

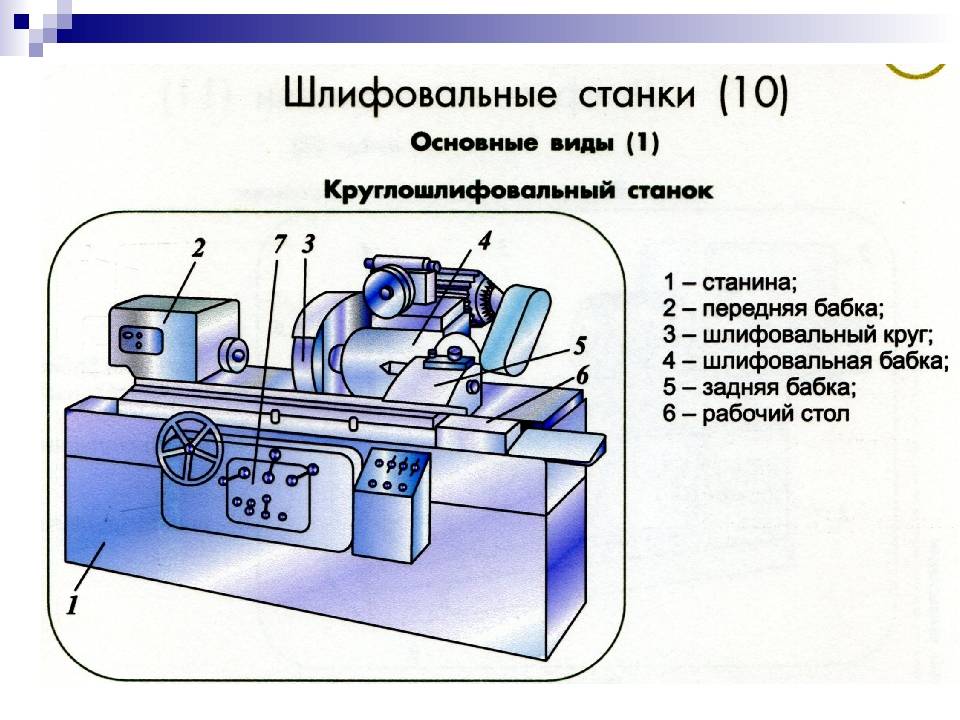
Назначение круглошлифовальных станков
Низкая зернистость обрабатывающего инструмента обеспечивает легкую шероховатость контактной зоны и высокую точность работ. При использовании станков в промышленных целях заготовки проходят первичную температурную и механическую обработку, поэтому величина припуска минимальна.
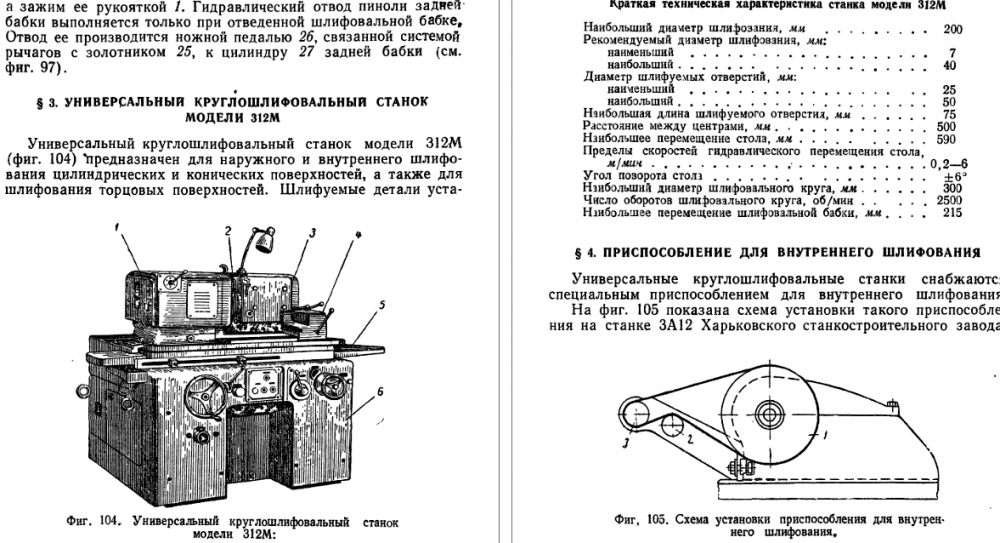
Возможности станков ограничены рабочими характеристиками. На стандартном оборудовании невозможно работать с деталями, конусность которых превышает 6º. Конструкция современных аппаратов позволяет обрабатывать внешнюю поверхность любых заготовок за счет устройства передней и шлифовальной бабок, способных вращаться вокруг своей оси.
Как правило, круглошлифовальные станки используют на финишном этапе обработки.
Внутришлифовальные станки для обработки деталей из металла
Оборудование этого типа предназначается для улучшения качества внутренней поверхности готовой продукции. Часто причиной введения этой операции является увод оси отверстия на предыдущей операции. Процесс обработки осуществляется при помощи шпинделя, на котором установлен шлифовальный круг. Сам шпиндель имеет вращательное движение, и возвратно-поступательное движение.
Вращение шпинделя и вращения детали необходимы для плавности процесса резания. Возвратно-поступательное движение необходимо для формообразования поверхности. В сложных конструкциях шпиндель перемещается по 5 координатам. Для повышения качества обработки по возможности нужно шлифовать кулачки перед зажатием в них детали. Это позволяет значительно уменьшить биение при базировании. В идеальной ситуации также лучше проверить биение заготовки в кулачках перед обработкой.
Устройство этого типа оборудования отличается, в зависимости от параметров
Одношпиндельные станки
Эти оборудование осуществляет шлифование деталей конической или цилиндрической формы;

Станки с дополнительным шпинделем
Эти оборудование осуществляет одновременно внутреннее и торцевое шлифования;
Двухсторонние станки
Эти оборудование осуществляет одновременное двухстороннее шлифование сквозных отверстий.
Большие сложности при работе на внутришлифовальном станке имеет отвод пыли от шлифования из зоны обработки. Эту проблему успешно можно решить с помощью специального магнитного устройства. Благодаря ему стружка просто вытягивается из зоны резания.
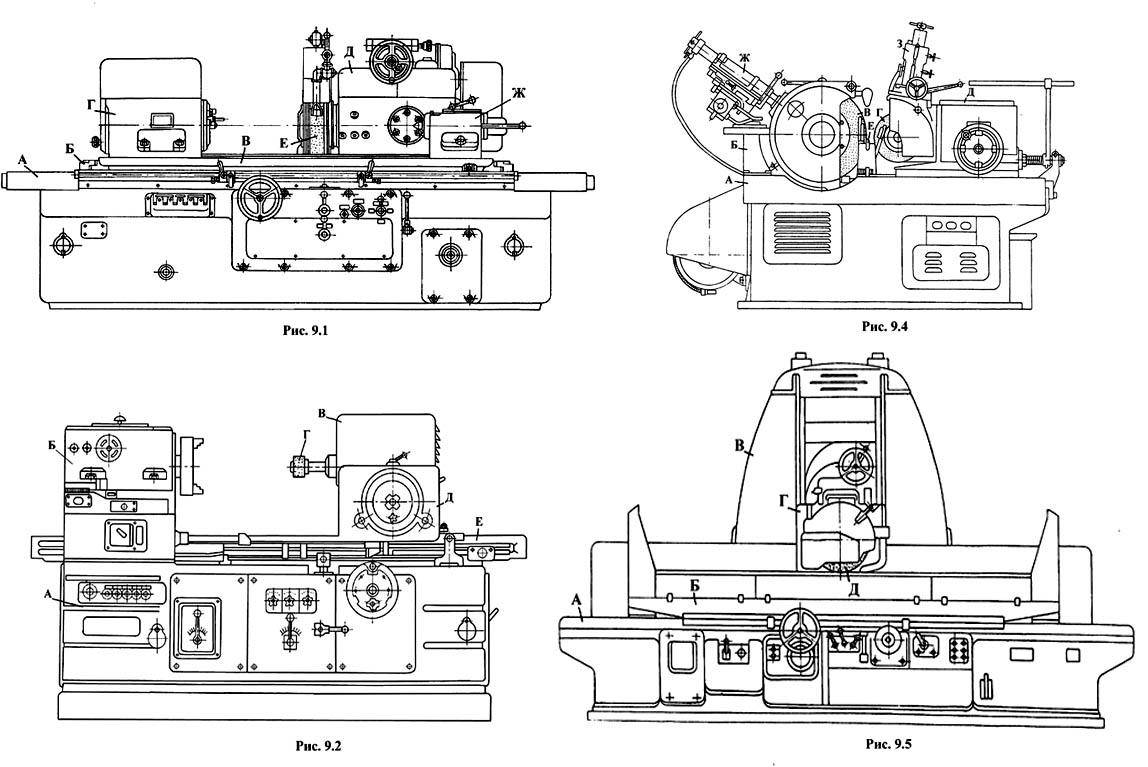
Бесцентрошлифовальный станок
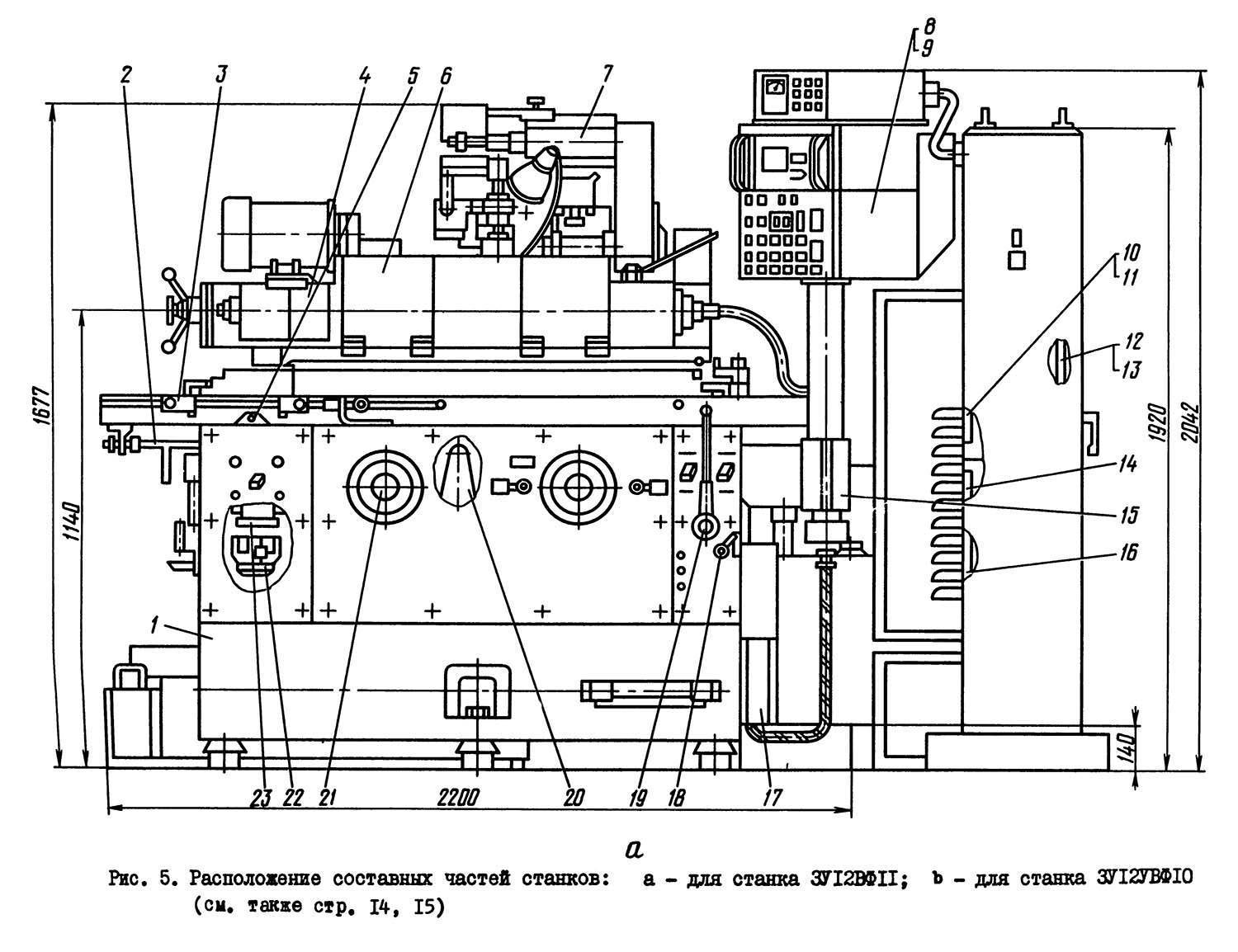
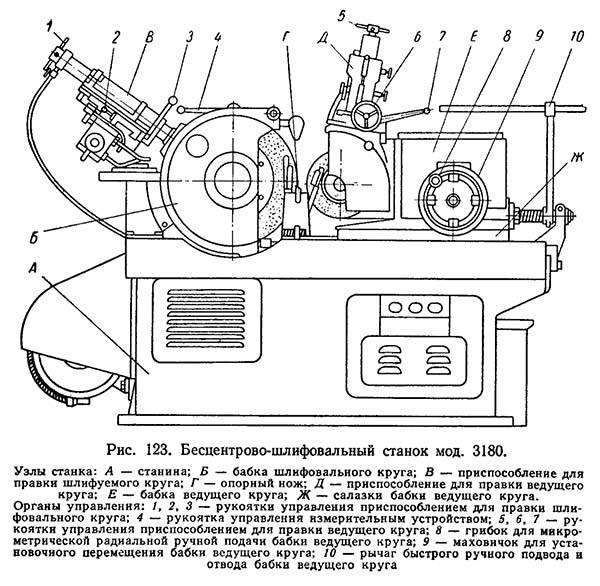
Этот тип является разновидностью круглошлифовального станка. Бесцентрошлифовальный станок (рис. 5) используется для обработки деталей, закрепить которые в центрах не представляется возможным. Это связано либо с отсутствием возможности захвата детали патроном, либо с габаритами.

Рисунок 5. Бесцентрошлифовальный станок.
Рисунок 5. Бесцентрошлифовальный станок.
Бесцентрошлифовальный станок имеет два шлифовальных круга, каждый из которых приводится в движение собственным электромотором. Один из кругов, как правило, закрепляется статично или имеет настройку положения лишь по высоте. Второй круг подвижный и может перемещаться в более широких диапазонах. Снизу имеется так называемый опорный нож, который служит для поддержки обрабатываемой детали.
Различают три основные шлифовальные операции на этом станке.
- Продольное шлифование. Этой операции подвергаются детали с гладкими поверхностями различных длин и диаметров. Подача осуществляется при повороте одного из абразивных кругов или при изменении положения опорного ножа.
- Врезное шлифование. При помощи врезного шлифования обрабатываются детали с коническими и сферическими поверхностями, многоступенчатые валы и прочие детали с форменной поверхностью.
- Шлифование до упора. Применяется как промежуточная операция между продольным и врезным шлифованием. Таким способом обрабатываются детали, которые имеют слишком большую длину или такую форму поверхности, при которой другие типа шлифования не подходят. Когда шлифовальный круг подходит к своей крайней точки, деталь удаляется из зоны обработки и происходит повторная установка.
Изготовление станка своими руками
Чтобы затачивать инструменты, обрабатывать малогабаритные заготовки, можно изготовить станок своими руками. Для этого нужно подготовить расходные материалы, инструменты:
- Металлические уголки для создания основания.
- Двигатель от стиральной машины.
- Шлифовальный круг.
- Провода, переключатели, кнопки для изготовления панели управления.
- Сварочный аппарат, дрель со сверлами по металлу, болгарка.
Процесс создания самодельного аппарата:
- Изначально нужно изучить готовые схемы круглошлифовального станка.
- Собрать основание с рабочим столом, приводом, бабкой под настольную машину. Она изготавливается из металлических уголков. Отдельные детали соединяются сварочным аппаратом. Швы нужно зачистить, покрыть антикоррозийным составом.
- Закрепить двигатель на станине. На нём установить шлифовальный круг.
- Провести провода, сделать панель управления. Желательно использовать двигатель с возможностью изменения скорости вращения шпинделя. Благодаря этому появится отдельный регулятор.
Шлифовальный круг устанавливается вертикально. Нижнюю его часть желательно сделать так, чтобы она находилась на одну часть в ёмкости с водой. Дополнительно можно изготовить массивный рабочий стол, на котором будут устанавливаться тиски для зажима деталей.
Изготовление своими руками
Основные технические характеристики
Существуют основные технические характеристики, которые отражаются в паспорте и чертеже. На основании ГОСТ проводится отображение следующей информации:
Мощность указывается в кВт. Определяет производительность машины.
Питаемое напряжение определяет возможность использования в той или ситуации оборудование. ГОСТ определяет то, что показатель указывается в Вольтах. Для промышленного применения подходит модель с питанием 380 В, а вот для бытового применения с питанием 220 В.
Размер рабочего стала. Бесцентровые шлиф-станки могут использоваться в определенных случаях.
Диаметр шлифовального круга. Круг имеет стандартные размеры, которые выбираются согласно ГОСТ.
Номинальное число оборотов также часто определяется в ГОСТ





Оно имеет важное значение, так как определяет скорость вращения круга.
Подобные моменты следует учитывать при выборе круглошлифовального станка.
Виды круглошлифовального оборудования
В процессе развития технологии металлообработки был налажен выпуск следующих видов круглошлифовальных станков:
- Классический тип подразумевает установку обрабатываемой заготовки в центрах. Роль фиксаторов выполняют передняя и задняя бабки. С началом работ деталь начинает вращаться благодаря приводу аппарата. Снятие металла происходит при контакте абразивного диска с поверхностью. Способ удаления металлической стружки зависит от модели аппарата.
- Бесцентровая конструкция считается универсальной, поскольку обрабатываемое изделие устанавливают на специальный лафет. С одной стороны ее фиксируют во избежание смещения детали в процессе обработки. В качестве крепежа используют вспомогательный круг. Шлифовку выполняют с обратной стороны детали. Это позволяет работать с полыми изделиями конусной формы.
Круглошлифовальные станки с ЧПУ заслуживают отдельного описания. Автоматизация процесса увеличивает производительность работ за счет снижения роли оператора оборудования. Кроме того, существенно вырастает качество обработки, поскольку автоматическая подача увеличивает точность работ – показатель допустимой погрешности не превышает сотых долей миллиметров. Программное управление снижает вероятность появления брака.
Полуавтомат круглошлифовальный 3М175 — низкая цена, описание
| Размеры устанавливаемой заготовки, max, мм: | |
| — диаметр / длина | 400/2800 |
| Размеры шлифования, max, мм: | |
| — диаметр / длина | 400/2520 |
| Масса устанавливаемой заготовки, max, мм | 1000-15 |
| Длина перемещения стола, max, мм | 2800/ 2300** |
| Высота центров над столом, мм | 210 |
| Класс точности по ГОСТ 8 | П |
| Конус в шпинделе передней и пиноли задней бабок по ГОСТ 25557 | Морзе 6 |
| Конец шлифовального шпинделя по ГОСТ 2323 (конусность 1:5), мм: | |
| — номинальный диаметр | 100h21 |
| — диаметр опорных шеек | 110f7 |
| Размеры шлифовального круга, max, мм: | |
| — диаметр наружный / внутренний | 750/305 |
| — высота | 80; 100* |
| Частота вращения шпинделя шлифовальной бабки, мин-1 | 1270 |
| Частота вращения заготовки (регулир-ся бесступенчато), мин-1: | |
| — наибольшая | 180; 360* |
| — наименьшая | 20; 40* |
| Окружная скорость шлифовального круга, м/с | 35*; 50 |
| Угол поворота верхнего стола, max, градус: | |
| — по час. стрелке/против час. стрелки | 2 / 4 |
| Точность цилиндрических поверхностей образца, мкм: | |
| -круглость в центрах | 1 |
| -круглость в патроне | 1,6 |
| Шероховатость обработанных поверхностей образцов-изделий, Ra, | |
| -цилиндрической наружной | 0,16 |
| Суммарная мощность эл/двигателей, кВт | 26,19; 23,98* |
| Питающая сеть: | |
| Род тока | Перем |
| 3-фазн | |
| Напряжение, В | 380; |
| 220*; | |
| 400*; | |
| 415*; | |
| 440* | |
| Частота тока, Гц | 50; |
| 60* | |
| Габаритные размеры с отдельно расположенным оборудованием, мм: | |
| — длина | 8310 / 7660** |
| — ширина | 3690 |
| — высота | 2135 |
| Масса нетто, кг | 13850 |
www.gigant-m.ru
Назначение станков
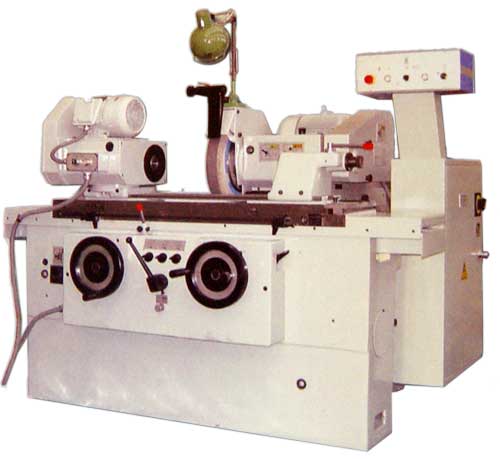
Круглошлифовальные агрегаты применяются для работы с наружной цилиндрической поверхностью. Заготовка устанавливается в центрах и патроне. Чтобы добиться необходимого результата, заготовка может подаваться поперечным и продольным способом. Самыми популярными станками являются те, на которых можно работать с разными размерами деталей. Отдельные модели могут использоваться для получения особо крупных деталей. Чаще всего это встречается в промышленном производстве.
В универсальных станках с центрами направление вращения заготовки располагаются противоположно направлению вращения абразива. Эти модели используются в различных видах производства.
Круглошлифовальный станок применяется на конечном этапе производства. Бесцентровые модели используются после этапа токарной обработки, фрезерования, сверления и пр.
Основные технические характеристики
Существуют основные технические характеристики, которые отражаются в паспорте и чертеже. На основании ГОСТ проводится отображение следующей информации:
Мощность указывается в кВт. Определяет производительность машины.
Питаемое напряжение определяет возможность использования в той или ситуации оборудование. ГОСТ определяет то, что показатель указывается в Вольтах. Для промышленного применения подходит модель с питанием 380 В, а вот для бытового применения с питанием 220 В.
Размер рабочего стала. Бесцентровые шлиф-станки могут использоваться в определенных случаях.
Диаметр шлифовального круга. Круг имеет стандартные размеры, которые выбираются согласно ГОСТ.
Номинальное число оборотов также часто определяется в ГОСТ
Оно имеет важное значение, так как определяет скорость вращения круга.
Подобные моменты следует учитывать при выборе круглошлифовального станка.
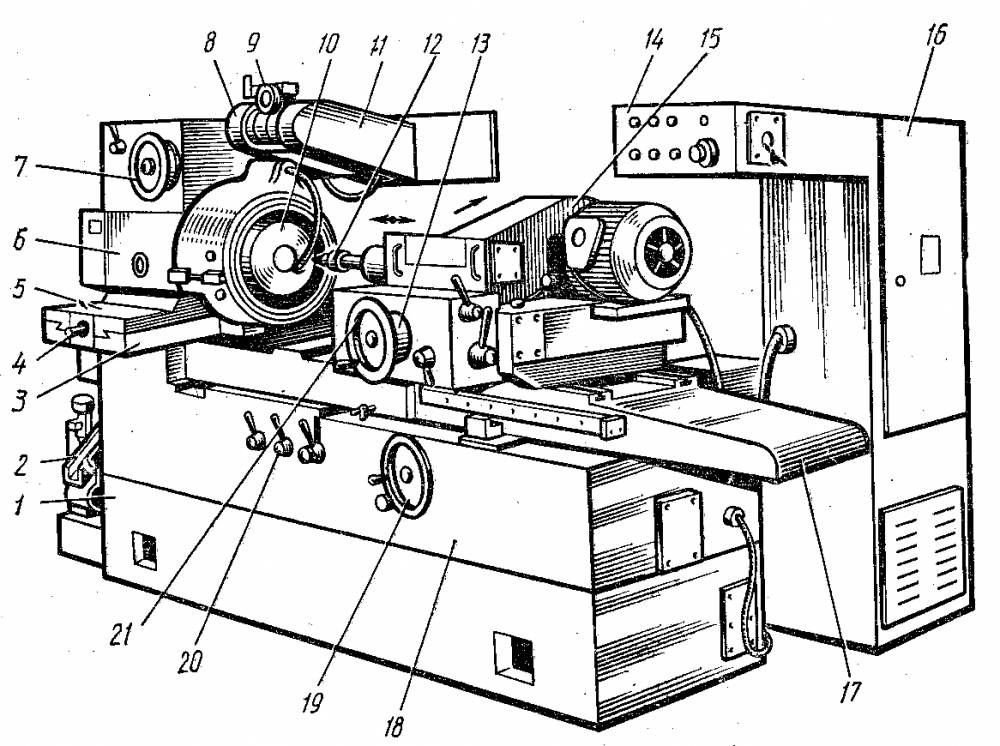
Устройство и принцип работы
Сверлильный станок на магнитной подошве: виды и особенности магнитных станков Понять принцип работы проще, когда известны ключевые узлы станка. К ним относятся:
- Неподвижная станина. Основание, которое удерживает на себе остальные элементы оборудования. На ней устанавливаются устойчивые ножки. Компактные модели могут комплектоваться колёсиками для перемещения по мастерской.
- Бабка, на которой закрепляется шпиндель с шлифовальным кругом.
- Суппорты, ножи.
- Коробка скоростей.
- Устройство для изменения положения оснастки.
- Тиски для удержания заготовки.
- Панель управления.
- Направляющие, по которым перемещается стол.
- Рабочая поверхность для размещения деталей.
Особенности круглошлифовальных станков
Управление осуществляется вручную с помощью механических, гидравлических приводов. Также многие современные установки оснащены панелью числового программного управления (ЧПУ), которая позволяет автоматизировать большинство производственных процессов. Это не только упрощает задачу рабочего, но и благоприятно сказывается на качестве обработки.
Для допуска к установке (как с панелью ЧПУ, так и без нее) рабочий должен пройти соответствующее обучение. Также он должен пройти инструктирование относительно правил техники безопасности на рабочем месте
Во время работы человек должен соблюдать осторожность, чтобы не повредить деталь и не нанести вред своему здоровью. В зависимости от конструкции различают такие разновидности установок:
- Простой станок. На таких установках можно менять только угол наклона стола, на котором закреплена основная деталь, а шлифовальный диск имеет фиксированное положение. Это позволяет обрабатывать детали конусной формы с малым углом при вершине. Фиксированное расположение диска ухудшает универсальность системы, однако заметно снижает его стоимость. Поэтому в случае небольших производств (автомастерские, домашнее строительство) покупка простого станка может быть оправданным решением.
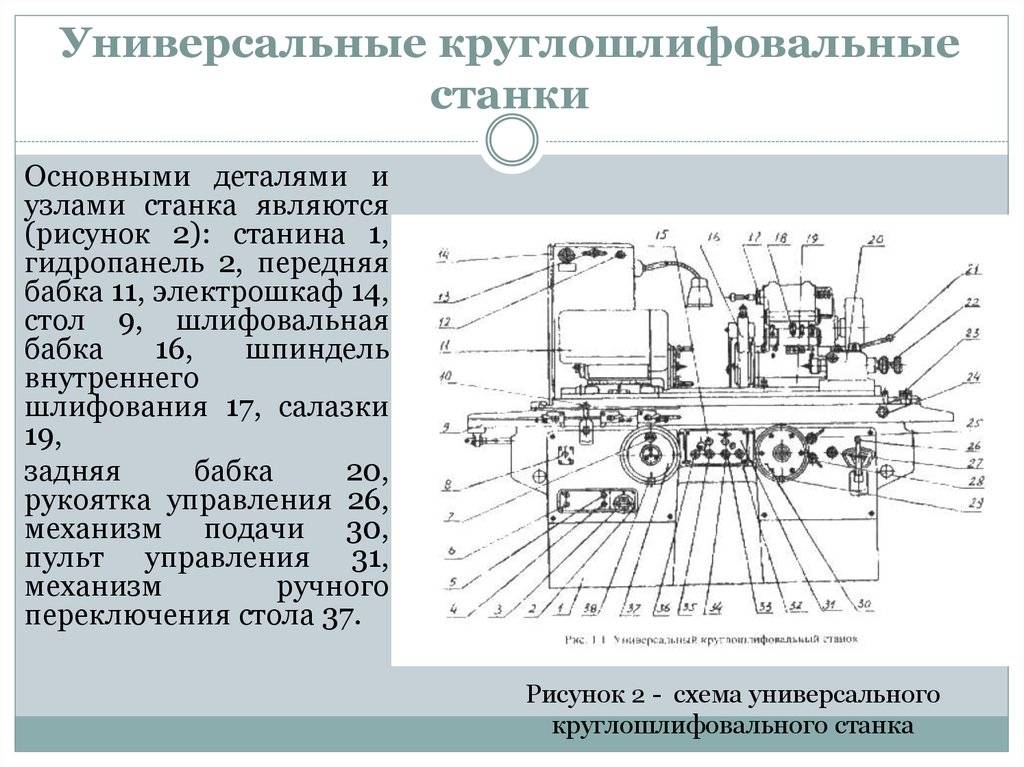
- Универсальный круглошлифовальный станок. На таких системах можно вращать как стол, так и обрабатывающий диск. Это позволяет шлифовать все виды деталей (плоские, конусные, торцевые, переменного диаметра), а также отдельные отверстия внутри заготовок. Универсальный круглошлифовальный станок обычно оснащается ЧПУ, что позволяет заметно увеличить качество обработки. Такие установки дороже простых систем, а обычно их применяют в промышленности (машиностроение, ремонт кораблей или самолетов, производство оружия).
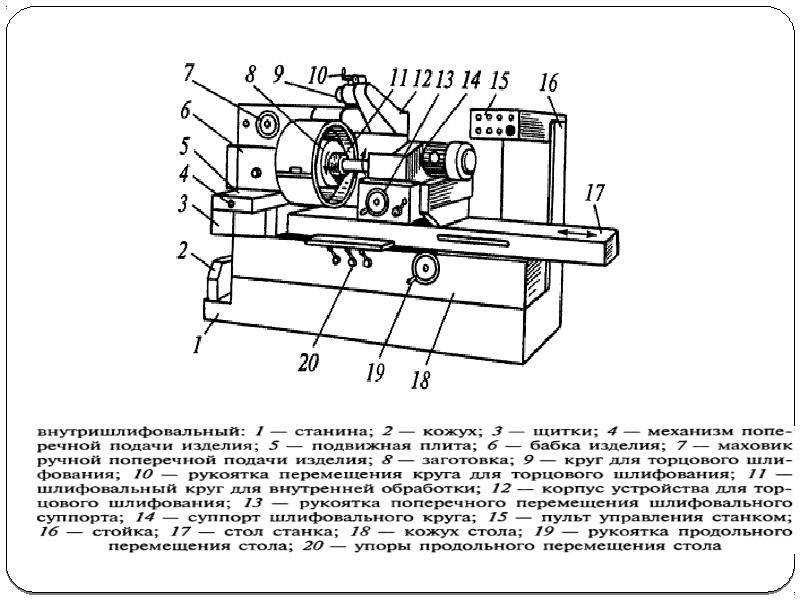
Внутришлифовальные станки для обработки деталей из металла
Оборудование этого типа предназначается для улучшения качества внутренней поверхности готовой продукции. Часто причиной введения этой операции является увод оси отверстия на предыдущей операции. Процесс обработки осуществляется при помощи шпинделя, на котором установлен шлифовальный круг. Сам шпиндель имеет вращательное движение, и возвратно-поступательное движение.

Вращение шпинделя и вращения детали необходимы для плавности процесса резания. Возвратно-поступательное движение необходимо для формообразования поверхности. В сложных конструкциях шпиндель перемещается по 5 координатам. Для повышения качества обработки по возможности нужно шлифовать кулачки перед зажатием в них детали. Это позволяет значительно уменьшить биение при базировании. В идеальной ситуации также лучше проверить биение заготовки в кулачках перед обработкой.
Устройство этого типа оборудования отличается, в зависимости от параметров
Одношпиндельные станки
Эти оборудование осуществляет шлифование деталей конической или цилиндрической формы;

Станки с дополнительным шпинделем
Эти оборудование осуществляет одновременно внутреннее и торцевое шлифования;
Двухсторонние станки
Эти оборудование осуществляет одновременное двухстороннее шлифование сквозных отверстий.
Большие сложности при работе на внутришлифовальном станке имеет отвод пыли от шлифования из зоны обработки. Эту проблему успешно можно решить с помощью специального магнитного устройства. Благодаря ему стружка просто вытягивается из зоны резания.

Классификация и расшифровка шлифовальных станков
Шлифовальные станки имеют широкую номенклатуру и отличаются по назначению, устройству, конструктивным параметрам, универсальности, степени автоматизации, точности и виду инструмента.
По степени универсальности металлорежущие станки подразделяют на универсальные для обработки деталей широкой номенклатуры в единичном и мелкосерийном производстве; специализированные для обработки однотипных деталей различных размеров в крупносерийном и массовом производстве; специальные для обработки деталей одного типоразмера в массовом производстве.
Все металлорежущие станки, в том числе и шлифовальные, в соответствии с ГОСТ 8 — 82Е изготовляют пяти классов точности; Н — нормальной; П — повышенной; В — высокой; А — особо высокой; С — особо точные.
По массе различают станки легкие — массой до 1 т, средние — массой до 10 т, тяжелые — массой свыше 10 т. Особо тяжелые станки массой свыше 100 т называют универсальными.
Предназначение станков
С помощью шлифовального станка можно обрабатывать дерево, камень, пластик, металла. Он предназначен для выполнения разных технологических операций:
- Обработки цилиндрических, прямоугольных, треугольных, квадратных заготовок. Снятия разного слоя металла.
- Создания шершавой поверхности. Для этого подбирается особый вид абразива.
- Заточки режущих инструментов, оснастки. Чтобы не испортить режущую кромку, используется водное охлаждение.
Для обработки цилиндрических деталей нужно подбирать зернистость абразивного материала. От этого зависит слой снимаемого металла, дерева, пластика, камня. Чем меньше частицы, тем более точная шлифовка происходит.
Важные параметры оборудования и технические характеристики
Основные параметры указываются в паспорте завода-изготовителя. К ним относятся:
- Мощность электрического привода. От величины этого параметра зависит производительность аппарата. Единица измерения – кВт.
- Напряжение. Определяет сферу использования. Компактные модели для бытовых работ функционируют от домашней сети с напряжением 220 В. Станки промышленного назначения работают от напряжения 380 В.
- Размеры рабочего стола. Ограничивают габариты обрабатываемых заготовок.
- Максимальный диаметр шлифовального круга. Его размеры определяет межгосударственный стандарт.
- Номинальное число оборотов. От данного показателя зависит скорость вращения инструмента.
- Наличие ЧПУ и точность обработки. Числовое программное управление позволяет увеличить точность выполняемых работ, однако стоимость таких аппаратов достаточно высока.
Перечень основных технических характеристик
Круглошлифовальный станок 3М152
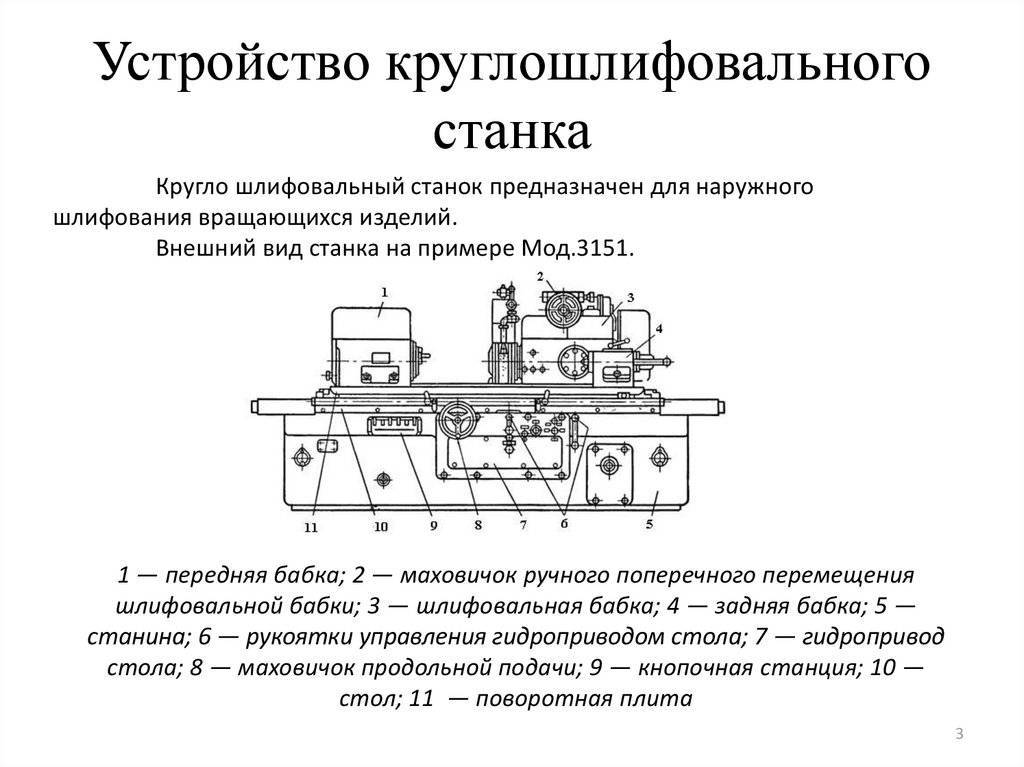
В качестве примера можно рассмотреть работу стандартной модели круглошлифовального станка 3М152. В нем обрабатываемая деталь устанавливается в центрах. Аналогичной конструкцией обладает большая часть такого оборудования.
Лучше всего технические характеристики станка условно разделить по его узлам. Конструктивно он состоит из блока фиксации заготовки, обрабатывающего центра (шлифовальная бабка) и системы управления. Средняя масса подобного станка составляет около 8 тонн. При этом он имеет большие габариты, что предъявляет особые условия к монтажу и эксплуатации.
Основные технические параметры:
- максимально допустимые габариты и масса обрабатываемой заготовки;
- диаметры шлифования – минимальный и максимальный;
- расстояние от оси шпинделя передней бабки до поверхности рабочего стола.
Характеристики рабочего стола:
- смещение рабочего стола – максимальная длина;
- параметры ручного ускорения и замедления движения;
- углы поворота по часовой и против часовой стрелки;
- характеристики смещения с помощью гидравлической системы. Это необходимо для обработки массивных деталей.
Фиксация детали происходит между передней и задней бабками. Они должны анализироваться по следующим параметрам:
- частота вращения;
- для задней бабки — величина смещения пиноли.
Кроме этого учитывается суммарная потребляемая мощность оборудования, возможность установки вспомогательных конструкций и параметры системы охлаждения. Наличие последней является обязательным требованием для промышленных моделей круглошлифовальных станков.
Основные модели
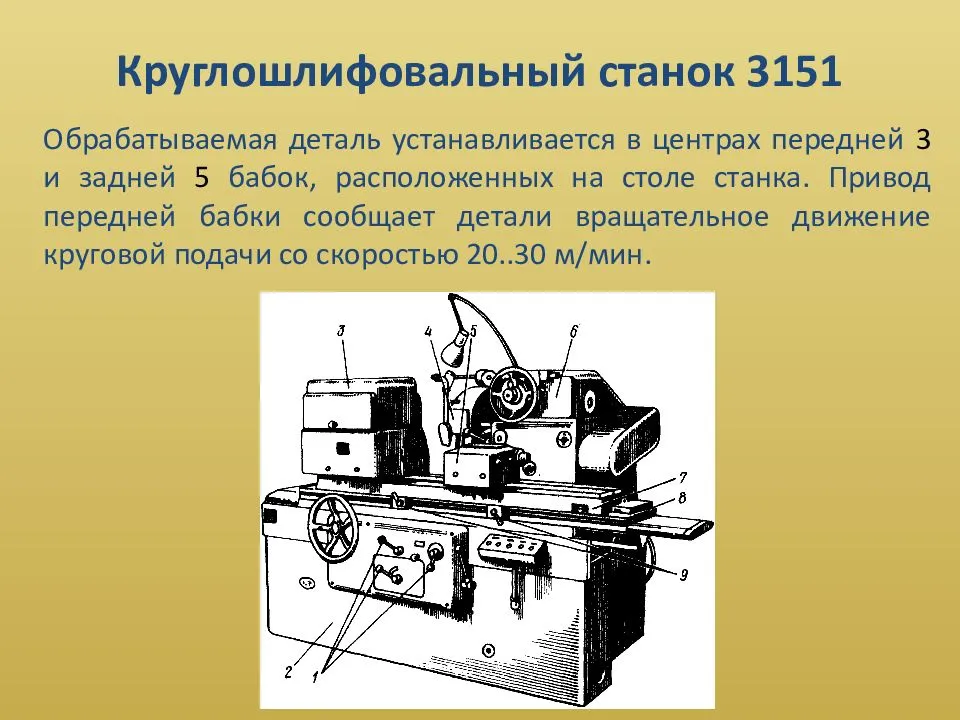
- Модель 3151. Имеет ручное управление, панель ЧПУ отсутствует. Может шлифовать все основные виды заготовок — полые, плоские, цилиндрические, торцевые. Также может применяться для обработки конусовидных заготовок с небольшим углом наклона. Модель 3151 не подходит для крупных фабрик, но ее можно использовать в мелкосерийном производстве.
- Модель 3M151. Является модификацией модели 3151. Оборудована автоматикой, что помогает управлять системой как в ручном, так и в автоматическом режиме. Модель 3М151 может выполнять все основные виды шлифовки округлых заготовок. Может использоваться на мелких производствах, в мастерских, на крупных заводах и так далее.
- Модель 3Б161. Оборудована гидравликой и автоматикой. Может выполнять все основные виды шлифовки (может выполнять в том числе шлифовку уступами). Подходит для серийной обработки, хотя при необходимости модель 3Б161 можно переоборудовать для единичного производства.
- Модель G25A-35СNC. Имеет электронный режим управления (ЧПУ). Модель оборудована продвинутой электроникой, может выполнять сложные варианты шлифовки в полностью автоматическом режиме. Высокая цена, но хорошие технические показатели (прочность, надежность, устойчивость, срок годности).

Зачем нужны шлифовальные станки?
Обрабатывающие агрегаты незаменимы в обдирочной и чистовой обработке металла, твердых материалов. Для работы применяются стандартные шлифовальные и алмазные круги, обеспечивающие небольшую шероховатость в результате обработки, точность размеров и геометрии.
Аппараты применяют для шлифовки деталей, прошедших механическую или температурную обработку, изготовленные на фрезерном, сверлильном или токарном оборудовании. Преимущества у агрегатов следующие:
- можно обрабатывать изделия различных форм и габаритов;
- настройка параметров точная, качество шлифования высокое;
- есть функция автоматической или ручной подачи;
- модель оборудования можно подбирать под выполнение конкретных задач производства в целях снижения себестоимости работы и повышения эффективности.
Оборудование может значительно различаться по конструкции — например, опорный нож крепят на салазках ведущей бабки или на фиксированной станине. Движение ножа зависит от типа его крепления. Нож, размещённый на салазках, двигается одновременно с кругом относительно оси. Вместе с тем бабка будет статичной по отношению к станине.

На что обратить внимание при выборе круглошлифовального станка
На стадии подбора оборудования необходимо обратить внимание на стандартную комплектацию и возможности его модификации. В качестве примера рассмотрим круглошлифовальный станок с ЧПУ R-grind 1660 CNC
В стандартную комплектацию входят:
В качестве примера рассмотрим круглошлифовальный станок с ЧПУ R-grind 1660 CNC. В стандартную комплектацию входят:
- линейные шкалы оси Х;
- шлифовальный круг с фланцем;
- алмазный карандаш для правки круга;
- набор вспомогательных инструментов;
- твердосплавный центр;
- гидростатические подшипники на шпинделе;
- система подачи СОЖ;
- система охлаждения гидравлического масла;
- освещение рабочей зоны.
В качестве дополнительного оборудования станка поставщик предлагает следующие элементы:
- приспособление для внутришлифовальных работ;
- комплект поводковых оправок;
- люнеты;
- самоцентрирующийся патрон;
- стенд для балансировки шлифовального круга;
- устройство для автоматической балансировки круга;
- контрольный измерительный датчик;
- систему фильтрации для СОЖ.
3К12 Расположение органов управления шлифовальным станком
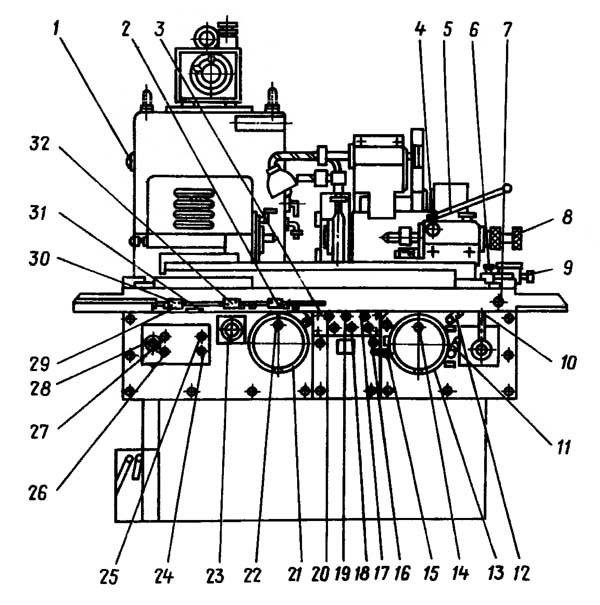
Перечень органов управления круглошлифовальным станком 3К12
- вводный выключатель
- упор реверсирующий стол при правке
- регулятор скорости привода изделия
- винт зажима пиноли задней бабки
- рукоятка управления пинолью задней бабки
- фиксатор поворота верхнего стола
- винт поворота верхнего стола
- винт регулировки усилия поджима пиноли задней бабки
- винт зажима индикатора поворота верхнего стола
- рукоятка управления подводом-отводом шлифовальной бабки и движениями стола
- рукоятка жесткого упора механизма подачи
- рукоятка толчковой подачи
- маховик механизма подачи шлифовального круга
- рукоятка зажима лимба механизма подачи шлифовального круга
- рукоятка установки величины периодической подачи
- кнопка «Стоп общий»
- кнопка «Пуск общий»
- кнопка «Стоп шлифовального круга»
- кнопка «Пуск шлифовального круга»
- переключатель управления приводом изделия
- маховик механизма ручного перемещения стола
- рукоятка переключения скоростей механизма ручного перемещения стола
- регулятор рабочей скорости стола
- дроссель регулировки скорости разгона стола справа налево
- дроссель регулировки паузы стола в левом положения
- дроссель регулировка скорости разгона стола слева направо
- дроссель регулировки паузы стола в правом положения
- рукоятка, крана выбора вида периодической подачи
- левый реверсирующий упор стола
- рычаг реверса гидропанели
- фиксатор рычага реверса гидропанели
- правый реверсирующий упор стола
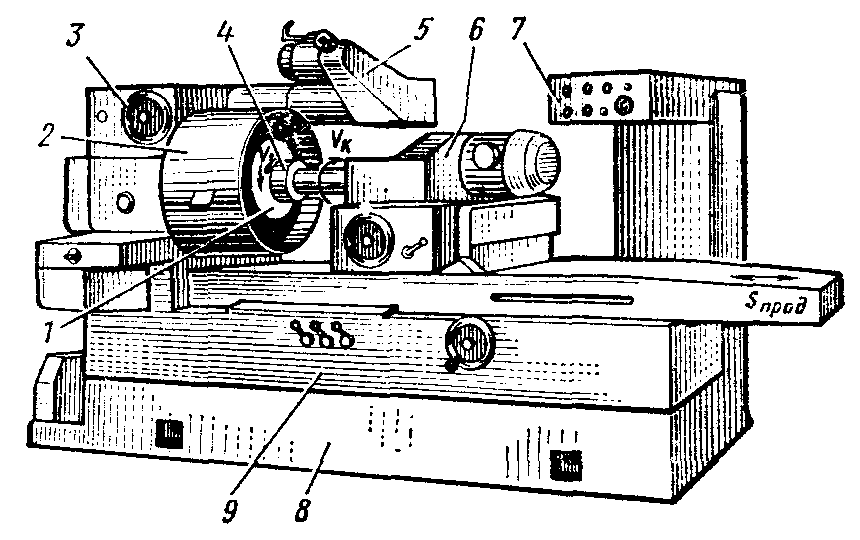
Конструкция станка
Станина и столы
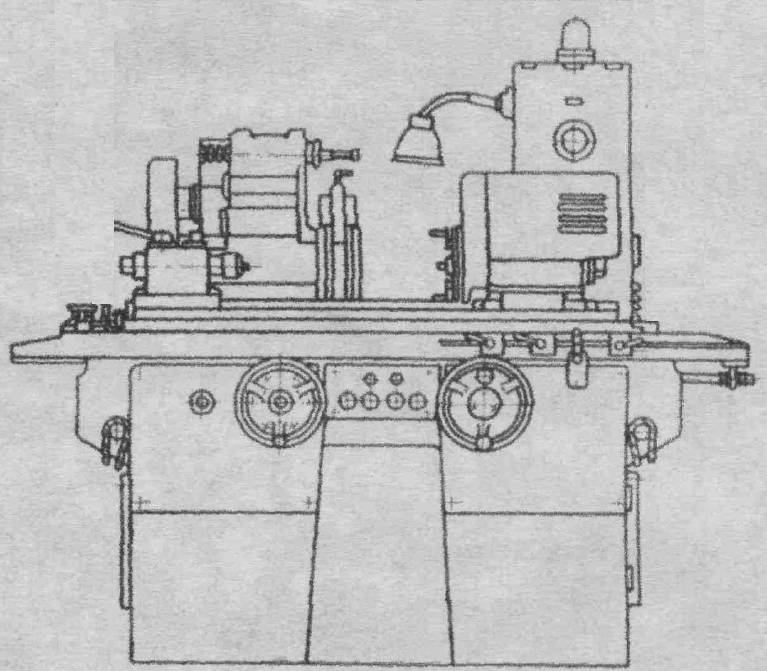
Станина станка состоит из двух частей: передней и задней. По направляющим передней части ее перемещается стол в продольном направлении.



Верхняя часть стола поворотная, что дает возможность шлифовать детали конической формы. На верхней части стола расположены передняя и задняя бабки для установки между ними шлифуемой детали. Направляющие задней части станины служат для поперечного перемещения шлифовальной бабки. Для установки верхней части стола при шлифовании конических или цилиндрических деталей справа на столе имеется механизм поворота с лимбом и указателем (фиг. 163). Пользуясь лимбом и указателем, приближенно устанавливают угол поворота верхней части стола. Для точной установки стола на требуемый угол производят следующее: ослабив зажимы, вращением винта перемещают верхнюю часть стола, а затем закрепляют ее в нужном положении и шлифуют поверхность с весьма малой глубиной резания. Произведя измерение размеров шлифуемого вала на его концах, по результатам обмеров корректируют угол поворота верхней части стола, если он окажется неправильным. После установления необходимого угла поворота стола производится окончательное закрепление зажимов стола и шлифование.
Важные параметры оборудования и технические характеристики
Основные параметры указываются в паспорте завода-изготовителя. К ним относятся:
- Мощность электрического привода. От величины этого параметра зависит производительность аппарата. Единица измерения – кВт.
- Напряжение. Определяет сферу использования. Компактные модели для бытовых работ функционируют от домашней сети с напряжением 220 В. Станки промышленного назначения работают от напряжения 380 В.
- Размеры рабочего стола. Ограничивают габариты обрабатываемых заготовок.
- Максимальный диаметр шлифовального круга. Его размеры определяет межгосударственный стандарт.
- Номинальное число оборотов. От данного показателя зависит скорость вращения инструмента.
- Наличие ЧПУ и точность обработки. Числовое программное управление позволяет увеличить точность выполняемых работ, однако стоимость таких аппаратов достаточно высока.





