

Методы сварки чугуна
- горячая;
- холодная.
Первый метод требует выполнения двух условий:
- предварительного подогрева заготовки до 500 градусов (+/- 200 град.);
- использования проволоки порошковой с присадкой.
Подогрев — краткосрочное действие, осуществляемое за счет силы тока. Остывает же материал равномерно, в течение 70-100 часов. Здесь подойдут электроды по чугуну диаметром около 10 мм, используемые при сварке током от 600 А до 1 кА.
Холодная сварка — более популярный метод соединения деталей, классифицируемый по типу используемого электрода (сталь, никель и др.). От горячей отличается длительной подготовительной работой, включающей зачистку, фрезеровку и сверление с целью придания ей максимальной чистоты и гладкости.
Технические характеристики
Электроды для сварки чугуна не отличаются особо качественными характеристиками, которые выдвигаются к другим металлам, так как сам чугун обладает уникальными свойствами твердости, тянущими за собой хрупкость и прочие негативные моменты. К примеру, здесь достаточно высокий расход материала при наплавки, так как на 1 кг шва нужно на 80% больше электродов, но для чугуна это вполне приемлемо. На примере электрода марки ЦЧ4 можно рассмотреть, какими свойствами обладают данные изделия:
| Сопротивление временное на разрыв, Н/мм2 | Твердость, НВ |
| 480–510 | 160–190 |
| Производительность наплавления, г/мин | Выход металла наплавки, % | Расход количества электродов на 1 кг металла наплавки, кг |
| 18,0 | 115,0 | 1,80 |
Марки
Существуют различные марки электродов для сварки чугуна. Здесь указан перечень основных из них, которые встречаются в практике сварщиков, а также разъясняется, зачем каждая из них предназначена и какими особенностями обладает.
МНЧ2 – это универсальная марка, которая подходит практически для любой разновидности чугуна. Их применяют для ликвидации бракованных участков литья. Они хорошо подходят для наплавки металла. Это электроды для постоянного тока на обратной полярности. Они подходят для применения в любом пространственном положении.

Электрод для сварки чугуна МНЧ-2
ОЗЧ2 – данная марка лучше всего проявляется при сваривании серого и ковкого чугуна. Главной особенностью является возможность использования без предварительного подогрева. Но для них недоступна потолочная сварка, так что приходится использовать только вертикальную и нижнюю.

Электрод ОЗЧ-2
ЦЧ4 – подходит как для горячей, так и для холодной сварки. Они используются сугубо в нижнем положении. Они используются как электроды для сварки чугуна со сталью. Сварка проводится при постоянном токе, кроме случаев с высоким напряжением, когда лучше применять переменный.

Электрод ЦЧ-4
ОЗЖН1 – данная марка применяется исключительно при холодной сварке. С ее помощью можно соединять высокопрочный и серый чугун. В вертикальном и нижнем положении можно проводить соединение при больших объемах металла.

Электрод ОЗЖН-1
ОК92.18 – эта марка используется только с предварительным подогревом. Может свариваться как на постоянном, так и на переменном токе. Очень чувствительна к выбору режима.

Электрод ОК92.18
Обозначение и маркировка
Маркировка электродов для чугуна зачастую содержит информацию о составе, что входит в изделие. Ведь железо хоть и является основным металлом для большинства марок, но помимо него встречаются и другие весомые примеси, не говоря уже о тех случаях, когда в качестве основы выступает никель. На примере марки МНЧ2 можно рассмотреть принцип формирования маркировки:
- М – в электроде содержится медь, которой в данном случае около 30%;
- Н – в электроде содержится никель, которого в данном случае 66%;
- Ч – материал предназначен для сваривания чугуна;
- 2 – номер марки, так как в серии есть и другие изделия с похожим составом, но различным соотношением элементов.
Выбор электрода для сварки чугуна
Электроды для сварки чугуна подбираются под конкретную марку. Существует много сортов данного металла, которые отличаются по свойствам. Это может быть обыкновенный, ковкий, серый и прочие. Естественно, что под состав каждого из них и требуется подбирать свой металл стержней, хотя и вытрясаются универсальные марки, которые подходят практически для любого случая. Таким образом, состав является первоочередным фактором, который влияет на выбор расходного материала.
Помимо этого нужно обращать внимание на обмазку. Ее подбирают сразу к тем условиям, для которых предназначены изделия
Но с учетом того, что основное и кислое покрытие оказываются достаточно различными по свои свойствам, об этом факторе не стоит забывать. Здесь также играет роль его толщина, особенно если речь идет о наплавке. Здесь нужно останавливаться на как можно более толстых моделях.
Толщина стержня также становится определяющим фактором, если сварка проводится с тонкими изделиями. Здесь нужно подбирать максимально точно, чтобы толщина диаметра совпадала с толщиной основного металла. В ином случае может появляться залипание или же в некоторых местах детали будут пропаливаться, что испортит заготовку.
Основные режимы и нюансы применения
Главной особенностью применение является работа с подогревом. Большинство марок требуют предварительного подогрева, а также поддержание шва в теплом состоянии с постепенным остыванием. Это помогает избавиться от возможных вкраплений кислорода и водорода, из-за чего образуются трещины, поры и другие виды брака.
| Величина диаметра, мм | Сила тока в нижнем положении, А |
| 3 | 65–80 |
| 4 | 90–120 |
| 5 | 130–150 |
Сварка чугуна электродом в домашних условиях
Перспективной технологией является сварка аргоном чугуна, что позволяет обеспечить прочность соединения. Однако необходимо сказать, что такой способ отличается дороговизной и требует использования соответствующего оборудования. В домашних условиях аргоном варить чугун невозможно. Именно поэтому при сварке этого металла в бытовых домашних условиях используют электроды, что позволяет существенно упростить данную работу и снижает ее стоимость. Необходимо лишь правильно подобрать используемые электроды, и грамотно подготовить металлические чугунные элементы для их соединения. Выбирая или иные стержни для работы, помните, что они должны остывать одновременно с основным металлом, что позволит обеспечить необходимую прочность соединения. У чугуна низкие показатели пластичности, поэтому разница температур может привести к перенапряжению сварного шва, что в свою очередь отрицательно скажется на прочности и долговечности выполненной работы.
Маркировка электродов по чугуну
С помощью обозначений и соответствующей маркировки можно получить всю необходимую информацию о разновидности данного электрода и его составляющих. Так, например наличие маркировки с буквой М говорит о том, что в стержне содержится около 30% меди. Маркировка с буквой Н свидетельствует о 66% содержании никеля. Буква Ч в маркировке указывает, что этот материал предназначен исключительно для работы с чугуном.
Какими электродами варить чугун?
Необходимо сказать, что выбор той или иной разновидности стержня напрямую зависит от конкретной марки чугуна. В настоящее время распространены различные сплавы этого металла, которые могут отличаться по своим характеристикам и свойствам. Для каждого из них требуется выбирать различные виды стержней или же использовать универсальные марки. В последнем случае сварочные работы существенно упрощаются, однако качество соединения несколько ухудшается.
Кроме непосредственно состава электродов необходимо обращать внимание на наличие обмазки и ее характеристики. Рекомендуем использовать толстые обмазки для наплавки и изделия с большой толщиной материалов
Тонкие электроды применяются в тех случаях, когда сварной шов должен располагаться на одном уровне с основным металлом.
Разновидности электродов для сварки чугуна
Электроды, предназначенные для сварки чугунных изделий, подразделяются на несколько разновидностей, изготовленных из следующих материалов:
- чугунный пруток;
- стальная сварочная проволока;
- проволока на основе легированных сталей;
- проволока на основе меди или сплавов этого металла.
Предназначенные для сваривания чугунных изделий электроды на основе стали обязательно должны иметь покрытие, в котором содержится ферросилиций. Присутствие этой составляющей позволяет получить в ходе сварочного процесса серый чугун. Как правило, сварка с использованием стальных стержней применима только для соединения между собой простых по форме изделий, конструкция на основе которых в дальнейшем будет эксплуатироваться при незначительных нагрузках. В том случае, когда операцию с подобными электродами производит специалист высокой квалификации, получается соединение, характеризующееся наличием высокой плотности, в результате чего в дальнейшем изделие можно дополнительно обрабатывать одним из механических способов.








Электроды на основе стальной проволоки, предназначенные для сваривания чугунных изделий, характеризуются маркировкой – Св-08А и Св-08. К этой категории относятся следующие разновидности сварочных электродов:
- ЦЧ-4. Данная разновидность электродов для сварки чугунных изделий имеет наиболее широкое в сравнении с другими разновидностями распространение. Эти электроды характеризуются наличием особого покрытия, которое состоит из компонентов, способных интенсивно вступать в химическую реакцию с углеродом. В ходе подобной химической реакции возникают карбиды, которые не способны растворяться в расплавленном железе.
- ЦЧ-3А. Этот тип электродов нашел широкое применение в процессе сварки деталей из серого чугуна. Стержни электродов этой категории изготовлены из стальной проволоки, на которую нанесено фтористокальциевое покрытие. Использование данных электродов гарантирует наличие прочного сварного шва, возможность его механической обработки и отсутствие трещин в области контакта свариваемых деталей.
- ЭМЧС. Стержень этих электродов выполнен на основе проволоки из низкоуглеродистых разновидностей стали. Специальное покрытие создано трехслойным, состоящим из шлакоформирующей и газообразующей, легирующей и газозащитной составляющей. Использование электродов данной разновидности не требует предварительного разогрева заготовок. Как правило, электроды этого типа используют для сваривания между собой изделий небольшой толщины (10 мм).
- МНЧ-1. Использование электродов на основе монель-металла, который представляет сплав никеля и меди в соотношении 70:30, позволяет добиться высокой стойкости исходных свариваемых изделий к образованию в их теле трещин и возможностью механической обработки наплава. Присутствие в составе стержня монель-металла на основе меди и никеля снижает степень растворимости углерода в железе и способствует штатному течению процесса графитизации, что снижает вероятность возникновения эффекта отбеливания.
- МНЧ-2. Этот тип используют для сварки всех разновидностей чугуна. В результате сваривания двух чугунных изделий, шов между ними получается устойчивым к коррозии, он хорошо поддается механическим видам обработки.
- Чугунные стержни. В ходе изготовления на стержни из чугуна наносят покрытие двух разновидностей – из углекислого бария и карборунда, соединенных жидким стеклом, а также на основе графитообразующих составляющих.
Кроме описанных выше типов электродов для сварки чугунных изделий на основе стальной проволоки, используют следующие комбинированные сварочные стержни:
- ОЗЧ-1. Этот электрод является железомедным стержнем, имеющим сечение 4-5 мм, на которое нанесено покрытие, состоящее на 50% из железного порошка и 50% специального состава УОНИ-13.
- ОЗЧ-2 используют в ходе сварки изделий из ковкого и серого чугуна.
- ОЗЧ-4 применяют в ходе сваривания деталей из серого и высокопрочного чугуна. При этом, образовавшийся сварной шов обладает высокой степенью устойчивости к нагрузкам ударного характера. Изделия, сваренные этими электродами, могут эксплуатироваться в условиях трения.
- ОЗЧ-6 используют в ходе сварки тонкостенных изделий на основе серого и ковкого чугуна.
- Медные разновидности электродов, обладающие жестяной оплеткой.
- Пучки стержней, состоящие из стальных и медных прутков.
Газовая
Нагрев газовой горелкой выполняют медленно для того, чтобы при доведении стыка до жидкого состояния графит успел растворится в жидкой ванне. Его выгорание и выдувание приведет к отбеливанию, а значит повышения хрупкости стыка.
Горелку держат на большем расстоянии, чем при сварке сталей, чтобы получить равномерный прогрев по возможности большей поверхности.
Для поглощения выделяющейся окиси углерода (угарный газ) используют специальные флюсы. Самый простой — плавленая бура (гидрат тетрабората натрия).
Для присадки используют сварочные прутки из чугуна. По мере расплавления их вводят в свариваемую зону, распределяя колебательными или спиральными движениями.
При работе с легированными чугунами, в состав присадок вводят аналогичные добавки (из простых — нержавейка).
Трудности, возникающие при сварке чугуна
Очень важно со всей ответственностью подойти к выбору углеродов для сварки чугуна, поскольку в процессе работы придется столкнуться с рядом трудностей, обусловленных большим содержанием углерода в сплаве:
в процессе создания шва постоянно будут появляться трещины и поры, это связано с тем, что при сварке чугуна выделяется много газа, поэтому в расплаве много пузырьков. Если не соблюдать баланс в скорости охлаждения, то шов будет пористым, а это негативно сказывается на его прочности,
- если сваривается тонкий чугун, то следует быть очень осторожным, поскольку если его перегреть – он рассыпется,
- могут образовываться различные каленые структуры, которые сложно убираются с поверхности материала,
- из-за того, что в сварочной ванне присутствуют тугоплавкие окислы, некоторые места могут не провариться. Это обусловлено тем, что температура при которой плавятся окислы – очень высокая, и поэтому дуга может попросту из не расплавить. Итог – между основным материалом и расплавом появляется пленка, от которой трудно избавиться механическим путем.
- в участке шва сплав охлаждается очень быстро. Возле обрабатываемого участка образуются твердые зоны с выделением цементита. Эти места приобретают белый оттенок и по завершению сварочных работ их очень сложно обработать.
- высокая вероятность того, что из участка шва, расплав может вытечь.
Выполняя сварку чугуна в домашних условиях, не пренебрегайте следующими рекомендациями и специалистов и старайтесь максимально точно соблюдать технологию работы.
- В первую очередь, необходимо подготовить поверхность изделия, она должна быть хорошо зачищена, также стоит избавиться от оксидной пленки.
- Далее надо отшлифовать кромку. Если вы видите, что на материале присутствуют трещины, сколы, неровности, то знайте, что в процессе сварки масса может просто вытечь из шва. Именно поэтому обязательно используйте специальные формы с графитовыми вставками. Изготовить такую форму можно при помощи песка.
3.Далее переходим к самому трудоемкому процессу – прогреву заготовки. Чугун плавится при достаточно низкой температуре 1200-1250°С. В связи с этим температура предварительного нагрева не должна быть выше 500-700°С. Также нужно очень аккуратно прогреть как непосредственно сам участок соединения, так и пространство около него. Благодаря этой процедуре, металл на растрескается.
4.После того, как сварка будет выполнена, заготовку надо охладить: для этого она засыпается песком или мелким древесным углем. Чем дольше заготовка будет остывать, тем меньше будет вероятность образования трещин и выделения цемента.
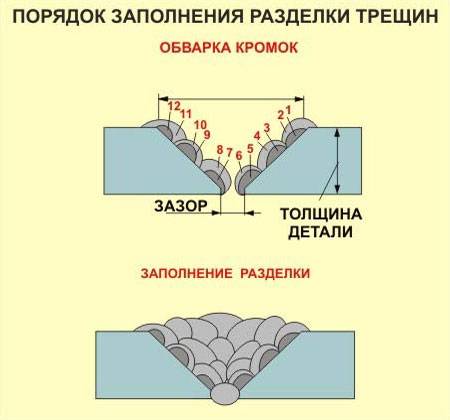
Осуществить полноценную горячую сварку с прогревом до 600°С в домашних условиях – непросто. Поэтому следует ограничиться полугорячим способом, который заключается в прогреве детали до 300-400°С. Такой способ чаще всего используется для ремонта несущих конструкций или соединения ответственных деталей. Во всех остальных случаях подойдет метод холодной сварки. При соединении заготовок, швы укладываются последовательно, один слой за другим. Снизу свариваемую деталь можно охладить водой. Стоит отметить, что электроды для холодной сварки чугуна и для горячей ничем отличаются.
Самостоятельное изготовление электродов для сварки чугуна
В качестве стержня используется стандартная медная проволока марки М2 или М3. Заготовка тщательно зачищается от окислов и обезжиривается любым способом. Готовятся отрезки требуемой величины.
Затем замешивается обмазка. Для этого берется электрод с основной обмазкой, и с него сбивается покрытие. Отдельно готовится стальной порошок или мелкая стружка. Порошок можно накрошить крупным рашпилем, стружка подойдет от токарного или сверлильного станка.
Только ее надо измельчить. Металл и измельченная обмазка смешиваются в равных пропорциях. Затем в смесь добавляют жидкое стекло. Раствор доводится до консистенции густой сметаны.
В состав обмакивают электроды и просушивают до полного затвердевания. По своим качествам самодельные заготовки очень близки к МНЧ-1.
При соблюдении технологии и правильном подборе расходников, шов получается ровным и прочным.

Еще один, упрощенный, способ подготовки электрода для сварки чугуна в домашних условиях, это намотка медной проволоки поверх электрода без применения обмазки. Как это сделать смотрите в этом видео.
Важно! Проволока должна быть только медной! применение латуни недопустимо, поскольку в процессе варки выделяются ядовитые газы цинка и оксида цинка.
Чугун — электроды и сварка со сталью

Мне предстоит ремонт коробки УАЗика и в перспективе — блока тракторного двигателя. В связи с чем вопрос: каковы особенности сварки чугуна?
Пример шва по чугуну
Указанный Вами сплав — довольно непростой материал, т.к. содержит от 2.14 до 6% углерода (все что ниже 2,14% именуется сталью). Высокое содержание углерода отрицательно влияет на его свариваемость. Как способ плавления, лучше всего подходит ручная дуговая (ММА), либо полуавтоматическая сварка (MIG-MAG). Консультируйтесь при выборе инвертора со специалистами магазина, они помогут выбрать правильный вариант.
Теперь, собственно, про особенности чугуна:
• он обладает высокой теплопроводностью – соответственно, очень быстро отдает переданное ему тепло. Быстрое охлаждение приводит к возникновению закалочных участков в зоне шва и образованию белого чугуна склонного к охрупчиванию.• Отсутствие пластичности создает внутреннюю сверхнапряженнность в структуре• Углерод интенсивно сгорает при нагреве и плавлении с выделением монооксида углерода, способствующего развитию пор и раковин.
• Окисел чугуна очень тугоплавкий
Электроды по чугуну
Для РДС (ММА) используют следующие:
• чугунные сейчас редко встречаются. Могут быть очень большого диаметра от 6 до 15 мм. Рекомендуется применять электроды с минимальным диаметром и на малых токах.• на медной основе,• на никелевой основе
• стальные.
Применение стальных электродов
Для чугуна – хуже не придумаешь. Целесообразно, если ремонтируются небольшие дефекты и не планируется дальнейшая мех.обработка. Из-за процесса отбеливания шов становится податливым и хрупким. Применяют электроды ЦЧ-4 стержень которых составлен из чистого Fe или УОНИИ-13/45 , которые используются для заварки «черных » и малолегированных сталей
Наилучшие же характеристики показывают электроды на основе никеля (электроды ESAB ОК 92.18, ОК 92.58 ). Ими осуществляют холодную сварку чугуна (см. ниже), но рекомендуется незначительный подогрев до 40 градусов. Полученный шов обладает хорошими прочностными характеристиками и обрабатывается резцом или фрезой без ограничений







Электродами на медной основе варится чугун хорошо, но прочностные свойства шва и околошовной зоны вы не получите, связано это с тем, что Cu и Fe не взаимодействуют друг с другом до растворения Cu.
Для полуавтоматической сварки
применяют стальную, никелевую и кремний-бронзовые проволоки в сочетании с защитным газом или его смесями.
Различают горячую и холодную сварку
• При горячая сварке чугун подогревают до температуры от 250 до 650 градусов с последующей плавлением на малых токах. Перегрев и большие токи могут привести к растрескиванию. После сварочной операции чугун медленно охлаждают. Для этого его можно поместить в песок или накрыть теплоизоляционным материалом.
• Холодная сварка для чугуна производится без подогрева, но нужно делать швы как можно короче, необходимо, чтобы они остывали постепенно.
Читайте Ремонт чугунных изделий сваркой. Из опыта Уралмашзавода.
Шлифмашинка Макита от брызг
Сварщик может столкнуться с «обилием» брызг. В таком случае должна помощь зачистка на глубину более 0,5мм. Дело в том, что при изготовлении песчано-глинистой формы, в которую отливают чугун, используются не только песок и глина, а еще и связующие компоненты, среди которых и канифоль. При нагреве возможно попадание этих примесей в поверхностный слой, и они «газят» при нагреве. Используйте шлифмашинку Макита с зачистным или обдирочным кругом для удаления поверхностного слоя.
Сварка чугуна и стали
Здравствуйте, делаю забор с фундаментом в виде ленты. Через каждые 2,5 метра – металлические решетки, которые будут между каменными столбиками. Для армирования каменных столбиков нашлись чугунные канализационные трубы. Решетки в столбиках будут крепиться с помощью стальных полосок. Вопрос: как приварить сталь к чугуну?
Обычно, перед сваркой стальную и чугунную заготовку подогревают до температуры 600 градусов. Предварительный подогрев позволяет получать сплошные герметичные сварные соединения в один проход.Но если, как в вашем случае, предварительный подогрев в печи невозможен, то технология меняется. Сварку забора осуществляйте валиками длиной не более 25 мм.
Методы и особенности сварки чугуна
Отличительными особенностями сварочного процесса считаются:
- после завершения работ происходит быстрое падение температуры в области созданного шва;
- образование тугоплавких оксидов;
- высокий показатель текучести;
- не удаётся создать равномерный нагрев;
- при перегреве происходит образование и интенсивное выделение различных газов;
- присутствие в его составе кремния и других элементов, способных формировать тугоплавкие окислы, которые вызывают появление слабо проваренных мест или вообще к непровару.
В настоящее время для учёта перечисленных особенностей разработаны три метода:
- горячий метод (с предварительным подогревом);
- полугорячий;
- холодный (без предварительного подогрева).
Каждая из этих методов применяется для решения отдельных практических задач. Первая применяется в основном в тяжёлой промышленности. Для его реализации необходимо специальное оборудование позволяющее нагревать изделие до высокой температуры. Основным ограничением в этом методе является поддержание необходимой температуры и недопущение его перехода в стадию расплава. Что приводит к изменению в структуре металла и образованию новых трещин. После завершения процесса охлаждение должно производиться медленно, естественным образом.
Второй метод сварки (полугорячая или с предварительным подогревом) предполагает нагревание свариваемых деталей до температуры в 300 градусов с постепенным введением в зону огня графитизирующих веществ. В качестве таких элементов используется алюминий или кремний. Они обеспечивают высокое качество полученного шва.
Для повышения качества шва при использовании этих методов применяют предварительное воздействие на заготовку:
- легирование с помощью, так называемых, графитизаторов (позволяют стабилизировать внутреннюю структуру в процессе охлаждения);
- легирование для получения перлито-ферритовой структуры, особенно это необходимо при сваривании чугуна с низкоуглеродистой сталью;
- добавление кислородосодержащих компонентов для повышения степени окисления (выжигания) углерода, что способствует получению шва из низкоуглеродистой стали;
- добавление сплавов цветных металлов (например, медно-никелевых, медно- железных и так далее, имеющих температуру плавления близкую к чугуну), что повышает пластичность шва.
Холодная сварка чугуна (без предварительного подогрева) предполагает точный контроль параметров сварочной дуги и кромок свариваемого металла. Целесообразно использовать этот метод для изделий, у которых длина шва не превышает 25 мм. Реализация всех трёх методов производится с помощью следующих процессов:
- ручной дуговой сварки (с применением требуемых электродов);
- полуавтоматической;
- аргонодуговой.
Для них применяются электроды следующих типов: чугунные, с медной основой, никелевым стержнем, стальным сердечником.
Правила маркировки
Маркировка всех известных видов рабочих электродов для сварки осуществляется по определенной схеме, приведенной на картинке.
В этой системе обозначения первая позиция соответствует типу электрода, следующая за ней цифра означает марку электрода, а на третьем месте располагается такой важный показатель, как его диаметр.
Четвёртое место в маркировке занимает обозначение, характеризующее назначение электрода, а на пятом указывается толщина его покрытия. На шестой позиции расположен информационный индекс, характеризующий образуемый при сварке шов или наплавляемый металл, в то время как на седьмом месте указывается вид используемого покрытия.
8-е и 9-е места занимают соответственно вид пространственного расположения, допустимый при работе с этим электродом и питающие характеристики, на которые он рассчитан (виды тока и напряжения).
Чтобы стало понятно, надо рассмотреть конкретный пример.
В данном примере в состав обозначения включена маркировка типа электродного стержня (Э46А), которую следует рассмотреть более подробно. «Э» означает, что этот электрод, предназначается только для электродуговой сварки, а 46 – это показатель сопротивления разрыву (согласно ГОСТ 9467-75).
Индекс «А» указывает на то, что этот электрод усовершенствованного класса, а следующий за обозначением типа изделия знак «У» говорит о том, что он может применяться для работы с углеродистыми и низколегированными сталями. Д2 – это рабочая толщина покрытия, соответствующая второй группе.
Цифры в знаменателе означают следующее. 432 (5) являются параметрами типового шовного (наплавленного) металлического соединения, получаемого после расплавления электрода. «Б» говорит о типе покрытия, в данном случае – основное. 1 – это обозначение , а 0 – показатель токового режима (постоянный, обратной полярности).
Предусмотрена отдельная буквенная маркировка для односоставного и комбинированного покрытия.
| Тип покрытия | Маркировка по ГОСТ 9466-75 | Международная маркировка по ISO | Маркировка по старому ГОСТ 9467-60 |
| кислое | А | А | Р (руднокислое) |
| основное | Б | В | Ф (фтористокальциевое) |
| рутиловое | P | R | Т (рутиловое (титановое)) |
| целлюлозное | Ц | С | О (органическое) |
| смешанные типы покрытия | |||
| кислорутиловое | АР | AR | |
| рутилово-основное | РБ | RC | |
| смешанные прочие | П | S | |
| рутиловые с железным порошком | РЖ | RR |
Электроды для сварки по чугуну – типы и маркировка
При работе дуги, в чугуне выгорает большое количество углерода. Если он смешивается с таким же элементом, содержащемся в стальном стержне – в застывающем металле образуются поры.
Поэтому существует общее правило при использовании расходников для сварки чугуна – наличие в стержне меди и никеля. Допустимо изготовление из низкоуглеродистой проволоки.
Никель не взаимодействует с углеродом на физическом уровне, он вступает с ним в химическую реакцию. Поэтому шов не подвергается закалке, и остается мягким, как и окружающий его основной материал.
А сам никель из стержня полностью растворяется в железе. Медь, напротив, в железе не растворяется. Поэтому мягкость никелевого шва компенсируется медной составляющей.
Среди большого разнообразия марок электродов для чугуна можно выделить несколько основных групп:
Серия ЭМЧС.
Изготовлены из специальной электродной проволоки с низким содержанием углерода. Обмазка состоит из трех слоев. Газообразующий для формирования защитного покрытия расплава. Шлакоформирующий для предотвращения мгновенного окисления ванны. Легирующий – для придания шву особых свойств.
Газозащитный предотвращает образование воздушных пузырьков. Расходники ЭМЧС особенно эффективно работают при сварке заготовок малой толщины – до 1 см. Предварительный нагрев не обязателен.
Серия ЦЧ-4.
Самые массовые электроды для чугуна. Стержень из сплава со сложным составом, идеально подходит для соединения с чугуном при расплаве. Обмазка состоит из химических элементов, активно взаимодействующих с углеродом в чугуне при высокой температуре. Шов при такой реакции получается ровным и прочным. Сварка возможна с предварительным нагревом и без него.
Серия ОЗЧ-1.
Стержень из сплава железа и меди. Покрытие состоит из железного порошка и смеси УОНИ-13.
Чугунные стержни.
Покрываются сложной обмазкой, состоящей на четверть из углекислого бария и наполовину из карборунда. Остальную часть составляет жидкое стекло и графитовые добавки.
Серия МНЧ-1.
Самые дорогие и соответственно качественные электроды. Стержень изготовлен из так называемого монель-металла (70% никеля и 30% меди). Благодаря этому шов не трескается даже при быстром охлаждении.
Наплав, образованный с помощью МНЧ-1, легко обрабатывается после застывания. При высокой температуре углерод не растворяется в железе, и происходит графитизация соединения. Цементит практически не выделяется.








Стержни для сварки.
Медные и стальные прутки соединены в пучок.
Неплавящиеся электроды.
Сварка производится вольфрамовыми, угольными или графитовыми стержнями. В зону нагрева подается присадочный материал в виде чугунного круга или проволоки из специального сплава.
Важные рекомендации
Нужно помнить, что электроды для стальных заготовок непригодны для сварки чугуна по причине других физических свойств и структуры материала. Остаточные напряжения и усталостные явления способны вызвать разрушение сварного шва при дальнейшей эксплуатации. Электроды для чугуна куда толще расходников для стали, что определяется массивностью материала.
У применяемых электродов должно соответствовать время охлаждения с основным металлом, которое у чугуна очень большое. Процент содержания углерода в чугуне и присадочном материале должен совпадать. Соблюдение основных условий поможет избежать выгорания углерода и возникновения избыточных внутренних напряжений.
Чаще используются стержни с основным типом покрытия. Кислое напыление менее распространено.
Особенности материала
Чугун
Данный материал характеризуется рядом свойств, затрудняющих процесс сваривания, а именно:
- формирование трещин и пор;
- образование каленых структур вследствие обработки;
- тонкие заготовки рассыпаются от перегрева.
В зависимости от состава, материал разделяется на белый и серый. Первые особенно трудно поддаются свариванию из-за своей хрупкости и твердости. С серыми работать значительно легче. Они более податливы обработке.
Мастера, имеющие значительный опыт работы и знающие, как сварить чугун, способны даже по разрезу определить его свариваемость. Мелкодисперсная структура металла является более приближенной к серому. Это значит, что работать с ней легче, чем с материалом имеющим в своем разрезе крупные зерна.
Длительное нахождение материала в масляной или водной среде делает его непригодным к сварке. В связи с этим не каждую деталь можно подготовить должным образом для получения качественного соединения.
 Технология сварки чугуна.
Технология сварки чугуна.
В связи с ограниченной свариваемостью подобного металла необходимо принимать во внимание следующие его основные особенности:
данный материал – жидкотекучий, в связи с чем работать с ним можно только лишь в нижнем положении; важно строго соблюдать температурные режимы, иначе можно выпалить углерод и сформировать поры; низкая пластичность и неправильные термические нагрузки приводят к развитию напряжений; при расплавлении образуются окислы с температурой плавления, превышающей таковую для основного материала. Одной из основный трудностей, с которыми часто сталкиваются сварщики – формирование трещин в области сварки во время охлаждения изделия
Одной из основный трудностей, с которыми часто сталкиваются сварщики – формирование трещин в области сварки во время охлаждения изделия.
Указанные особенности этого материала, а также дефекты и недостатки могут доставлять трудности только при несоблюдении технологии сварки.
Существует несколько методов, позволяющих обрабатывать данный металл. Достаточно часто используется горячая сварка чугуна, может также применяться сварка чугуна аргоном или же, например, полуавтоматом.
Не стоит забывать и про необходимость правильно выбирать электроды по чугуну. Учитывая все тонкости работы с подобным материалом возможно достичь наилучших результатов.





