода шлифовальной бабки от гидравлики, мм | 50 | 50 | 50 | 50 | 50 |
| Время быстрого подвода шлифовальной бабки, с | 2 | 2 | 2 | 2 | |
| Периодическая подача шлифовальной бабки на диметр изделия от храпового механизма (при реверсе справа, слева, при каждом реверсе), мм | 0,005..0,06 | 0,005..0,06 | 0,005..0,06 | 0,005..0,06 | |
| Периодическая подача шлифовальной бабки на диметр изделия от механизма врезания (при реверсе справа, слева, при каждом реверсе), мм | — | — | 0,005..0,032 | 0,005..0,032 | |
| Непрерывная подача для врезного шлифования скорость, мм/мин | — | — | — | 0,1..2 | 0,1..2 |
| Непрерывная подача для врезного шлифования, мм на оборот изделия | — | — | — | 0,0005—0,01 | 0,0005—0,01 |
| Цена деления лимба поперечной подачи на диаметр изделия, мм | 0,005 | 0,005 | 0,005 | 0,005 | 0,005 |
| Величина поперечного перемещения шлифовальной бабки за один оборот маховика, мм | 1 | 1 | 1 | 1 | |
| Передняя бабка. Бабка изделия | |||||
| Частота вращения изделия (бесступенчатое регулирование), об/мин | 75, 105, 300 | 63..400 | 63..400 | 63..400 | 63..400 |
| Конус отверстия в шпинделе передней бабки | Морзе 4 | Морзе 4 | Морзе 4 | Морзе 4 | Морзе 4 |
| Задняя бабка | |||||
| Величина отвода пиноли задней бабки от руки, мм | 35±2 | 35±2 | 35±2 | 35±2 | 35±2 |
| Величина отвода пиноли задней бабки от гидросистемы, мм | — | 35±2 | 35±2 | 35±2 | 35±2 |
| Конус отверстия в шпинделе задней бабки | Морзе 4 | Морзе 4 | Морзе 4 | Морзе 4 | Морзе 4 |
| Привод и электрооборудование станка | |||||
| Количество электродвигателей на станке | 7 | 7 | 7 | 7 | |
| Электродвигатель шпинделя шлифовальной бабки, кВт (об/мин) | 5,8 (1500) | 7,5 | 7,5 | 7,5 | 7,5 |
| Электродвигатель привода изделия, кВт (об/мин) | 0,5 (1000) | 0,76 | 0,76 | 0,76 | 0,76 |
| Электродвигатель насоса гидросистемы, кВт (об/мин) | 1,2 (1000) | 1,5 | 1,5 | 1,5 | 1,5 |
| Электродвигатель насоса системы смазки подшипников шпинделя, кВт (об/мин) | — | 0,08 | 0,08 | 0,08 | 0,08 |
| Электродвигатель насоса системы смазки направляющих стола, кВт (об/мин) | — | 0,08 | 0,08 | 0,08 | 0,08 |
| Электродвигатель насоса системы охлаждения, кВт (об/мин) | 0,125 (3000) | 0,12 | 0,12 | 0,12 | 0,12 |
| Электродвигатель магнитного сепаратора, кВт (об/мин) | — | 0,08 | 0,08 | 0,08 | 0,08 |
| Габаритные размеры и масса станка | |||||
| Габаритные размеры станка (длина х ширина х высота), мм | 2260 х 1590 х 1770 | 3100 х 2100 х 1500 | 4100 х 2100 х 1560 | 3100 х 2100 х 1500 | 4100 х 2100 х 1560 |
| Масса станка с электрооборудованием и охлаждением, кг | 3900 | 4200 | 4500 | 4200 | 4500 |
3У131 станок круглошлифовальный универсальный полуавтомат. Назначение и область применения
Разработчик круглошлифовального станка 3У131 Опытно-конструктМоскваое бюро шлифовальных станков (ОКБ ШС), Харьковского станкостроительного завода им. С. В. Косиора, основанного в 1936 году.
Шлифовальный станок 3У131 предназначен для наружного и внутреннего шлифования цилиндрических и конических поверхностей, а также плоских фланцевых поверхностей изделий в условиях единичного и мелкосерийного производства.
Шлифование на станках 3У131 может производиться в неподвижных центрах или патроне. Верхняя часть стола, шлифовальная и передняя бабки станков выполнены поворотными.
Принцип работы и особенности конструкции станка
Гидравлический привод продольного перемещения стола обеспечивает плавное регулирование скорости перемещения и изменение величины задержек в крайних положениях стола. Имеется механизм ручного перемещения стола.
Шпиндель шлифовальной бабки смонтирован в самоустанавливающихся гидродинамических подшипниках, которые обеспечивают устойчивое положение шпинделя при больших нагрузках.
Шлифовальная бабка перемещается на роликовых направляющих. В механизме подач шлифовального круга применена винтовая пара качения, что обеспечивает высокую точность подачи.
Станки 3У131 комплектуются механизмом балансировки шлифовального круга на ходу и прибором для замера величины вибрации.
Обработка изделия на станках может проводиться продольным шлифованием с ручной или автоматической подачей круга при реверсах стола или врезным шлифованием с ручной подачей круга. Обеспечивается высокая точность и чистота обработки.
Станки комплектуются скоростными точными внутришлифовальными шпинделями.
Резервуары для масла и охлаждающей жидкости вынесены за пределы станины для устранения тепловых деформаций. Обеспечивается очистка масла и охлаждающей жидкости.Надежная блокировка исключает включение приводов вращения шпинделя шлифовального круга и перемещения стола при отсутствии смазки, а также отвод пиноли задней бабки при подведенной шлифовальной бабке.
Станки удобны в управлении и обслуживании. Пуск перемещения стола, включение вращения охлаждения изделия и быстрый подвод шлифовального круга к изделию производится одной рукояткой. Отвод пиноли задней бабки осуществляется от гидравлики с помощью педали.
Станки комплектуются навесными индикаторными скобами для замера шлифуемого диаметра изделия.
Высокая жесткость станков, достаточные размеры шлифовального круга и мощный привод обеспечивают высокую производительность.
Шпиндель передней бабки неподвижный. Изделие приводится во вращение электродвигателем постоянного тока через клиноременные передачи, что дает возможность бесступенчато регулировать вращение изделия.
Шпиндель шлифовальной бабки установлен и двух подшипниках скольжения специальной конструкции с принудительной проточной смазкой. Корпус шлифовальной бабки смонтирован на роликовых направляющих.
Алмазная правка шлифовального круга производится прибором правки, установленным на задней бабке, или прибором для автоматической правки, поставляемым по особому заказу за отдельную плату.
Класс точности станков по ГОСТ 11654—65:
- модель ЗУ131 – П
- модель ЗУ131В – В
Шероховатость обработанной поверхности по ГОСТ 2789—59 на станке модели ЗУ131:
- наружная поверхность – V10
- внутренняя поверхность – V 9
- торцевая поверхность – V 8
Шероховатость обработанной поверхности по ГОСТ 2789—59 на станке модели ЗУ131В:
- наружная поверхность – V11
- внутренняя поверхность – V10
- торцевая поверхность – V9
Технические характеристики круглошлифовального универсального станка 3у131
Разработчик – Харьковское конструктМоскваое бюро шлифовальных станков ОКБ ШС.
Изготовитель – Лубенский станкостроительный завод.
Основные параметры станка – в соответствии с ГОСТ 11654-90 Станки круглошлифовальные. Основные параметры и размеры. Нормы точности.

- Наибольший диаметр обрабатываемой заготовки – Ø 280, мм
- Наибольшая длина обрабатываемой заготовки – 710 мм
- Высота центров – 185 мм
- Максимальная масса заготовки – 55 кг
- Размеры шлифовального круга – 450..600 х 305 х 50 мм
- Мощность электродвигателя – 5,5 кВт
- Вес станка полный – 6,2 т
Модификации круглошлифовального станка 3У131
- 3у131 – базовая модель, наибольший размер изделия Ø 280 × 710 мм, класс точности П по ГОСТ 11654—65;
- 3у132 – наибольший размер изделия Ø 280 × 1000 мм, класс точности П по ГОСТ 11654—65;
- 3у133 – наибольший размер изделия Ø 280 × 1400 мм, класс точности П по ГОСТ 11654—65;
- 3у131в, 3у132в, 3у133в – класс точности В по ГОСТ 11654—65;
- 3у131вм, 3у132вм, 3у133вм – класс точности В по ГОСТ 11654—65;
Станки могут быть применены в условиях мелкосерийного, серийного и крупносерийного производства.
Изготовление станка своими руками
Чтобы затачивать инструменты, обрабатывать малогабаритные заготовки, можно изготовить станок своими руками. Для этого нужно подготовить расходные материалы, инструменты:
- Металлические уголки для создания основания.
- Двигатель от стиральной машины.
- Шлифовальный круг.
- Провода, переключатели, кнопки для изготовления панели управления.
- Сварочный аппарат, дрель со сверлами по металлу, болгарка.
Процесс создания самодельного аппарата:
- Изначально нужно изучить готовые схемы круглошлифовального станка.
- Собрать основание с рабочим столом, приводом, бабкой под настольную машину. Она изготавливается из металлических уголков. Отдельные детали соединяются сварочным аппаратом. Швы нужно зачистить, покрыть антикоррозийным составом.
- Закрепить двигатель на станине. На нём установить шлифовальный круг.
- Провести провода, сделать панель управления. Желательно использовать двигатель с возможностью изменения скорости вращения шпинделя. Благодаря этому появится отдельный регулятор.
Шлифовальный круг устанавливается вертикально. Нижнюю его часть желательно сделать так, чтобы она находилась на одну часть в ёмкости с водой. Дополнительно можно изготовить массивный рабочий стол, на котором будут устанавливаться тиски для зажима деталей.
Изготовление своими руками
Основные сведения
Круглошлифовальный станок — это устройство для автоматической шлифовки металлических изделий. Установка имеет вид большого стола, на который установлено дополнительное шлифовальное оборудование. Принцип работ круглошлифовальных станков прост. С помощью бабок или лафета в рабочей зоне устанавливается обрабатываемая металлическая деталь. После этого запускается шлифовальный круг, который вращается вокруг своей оси. Круг приближается к обрабатываемой детали, что приводит к зачистке металлической заготовки.
С помощью круглошлифовального станка можно обрабатывать цилиндрические, конические и торцевые заготовки, а также крупные отверстия. По конструкции различают центровые и бесцентровые модели. У центровых моделей заготовка закрепляется с помощью специальных бабок-пазов. Бесцентровых моделей заготовка фиксируется в рабочей зоне станка с помощью прижимного лафета. Круглошлифовальный станок выполняет такие задачи — абразивная затирка поверхности заготовки, удаление лишнего слоя металла, устранение неровностей на поверхности металла.
Элементы круглошлифовальных систем
- Рабочий стол. Выступает в качестве основы, на которую крепятся все основные элементы. У рабочего стола могут иметься небольшие колесики, которые используются для транспортировки установки. Рабочий стол делают из прочных металлических сплавов, как и другие элементы шлифовальной системы.
- Пазы-бабки (центровые модели). Используются для крепления деталей на рабочем столе. Пазы могут вращаться вокруг своей оси, что позволяет обрабатывать заготовку по всей своей площади + улучшает качество шлифовки. Некоторые пазы могут перемещаться также в продольном направлении, что позволяет изменять положение детали на рабочем столе прямо во время обработки. Пазы-бабки могут быть подвижными — это позволяет изменить угол расположения заготовки на рабочем столе. За счет этого становится возможным шлифовка конических заготовок.
- Лафет (бесцентровые модели). Лафет также используется для крепления деталей на рабочем столе. Основное отличие от пазов-бабок заключается в том, что лафет не имеет своей оси вращения (его можно перемещать только в горизонтальном направлении). Для обработки заготовки с разных сторон выполняется поворот самой заготовки на лафете.
- Абразивный диск-колесо. Расположен в перпендикулярном направлении относительно расположения заготовки на рабочем столе. Во время работы выполняет роль абразива, с помощью которого выполняется обработка. Абразивные диски бывают разной формы. Простые станки имеют фиксированное расположение диска. Универсальный круглошлифовальный станок имеет подвижное диск-колесо, что делает установку более универсальной.
- Привод. Используется для перемещения абразивного диска-колеса во время работы системы. Привод может быть механическим, гидравлическими и электрическим. Крупные системы обычно оборудованы электрическим приводом, что упрощает процедуру перемещения диска во время работы. Небольшие станки имеют механический или гидравлический привод, что позволяет снизить потребление электричества.
- Электродвигатель. Выполняет роль источника энергии, с помощью которого выполняется питание всех основных элементов установки (вращающиеся пазы-бабки, абразивный диск-колесо и другие). Если станок оборудован электрическим приводом, то двигатель также питает и этот элемент. Электродвигатели обычно имеют мощность в пределах от 5 до 15 киловатт, хотя встречаются и более мощные установки. Современные электродвигатели обычно имеют дополнительные защитные элементы, позволяет избежать перегрева системы.
- Охладительная система. Во время обработки происходит серьезный нагрев заготовки за счет трения. Чтобы избежать перегрева заготовки, многие современные станки оборудуются охладительной системой. Она имеет вид небольших краников, которые устанавливаются в активной зоне. Краники подключены к хладагенту (в качестве хладагента обычно выступает вода). Во время обработки детали происходит активация краников, что приводит к распылению хладагента в активной зоне.
Конструкция станка
Станина и столы
Станина станка состоит из двух частей: передней и задней. По направляющим передней части ее перемещается стол в продольном направлении.
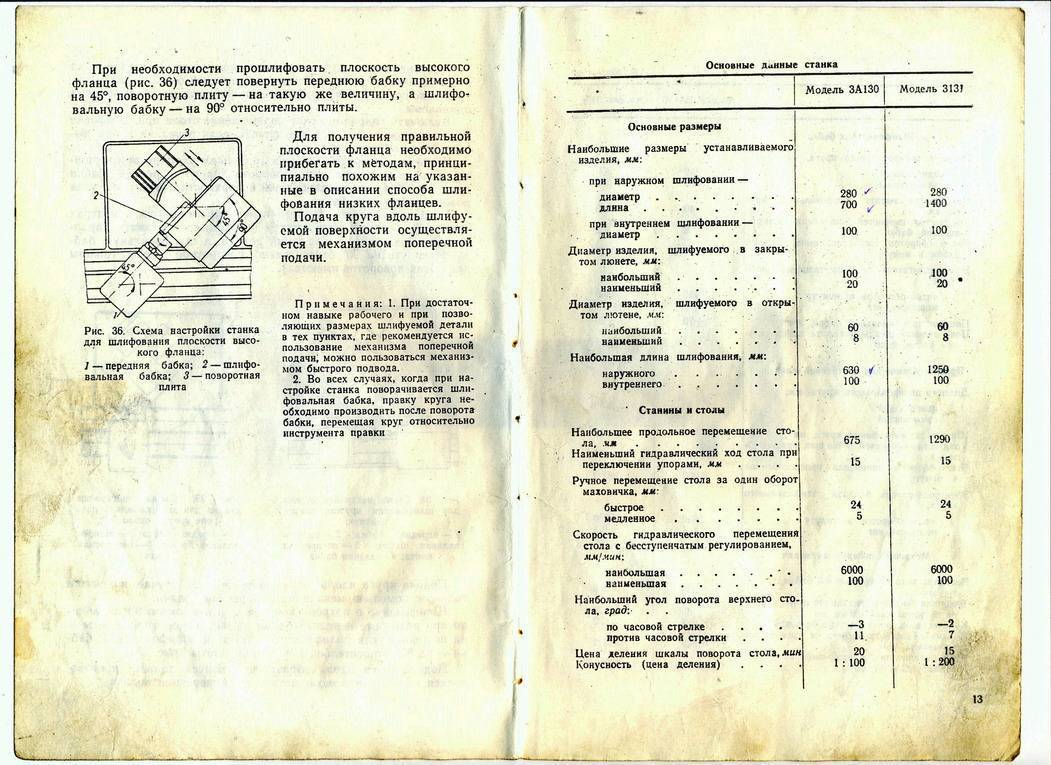
Верхняя часть стола поворотная, что дает возможность шлифовать детали конической формы. На верхней части стола расположены передняя и задняя бабки для установки между ними шлифуемой детали. Направляющие задней части станины служат для поперечного перемещения шлифовальной бабки. Для установки верхней части стола при шлифовании конических или цилиндрических деталей справа на столе имеется механизм поворота с лимбом и указателем (фиг. 163). Пользуясь лимбом и указателем, приближенно устанавливают угол поворота верхней части стола. Для точной установки стола на требуемый угол производят следующее: ослабив зажимы, вращением винта перемещают верхнюю часть стола, а затем закрепляют ее в нужном положении и шлифуют поверхность с весьма малой глубиной резания. Произведя измерение размеров шлифуемого вала на его концах, по результатам обмеров корректируют угол поворота верхней части стола, если он окажется неправильным. После установления необходимого угла поворота стола производится окончательное закрепление зажимов стола и шлифование.
Читать также: Программа для расчета обмотка трансформатора
Круглошлифовальные центровые станки
Круглошлифовальные центровые станки применяют для обработки наружных поверхностей деталей типа тел вращения с прямолинейными образующими, цилиндрические и конические поверхности. В качестве технологических баз используют центровые отверстия или наружные цилиндрические поверхности. В зависимости от направления поступательного движения подачи различают следующие способы шлифования:
- Врезное шлифование – обеспечивается движением продольной подачи в одном направлении, перпендикулярном к оси обрабатываемой заготовки, которая шлифуется при ее вращении.
- Осциллирующее шлифование: шлифовальный круг или заготовка наряду с вращательным движением совершает возвратно-поступательное движение, предназначенное для обработки поверхностей значительной длины, превышающей высоту шлифовального круга. В конце каждого прохода круг подают на установленную глубину шлифования.
- Шлифование уступами (комбинация врезного и осциллирующего шлифования): отдельные участки поверхности (уступы) заготовки обрабатывают последовательно врезанием круга, уступы при этом должна перекрывать друг друга. Оставшуюся часть припуска снимают осциллирующим шлифованием.
- Глубинное шлифование может быть как с продольной так и с поперечной подачей. При шлифовании с продольной подачей весь припуск снимают за один проход круга. Последний правят ступенькой или на конус. При шлифовании с поперечной подачей заготовке сообщают медленное вращение. За время одного оборота заготовки снимается весь припуск.
Круглое наружное шлифование (рис. 3,а) осуществляют сочетанием следующих движений: вращение шлифовального круга 1 (главное движение Vк резания), вращение шлифуемой заготовки 2 вокруг своей оси (круговая подача V3), прямолинейное возвратно-поступательное перемещение заготовки или шлифовального круга вдоль своей оси (продольная подача Sпр); поперечное перемещение шлифовального круга на заготовку (или наоборот) (поперечная подача Sп или подача на глубину резания). При шлифовании с продольной подачей Sпр поперечная подача Sп осуществляется периодически (в конце каждого двойного или одинарного хода стола станка). При круглом наружном шлифовании методом врезания (рис. 3, б) высота круга равна или больше длины шлифуемой заготовки, поэтому нет необходимости в продольной подаче, а поперечная подача производится непрерывно в течение обработки. .
Промышленность выпускает круглошлифовальные станки классов точности П, В и А. Для них регламентированы допуски на геометрическую точность и шероховатость шлифуемых поверхностей. Станки обеспечивают круглость 0,3 мкм на образце диаметром 100 мм и шероховатость Rа=0,04 мкм. На современных прецизионных круглошлифовальных станках цикл шлифования автоматизирован. Автоматическое управление режимами обработки обеспечивает стабильное качество шлифуемых поверхностей.
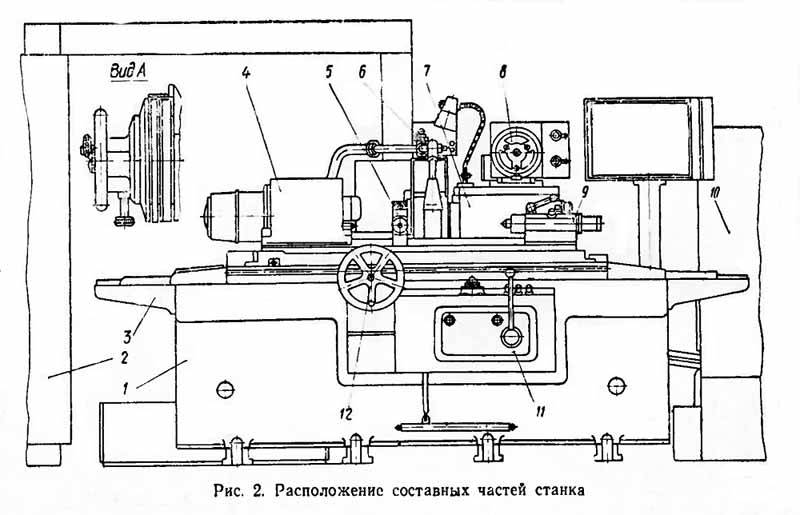
4.2. КОНСТРУКЦИЯ КРУГЛОШЛИФОВАЛЬНОГО СТАНКА ЗМ151
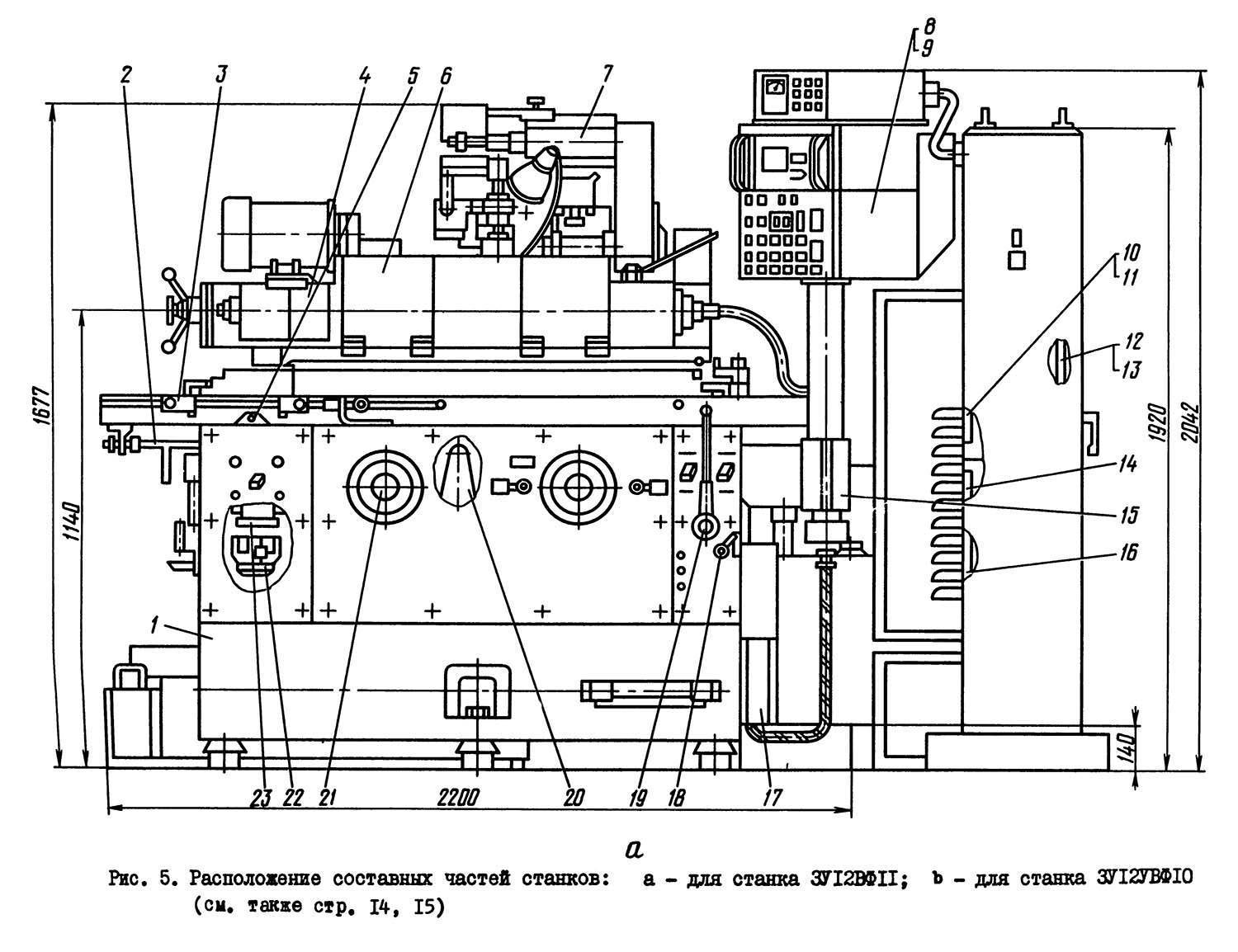
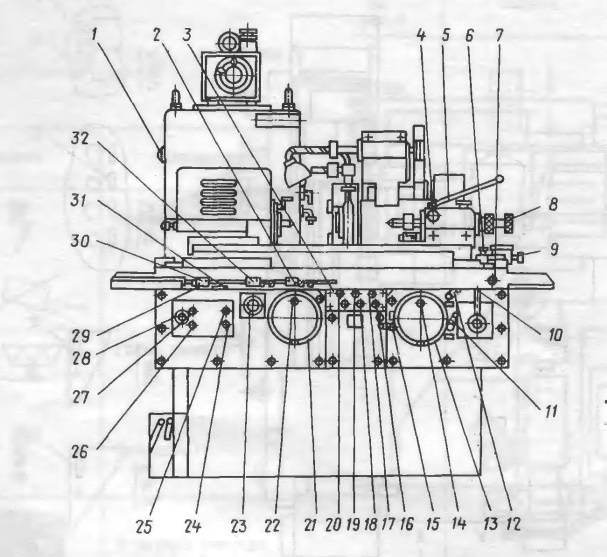
Общий вид круглошлифовального станка модели ЗМ151 с обозначением его основных узлов показан на рисунке 4.1.
Станок состоит из следующих основных узлов: станины 6,
шлифовальной бабки3, стола2, передней бабки1, задней бабки5. Станина6 служит для установки и крепления всех узлов и механизмов станка, а также его органов управления. Внутренние полости станины используются для размещения гидропривода и в качестве резервуара для масла. В верхней части станины6 находятся шлифованные с высокой точностью направляющие, по которым перемещается стол2 станка. Движение стола — возвратно-поступательное, осуществляется гидроприводом станка. Стол2 станка состоит из двух частей. Верхняя часть стола является поворотной (вокруг вертикальной оси), что позволяет настраивать станок на угол шлифуемого конуса.
При обработке цилиндрических заготовок ось центров передней 1
и задней5 бабок параллельна направляющим
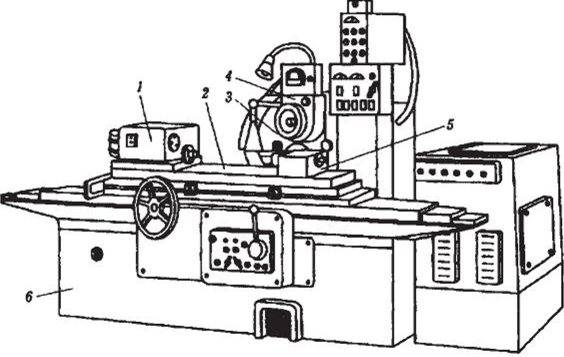
Общий вид круглошлифовального станка модели ЗМ151:
1
— передняя бабка;2 — стол; 3 — шлифовальная бабка;4 — механизм поперечного перемещения шлифовальной бабки;5 — задняя бабка;6 — станина.
стола, а при шлифовании конических заготовок она расположена под углом, равным половине угла конусности детали.
На столе 2
станка установлены передняя1 и задняя5 бабки. Передняя бабка1 сообщает заготовке вращение (круговую подачу) с требуемой скоростью. Изменение частоты вращения заготовки осуществляется бесступенча- то за счет регулируемого электродвигателя постоянного тока. При этом шпиндель передней бабки1 неподвижен, а обрабатываемая заготовка получает вращение от поводка, закрепленного на планшайбе. Задняя бабка 5 служит для поддержания обрабатываемой заготовки.



Что входит в ремонт круглошлифовальных станков
Ремонт станков, в том числе и круглошлифовальных, проводится в случае полного износа деталей оборудования. Ремонтные работы нацелены на восстановление рабочего состояния агрегата без потери производительности и качества обработки заготовок. К капитальному ремонту круглошлифовальных станков относятся следующие операции:
Ремонт направляющих станины, каретки и поворотного стола – восстанавливается геометрия установки, устраняется извёрнутость и регулируется прямолинейность.
Настройка передних и задних шлифовальных бабок – выравнивается положение шпинделя в подшипниках, а также подбирается высота осей перемещения.
Починка шлифовальной бабки – устраняются биение, перекосы, люфты.
Ремонт гидросистемы – проверяется надёжность трубных соединений и запорной арматуры, проводится гидронасосов и всей запорной арматуры, меняются фильтры, промывается гидробак.
Модернизация и ремонт круглошлифовальных станков повышает потенциал техники. Это позволяет использовать обрабатывающее оборудование с максимальной отдачей, расширяя при этом его функциональные возможности. Также модернизация направлена на повышение экономической эффективности производства за счёт сокращения расходов на обслуживание станков.
Источник





