

Разновидности и принцип действия
В мебельном производстве сверлильно-присадочное оборудование предназначается для подготовки установочных мест шурупов, штифтов, винтов, ручек, шарниров, петель под последующую стандартизированную сборку цельных изделий.
По выполняемым функциям станки делят на:
- Универсальные. Выполняют весь набор последовательных операций, включая токарные и фрезерные. Применяются в серийном производстве и индивидуальном конструировании.
- Специализированные. Относятся к автоматизированным устройствам с широким диапазоном возможностей, выполняющих заданный программой набор операций. Настройка последовательности производится оператором.
- Специальные. Имеют ограниченный узко настроенный функционал под конкретную заготовку. Перенастройку делают специализированные организации.
Стандартный шаг между сверлами составляет 32 мм. Специальные модели (например, под фасадные петли) настраивают по спецификации к производимой продукции.
Все присадочные станки действуют, как агрегатные установки, где разное количество шпинделей с закрепленным инструментом от края, последовательно сверлит и обрабатывает отверстия, пазы. Головки применяют как одношпиндельные, так и многошпиндельного исполнения. По их количеству различают: позиционные, полуавтоматы, с ЧПУ, под петли.
Пример действий
Выполненная по габариту заготовка позиционируется на столе по направляющей линейке, ограничивается упорами, крепится прижимами. При нажатии кнопки «Пуск», головка с исполнительным инструментом выдвигается к краю поля, начинает сверление глубиной 4 – 9 см, скорость продвижения в рабочей зоне 5 – 10 м/мин. По окончании – возвращается в исходное положение.
Многофункциональный принцип работы учитывает необходимость обработки скошенных ребер. Узел со шпинделями может подходить к плоскости под углом до 90°, подаваться снизу.
Характеристики известных моделей сверлильно-присадочных станков
Ниже мы представим обзоры наиболее популярных у мебельщиков моделей таких станков, чтобы вы могли сделать правильный выбор.
Характеристика модели Vitap ALFA 21 Classic
Такая модель производится в Италии и включает в себя большое количество разных функций. В частности, это горизонтальное и сквозное сверление. Станок оснащен сверлильной головкой и шпинделем (его размер равен 21). Им можно обрабатывать заготовки с параметрами 80 на 30 см, а при сверлении отверстие может иметь глубину до 7 см. Станок имеет электродвигатель мощностью в 2 кВт.
В числе дополнительных функций:
- можно менять глубину и высоту сверлильной головки (есть 8 позиций);
- можно менять скорость сверления.
Стоимость оборудования — от 5500 у.е.
Описание станка марки Griggio
Данный станок, как и предыдущий, тоже производится в Италии и является одним из лидеров на рынке сверлильно-присадочных конструкций. Под этим брендом производятся модели как для индивидуального, так и промышленного применения. Для использования по назначению потребуется дополнительно приобрести лубрикатор.
Одна из популярных моделей этой марки — это GF 21, которая используется для выполнения отверстий в фурнитуре различных мебельных конструкций. Она оснащена одной сверлильной головкой и шпинделем, а также столешницей размером в 90 на 38 см. Можно сделать отверстие глубиной до 8,5 см, вес конструкции составляет 302 кг, а мощность двигателя — 1,5 кВт.
Дополнительные опции:
- автоматическая настройка глубины сверления;
- цифровой индикатор для определения толщины конструкции.
Стоимость оборудования — 3200 у.е. и выше.
Более совершенная модель такого станка — это GF 2З. Преимущественно по своим техническим характеристикам она не отличается от предыдущей. Количество шпинделей здесь 23. Кроме того, первый шпиндель расположен на расстоянии 70,4 см от последнего. Это позволит обрабатывать более крупные детали.
Такое оборудование обойдется в 3600 у.е.
Свойства сверлильно-присадочного устройства MZ 7121
Данная модель производится в Китае, ее преимущества такие:
- обеспечение высокой точности работы;
- высокая производительность;
- надежность;
- возможность применения на крупных предприятиях или на малых.
Характеристики таковы:
- имеется одна сверлильная головка и шпиндель 21;
- есть столешница 125 на 120 см;
- можно делать отверстия до 6 см в глубину;
- электродвигатель весом 202 кг имеет мощность 1,5 кВт.
Минимальная стоимость модели — 2500 у.е.
Модель MZ 7121a является модификацией предыдущей и отличается более длительным сроком эксплуатации.
Особенности модели Maggi Boring System 21
Данное оборудование может делать отверстия в соответствии с технологическими требованиями к производству мебели и фурнитуры. Оно оснащено столешницей 78, 5 на 37, 5 см. Максимальная глубина отверстий — 6,5 см. Двигатель весом в 275 кг имеет мощность 1,5 кВт. Ориентировочная стоимость — порядка 2500 у.е.
В наше время трудно представить мелкое или крупное предприятие по производству мебели без станков данного типа
Очень важно правильно выбрать такое оборудование, зачастую это бывает очень сложно, поскольку обязательно следует учитывать технические характеристики модели, которые непосредственно влияют на качество работы
https://youtube.com/watch?v=PNP_LDEE4I0
Основы создания должностной инструкции
При создании инструкции используют стандартную или расширенную структуру. Самый распространенный стандартный формат включает:
- Общий раздел.
- Должностные функции.
- Права специалиста.
- Потенциальная ответственность.
В крупных компаниях, особенно при создании инструкций для топ-менеджеров и профильных специалистов, применяется расширенная форма документа. К вышеперечисленным разделам в ней могут быть добавлены:
- Критерии оценки трудовых успехов (KPI).
- Специфика профессиональной деятельности.
- Параметры должностных взаимодействий.
Чем крупнее компания, тем подробнее составляется инструкция, что избавляет её менеджеров и служащих от необходимости индивидуальных разбирательств.
Общие положения
В разделе даны базовые моменты деятельности специалиста: порядок его временной замены, кому он непосредственно подчиняется, чем обязан руководствоваться и прочие аспекты.
Особое значение имеют требования к квалификации специалиста: уровень образования и опыта, конкретные умения. Они должны гарантировать, что сотрудник справится на требуемом уровне с профессиональными задачами, закрепленными в следующей части.









Внимание! Для написания раздела можно использовать параграфы 64-67 из Единого квалификационного справочника (ЕТКС) Выпуска №2, Части №2. В этих параграфах даны характеристики оператора станка с ЧПУ от второго до пятого разрядов
Обязанности
Центральный раздел документа, где исчерпывающе перечислены функции работника. Можно выделить три группы должностных обязанностей:
- Профессиональные — обязательны для специалиста на любом месте работы.
- Вспомогательные — на их объем влияет кадровая политика нанимателя, величина нагрузки, отраслевая специфика деятельности и другие факторы.
- Базовые — необходимы для большинства должностей (соблюдение нормативов технической безопасности, охраны труда и пр.).
Внимание! Если наниматель предоставляет сотруднику инструменты или одежду, то в раздел отдельно включается требование соблюдать правила их эксплуатации
Ответственность
Привлечение работника к ответственности за совершенные им нарушения основывается на подходящих разделах гражданского и уголовного права, сложность и объем которых мешает их полноценному включению в инструкцию. Поэтому эта часть имеет небольшой объем и составлена в общем формате. Обычно в неё входят 3-4 параграфа, где перечислены основные нарушения и упомянута возможная ответственность.
Права
В статье 21 ТК дан перечень прав, гарантированных любому сотруднику. Задача данного раздела — дополнить этот перечень возможностями, предоставленными сотруднику конкретным работодателем. Поэтому содержимое раздела и его объем зависят от трудовой политики конкретной компании-работодателя, профессиональных особенностей, значения должности и других моментов. По общему принципу — чем значительней круг вопросов, которые решает сотрудник, тем большими возможностями он должен обладать.
Должностная инструкция после написания утверждается в соответствии с правилами делопроизводства. Обычно используют следующий порядок действий:
- Подготовка первоначального варианта инструкции.
- Согласование этого варианта с юристом и работником отдела персонала.
- Дальнейшее обсуждение с участием специалистов в той сфере, для которой составляется инструкция.
- Распечатывание итогового варианта на официальном бланке, с применением правил оформления делового документа.
- Проставление подписей ответственными лицами организации-работодателя.
Документ окончательно вступает в силу после проставления подписи работником, для которого она составлялась.
Внимание! Служащий имеет право потребовать в отделе персонала свою копию инструкции. Она может быть предоставлена в бумажном или электронном варианте
В последнем случае в ней не должно содержаться персональных данных.
Разновидности сверлильно присадочных станков
для одной детали
Основу конструкции первых образцов таких станков образовывала станина со столом и сварная рама, которая служила местом размещения шпинделей. В момент запуска электродвигателя станок начинал работу, рама опускалась, в результате шпиндели выполняли необходимые отверстия. В нашей стране не было машиностроительных предприятий, которые выпускали подобное оборудование, из-за чего каждому мебельному производству приходилось заниматься их созданием самостоятельно. Надо сказать, что этот процесс был довольно продолжительным, причем на каждую отдельную деталь приходилось изготавливать свой определенный станок.
По этой причине через некоторое время было решено отказаться от подобных станков и использовать вместо них многошпиндельные станки для различных деталей. В наши дни подобное оборудование является высоковостребованным для небольших мебельных фабрик, поскольку самодельные сверлильно-присадочные стоят намного дешевле по сравнению с заводским оборудованием.
Начиная с конца XX столетия, мебельные предприятия начинают переходить на использование многошпиндельных станков со сверлильной головкой. Последняя предусматривала определенное количество отверстий, которые использовались для установки различных сверл. Эти отверстия располагались на расстоянии 1,5 дюйма относительно друг друга. Двигаться головку заставлял электродвигатель, используемый совместно с ремневыми, шестеренными или цепными передачами. Ремневые передачи служат крайне недолго, поскольку их приходится очень часто менять.
Особенностью конструкции станков, предназначенных для индивидуального изготовления мебели, является наличие одной шпиндельной головки, для которой отводится место в горизонтальной или вертикальной плоскости. Точное расположение определяется отверстием, которое нужно создать. Многошпиндельные сверлильно-присадочные станки с одной головкой могут применяться для выполнения ряда операций:
- выполнение вертикальных отверстий;
- изготовление горизонтальных отверстий.
Конечно, можно создать все отверстия разом, однако это требует смещения детали, а это становится причиной нарушения геометрии при сверлении.
На фоне многошпиндельных головок более привлекательными являются станки-половинки, которые превосходят первые в плане функциональности и практичности
Важной особенностью является наличие одной боковой горизонтальной сверлильной головки и двух вертикальных, располагающихся снизу. При использовании станков-половинок возникает меньше проблем в эксплуатации, нежели при работе со сверлильными головками
Дело в том, что с их помощью можно выполнить придаточные отверстия в три-четыре приема
Подобное оборудование представляется отличным выбором для индивидуального применения
Дело в том, что с их помощью можно выполнить придаточные отверстия в три-четыре приема. Подобное оборудование представляется отличным выбором для индивидуального применения.
В конструкции автоматических сверлильно присадочных станков предусмотрены вращающиеся головки, за счет которых появляется возможность для изготовления отверстий, имеющих разные размеры и сложные карты присадки. Их можно использовать для изготовления серийной продукции. Среди минусов, которыми обладает подобное оборудование, следует выделить долгую настройку. В тех случаях когда возникает задача по изготовлению деталей с нестандартными размерами, калибровка станка потребует настройки его течение всего дня.










Наилучшим выбором для предприятий, которые специализируются на выполнении индивидуальных заказов по изготовлению мебели, будут выступать сверлильно-присадочные станки с продольной подачей. Достоинством подобного оборудования следует назвать отсутствие сложностей в настройке, наличие вызываемых головок. При этом, чтобы обработать одну деталь, приходится затрачивать порядка 2 минут. Для предприятия, которое ориентировано на изготовление продукции в больших масштабах, это очень много.
К числу дорогостоящих сверлильно присадочных станков следует отнести оборудование с поперечной подачей. Его завышенная цена обусловлена высокими показателями КПД. Когда приходится создавать отверстия в детали, у специалиста есть возможность использовать только одно определенное сверло.
Виды конструкций сверлильного оборудования
Данная группа включает как универсальные модели с последовательным выполнением операций (не только основных, но и токарных и фрезерных), так и специализированные станки с ЧПУ, настраиваемые оператором и отрабатывающих заданный программой набор действий. Последние в свою очередь разделяются в зависимости от диапазона возможностей на узкие и широкие, используемые при изготовлении конкретных деталей или перенастраиваемые на ходу.
К общим конструктивным признакам относят наличие как минимум одной многошпиндельной головки с интервалом между посадочными отверстиями в 1,5 дюйма (32 мм), в свою очередь перемещаемой в горизонтальной или вертикальной плоскости в зависимости от вида выполняемых операций. Самый простой станок имеет именно такое исполнение и не оснащен ЧПУ, сверление отверстий в разно направленных участках у них осуществляется в несколько заходом с условием переворачивания заготовки. Такие модели рекомендуют приобрести только с целью установки в частных мастерских, их функциональность и скорость работы ограничены.
Для массового производства однотипных деталей используются так называемые проходные разновидности с автоматическим управлением. В отличие от упрощенных версий сверлильно-присадочных станков они имеют две горизонтальные головки и несколько вертикальных узлов снизу (с обычными или вращающимися головками). Они выполняют заложенный алгоритм в кратчайшие сроки, единственными недостатками этих моделей является высокая цена и сложности при необходимости внесения изменений в программу (переналадка такого оборудования занимает много времени и требует привлечения специалистов).
Самые гибкие и универсальные характеристики наблюдаются у устройств с продольной подачей заготовок и программным управлением, также называемых обрабатывающими центрами. Они оснащены выдвигающимися по команде шпинделями, их перенастройка не составляет труда из-за простого интерфейса и заложения многочисленных алгоритмов в памяти. По времени обработки детали они проигрывают проходным (что делает нецелесообразным их применении при крупносерийном производстве), но по функциональности и остальным показателям выигрывают у всех аналогов, единственным ограничением их повсеместного использования является дороговизна.
Советы по выбору
Главным определяющим критерием является условия мебельного производства и объемы выпуска, модель будет окупаться только при соответствии с потребностями конкретного предприятия. Для разового бытового использования это оборудование категорически не подходит даже при условии покупки б/у, услуги по его аренде крайне редки и представляются только в крупных городах. По этой причине выбор рекомендуют делать взвешенно и после консультирования со специалистами (что особенно актуально при приобретении сверлильно-присадочных станков проходного типа со сложной наладкой).
К дополнительным учитываемым показателям относят:
- Число приводов, при количестве шпинделей свыше 25 предпочтение отдается моделям как минимум с двумя двигателями, как более рационально распределяющим нагрузку.
- Качество выносных шлангов и упоров станка, для обеспечения надежной фиксации заготовок эти элементы должны сочетать жесткость и упругость.
- Тип передачи вращающегося усилия двигателя на шпиндели и долговечность этих углов. Оптимальными характеристиками обладают станки с шестернями из высокопрочной стали, работающие по гипоидной схеме, худшими – ременные. Цепные разновидности признаны достаточно надежными, но при их выборе следует быть готовым к большому количеству шума.
- Наличие или отсутствие регулировки высоты подъема головки, модели с такой технической возможностью являются более функциональными.
- Параметры питающей сети и объемы потребления. Станки с подключением к трехфазной сети далеко не всегда оправданы на мелких предприятиях, о необходимости отдельной защищенной линии также желательно знать заранее. В идеальном варианте производительность сверлильно-присадочного аппарата и мощность его потребления обосновываются экономическим расчетом.
- Способ управления (ручной или автоматизированный), простоту и сроки выполнения калибровки или смены настроек. При всех преимуществах ЧПУ стоимость моделей с такими возможностями окупается только при крупном производстве или при повышенной сложности карт присадки.
- Предлагаемую производителем комплектацию и срок действия его гарантийных обязательств, доступность сменного рабочего инструмента.
- Наличие или отсутствие дополнительных функций, возможность установки вспомогательных приспособлений.
- Эффективность системы аспирации.
Магнитные сверлильные станки
Благодаря мобильности и отличным техническим характеристикам магнитные сверлильные станки считаются достойным аналогом стационарного оборудования.
Магнитные сверлильные станки предназначены для создания отверстий в металлоконструкциях, находящихся на стадии изготовления или сборки.
Магнитные сверлильные станки очень востребованы, поскольку с их помощью удается сверлить даже смонтированные конструкции, обработку которых невозможно выполнить с помощью классического напольного оборудования. Они легкие, но производительные, и позволяют проделывать в изделиях отверстия большого диаметра.
Средний вес данного типа оборудования варьируется от 12 до 24 кг. Причем компактность в этих моделях гармонично сочетается с высокой мощностью. На просверливание отверстий в труднодоступных частях металлических изделий аппараты данного типа затрачивают меньше времени и электроэнергии, чем стационарные. В этом и заключается секрет их популярности в сфере металлообработки.
Преимущества магнитных сверлильных станков
Станки данного типа позволяют просверливать сквозные или несквозные отверстия даже в тех деталях и изделиях, которые недоступны для обработки стационарными или настольными аппаратами.
Сверлильное оборудование можно использовать в промышленности, строительстве, на железнодорожных путях, на судах и т.д. Это оборудование устанавливается непосредственно на металлоконструкции, в которых необходимо просверлить отверстие, занимает минимум места и прекрасно работает.
Многофункциональным магнитным сверлильным станкам присуще множество преимуществ. Это оборудование:
- Является мощным, производительным, позволяет высверливать в металлоконструкциях отверстия большого диаметра.
- Может работать в различных положениях. Независимо от того, закрепите ли вы станок вертикально, горизонтально или даже сверлом вверх, он в любом случае будет работать стабильно и качественно.
- Обязательно оснащается функцией защиты от перегрузок и функцией контроля постоянства оборотов.
- Предусматривает возможность регулировки скорости вращения шпинделя.
- Является многофункциональным и производительным.
- Отличается компактностью и небольшим весом, что позволяет с легкостью транспортировать его с места на место.
- Отличается простотой управления, эксплуатации, максимальной надежностью и практичностью.
Сферы применения магнитных сверлильных станков
Современные магнитные сверлильные станки, устройства, аппараты находят широкое применение в различных областях промышленности, производства, строительства, машиностроения, судостроения, автомобилестроения и т.д.
По сути, их можно использовать везде, где есть металлические детали и конструкции, которые невозможно обработать с помощью стационарного сверлильного оборудования.
Также магнитные модели станков подходят для эксплуатации в частных мастерских или на небольших предприятиях. Ведь они компактные и одновременно многофункциональные.
По габаритным размерам и весу модели рассматриваемого оборудования не уступают практичным настольным станкам, однако они более универсальны и мобильны.
Сверлильные станки на магнитных подошвах
Сверлильные станки на магнитных подошвах – это оборудование будущего. И если вы заинтересованы в приобретении подобных устройств, подойдите к решению этого вопроса максимального серьезно.
Обязательно оцените уровень мощности модели, на которую обратили внимание, показатели ее безопасности, наличие или отсутствие дополнительных функций, стоимость. Вы должны подобрать оборудование, которое будет идеальным с точки зрения «цена-качество»
А это не так уж просто, ведь на рынке постоянно появляются все новые модели сверлильных станков на магнитных подошвах.
Многошпиндельные сверлильно-присадочные аппараты
Многошпиндельные сверлильно-присадочные аппараты используются для одновременного сверления нескольких отверстий. Основное преимущество данного оборудования – высокая производительность.
Настройка аппарата начинается с выбора необходимых насадок и сверл. В том случае, если расстояние между соседними отверстиями составляет более 100 мм, то станок можно настроить и без использования насадок.










После того как насадки установлены, выставляется необходимая скорость подачи инструмента с учетом диаметра и количества рабочего инструмента. После этого накладывается форма-шаблон, на котором сверлятся пробные отверстия.
По результатам пробного сверления определяется качество выполненных настроек. Многошпиндельные сверлильно-присадочные аппараты в большей степени оправдывают свое применение в крупносерийном производстве.
Сверлильное оборудование с ЧПУ
Сверлильный автомат с ЧПУ отличается от обычных моделей тем, что оно управляется через компьютер специальной программой, имеющей все параметры обработки. Такие станки выполняют обработку заготовок с использованием сверлильного инструмента различного назначения. Они обладают:
- Простотой использования, просто требуется выбор программы и последующая загрузка материала. В памяти заложено много карт присадки, поэтому можно выбрать любую, переналаживать не надо.
- Надежностью, устойчивости всей конструкции помогает массивность цельносварной станины оборудования.
- Высокой точностью, поскольку линейные направляющие характеризуются повышенной жесткостью.
- Максимальной скоростью вращения до 18000 оборотов в минуту.
- Компактной конструкцией – вес не превышает 5000 кг.
- Автономностью – вмешательство станочника не требуется.
Продукция получается качественной, соответствующей заданным требованиям по параметрам.
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ:
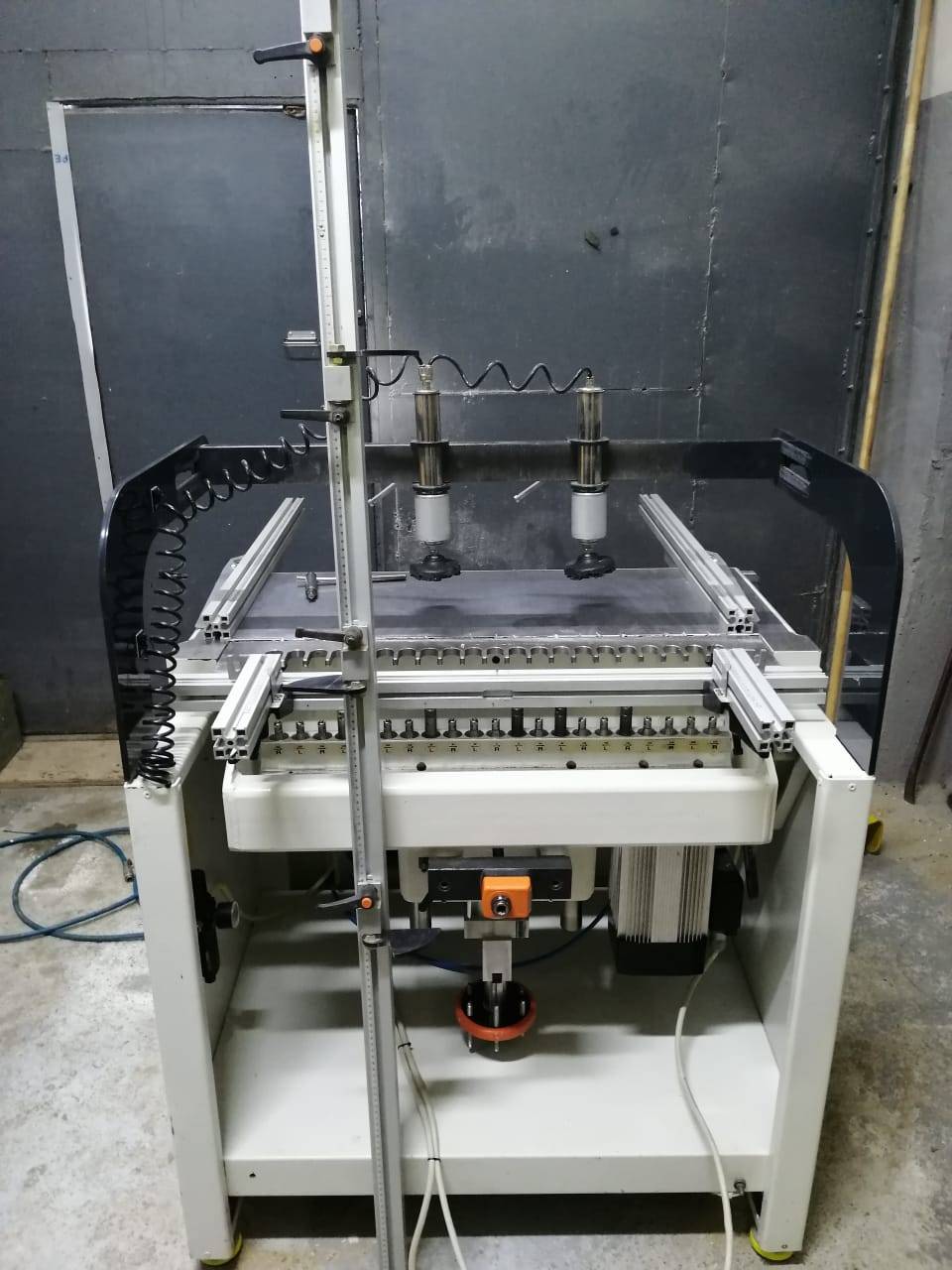
Сверление по пласти и торцам изделия
На фото показано положение шпиндельной головки при вертикальном сверлении; для сверления торца изделия необходимо изменить положение шпиндельной головки на горизонтальное. Пневматические прижимы для быстрого фиксирования заготовки любой толщины приводятся в действие пневмопедалью и исключают необходимость ручной регулировки.
Широкие возможности шпиндельной головки
На фото показано положение шпиндельной головки для сверления под углом 45°. Пневматический наклон шпиндельной головки от 0 до 90° позволяет производить сверление под любым углом, что значительно расширяет ассортимент выпускаемой продукции.
Конструкция шпиндельной головки станка Griggio GF 21 предполагает использование широкого диапазона сверл различного вращения и длины, диаметром от 1,5 мм до 40 мм (сверла ф1,5 – 3 мм используются со специальным переходником). Это позволяет сверлить глухие и сквозные отверстия необходимой глубины и диаметра.
Быстрая настройка глубины сверления
Станок Griggio GF 21 оснащен запатентованным устройством «QUICK DEPTH», которое является эксклюзивной разработкой производителя и предназначено для быстрой настройки глубины сверления. С помощью специальной шкалы, учитывающей толщину заготовки и длину используемого сверла, выставляется максимальный ход сверлильной головки в горизонтальном или вертикальном направлении.
голоса
Рейтинг статьи





