

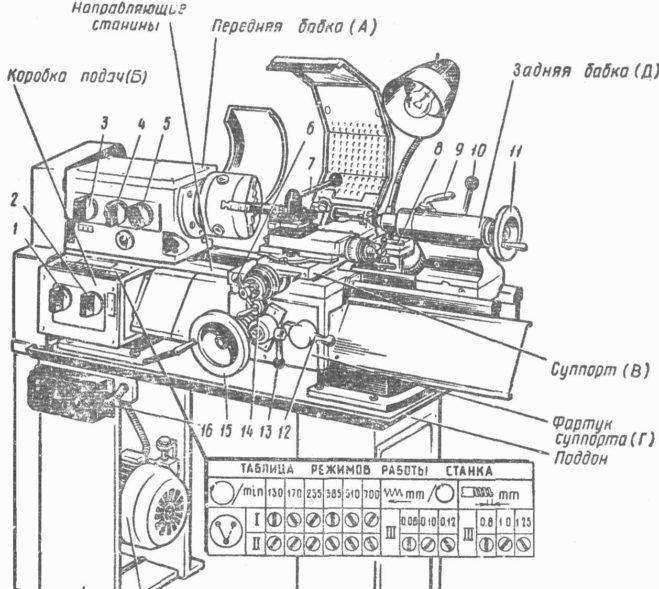
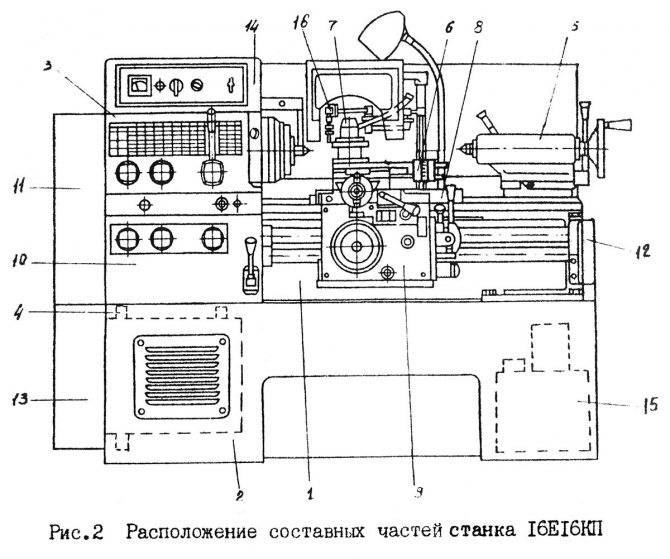
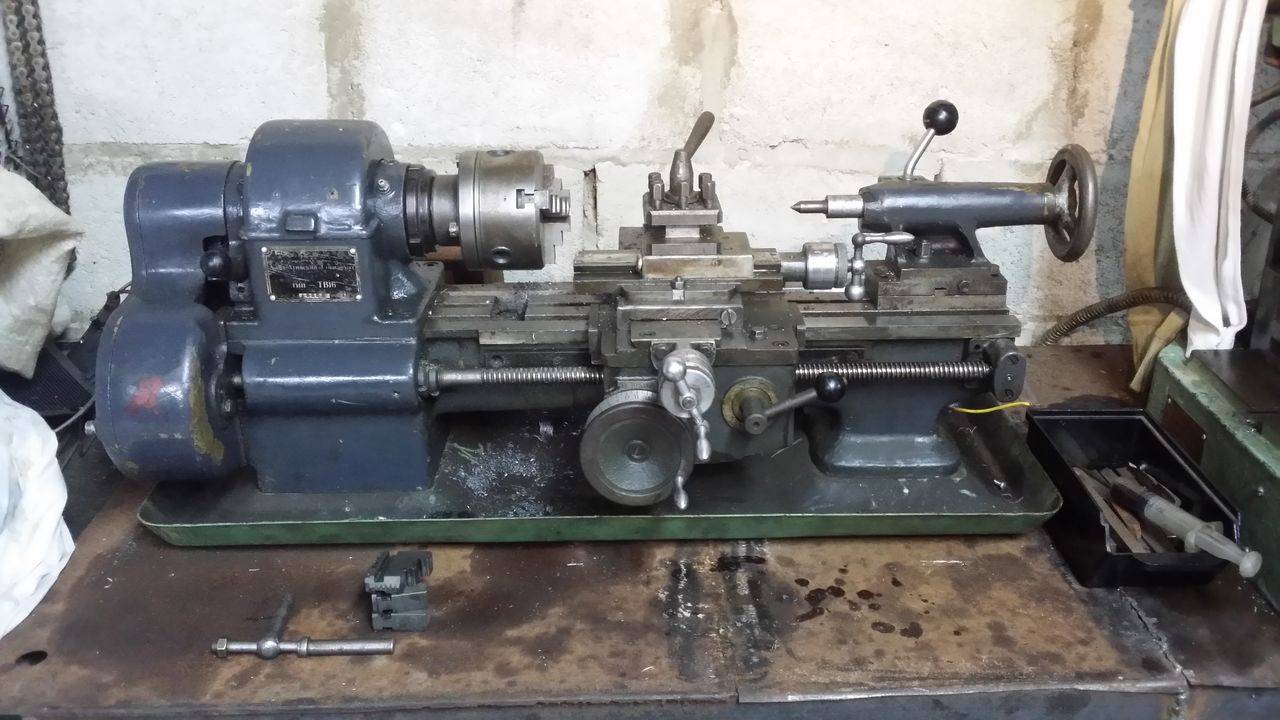
Конструкция токарно-винторезного станка ТВ-16
В конструкцию входят следующие узлы и механизмы:
Станина
Предназначается в качестве несущей чугунной опоры, на которой устанавливаются и фиксируются механизмы и составляющие детали.

Передняя бабка
Устанавливается на левом конце станины и предназначается для осуществления двух функций:
- Воспроизвести вращательное движение;
- Поддерживать движение во время обтачивания деталей из металла.
Обрабатывать изделие и регулировать быстроту кручения заготовки помогают такие узлы и элементы, как шпиндель, подшипники, шкив и коробка скоростей.
Отвечает за необходимое движение и амплитуду суппорта, управляется с помощью наружных рукояток.
Фартук
Закреплен к каретке суппорта винтовым способом. Обеспечивает движение суппортного хода, управляя рукоятью, размещенной на корпусе.
Важно! Необходимо следить и обеспечивать опоры фартука постоянной масляной смазкой, наполняя ею специальный резервуар
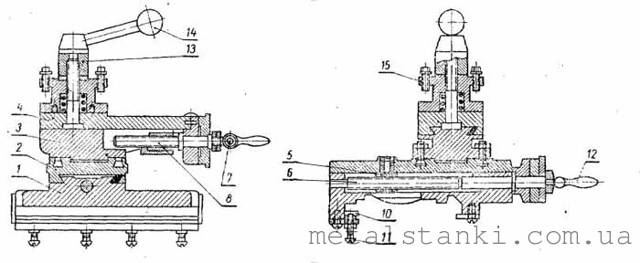
Суппорт
Является узлом, который закрепляет режущий инструмент и обеспечивает его перемещение в разном направлении – по наклонному, поперечному или продольному. Держатель, в котором закреплен инструмент, способен вращаться в четыре стороны на 360 градусов.
Задняя бабка
Предназначается для фиксации длинных заготовительных деталей и режущих инструментов. Фиксируется на станине с помощью обыкновенных болтов.
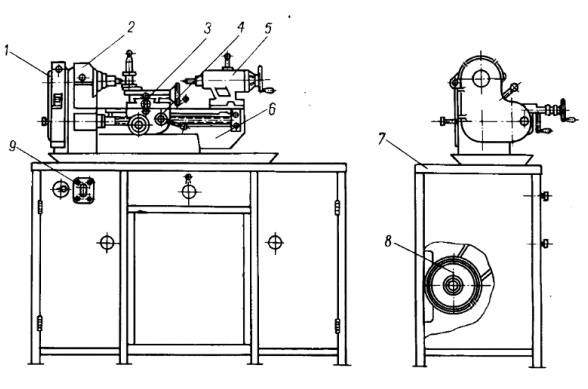
Оборудование необходимо устанавливать на деревянную поверхность, используя крепежное винтовое соединение. Левая тумба предназначена для размещения привода, электрооборудования и выключателя, который служит для автоматической остановки электродвигателя, правая в качестве места хранения рабочего инструмента и сменных шестеренок.
Электрооборудование
Основа электрической системы станка, включает в себя другие дополнительные элементы, которые функционируют совместно.
Обеспечивает запуск и отключение оборудования, защищая и обеспечивая экстренную блокировку двигателя в случае необходимости, например, из-за перебоя напряжения, короткого замыкания или других факторов.
Оборудование подключается к трехфазной сети. Согласно технике безопасности требуется обязательное заземление устройства с помощью нейтрального провода.
Перед выполнением пробного запуска необходимо удостовериться, что частота сети и напряжение соответствует допустимым параметрам ТВ-16 и регулярно проверять соединение.
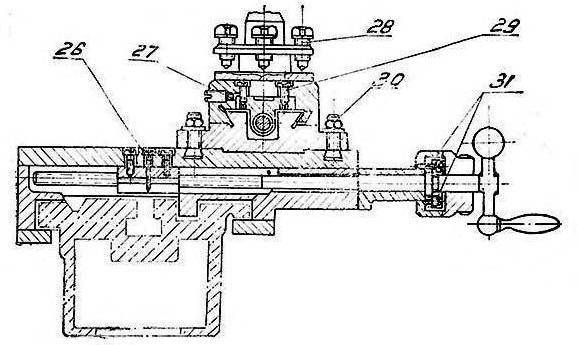
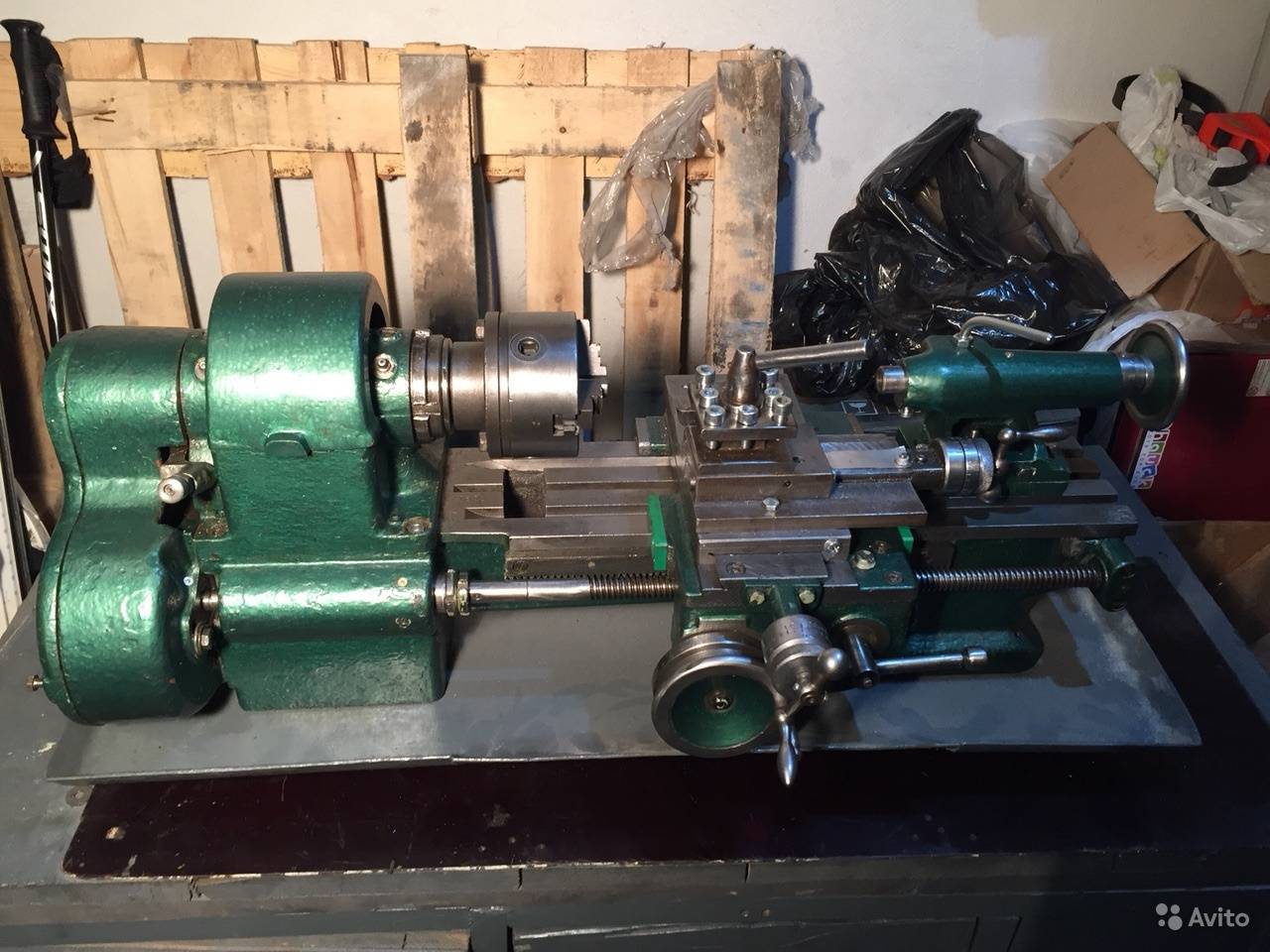
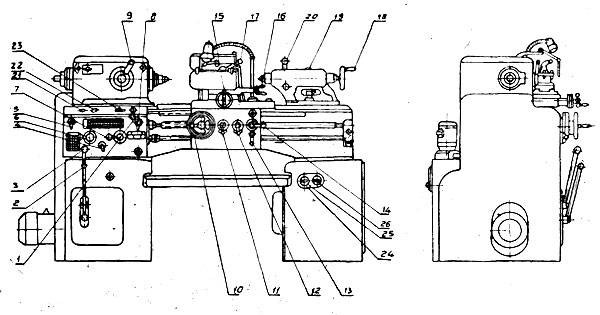
Передняя бабка токарно-винторезного станка TSA-16
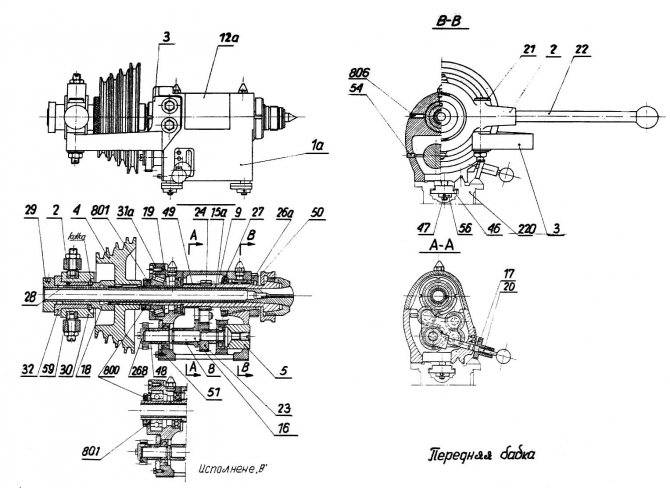
Корпус передней бабки в литом чугунном боксе прикреплен к станине 220 при помощи двухсторонних болтов 47, гаек 56 и плиток 46.
Шпиндель 15 исполнен из углеродной стали с отверстием Ø17,5 мм для обработки пруткового материала. Шпиндель имеет внутренний конус для переходной втулки с конусом Морзе № I. В передней части шпиндель расположен в регулированным бронзовым подшипнике скольжения 9, в конусном отверстии корпуса передней бабки, в задней части в ролико — конусном подшипнике или в однорядном подшипнике качения (для исполнения W). Осевые усилия переносит упорный шарикоподшипник так для первого и для второго исполнения.
Передняя часть шпинделя закалена на шпинделе и наружном корпусе передней бабки укреплен четырехступенчатый шкив получающий привод от приставки. Внутри корпуса на шпинделе укреплено зубчатое колесо 24, от которого переносятся обороты через зубчатое колесо 23, на 8, на валик 16. Из валика 16 через сменные зубчатые колеса на гитаре 250 /черт.О6/ обороты переносятся на валик коробки передач 160 /черт.05/. Бронзовый ревереир 8 осажден на валике 16, а на его выступающих цапфах вращаются промежуточные зубчатые колеса. Валик 16 обращается в подшипниках качения. Зацепление зубчатых колес ревереира, как и их расцепление со зубчатым колесом шпинделя наступает при помощи рычага 17. Их взаимоположение устанавливается при помощи защёлки 20, которая своей цапфой входит в одно из высверленных гнезд в корпусе передней бабки. Диапазон оборотов шпинделя получаем перекладыванием ремней двигателя на приставку а также с приставки на шпиндель.
Патрон быстрого зажима материала черт.04. Этот патрон соединенный с зажимными втулками предназначен к быстрому зажиму материала во время работы станка. Зажимание материала производится при помощи втулки 30, передвигаемой рычагом 22, которая охватывает шарики расположенные контуром между конусной частью опорной втулки 18, а конусом на конце втулки 32. Шарики дают втулке 32 подвижность и при помощи дистанционной втулки 19 она причиняется к передвижению зажимной втулки. Подвижная втулка 32 так, как и втулка 30 осаждены на спорной втулке 18 прикрепленной на свободном конце шпинделя 15. Для передвижки втулки 30 через сухари 59 осаждена в ней предусмотрена рычажная рукоятка 22. Рычаг 2 осажден колебательно на шкворенью 21, укрепленным на кронштейне 3, привинченным к корпусу шпиндельной бабки I. Комплект зажимных втулок доставляемых 3 виде специального оборудования, разрешает на крепление прутков от 3 до 12 мм по 1 мм. Применение задней бабки с револьверной головкой увеличивает производство большого количества мелких пред-матов,
Конструкция переднего узла
У переднего узла существует единственная цель – вращать рабочий вал.
 Конструкция переднего узла
Конструкция переднего узла
Именно для этого в его корпусе расположен подшипниковый узел, который позволяет совершить установку главного рабочего вала устройства. А подшипник, отвечающий за продольные и радиальные усилия, расположен в конце переднего вала.
Шкив, задающий скорость вращения, располагается на главном вале, именно при его помощи, вращение, обеспечивающееся двигателем, поступает сразу же на вал. Конструкция токарного станка ТВ-16 предполагает осуществление реверсивного вращения вала за счет использования трензеля, который также расположен на переднем узле.
Шпиндельный узел основывается на двух подшипниках, которые выходят наружу в виде конуса. В результате образующегося зазора между этим узлом и его основой, становится возможным регулирование перемещений подшипника по горизонтали за счет обыкновенной гайки. Смазка вала происходит за счет прессмасленок и подушек из войлока.
Мой токарный станок ТВ-16
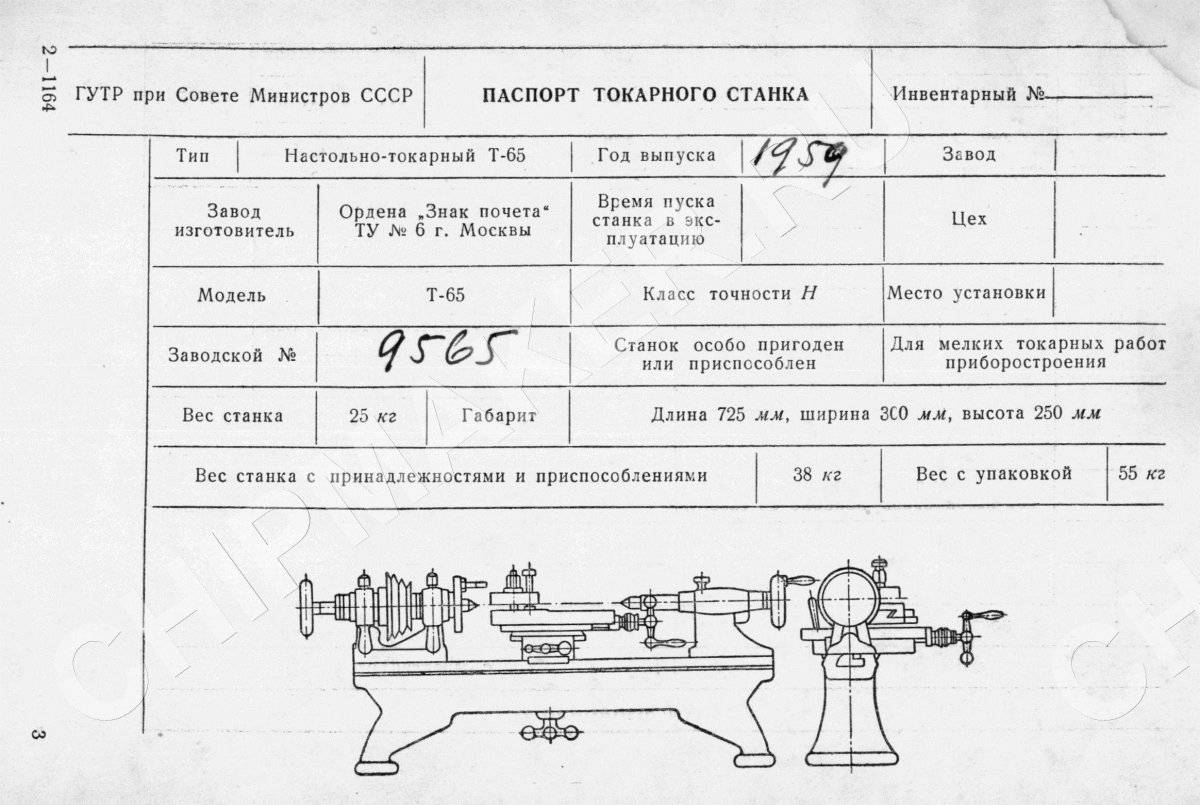
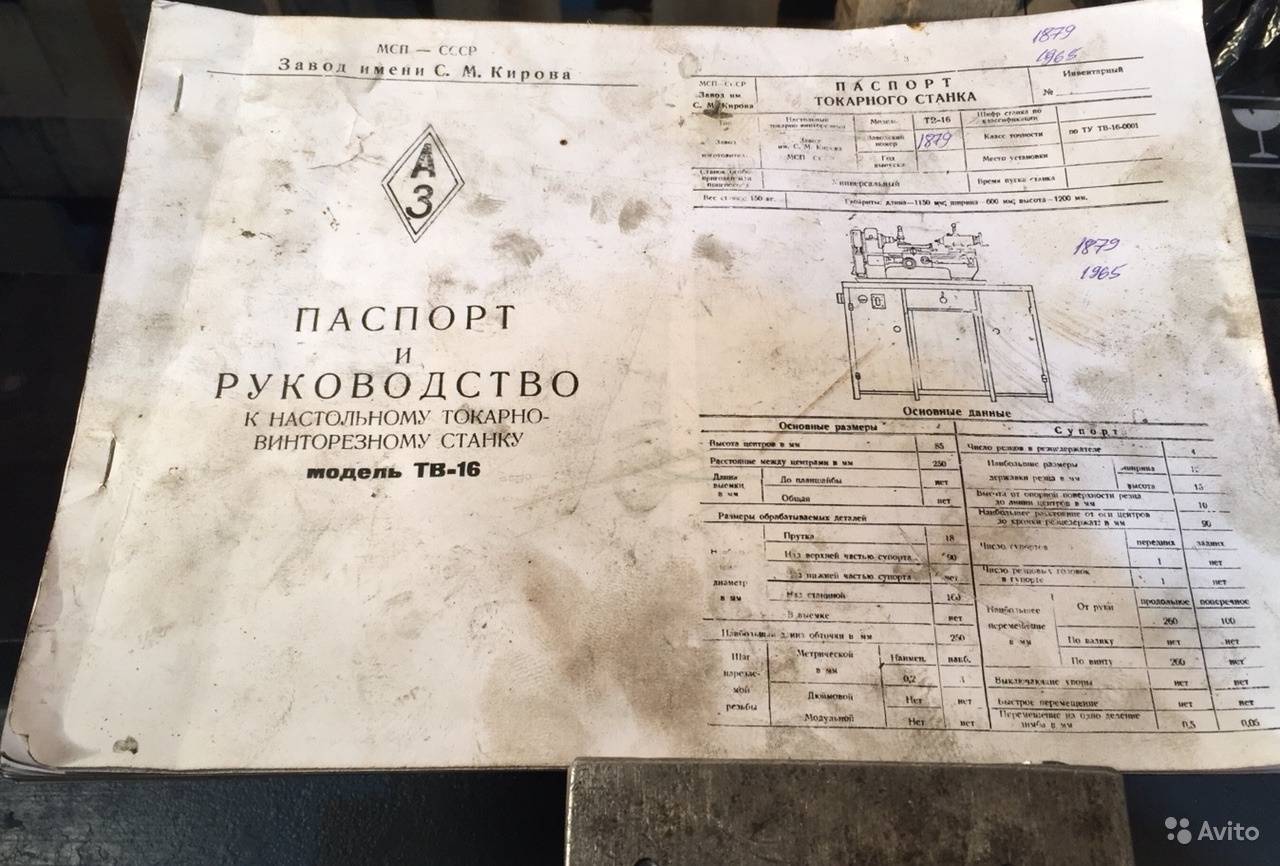
Технические характеристики токарного станка ТВ-16
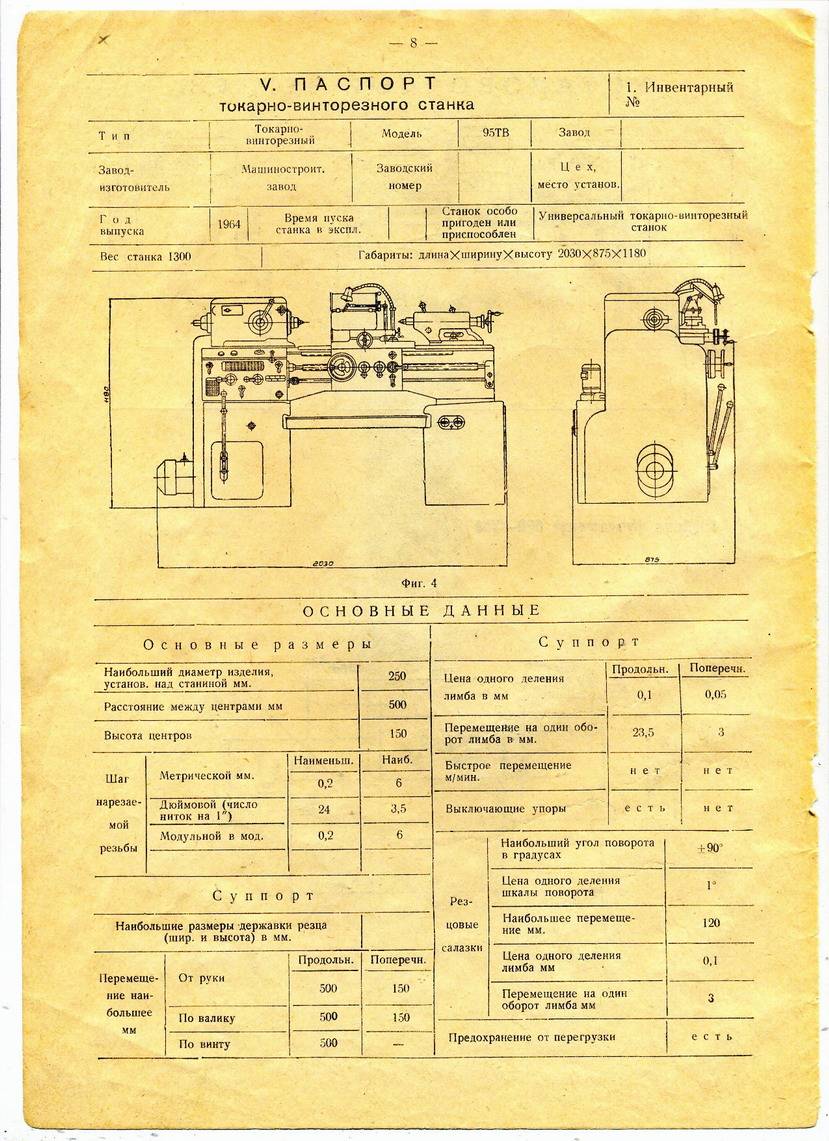
Допустимые размеры обрабатываемой заготовки не могут превышать ∅ 160 мм над станиной, при этом над суппортом не более ∅ 90 мм, в центрах (РМЦ) максимально возможная длина ограничивается 250 мм. Настольный токарно-винторезный станок ТВ-16 имеет увеличенную, по сравнению с моделью ТВ-4, ширину сквозного отверстия в шпинделе, показатель которой составляет 18 мм.

Технические характеристики ТВ-16
Узлы станка
- Литая станина из чугуна. Представляет опору и основание всех составных деталей и механизмов. Обладает тремя продольными направляющими пазами, обеспечивающими движение суппорта и фиксацию задней бабки. Ходовой винт и рейка расположены в лицевой области.
- Передняя бабка. Обеспечивает вращение заготовки.
- Привод. Представлен индивидуальным асинхронным электродвигателем. Показатели мощности составляют 0,4 — 0,5 квт, а скорость вращения — 1400 об/мин.
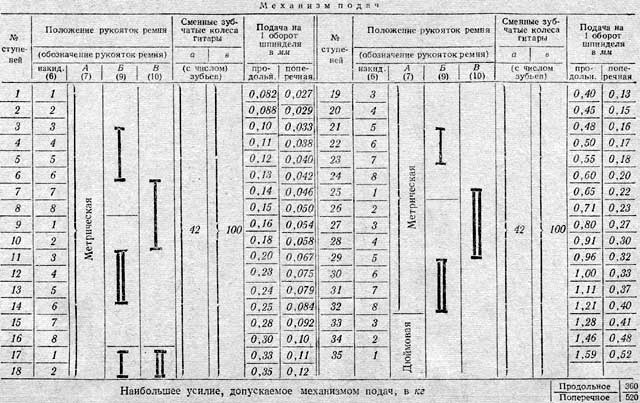
- Механизм подач. Основная функция состоит в настройке продольных подач и нарезании резьбы.
- Фартук. Обеспечивает перемещение резцедержателя от ходового винта к суппорту. Включенная гайка фартука обеспечивает автоматическую подачу, ручное передвижение производится в случае ее отключения, посредством прокручивания маховика с лимбом.
- Суппорт. Обеспечивает закрепление и движение резцов.
- Задняя бабка. Служит для закрепления крупных элементов, используется при протачивании отверстий. Режущий инструмент закрепляется с помощью задней бабки.
- Стол. Установку следует закрепить на деревянном столе, фиксируя его винтами. Привод и электрическое оборудование располагается в тумбе стола слева.
- Электрооборудование. Предназначено для защиты устройства от коротких замыканий, гарантия реверса двигателя, предохраняет от перепадов напряжения в сети.
Видео-обзор станка
Монтаж
Прежде всего требуется перетащить станок туда, где планируется его использовать, и только после этого распаковывать его. В случае заказа дополнительной упаковки, стол идет в комплекте. Для того чтобы добиться точной фиксации, станок нужно закрепить всеми шестью винтами, поставляемыми в комплекте, на любой деревянной поверхности.
Технические характеристики уже известны и тогда можно приступать к сбору станка. Первым действием нужно установить приводной ремень на шкив привода
Обратите внимание, что провод заземления требуется провести через отверстия в станине, предназначенные для этого, и после произвести фиксацию болтом
Для грамотного монтажа требуется использовать уровень, по которому производится выравнивание горизонтали.
 Уровень поможет в правильном монтаже
Уровень поможет в правильном монтаже
При помощи предохранителей проводится кабельная электропроводка от распределительного щитка.
На последнем этапе нужно удалить смазку со всех узлов. После окончания этой процедуры, требуется посмотреть описание станка, в котором указано количество и правильный порядок расположения всех деталей. Первая проверка заключается в холостом запуске станка, после успешного прохождения которой, можно применять нагрузку.
Оглавление

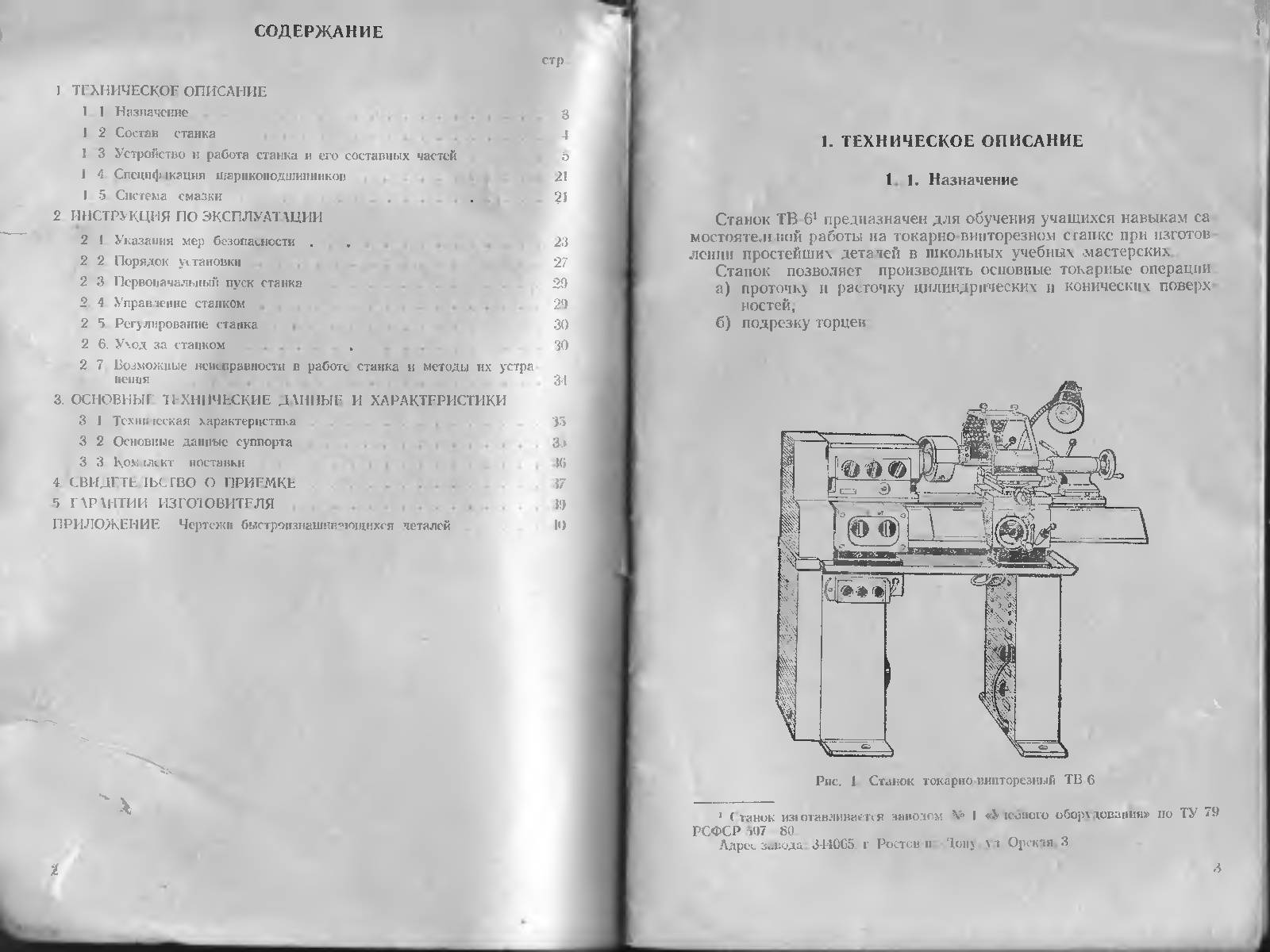
фото:токарный станок ТВ 6
Токарный станок ТВ 6 предназначен для обучения школьников и студентов основам токарного дела, изготовлению простых деталей в условиях единичного производства.
ТВ 6, как токарный станок ТВ 4 и токарный станок ТВ 16 позволяет выполнять следующие токарные операции:
- Наружное и внутреннее точение цилиндрических и конических поверхностей
- Нарезание резьбы, как резцом, так и метчиком
- Сверление и рассверливание отверстий
- Торцевание и отрезку деталей и т.д.
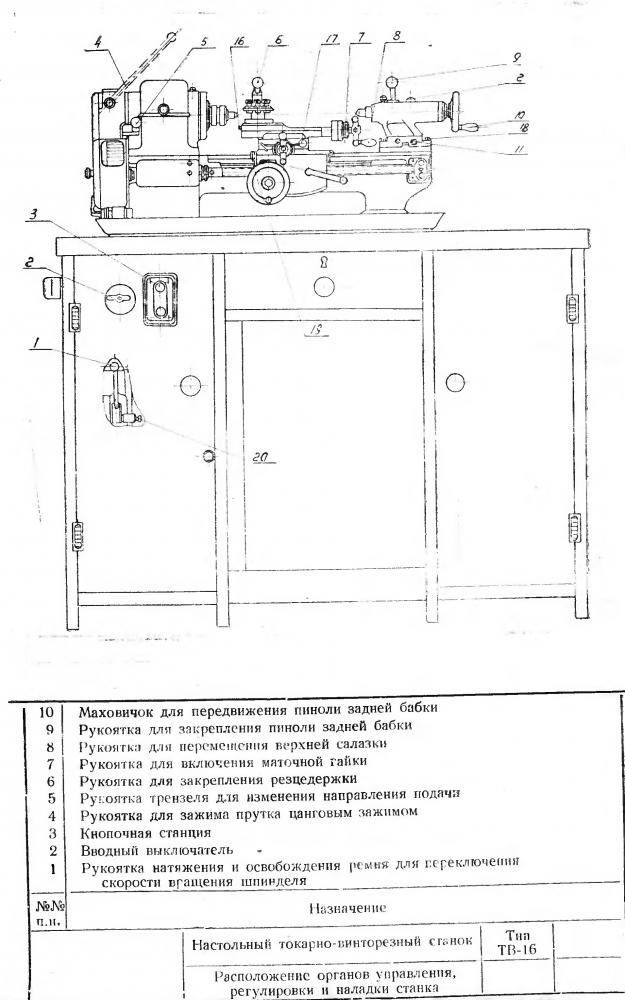
Органы управления токарного станка ТВ 6
- Ручка установки частоты вращения шпиндельной бабки;
- Ручка установки частоты вращения шпиндельной бабки;
- Ручка изменения направления подачи;
- Ручка установки подачи и шага нарезаемой резьбы;
- Ручка включения ходового валика и винта;
- Ручное перемещение продольной каретки;
- Включение реечной шестерни;
- Включение продольной механической подачи;
- Включение гайки ходового винта;
- Ручное перемещение поперечных салазок;
- Ручное перемещение верхних салазок;
- Крепление резцовой головки;
- Крепление пиноли задней бабки;
- Перемещение пиноли задней бабки;
- Фиксация задней бабки к направляющим станины;
- Местное освещение;
- Включение сети;
- Блок управления
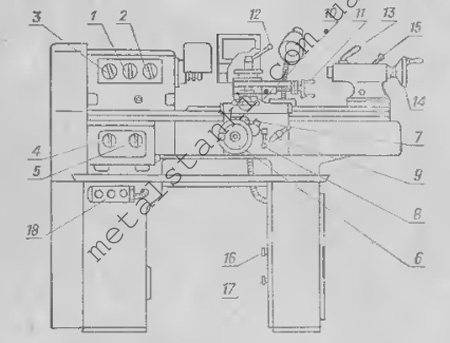
фото:органы управления токарного станка
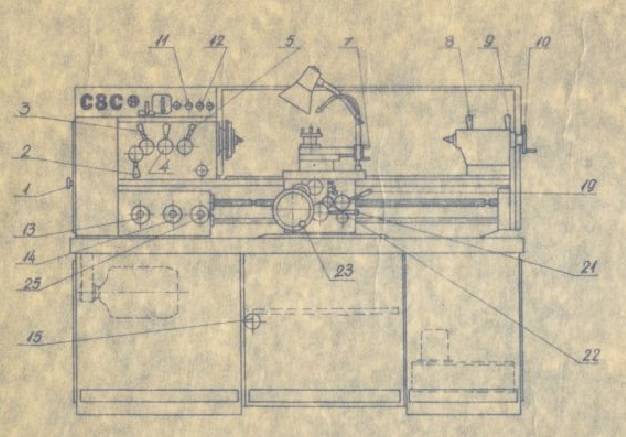
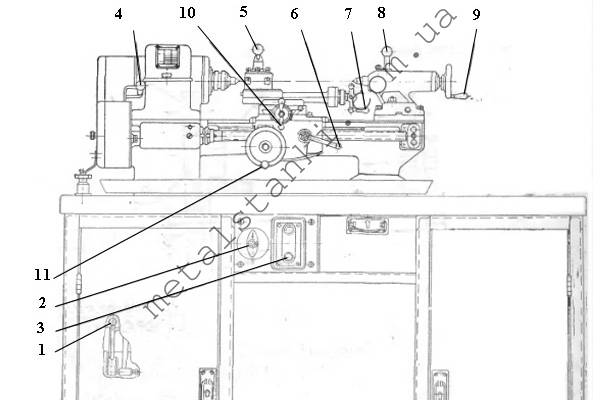
Устройство токарного станка ТВ 6
- Передняя бабка;
- Гитара сменных зубчатых колес;
- Коробка подач;
- Фартук;
- Суппорт;
- Задняя бабка;
- Станина;
- Электрооборудование;
- Задняя тумба;
- Передняя тумба;
- Защитный кожух
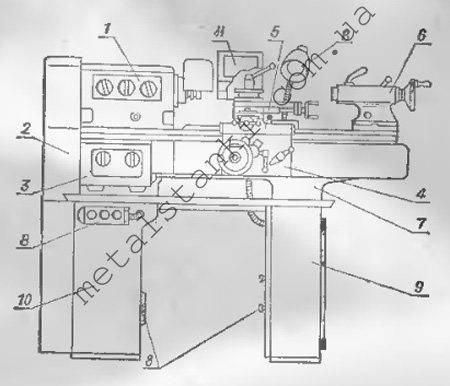
фото:устройство токарного станка
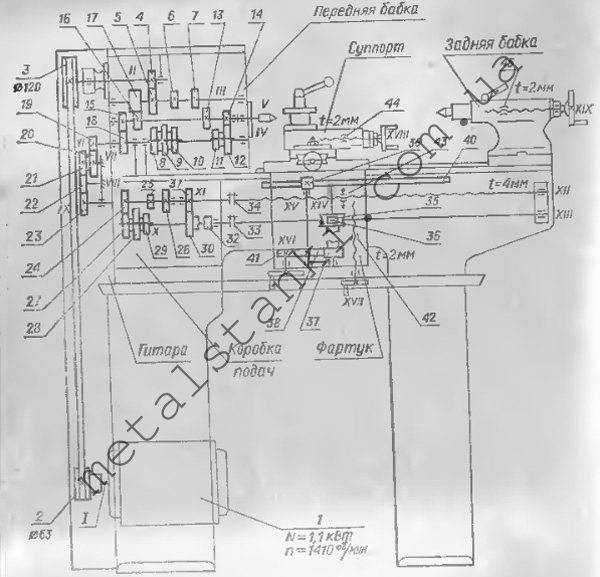
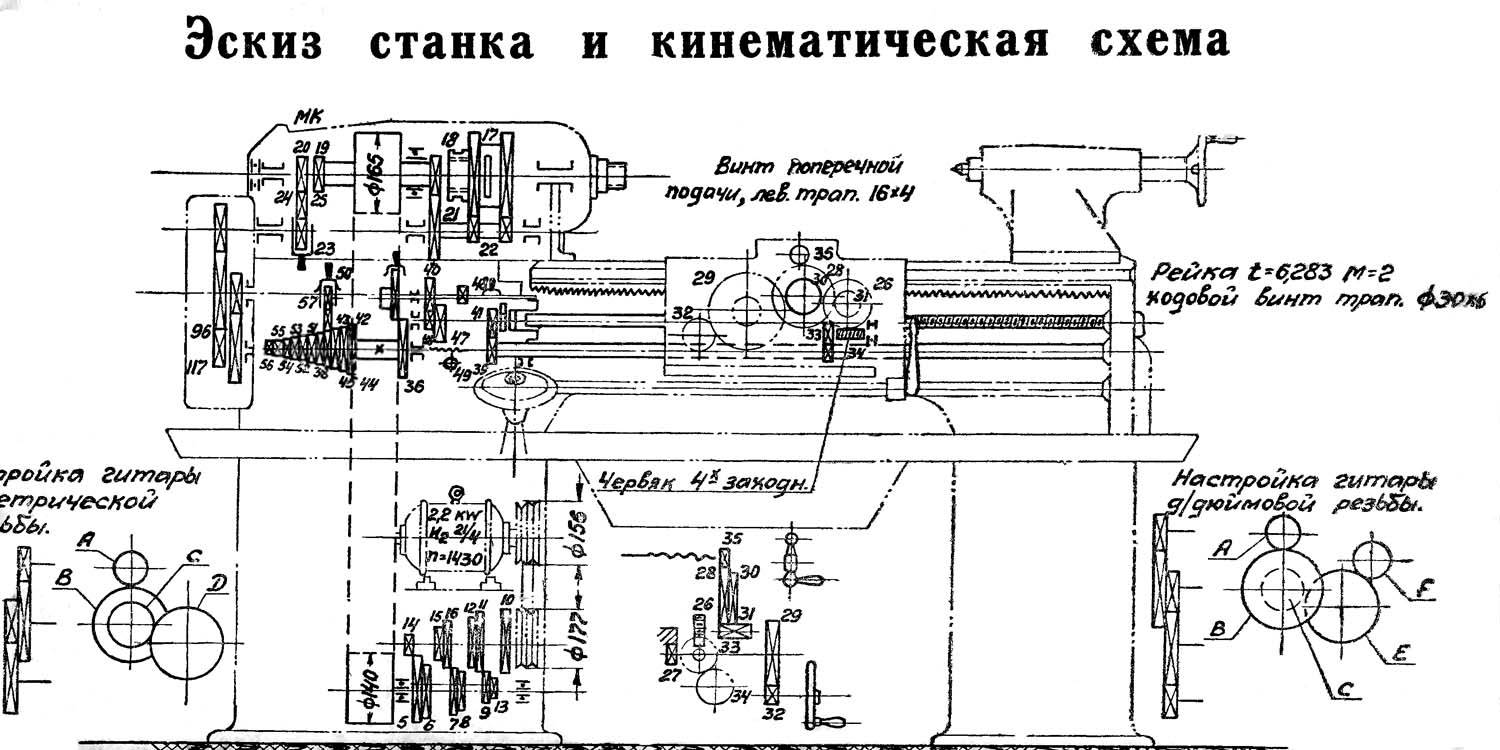
фото:кинематическая схема токарного станка
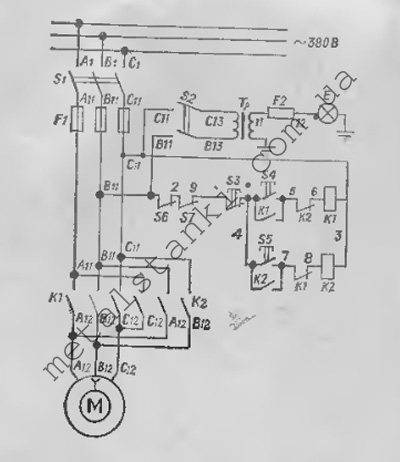
фото:электрическая схема токарного станка
Передняя бабка токарного станка ТВ 6
Передняя бабка предназначена для поддержания обрабатываемой заготовки и передачи ей вращательного движения. В токарном станке ТВ 6 передняя бабка является и коробкой скоростей и имеет шесть ступеней скоростей.
Монтаж передней бабки осуществляется по линии центров в горизонтальной плоскости при помощи двух установочных винтов. Шпиндель передней бабки установлен на двух упорных подшипниках 9 и радиальном подшипнике 19.
Вращательное движение передается от электродвигателя через ременную передачу на ведущий вал коробки скоростей. Внутри коробки, движение передается через вал 2 и неподвижное зубчатое колесо 3 на вал 4 с неподвижными шестернями 12, 6 и блоком шестерен 5.
Блок шестерня 5 принимает участие только при реверсе подачи.
Вращение заготовки, закрепленной в трехкулачковом патроне или планшайбы, передается от шпинделя. При обработке заготовки в центрах, в шпиндель вставляется неподвижный центр.
В коробке скоростей установлено устройство для изменения направления суппорта. Это осуществляется перемещением зубчатого колеса 15 в левое или правое положение при помощи рукоятки 3.
В левом положении зубчатого колеса 15 выполняется прямое вращение от блока шестерен 16. В правом положении колеса 15 выполняется обратное вращение при помощи паразитной шестерни 6.
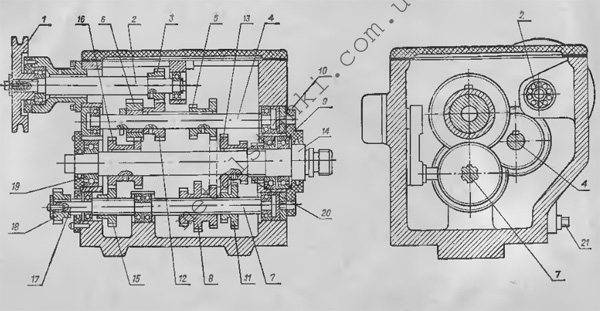
фото:передняя бабка токарного станка
Гитара сменных зубчатых колес токарного станка ТВ 6
Гитара – передаточный механизм, служащий для передачи вращательного движения от шпинделя коробки скоростей к коробке подач.
Гитара состоит из кронштейна 1 и шестерен 2,4,7.
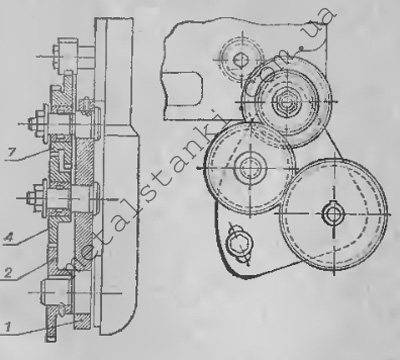
фото:гитара токарного станка
Коробка подач школьного токарного станка ТВ 6
Вращательное движение на коробку подач передается от коробки скоростей через передаточный механизм.
Поворачивая рукоятку 4 в трех положениях, блок-шестерен 6 перемещается по шлицам вала 5 и поочередно входит в зубчатое зацепление зубчатыми колесами 2,3,4. Что дает возможность нарезать метрическую резьбу с шагом 0,8; 1; 1,25 мм и продольную подачу суппорта 0,08; 0,1; 0,12 мм/об.
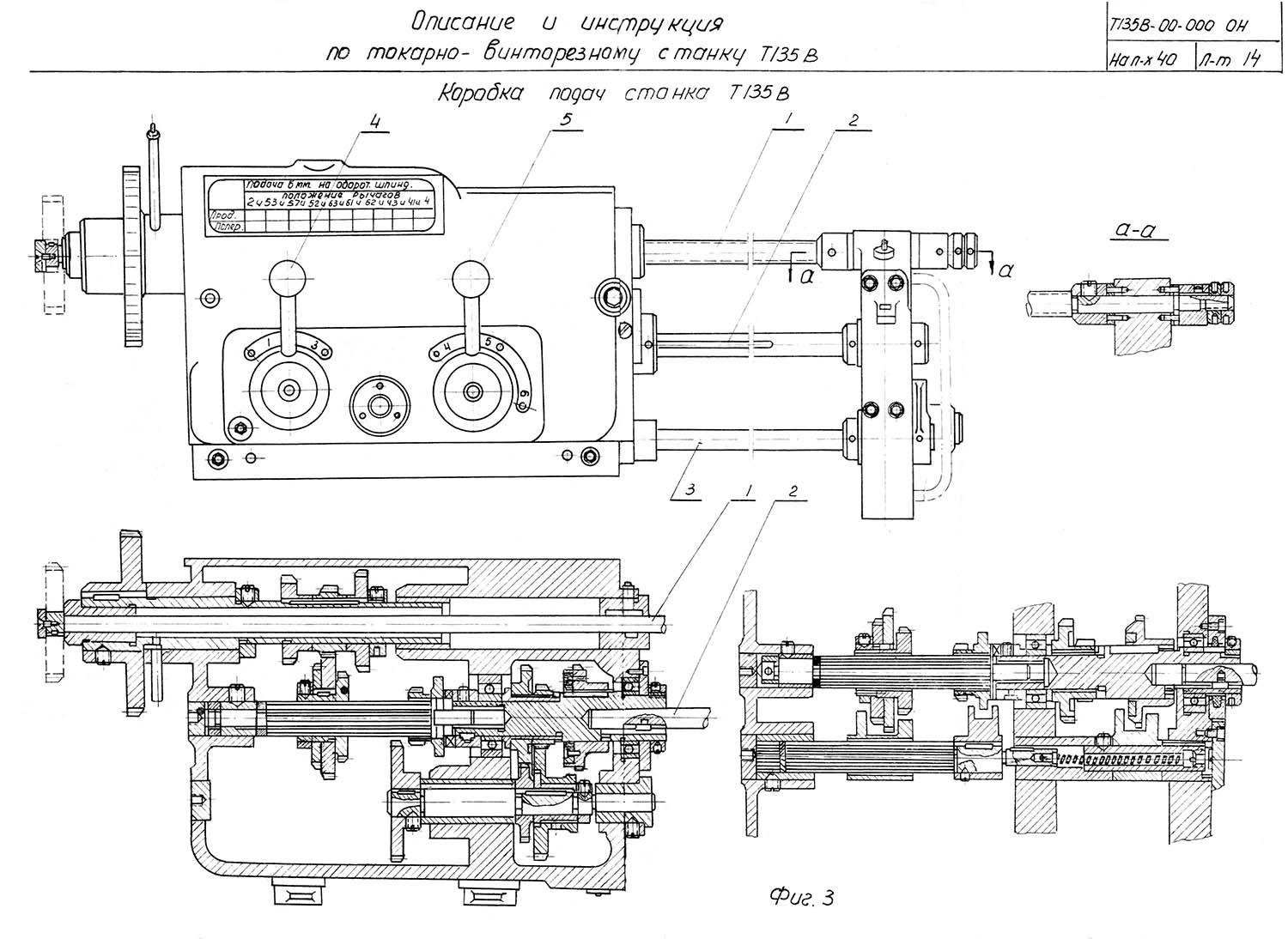
Рукояткой 5 осуществляется включение ходового винта и валика.
Смазка трущихся поверхностей и шестерен осуществляется фитилями.

фото:коробка подач токарного станка
Фартук настольного токарного станка ТВ 6
Фартук предназначен для механической продольной подачи суппорта от ходового валика, винта и ручной продольной подачи.
Маховиком 1 осуществляется ручная подача. Маховик сидит на валу 4, на котором установлено зубчатое колесе 11, входящее в зацепление с шестерней 3. Шестерня 3 сидит на валике реечной шестерни 2.Реечная шестерня, в свою очередь, входит в зацепление с зубчатой рейкой.
Механическая подача осуществляется червяком 5, установленном на ходовом валике 10 при помощи шпоночного соединения. Червяк входит в зацепление с червячной шестерней 13 и далее через муфту передается на реечную шестерню.
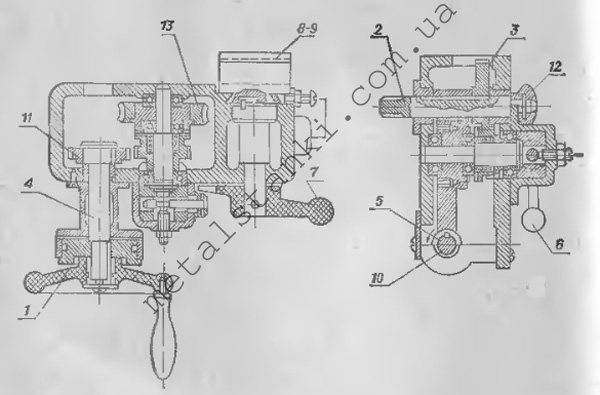
фото:фартук токарного станка
Конструктивное устройство токарно винторезного станка ТВ 6
Указанный агрегат собран из таких основных частей:
- Задней/передней тумбы.
- Станины.
- Коробки подач.
- Передней/задней бабки.
- Суппорта.
- Фартука.
- Гитары.
- Защитных кожуха (для патрона) и экрана (резца).
- Шкафа электрической коммутации.
Обе тумбы в сечении имеют П-образную форму и усилены сверху и снизу ребрами жесткости. В передней тумбе смонтирован электродвигатель главного привода, рядом расположена реверсная кнопочная станция для его пуска и остановки. Электрический щиток станка размещен в задней тумбе.
Станина является основным несущим элементом токарного станка ТВ 6 и опирается на обе тумбы. На станине монтируют и крепят, соединяя в общую конструкцию, все остальные механизмы станка. Для жесткости станине придается коробчатая форма, в ней есть проемы (окна). В верхней части станины выполнены две направляющие призматического сечения. Причем по расположенной ближе к наблюдателю передней направляющей станка передвигается его каретка, а по задней – соответственно задняя бабка. На передней плоскости станины расположен ходовой винт с рейкой.
Внутрь передней бабки токарного станка ТВ 6 помещена 6-ти ступенчатая коробка передач, которую через клиноременную передачу вращает электродвигатель (главный привод). Коробка передач приводит во вращение шпиндель, в патроне которого закреплена обрабатываемая заготовка. Шпиндель опирается на три подшипника, один из которых – радиального типа, два других – упорные, и фиксируется при помощи винтов. Ниже коробки стоит подключенная к ней гитара. Этот зубчатый механизм передает вращательное движение от коробки передач на коробку подач. Его передаточное отношение имеет для токарного станка ТВ 6 постоянную величину, равную ¼.
Коробка подач позволяет настроить процесс нарезания метрической резьбы с выбором шага из ряда 0,8; 1 или 1,25 мм или выполнять продольное движение суппорта. Управляют коробкой подач с помощью двух рукояток. Одна из них необходима для выбора требуемого шага резьбы путем включения ходового винта. Другая нужна для подключения ходового вала коробки подач при остальных токарных операциях. Т. о. возможность одновременной работы ходовых вала и винта полностью исключены. В нижней части коробки подач есть поддон для сбора смазочного масла. Жидкая смазка в узлы трения и зубчатые колеса подается за счет капиллярных сил по специальным фитилям. При эксплуатации станка осевое смещение ходового винта должно отсутствовать. Для компенсации этого люфта нужно затянуть две круглые гайки.
Назначением фартука является организация продольного движения суппорта вдоль заготовки через вращение вала либо винта (ходового). Суппорт можно перемещать двумя способами – вручную за счет вращения его маховика либо от ходового вала. Для фартука предусмотрена блокировка, которая не допускает его одновременного перемещения от вала (механический способ) и через маточную гайку маховика. Управление фартуком производится посредством трех имеющихся на нем рукояток.
Суппорт отвечает за крепление и перемещение резца. Для последнего действия он снабжен 4-ма каретками. Они связаны между собой через направляющие, которые обеспечивают перемещение резца (продольное и поперечное) вращением винтов и гаек. Нужный для этого момент создается маховиком. От нагрузки, которую испытывает резец при точении, изнашиваются поверхности направляющих, кареток и клиньев. Появляются зазоры, резец в процессе работы вибрирует, снижается точность обработки детали. Чтобы избавиться от этого, регулируют прижимные планки каретки путем затягивания винтов.
Резцедержатель фиксируется опорным штифтом на самой верхней каретке. Он вмещает четыре резца с сечением державки до 12 * 12 мм. Резцы зажимаются болтами.
Основное назначение задней бабки – поддержка не закрепленного в патроне конца детали вращающимся центром в одной оси со шпинделем. Это способствует получению точных размеров и приличной шероховатости поверхности изделий. Бабка состоит из корпуса с основанием, размещенным на направляющей станины. Пиноль задней бабки движется продольно в ее корпусе с помощью маховика и рукоятки. В пиноли выполнено конусное отверстие для упорного центра, сверлильного патрона или развертки. Корпус бабки фиксируют на направляющей с помощью зажимной ручки.
Токарный станок ТВ 4 и его устройство
Устройство состоит из нескольких элементов, среди которых:
- Задняя опора с размещенным в ней электрическим оборудованием.
- Передняя опора с размещенным в ней электрическим двигателем.
- Устойчивая основа устройства, размещенная на двух опорах, на чьей передней части располагается рейка и подвижный винт.
- Коробка подач задает величину подачи при нарезке резьб, что позволяет получить необходимый шаг. Чтобы коробка стабильно функционировала, необходимо следить за наличием смазки в специальном корыте.
- Узлы агрегата. Передний узел обеспечивает соединение между механизмами вращения и обрабатываемой болванкой. В заднем узле крепится другой конец обрабатываемой болванки.
- Основной рабочий вал (шпиндель) расположен в переднем узле. Вращает обрабатываемую болванку, за счет трехкулачкового патрона, и имеет 6 величин оборотов.
- Электрооборудование, к которому относятся: трансформатор освещения, плавкие предохранители, двигатель и электрический щит.

Органы управления
- установка оборотов вала производится двумя ручками, располагающихся на переднем узле;
- направление подач для нарезки резьб производится рукоятью, расположенной на переднем узле;
- скорости подач и шаги резьб устанавливается при помощи ручки, расположенной на переднем узле;
- ходовой вал переключается рукоятью, находящейся на переднем узле;
- ручное передвижение каретки в осевом направлении производится при помощи маховика, расположенного на фартуке;
- реечное зубчатое колесо включается кнопкой, расположенной на фартуке;
- осевая подача суппорта включается рукоятью, расположенной на фартуке;
- гайка ходового винта запускается рукоятью, расположенной на фартуке;
- ручное передвижение поперечных салазок производится при помощи ручки, расположенной на фартуке;
- резцедержатель закрепляется при помощи ручки, расположенной на фартуке;
- пиноль заднего узла фиксируется ручкой, расположенной на заднем узле;
- продольное перемещение пиноли осуществляется при помощи маховика, расположенного на заднем узле;
- трансформатор освещения расположен на задней тумбе устройства;
- местное освещение включается и выключается при помощи переключателя, расположенного на задней тумбе;
- предохранительная колодка располагается на задней тумбе;
- магнитный пускатель располагается на задней тумбе;
- реверсивный запуск станка производится при помощи кнопки, расположенной на передней тумбе;
- светильник располагается на переднем узле;
- установка заднего узла к направляющим производится при помощи ручки, расположенной на заднем узле;
- выключатель сети располагается на задней тумбе;
- защитный элемент располагается на фартуке.
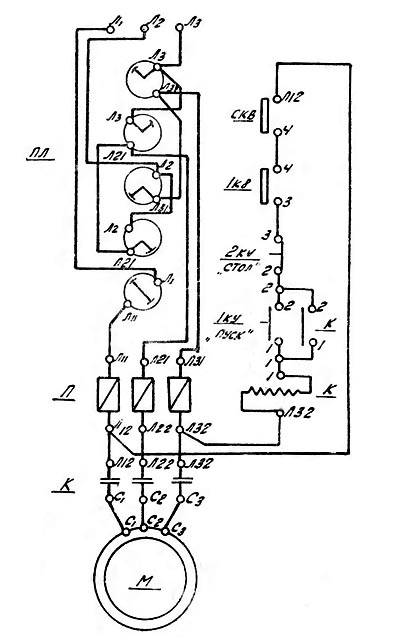
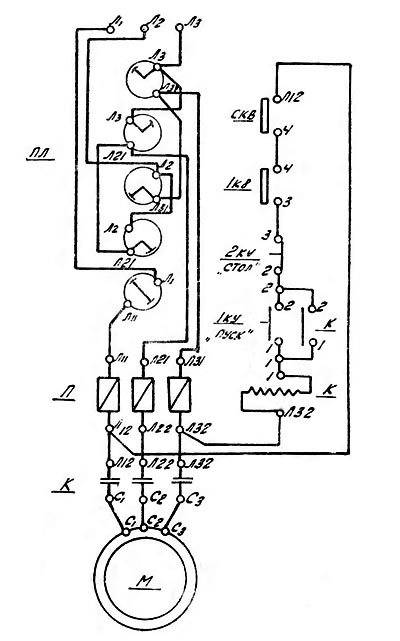
Настольный токарный станок ТВ-16: электрическое обустройство
Электрическая схема верстака имеет простую конструкцию, не представляет сложности по освоению для начинающих. Перед пуском агрегата в работу необходимо заземлить корпус. Для этого используют специальное приспособление, расположенное сбоку остова. Это необходимо для обеспечения безопасности пользователей.
Основные функции электрооборудования выполняют следующие элементы:
- магнитный пускатель с парой кнопок;
- пакетный выключатель реверсивного типа;
- предохранительная система;
- блокирующие контакты;
- панель с зажимами, служащая для подключения к сети.
Основное предназначение электрооборудования – запуск и остановка станка, реверсивный пуск мотора, блокировка двигателя при критическом напряжении или перепадах в электросети.

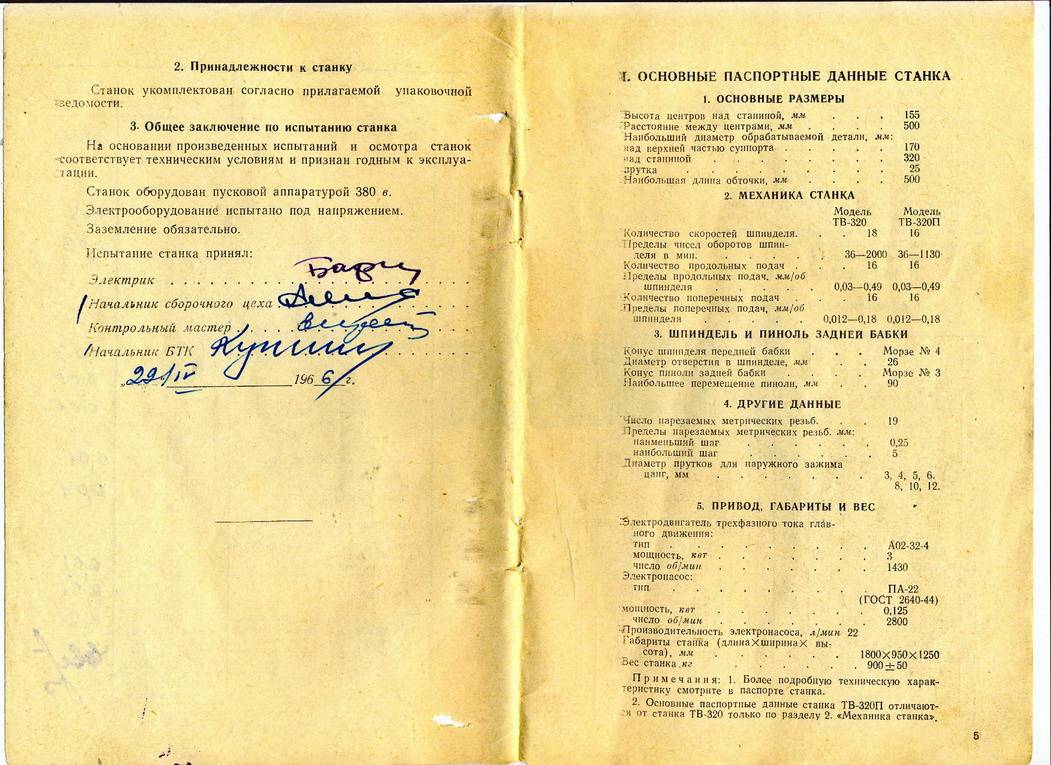
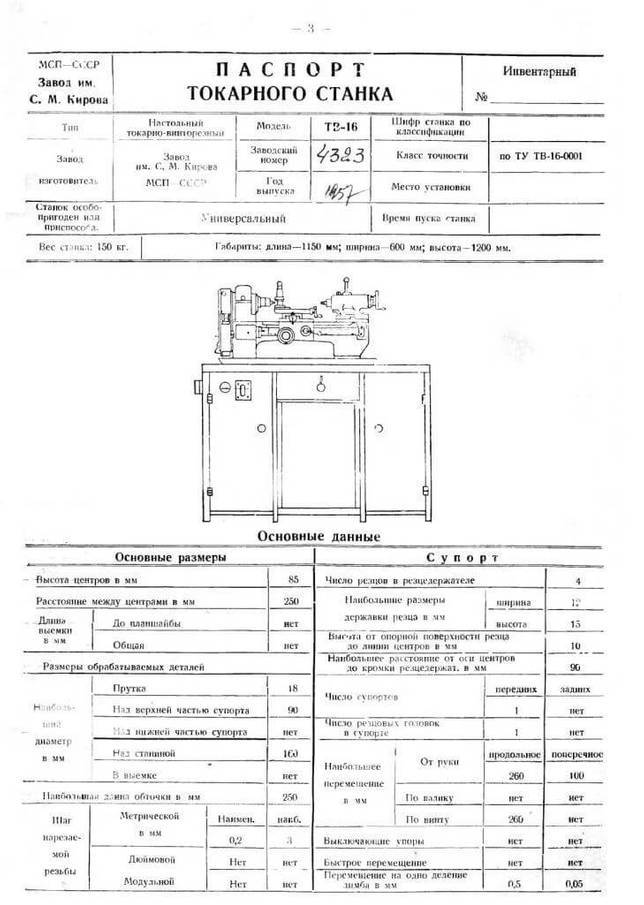
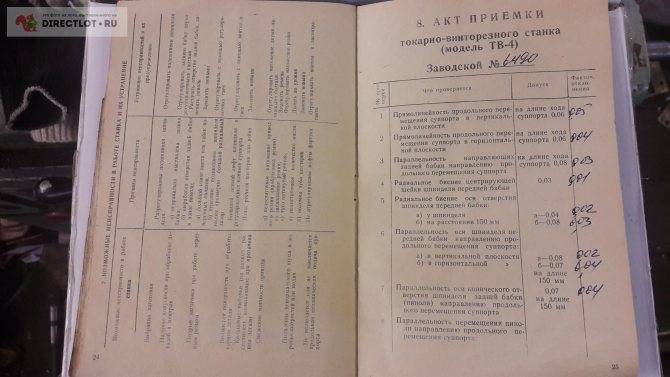
Технические характеристики токарного станка ТВ-16
К основным техническим характеристикам токарного станка ТВ-16 относятся:
- класс точности – ТУ ТВ-16-0001;
- наибольшие диаметры заготовки над станиной 160 мм над суппортом – 99мм;
- максимальная длина заготовки в центрах (РМЦ) – 250мм;
- наибольшая длина обтачивания в патроне – 250мм.
Стандартные размеры станка 1150 х 600 х 1200мм, а вес 150кг.
Станок ТВ-16 имеет несколько составляющих компонентов:
- главный механизм подачи;
- станина;
- электрическое оборудование;
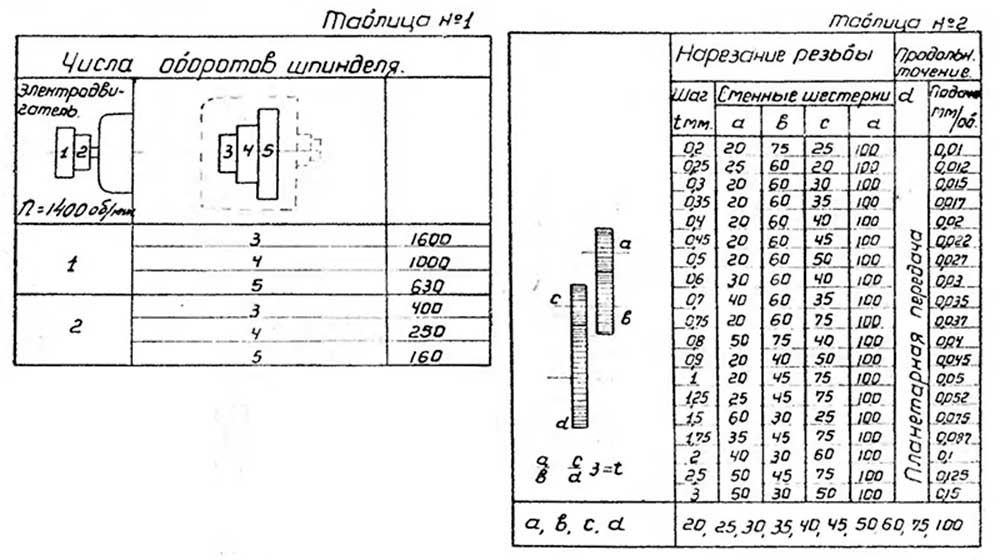
- суппорт (с наибольшим продольным перемещением в 260 мм, 19 ступенями продольных подач, пределы продольных подач о,01…0,5мм/об, а пределы шагов нарезаемых резьбой 02,..3мм );
- станочный стол;
- механизм, приводящий станок в действие;
- дополнительные элементы и приспособления.
Электрическая система токарного станка ТВ-16 позволяет:
- включить оборудование, и, соответственно, выключить его;
- запустить рабочий двигатель токарного станка;
- в случае короткого замыкания или перепада напряжения, перевести оборудование в режим блокировки.
Электрическое оборудование включает в себя несколько компонентов:
- магнитную кнопку «Вкл» и «Выкл»;
- предохранители;
- запасной переключатель для непредвиденных ситуаций;
- механизм для экстренной блокировки;
- специальную панель для подключения к сети электропередач.
Требуется соблюдать все меры по технике безопасности при работе с токарным станком. Необходимо заземлять корпус станка с помощью колодки на его боковой панели. Перед работой со станком внимательно ознакомьтесь с правилами техники безопасности, ведь пренебрежение ими может привести, как и к ударам током, так и к повреждениям пальцев и прочим неприятным случаям.
В токарном станке ТВ-16 установлен двигатель, который имеет мощность 0,5 кВт. Регулировать вращение можно с помощью специальных ремней, находящихся в станке.
Работать со станком можно на шести различных скоростях, благодаря специальным деталям на станке – шкивам. Данная модель станка чрезвычайно удобна тем, что в ней есть возможность настроить получаемую резьбу. За этот параметр отвечает специальный механизм станочной подачи.
Станина – основной компонент станка, ведь именно она является своеобразной «базой», на которую устанавливаются все остальные детали. Для того чтобы она имела высокую прочность и долговечность, станину делают чугунной.
По виду станина представляет собой коробку, в которой удобно помещаются все детали. Готовый станок крепят на ровную деревянную поверхность один раз, и больше он не снимается.

Для того чтобы детали токарного станка ТВ-16 хорошо и плавно работали, их нужно постоянно смазывать. Для этой модели предусмотрен специальный контейнер для масла, пополнять который необходимо раз в неделю для обеспечения стабильной работы механизма.
Стоит постоянно следить за тем, чтобы масло не пересыхало.
В случае случайного открывания дверок станка, или при возникновении других непредвиденных ситуаций, станок автоматически отключается, а механизм аварийно блокируется.
Суппорт токарного станка ТВ-16 включает в себя несколько деталей:
- специальная каретка;
- держатель для деталей;
- направляющие детали.
Конечно же, главным элементом суппорта является так называемая каретка, которая движется по указанной заранее траектории, делая резьбу. На направляющих деталях устанавливается компонент для выполнения этой самой резьбы.
В держателе имеются целых 4 рабочих стороны, плюс ко всему, он может поворачиваться на 360 градусов, что позволяет выполнять множество различных токарных работ разнообразной сложности.
Закреплять изделие можно каждые 45 градусов, этого более чем достаточно, для выполнения большинства работ, даже современных. При возникновении зазора, всегда можно исправить его с помощью специальных винтов, установленных на конструкции.
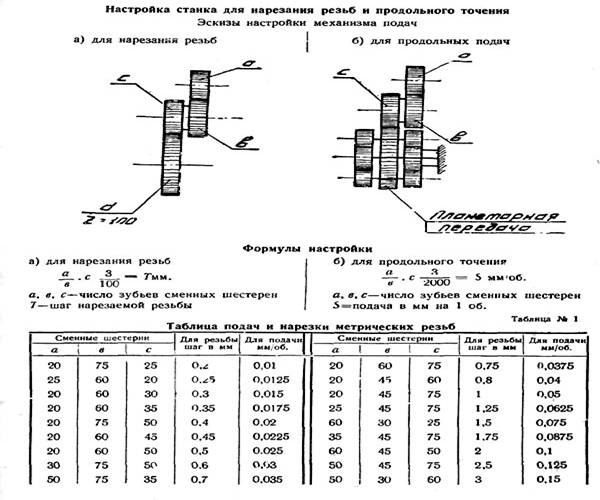
Правила эксплуатации
Перед тем как приступить к точению необходимо выбрать количество оборотов заготовки по специально разработанной схеме. Специфика совершаемой обработки влияет на установку сменных шестерен механизма подач. На шпинделе фиксируется патрон или планшайба. Нужно установить и закрепить резцы на резцедержателе. Деталь, подвергаемая обработке, фиксируется в патроне или центрах. При проведении обработке в центрах, необходимо подвести заднюю бабку. Запуск машины выполняется нажатием кнопки «пуск», прекращение работы механизмов — «стоп».
При возникновении необходимости в реверсе шпинделя, ручку переключателя следует развернуть в положение «назад»
Важно обратить внимание, что на отметке «стоп» отключается только электродвигатель, поэтому по окончанию обработки, для безопасного обесточивания, переключатель должен быть зафиксирован на отметке «выключено»
Посмотрите видео по устройству гитары.
Избыточный нагрев шпинделя свидетельствует о потребности смены смазки и проверки качества его соединений, важно следить за состоянием подшипников в процессе работы для своевременного устранения неисправностей
Техника безопасности
Только профессиональному работнику, который разбирается в технических особенностях, может быть поручено обслуживание станка. Для предотвращения появления несчастных случаев следует придерживаться важных правил:
- Запрещено очищение и смазка элементов станка в процессе его работы.
- Нельзя покидать станок включенным, предварительно стоит отключить его или дождаться полной остановки.
- Обязательно присутствие хорошего освещения на рабочем месте.
- Появление каких-либо неисправностей предполагает немедленное прекращение работы и обращение за помощью к специалисту по наладке.
- Организовывайте надежное заземление.





