

Процесс измерения и показания
В начале работы необходимо расположить измерительную деталь между пяткой прибора и микрометрическим винтом. Начать вращение барабана с учетом максимальной близости шпинделя и измеряемого предмета.
При измерениях микрометр находится в левой руке. Во избежание нагрева от температуры тела и искажения результатов держать прибор следует за изолированную часть скобы.

Размеренно и не спеша до соприкосновения с измеряемой поверхностью подводится шпиндель устройства. Крутить его следует по направлению против часовой стрелки относительно торца с нарезкой пока деталь не зайдет в зазор торцов. Далее, необходимо по часовой стрелке довести вращение шпинделя до упора, придерживая в процессе нарезки барабан.
При достижении упора вращение начнет сопровождаться треском. Вращение микрометрического винта следует прекратить и можно приступать к снятию показаний. Освобождается деталь из зажима обратным вращением шпинделя. Точный размер замеряется на барабане с помощью шкалы нониуса.
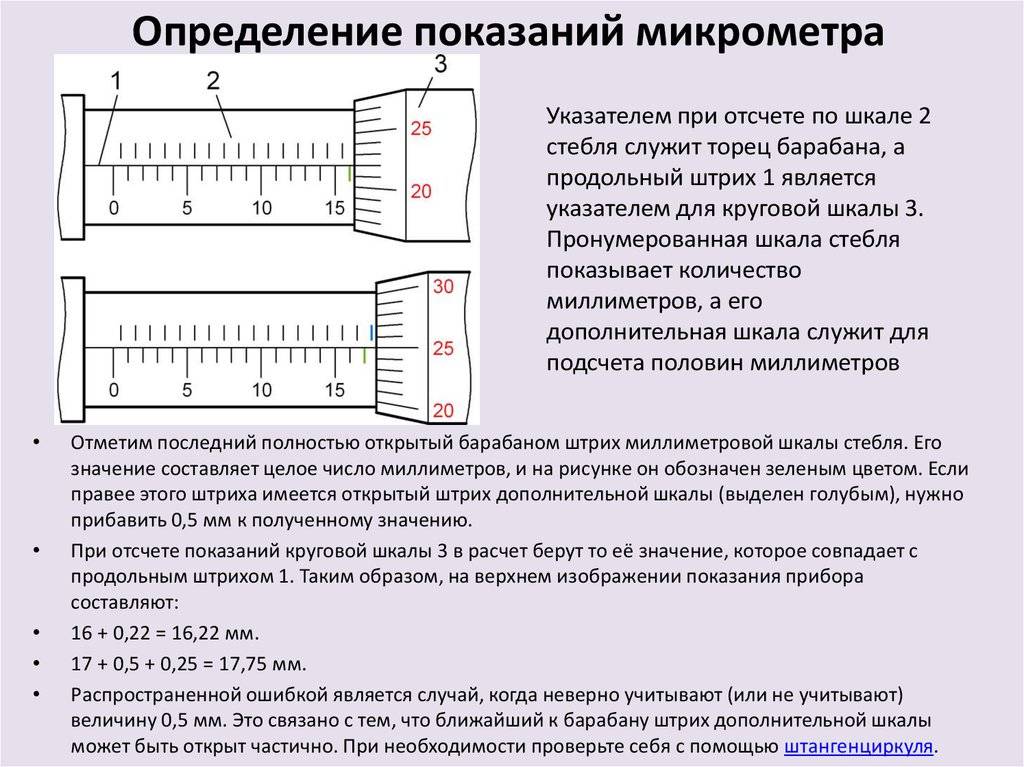
Показания прибора. При работе по снятию величин измерений механическим прибором требуется некоторая сноровка. Начинаем снимать показания с более крупного разряда цифр и оканчиваем мелким.
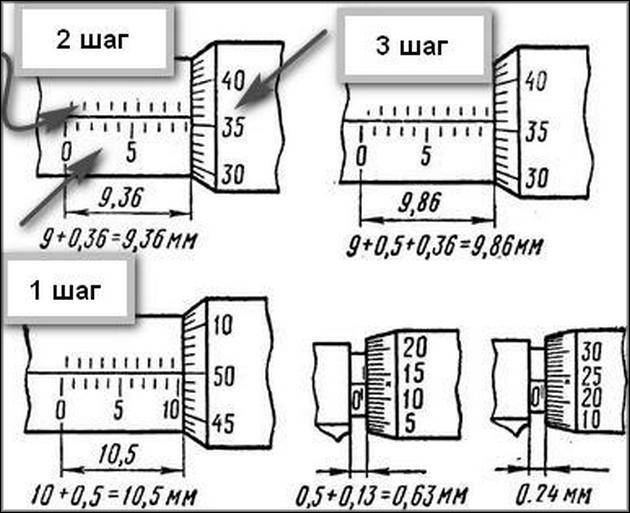
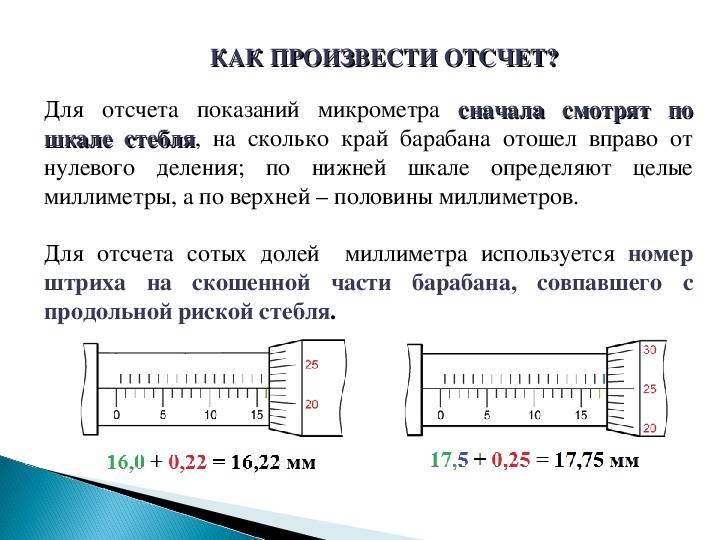
Для начала обратим внимание на шкалу стебля на неподвижной части рукоятки. Она содержит две шкалы, которые для комфортного восприятия расположены в позиции остановки края барабана, зафиксируем значение деления нижней шкалы (допустим, 8)
Оно находится в зоне видимости. Так определяется величина первого цифрового показания.
В случае когда край барабана сравнялся с делением на верхней шкале, то после запятой необходимо поставить цифру 5, если деление скрыто, тогда цифру 0. После рассматривается шкала на барабане, где находятся сотые доли миллиметра, их необходимо прибавить к десятым долям.
Допустим, верхняя шкала не показала половинчатого деления, соответственно, измерительная величина равна 8,0 мм. Поскольку на барабане с горизонтальным штрихом выпало значение 12, следовательно, 8,0 + 0,12 = 8,12 мм. В случае видимости штриха на верхней шкале стебля 8,5 + 0,12 = 8,62 мм.
Виды микрометров
По способу индикации приборы подразделяются на следующие виды:
Механические аналоговые, со статической шкалой измерения
Показания снимают, совмещая риски на шкале. Рукоятка с микрометрическим винтом проворачивается до касания предмета, и по комбинации цифр на шкале вычисляется истинный размер.
Измерение микрометром этого типа требует определенных навыков.
Механические аналоговые, рычажные
Принцип действия такой же, как у предыдущей модели – но пользоваться гораздо удобнее. Значение измеряемой величины выводится на стрелочный индикатор. Это полезно в случае, когда производится массовое измерение.
Механические цифровые
Замеры производятся с помощью того же микрометрического винта, но показания выводятся на жидкокристаллический дисплей в реальном времени. Для этого в механизм встраивается точный датчик перемещения.
Лазерные микрометры
Замеры производятся по методу пересечения лазерного луча. С помощью оптики, луч превращается в плоскость. Приемный фотоэлемент анализирует уменьшение ширины луча, и выводит данные на дисплей.
Преимущество прибора – возможность измерить изделия сложной формы и отсутствие механического контакта с измерительными наконечниками.
Недостатки – невозможность измерить внутренний размер. И разумеется, стоимость. Позволить себе такой инструмент может не каждый домашний мастер.
По области применения микрометры подразделяются на следующие виды:
- Гладкий микрометр. Предназначен для измерений плоских и круглых поверхностей. Самый распространенный тип прибора;
- Микрометр – зубомер. Определяет линейные размеры зубьев шестерен и зубчатых колес. Имеет специальные конические насадки. Как правило, в комплект входит эталонная мера длины;
- Трубный микрометр. Предназначен для замера толщины стен в трубах. Применяется на этапе проверки качества производства, а так же износа стенок. Форма насадок позволяет не зависеть от внутренней кривизны измеряемой заготовки. Щуп касается стенки точечно, благодаря своей форме;
- Микрометр листовой. Позволяет точно замерять толщину листовых, пленочных и рулонных изделий. Подающий винт настроен на малый диапазон шкалы, поэтому точность измерения получается очень высокой. Предлагаются в двух конструктивных исполнениях:
- С плоскими насадками, для измерения нешироких заготовок.
- С удлиненной скобой – для производства замеров изделий большой площади, на удалении от кромки.
- Микрометр универсальный. Возможность смены головок позволяют измерять самые разные детали. Однако по причине лишних стыковочных узлов страдает погрешность прибора;
- Проволочный микрометр. Узкоспециализированный прибор, с помощью которого замеряют диаметр проволоки и шариков в подшипниках. За счет этого конструкция более компактная. С его помощью можно производить и другие измерения, но это не так удобно;
- Призматический микрометр. Предназначен для измерения диаметра многолезвийного инструмента. Опора выполнена в виде призмы;
- Микрометр канавочный. Его еще можно назвать глубиномером. Замеряет глубину выемок, канавок, дефектов, по отношении к базовой плоскости. Опорной плитой микрометр устанавливается на поверхность – а при помощи щупа измеряется глубина;
- Резьбомерный микрометр. Шкала может быть как метрической, так и дюймовой. В комплект входят специальные насадки для различных видов резьбы;
- Двушкальный (предельный) микрометр. Устанавливает предельные внешние размеры одной заготовки;
- Микрометр для горячего проката. Позволяет контролировать толщину изделия прямо в ходе производства. В качестве измерителя используется специальное откалиброванное колесо;
- Микрометр – нутромер. Предназначен для измерения внутренних диаметров;
Каждая группа имеет свое обозначение. Например, универсальный – МКУ, канавочный – МКН, и так далее, по первым буквам наименования складывается аббревиатура.
Как читать микрометр, градуированный в 0, 01 мм
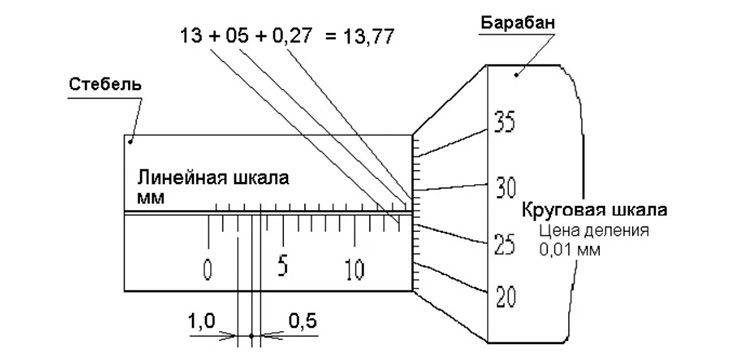
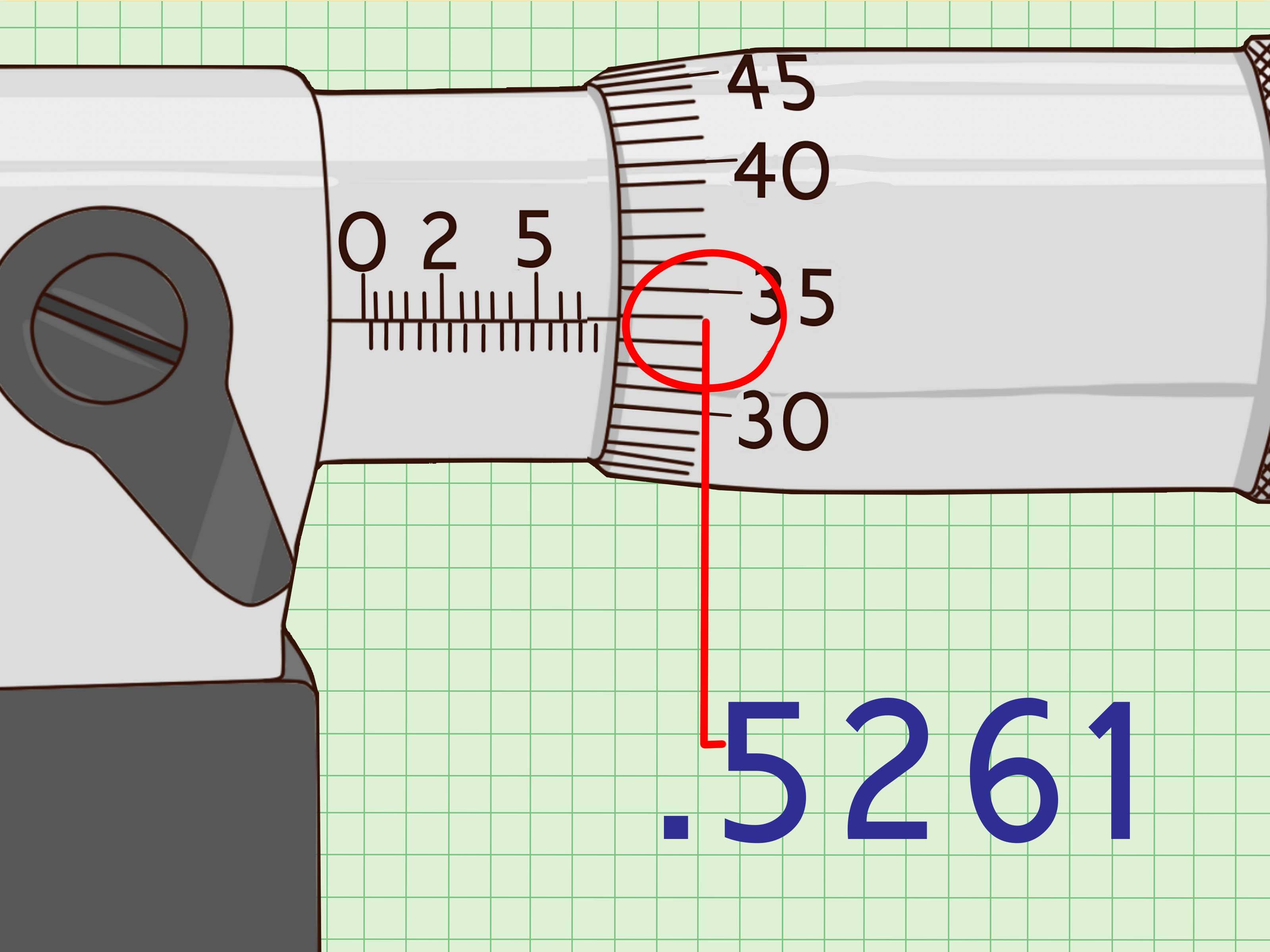
Шаг винтовой резьбы на метрическом барабане составляет половину миллиметра (0, 5 мм). Одна поворот барабана продвигает винт в сторону или от пятки ровно 0, 5 мм. Линия считывания на гильзе градуирована над центральной длинной линией в миллиметрах (1, 0 мм) с пронумерованным пятым миллиметром. Каждый миллиметр также разделен наполовину (0, 5 мм) ниже центральной длинной линии. Скошенная грань шкалы разделена на пятьдесят равных частей, каждая из которых составляет 0. 01 мм, а каждая пятая строка пронумерована от 0−50.
Таким образом, количество миллиметровых и полумиллиметровых делений, видимых на шкале, плюс число сотых долей миллиметра, обозначенное градацией, которое совпадает с центральной длинной линией на шкале, дают показания. На рисунке выше барабан расположен так, чтобы можно было выставить край скоса между 5 и 6 градусами на верхней стороне шкалы, таким образом, 5, 0 миллиметров.

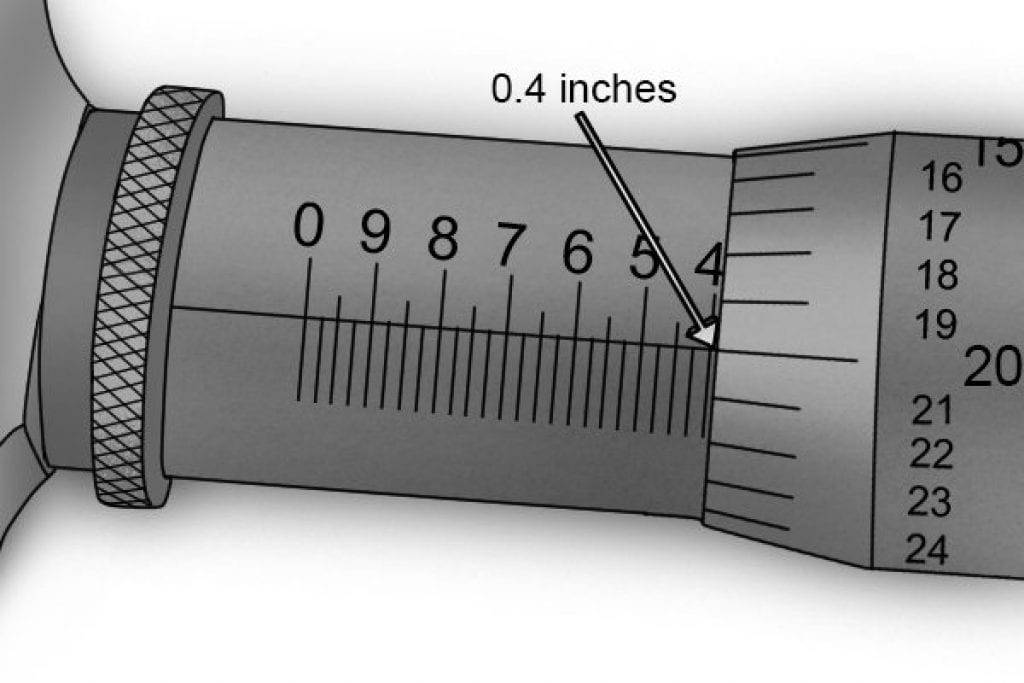





Он также проходит мимо следующей градуировки на нижней стороне шкалы, таким образом, дополнительный 0, 5 мм. Наконец, выпуск 28 (. 28) на шкале совпадает с центральной длинной линией. Результат измерения будет 5, 00 + 0, 5 + 0, 28 = 5, 78 мм.
Рейтинг цифрового измерителя 2021
Если потребитель ищет отличный цифровой микрометр с трещоткой, тогда он будет выбирать между Mitutoyo 293 — 340 — 30 и Mahr Federal 40EWR. Хотя оба они построены по самым высоким стандартам, модель Mitutoyo обладает большей степенью точности. Из диапазона измерения около 200 мм микрометр Митутойо является точным до невероятно тонких 3 микрометров. 40EWR с точностью до 7 микрометров для аналогичного диапазона.
Другими словами, если нужна выдающаяся точность, лучше Mitutoyo 293 — 340 — 30 не бывает. Но если не нужны более 7 микрометров точности для измерений, полностью подойдут соотношением цены и производительности MahR Federal’s 40EWR, поэтому этот прибор больше будет частить в запросах.
Рычажный микрометр и его конструкция
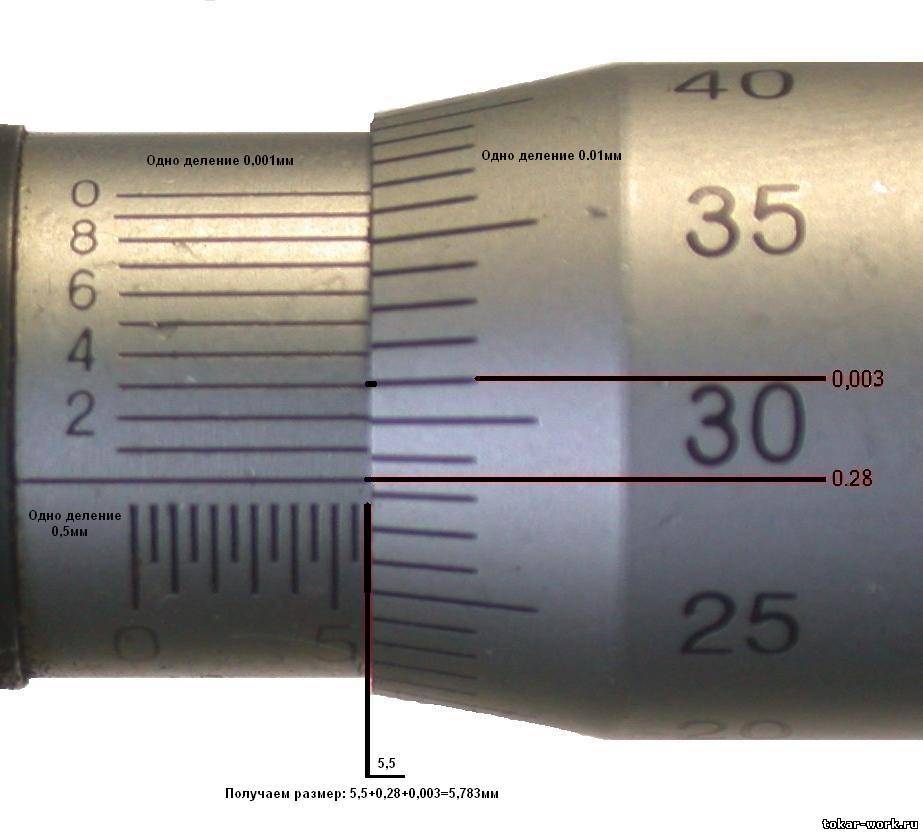
Рычажные модели еще называют стрелочным микрометром или часовым устройством. Исходя из названия, становится понятно, что прибор имеет стрелочную шкалу, по которой и выполняется снятие замеров. Стрелочная шкала повышает точность измерений, так как таким устройством можно определить не только сотые значения, но и тысячные. По дополнительной стрелочной шкале определяются тысячные доли миллиметров. Целое значение размера детали в миллиметрах определяется по стеблю прибора, а по шкале барабана вычисляются сотые доли миллиметров.
Главный недостаток рычажных моделей в том, что они очень хрупкие, поэтому достаточно его один раз уронить, чтобы из строя вышел стрелочный механизм. Именно за счет своей хрупкости, такие модели не получили широкой популярности. По сравнению с аналоговыми моделями, стоят рычажные микрометры в 2 раза выше, что связано со сложностью стрелочного механизма. Если говорить о точности, то стрелочным микрометром можно определить размер детали с высокой точностью до тысячных долей миллиметров.
Это интересно! На стрелочных микрометрах часовой механизм предназначен не только для определения тысячных долей миллиметров, но и для выявления усилия зажима измеряемой детали.
Конструкция прибора
Современный рынок измерительных приборов предлагает довольно широкий ассортимент микрометров, однако их конструктивное исполнение практически идентично, за исключением моделей электронного типа. Отличия механических приборов заключаются в основном в габаритных размерах измеряемых ими предметов. Стандартный измеритель состоит из следующих компонентов:
- «Скоба». Деталь, представляющая собой основу инструмента, на которой закреплены остальные механизмы прибора. Изготавливается из особо прочного металла, устойчивого к деформационным воздействиям, поскольку от жесткости этого элемента напрямую зависит величина погрешности при измерении.
- «Пятка». Элемент, выполняющий функции жесткого упора. Выполняется в двух вариантах: запрессованная в корпус скобы и съемная. Сменная пятка характерна для приборов с диапазоном измерений 500 — 800 миллиметров.
- «Стебель». Составная часть микрометра, выполненная в виде полого цилиндра с размещенной внутри винтовой парой. На лицевой стороне стебля находятся основная, показывающая миллиметры, и дополнительная, показывающая половины миллиметров, шкалы.
- «Барабан». Элемент, шкала которого показывает десятые и сотые доли миллиметра (микрометры), одновременно играет роль указателя для шкалы стебля.
- «Трещотка». Размещена со стороны внешнего торца барабана. Эта деталь не только перемещает микрометрический винт, но и ограничивает величину крутящего момента, прикладываемого человеческой рукой. Такая функция обеспечивает правдивость показаний при возникновении упругой деформации элементов винтовой пары и не позволяет повредить механизм прибора.
- «Микрометрический винт». Одно из окончаний элемента имеет гладкую поверхность и выдвигается в измерительную зону, а другое жестко соединено с барабаном.
- «Стопорное устройство». Деталь выполнена в виде винтового зажима, фиксирующего микрометрический винт в момент настройки прибора или снятия показаний.
- «Эталон». Элемент, находящийся вне прибора и предназначенный для его проверки перед проведением измерений.
Проверка установки микрометра на нуль и
Порядок настройки микрометра на нуль
Перед началом работы микрометрическими приборами необходимо обязательно проверить их настройку на нуль
Это особенно важно для микрометрических приборов, так как у данных приборов очень легко (случайно или преднамеренно) нарушить установку на нуль
Нарушение установки на нуль может случиться после длительного хранения в сырых и запыленных помещениях, или же, оператор, который работал данным прибором, нарушил установку на нуль. Естественно, все результаты измерений, выполненные прибором с нарушенной установкой нуля, будут ошибочными со всеми вытекающими отсюда последствиями.
Проверка установки микрометра на нуль
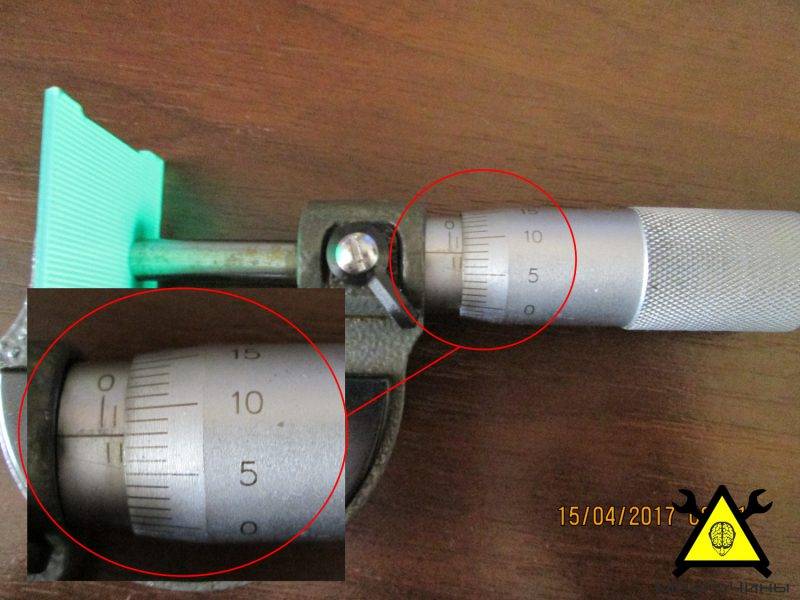
Поворотом стопорного винта или рычажка (рис. 17) освободить (расстопорить) микровинт, то есть, подвижная пятка (микровинт) должна свободно проворачиваться при ее вращении за трещоточное устройство.
Если диапазон измерения микрометра в пределах 0-25 мм, то плавно вращая микровинт за трещеточное устройство ввести в соприкосновение рабочие поверхности пяток. В момент их соприкосновения будут слышны щелчки в трещеточном устройстве.
При правильной установке микрометра на нуль скошенный край барабана (указатель) должен установиться так, чтобы штрих (0; 25; 50 и др. в зависимости от диапазона измерения прибора) начального деления шкалы на стебле с ценой деления 0,5 мм должен быть полностью виден, а нулевое деление шкалы барабана установилось бы против продольного штриха на стебле.
Более конкретно, при правильной установке микрометра на нуль скошенный край (указатель) барабана не должен перекрывать нулевой начальный штрих шкалы на стебле более чем на 0,07 мм или удаляться от нулевого штриха более чем на 0,15 мм.
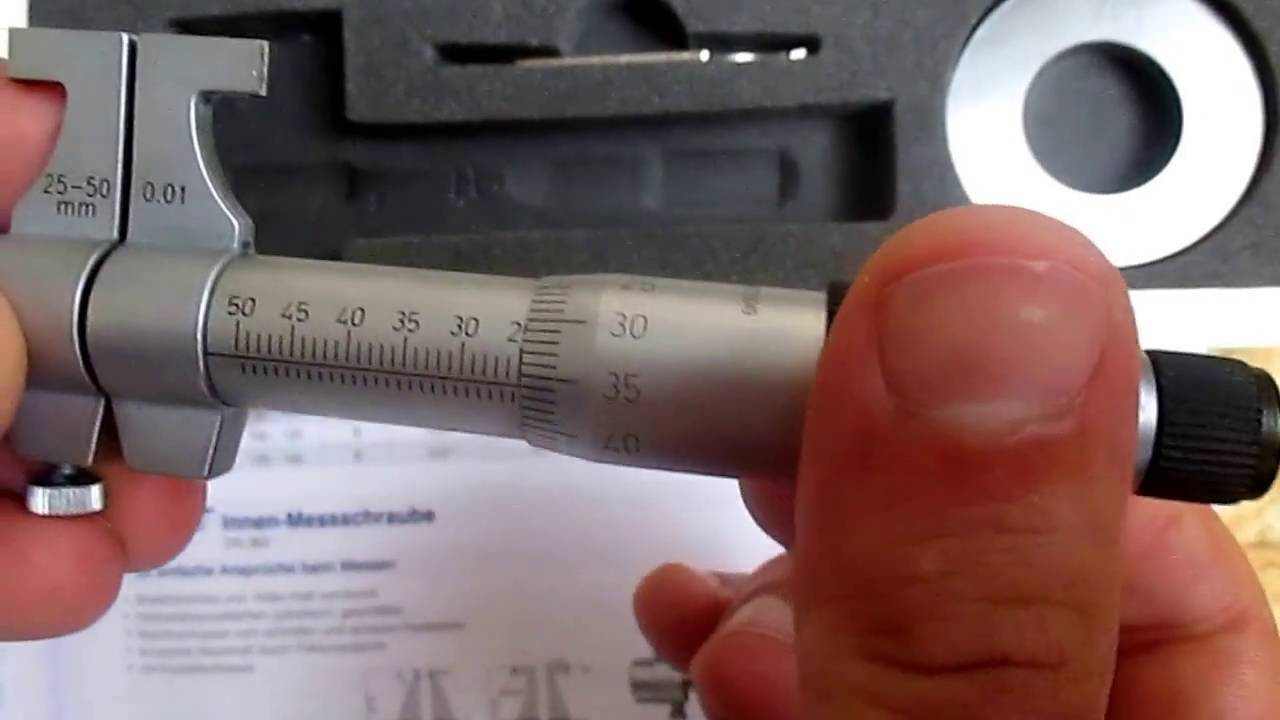
Устройство и принцип работы типового микрометра
Типовой микрометр состоит из тисков и блока с измерительными механизмами. Для проведения операции деталь зажимают в тисках и плотно удерживают в ней.

Изображение №1: внешний вид и устройство типового микрометра
Принцип действия этого инструмента основан на винтовой паре. По его шагу определяют отклонения от нулевых отметок. Значения считывают с блоков с измерительными механизмами.
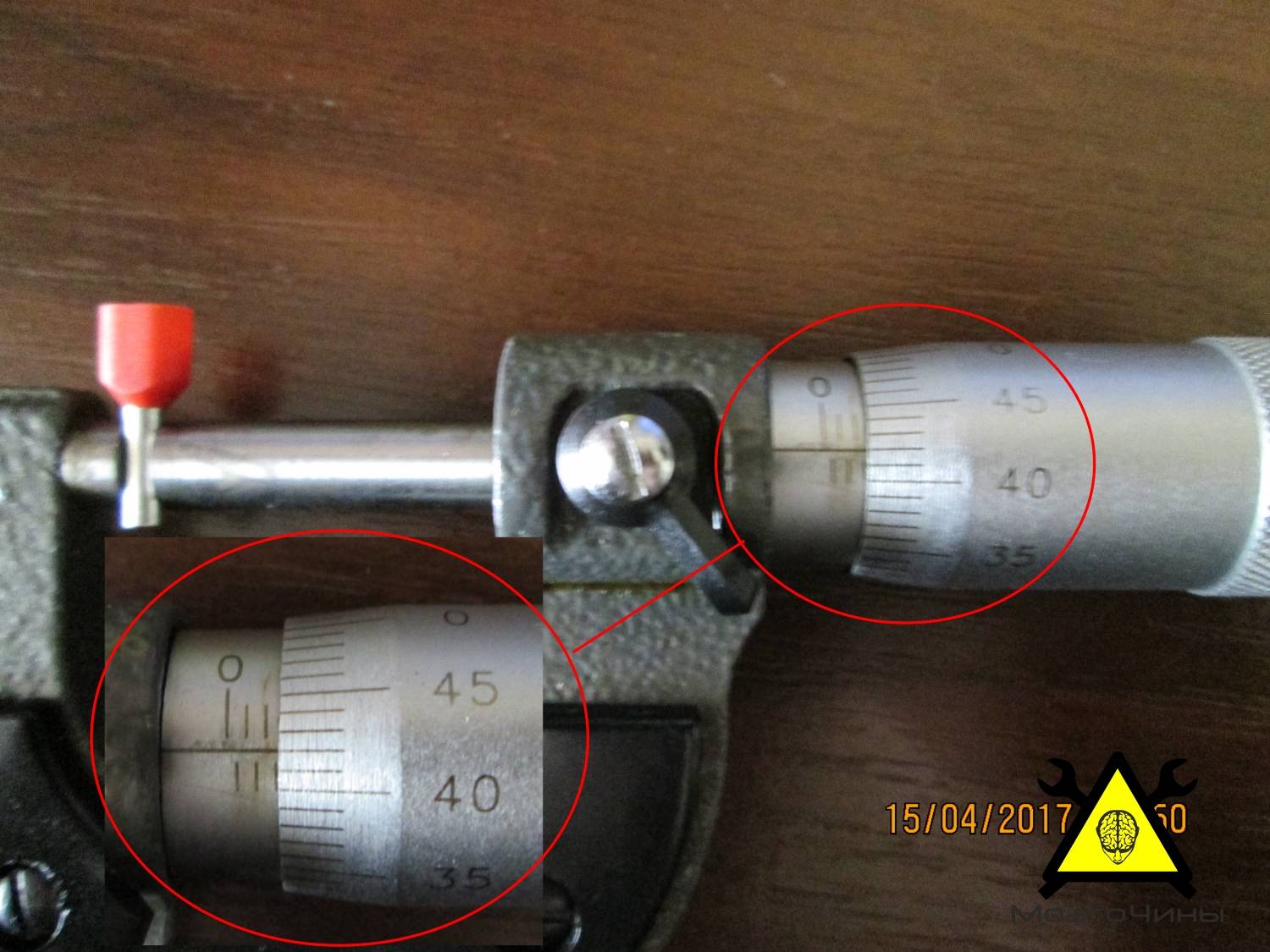
Эта цилиндрическая часть микрометра имеет две шкалы.
Крутящаяся. Расположена на барабане. Эти деления показывает доли миллиметра.
Неподвижная. Расположена на стебле микрометра. Имеются две шкалы с разными ценами деления (0,5 и 1 мм).
Изображение №2: шкалы микрометра
Настройка микрометра на ноль
Рассмотрим подробно, как провести настройку микрометра на нулевую отметку, с рабочим диапазоном 0- 25:
| Иллюстрация | Описание действия |
| Перед выбором зазора до нуля необходимо почистить рабочую поверхность губок пятки и винта. Для этого чуть откручиваем винт, возьмем кусочек глянцевой бумажки (подойдет фрагмент обложки журнала или открытки). Зажимаем вместе с ним крепление и вытаскиваем бумажку. Таким образом мы очистим наш рабочий инструмент от возможных пыли, соринок и грязи. | |
| Сводим пятку и винт, зажимаем фиксирующий винт. Это необходимо для того, чтобы закрепить наш прибор в дальнейшем на нулевой отметке. | |
| С помощью специального ключа ослабляем барабан и снимаем его. Наша задача вернуть барабан в то положение, которое бы соотнеслось с нулевой меткой. | |
| Для точной настройки торец барабана должен остановиться четко на нулевой отметке стебля. А нулевая отметка шкалы барабана должна остановиться напротив продольного штриха. |
Как выбрать
Главное при выборе микрометра — определиться со своими задачами. Для домашнего использования и бытовых целей подойдет обычный механический микрометр с точностью до 50 мкм. Такой инструмент стоит недорого и справляется с любой бытовой задачей. Для дома лучше всего подойдет ручной микрометр, так как он компактный и лучше подходит для стандартных в быту задач.






Если же микрометр нужен для профессиональных целей — выполнения сложных строительно-отделочных, токарных, фрезеровочных и литейных работ, то стоит задуматься о покупке более дорогих микрометров. Подойдет ручной или настольный механический, в том числе стрелочный
Важно покупать микрометр высокой точности, так как от этого зависит качество выполненных работ. Часто бывает так, что сверла одинакового диаметра (на глаз) обладают разной степенью износа, из-за чего качество креплений при монтажных работах страдает
С помощью регулярного использования микрометра таких проблем можно избежать.
Самые точные и дорогие цифровые и стрелочные-механические микрометры нужны в лабораториях, ювелирном деле, в электронике и при создании точных моделей. В этих сферах деятельности нельзя обойтись микрометром с обычной степенью погрешности. Соответственно, нужно покупать самые точные из микрометров.
Виды микрометров
Поскольку измерения с высокой степенью точности, которую не обеспечивает штангенциркуль, необходимы для деталей разной формы и размеров, ассортимент микрометров тоже довольно велик.
В первую очередь изделия различают по степени точности измерений, что напрямую связано с их конструкцией:
- самым простым и надежным считается так называемый аналоговый или механический микрометр. Стандартная точность измерений – до сотых долей миллиметра;
- если в приборе к двум шкалам – на стебле и барабане – добавляется еще одна, стрелочная, такое устройство называют стрелочным или рычажным микрометром. Он считается более точным, чем обычный, и дает возможность вести измерения с допуском до тысячных долей миллиметра;
- цифровые (точнее, с цифровым экраном) приборы уже описаны выше. Он совмещает в себе конструктив винтового и рычажного устройства, дает точность измерений до 0,001 мм;
- наиболее точными и совершенными в современной промышленности считаются лазерные микрометры. Однако принцип их работы совсем другой – величина размера определяется по отклонению лазерного луча. Благодаря этому возможно измерение с точностью до 0,0001 мм.
По конструктиву приборов и возможности совершения ими разных замеров классификация идет иначе:
- гладкий (обычный винтовой, он же аналоговый и механический) микрометр позволяет измерять внешний размер детали – ширину, длину, толщину, диаметр;
- для замера толщины стенки детали применяется немного другая конструкция, ее называют трубной. Особенность – выступ на пятке, обращенный к шпинделю;
- для определения размера зуба шестерни и расстояний между ними используется зубомерная разновидность. Ее особенность – насадки конической формы на пятку и шпиндель, обеспечивающие плотное прилегание измерителя к поверхности зуба;
- листовые микрометры предназначены для замера толщины листов, поэтому скоба у них уменьшена по сравнению с другими моделями, зато имеется дополнительная круговая шкала для большей точности измерений;
- так называемые проволочные микрометры, как понятно из названия, предназначены для определения сечения проволоки и иных деталей очень малого размера. Соответственно скобы у этих устройств нет вовсе, но обеспечена повышенная точность замеров;
- очень специфическое назначение у прибора с призматической формой насадок на скобе. Он позволяет очень точно определять правильность формы и размеров многолезвийного инструмента;
- канавочный микрометр (или микрометр-глубиномер) рассчитан на определение глубины отверстия (канавки, паза, углубления) в детали. Принцип его работы схож со штангенциркулем или обычным глубиномером, но точность заметно выше, чем у этих приборов. В комплекте поставки обычно имеются дополнительные щупы различной длины для расширения диапазона измерений;
- резьбовой микрометр служит для точного определения диаметра метрической резьбы и имеет характерные заостренные концы пятки и шпинделя. Это позволяет концам устройства касаться впадин резьбы. Снабжается дополнительными наконечниками для разного шага измеряемой резьбы;
- очень необычен двойной прибор (для регулировки клапанов) – он рассчитан на отслеживание постепенных изменений диаметра (сечения) детали в процессе изготовления. Например, удобно замерять им диаметр поршней до или после снятия части материала;
- измерить внутренний диаметр тонкой трубы (отверстия) позволяет нутромер-микрометр. Для определения диаметра из его основной части выдвигаются небольшие детали до касания к стенкам детали.
Солидную часть функций разных видов микрометров совмещает в себе универсальное устройство с набором насадок на шпиндель и пятку.
Основной его минус – возможность измерения только внешних размеров.
Конструкция инструмента и его применение
Чтобы узнать, как пользоваться микрометром, необходимо сначала разобраться с конструктивными особенностями этого инструмента. Конструктивно он напоминает штангенциркуль, но с незначительными отличиями во внешности. Одно из самых главных отличий — это непонятная система исчисления, которая отображена на цилиндрическом основании. Многих вводит заблуждение такая конструкция, и возникает желание отказаться от проведения измерительных процедур. Однако все намного проще, и в материале подробно описан принцип использования микрометра для вычисления минимальных значений измеряемой детали.
Рассматриваемый тип измерительного прибора состоит из целого ряда составных элементов. К таковым элементам относятся следующие детали:
- Скоба или основание, в котором размещается измеряемая деталь. Кстати размеры скобы бывают разными, что определяет возможность измерения деталей соответствующих размеров
- Пятка — это неподвижная часть (губка) на скобе, которая служит в качестве зажимного устройства при измерении деталей
- Подвижный винт или губка — он отвечает не только за прижим детали, но и за отображение соответствующих сведений, что зависит от размера детали
- Зажим — расположен на скобе, и служит для фиксации подвижной губки в соответствующем положении. Этот зажим нужен для того, чтобы при снятии замеров губка не сместилась со своего положения
- Шкала стебля — имеет горизонтальное расположение, и состоит из двух частей, разделенных линией. Нижняя часть отвечает за показания целого числа в миллиметрах, а верхняя за десятые доли. Прямая линия служит для проведения расчетов по нониусной шкале
- Барабан — цилиндрическая подвижная деталь, которая перемещается вместе с подвижной губкой. На барабане нанесена по окружности нониусная шкала (ее еще называют круговой), по которой определяются сотые и даже тысячные доли миллиметров
- Трещоточный узел — это механизм, который позволяет плотно зафиксировать деталь в губках, но при этом исключить ее деформирование. Трещотка выставлена на соответствующую силу момента, поэтому при плотном соединении подвижной губки со стенкой измеряемой детали, происходит ее прокручивание
Прибор имеет простую конструкцию. В зависимости от видов, конструкция может несколько отличаться, однако один из первых измерителей был обычный прибор, как показано на фото выше. Такие устройства пользуются спросом и сегодня, и встречаются довольно часто в разных сферах. В домашнем хозяйстве микрометр также необходим, так как часто возникает необходимость измерить диаметр поршня или размер мелких деталей. Многие даже не знают, что можно измерять этим прибором, поэтому стоит разобраться.
Микрометр гладкий
В быту чаще всего приходится сталкиваться именно с микрометром гладким. Он наиболее универсален и чаще других встречается в домашних наборах инструментов. Кроме того, умея пользоваться этим инструментом, каждый с легкостью сможет воспользоваться и прибором другого типа.
Устройство
Все механизмы расположены на скобе. На ней жестко закреплена пятка, она служит неподвижным упором в процессе выполнения измерений. На противоположном конце скобы жестко закреплен стебель, он выполнен в виде полого цилиндра.
На стебле нанесена шкала, цена ее деления обычно составляет 0,5 мм. Внутри стебля располагается винтовая пара. Гладкая часть микрометрического винта выходит из стебля в измерительную зону и оканчивается плоской измерительной поверхностью.
Противоположная часть микрометрического винта жестко соединена с барабаном. На барабане нанесена шкала, позволяющая отсчитывать сотые или тысячные доли миллиметра. На практике мы чаще сталкиваемся с микрометрами, имеющими цену деления 0,01 мм.
На внешнем торце барабана размещена трещотка. Она ограничивает крутящий момент, прикладываемый рукой человека при вращении винта. Это позволяет избежать неверных показаний прибора при упругой деформации элементов винтовой пары. Кроме того, трещотка не даст повредить механизм микрометра приложением чрезмерных усилий.
Как мы видим, устройство микрометра довольно простое.
Класс точности
Вопреки распространенному заблуждению, класс точности микрометра определяет не цену деления, а допускаемую погрешность. Например, для МК25 первого класса предел погрешности составляет ±2 мкм (±0,002 мм), а второго класса — уже ±4 мкм (±0,004 мм).
Маркировка
ГОСТ 6507–90 определяет условные обозначения микрометров. Например, уже упомянутый гладкий микрометр с диапазоном измерения от 0 до 25 мм первого класса имеет обозначение «Микрометр МК25−1 ГОСТ 6507–90 ».
ГОСТ — документ, требующий неукоснительного соблюдения. В литературе могут встречаться обозначения этого же микрометра, написанные через пробел (микрометр МК 25) или через дефис (МК-25). Однако единственно верным является слитное написание (МК25).
Микрометр с цифровой индикацией
Имеющиеся в продаже микрометры с цифровой индикацией обладают рядом преимуществ:
- Наличие электронной начинки в составе прибора и цифровой индикации существенно упрощает процесс измерения и сокращает время, затрачиваемое на считывание показаний.
- Явным преимуществом производимых согласно ГОСТ 6507–90 цифровых приборов является цена деления 0,001 мм, а также небольшой предел допускаемой погрешности.
- Современные цифровые модели позволяют проводить не только абсолютные, но и относительные измерения. В любом положении из диапазона измерений можно выставить нулевое значение. Такая функция полезна при техническом контроле, разбраковке деталей, сложных измерениях.
- Контроль и разбраковку деталей можно проводить еще быстрее, если занести в память прибора пределы допуска. Продвинутые модели обладают такой функцией.
- Приборы последних лет имеют разъем, позволяющий выводить статистику измерений на компьютер. Эта функция полезна как для анализа серии измерений, так и для составления различных отчетов.
- Цифровые инструменты универсальны для жителей любой страны мира, поскольку позволяют использовать метрическую или английскую систему измерений.
Есть у цифровых приборов и свои недостатки. Главный из них — меньшая надежность. Любая цифровая техника требует бережного отношения. Классический механический микрометр при случайном падении на пол с большой долей вероятности не пострадает, хотя и для него это плохо. А вот цифровой при таком обращении может отказаться продолжать работу, что потребует ремонта или даже покупки нового прибора.





Читать также: Вход телефонной линии rj 11
Также следует помнить, что дешевый цифровой прибор неизвестного производителя может выдавать существенные ошибки в результатах. И ошибки эти могут быть гораздо более критичными, чем ошибки, выдаваемые дешевой механической моделью. Разумеется, речь здесь идет о приборах, фактически не соответствующих ГОСТу. Хотя даже изготовленные по ГОСТу цифровые модели порой демонстрируют загадочное поведение или отказываются работать спустя месяц после начала эксплуатации.
Контргайка:
Контргайка – это своего рода рычаг, установленный в микрометре, который можно использовать для затягивания или удержания неподвижного положения шпинделя. Это также иногда называют замком с кольцом или замком наперстка, что очень полезно на мгновение при измерении небольшого объекта.
Винт
«Винт» микрометра – это сердце, поскольку он контролирует «Принципы работы» во время измерений. Винт установлен внутри ствола. Это отсылает к тому обстоятельству, что фактическое название инструмента было Messschraube на немецком языке, что в точности означает «измерительный винт».
Шпиндель
Шпиндель представляет собой полированную часть цилиндрической формы, которую наперсток заставил скользить в направлении наковальни.
Конструктивное устройство микрометра
Гладкий микрометр, который чаще всего используется в быту, состоит из следующих конструктивных элементов:
- Скобы, которая должна иметь высокую жёсткость, так как при её малейшей деформации происходит изменение точности прибора, что приводит к появлению погрешности в измерениях.
- Пятки, которая может запрессовываться в корпус, а может иметь съёмную конструкцию. При этом последний вариант используется в приборах, имеющих большой измерительный диапазон.
- Микрометрического винта, перемещающегося в процессе вращения трещотки.
- Стопорного устройства, которое выполняется в виде зажима винтовой конструкции. Такой элемент используется с целью фиксации микрометра в процессе проведения настроек инструмента или непосредственном снятии показаний.
- Стебля, на котором наносятся шкалы – основная с нумерацией целых частей миллиметров и добавочная измеряющая половины миллиметров.
- Барабана, который предназначен для измерения десятых и сотых долей миллиметра. Также торцевая часть барабанного механизма используется в качестве указателя на шкале стебля.
- Эталона, предназначенного для проведения проверок настройки микрометра. Однако данный элемент предусмотрен не для всех приборов.
Чтобы не допустить возможность повреждения измеряемых изделий, особенно если они имеют резьбу, при большом усилии в процессе затягивания винта используют специальную трещотку.





