

Достоинства и недостатки
Применение данной кинематической схемы наглядно показало наличие преимуществ.
К положительным моментам можно отнести:
- способность изменять направление передаваемого движения;
- широкая область применения;
- эффективно реализована передача, преобразование, увеличение мощности вращательного движения между осями передачи расположенными под углом друг к другу;
- достаточно широкий диапазон задания углов передачи крутящего момента от ведущего элемента к ведомому;
- широкая вариативность при компоновке разрабатываемых зубчатых и комбинированных систем;
- высокие нагрузочные характеристики (данные устройства способны передавать мощность величиной до 5000 кВт);
- эксплуатация и обслуживание не вызывает трудностей;
- удаётся получить высокий КПД.
К недостаткам специалисты причисляют:
- нагрузочная способность ниже, чем у цилиндрических конструкций (в среднем она на 20 процентов ниже);
- невысокая несущая способность (этот показатель ниже на 15 процентов);
- сложность и трудоёмкость в изготовлении колёс с заданными параметрами зубьев (количеством, величиной, углом наклона);
- повышенные требования к точности нарезания зубьев;
- возникновение повышенных осевых и изгибных нагрузок на все валы (особенно этот эффект наблюдается между валами, расположенными консольно);
- необходимость регулировки процесса передачи вращения;
- обладают большей массой, чем другие зубчатые передачи;
- высокие затраты на производство и обслуживание;
- возникают трудно разрешимые проблемы при проектировании и изготовлении систем с изменяемым передаточным числом;
- повышенная общая жёсткость конструкции.
Приложения [ править ]
Коническая зубчатая передача имеет множество разнообразных применений, таких как локомотивы, судостроение, автомобили, печатные машины, градирни, электростанции, сталелитейные заводы, машины для контроля железнодорожных путей и т. Д.
Примеры см. В следующих статьях:
- Конические шестерни используются в дифференциальных приводах , которые могут передавать мощность на две оси, вращающиеся с разной скоростью, например, на поворотном автомобиле.
- Конические шестерни используются в качестве основного механизма ручной дрели . Когда ручка сверла поворачивается в вертикальном направлении, конические шестерни изменяют вращение патрона на горизонтальное. Конические шестерни ручной дрели имеют дополнительное преимущество, заключающееся в увеличении скорости вращения патрона, что позволяет сверлить широкий диапазон материалов.
- Шестерни в строгальном станке с конической зубчатой передачей допускают незначительную регулировку во время сборки и допускают некоторое смещение из-за прогиба при рабочих нагрузках без концентрации нагрузки на конце зуба.
- Спирально-конические шестерни являются важными компонентами приводных систем винтокрылых машин . Эти компоненты необходимы для работы на высоких скоростях, высоких нагрузках и большом количестве циклов нагрузки. В этом применении спирально-конические шестерни используются для перенаправления вала от горизонтального газотурбинного двигателя к вертикальному ротору. Конические шестерни также используются в качестве редукторов скорости.
Конические шестерни на зерновой мельнице в Дордрехте
Обратите внимание на деревянные зубчатые вставки на одной из шестерен.
Зубчатые передачи. Их достоинство и недостатки. область применение, классификации.
Зубчатые передачи. Зубчатая передача — это механизм или часть механизма в состав которого входят зубчатые колёса. Движение пе-редаётся с помощью зацепления пары зубчатых колёс. Меньшее зубчатое колесо принято называть шестерней, большее – колесом. Параметрам шестерни приписывают индекс 1, параметрам колеса – индекс 2. Достоинства и недостатки зубчатых передач
Достоинства зубчатых передач: • Возможность применения в широком диапазоне скоростей, мощностей и передаточных отношений. • Высокая нагрузочная способность и малые габариты. • Большая долговечность и надёжность работы. • Постоянство передаточного отношения. • Высокий КПД (87-98%). • Простота обслуживания. Недостатки зубчатых передач: • Большая жёсткость не позволяющая компенсировать динамические нагрузки. • Высокие требования к точности изготовления и монтажа. • Шум при больших скоростях.
Классификация зубчатых передач
По передаточному отношению: • с постоянным передаточным отношением; • с переменным передаточным отношением. По форме профиля зубьев: • эвольвентные; • круговые (передачи Новикова); • циклоидальные. По типу зубьев: • прямозубые; • косозубые; • шевронные; • криволинейные. По взаимному расположению осей валов: • с параллельными осями (цилиндрические передачи с прямыми, косыми и шевронными зубьями); • с пересекающимися осями (конические передачи); • с перекрещивающимися осями. По форме начальных поверхностей: • цилиндрические; • конические; • гиперболоидные; По окружной скорости колёс: • тихоходные; • среднескоростные; • быстроходные. По степени защищенности: • открытые; • закрытые. По относительному вращению колёс и расположению зубьев: • внутреннее зацепление (вращение колёс в одном направлении); • внешнее зацепление (вращение колёс в противоположном направлении).
Виды разрушений зубьев
2. Заедание зубьев наблюдается в высоконагруженных и высокоскоростных зубчатых, а также червячных передачах
В местах контакта из-за трения развивается высокая температура, способствующая снижению вязкости масла, разрыву масляной пленки и образованию металлического контакта зубьев. Происходит молекулярное сцепление (микросварка) частиц металла. Растет сопротивление вращению, наросты металла на зубьях задирают рабочие поверхности сопряженных зубьев.
3. Поломка зубьев. Причина – напряжение изгиба σF. Это основной вид разрушения высокотвердых
(Н ≥ 56
HRC)и открытых передач. В открытых передачах в результате плохой смазки и абразивного истирания поверхностей зубьев от грязи выкрашивание не успевает развиться, но уменьшаются размеры сечений зубьев, растут напряжения изгиба σF. Возрастают зазоры, удары, шум. Усталостная поломка в этом случае связана с развитием трещин 3 на растянутой стороне ножки зуба (рис.4.3, б). В высокотвердых передачах зубья хрупкие, поверхность их имеет хорошее сопротивление выкрашиванию, но хуже противостоит прогрессирующему трещинообразованию в основании зуба.
4. Смятие рабочих поверхностей (пластические сдвиги) или хрупкое разрушение
(Н ≥ 56
HRC)зубьев при кратковременных значительных перегрузках или ударном приложении нагрузки.
5. Отслаивание твердого поверхностного слоя при значительных контактных напряжениях и зарождении усталостных трещин в глубине под упрочненным слоем.
Основные виды зубчатых передач
В различных областях промышленности и приборостроения активно применяются все разновидности зубчатых передач. Ежегодно подобные механизмы производятся миллионными партиями. Сфера их использования настолько обширна, что найти прибор, в работе которого применяется вращательное движение без помощи зубчатых соединений, достаточно проблематично.
По конструктивному исполнению зубчатые передачи подразделяются на следующие категории:
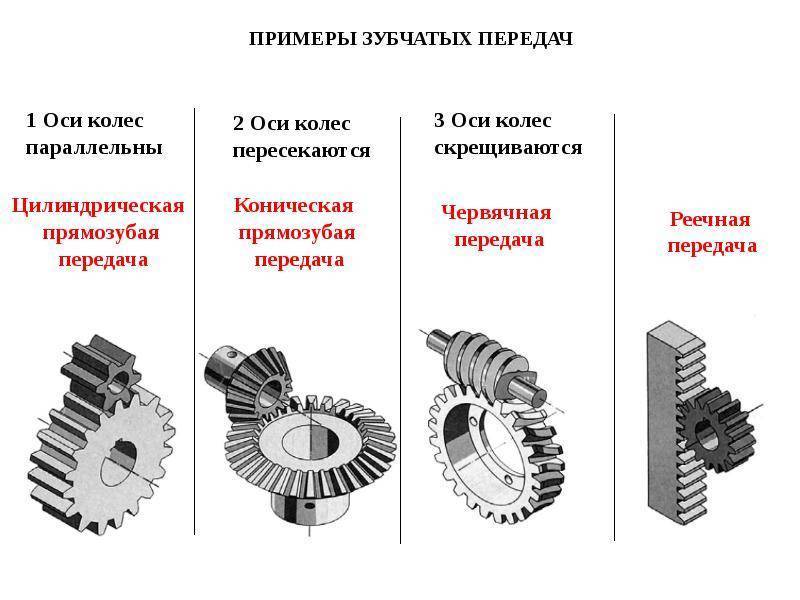
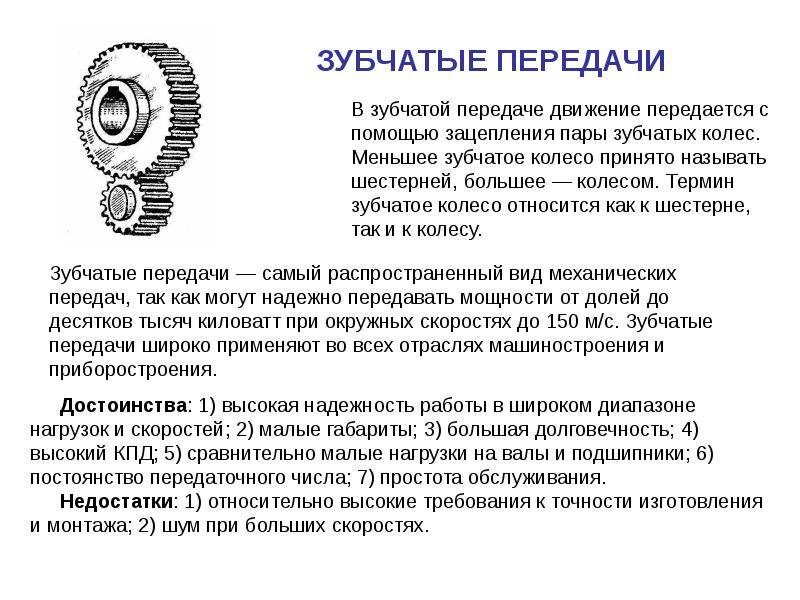
- Цилиндирическая. Используется наиболее часто, так как имеет более простую относительно других типов технологию производства шестерен. Цилиндрическая зубчатая передача применяется для передачи крутящего момента между валами, которые находятся в параллельных плоскостях. Может иметь несколько форм зубьев: прямые, косые и шевронные. Данный вид передач нашел свое применение в двигателях внутреннего сгорания, коробках передач подвижных составов, станков, буров. Он широко распространен в металлургии, машиностроении и других сферах промышленности.
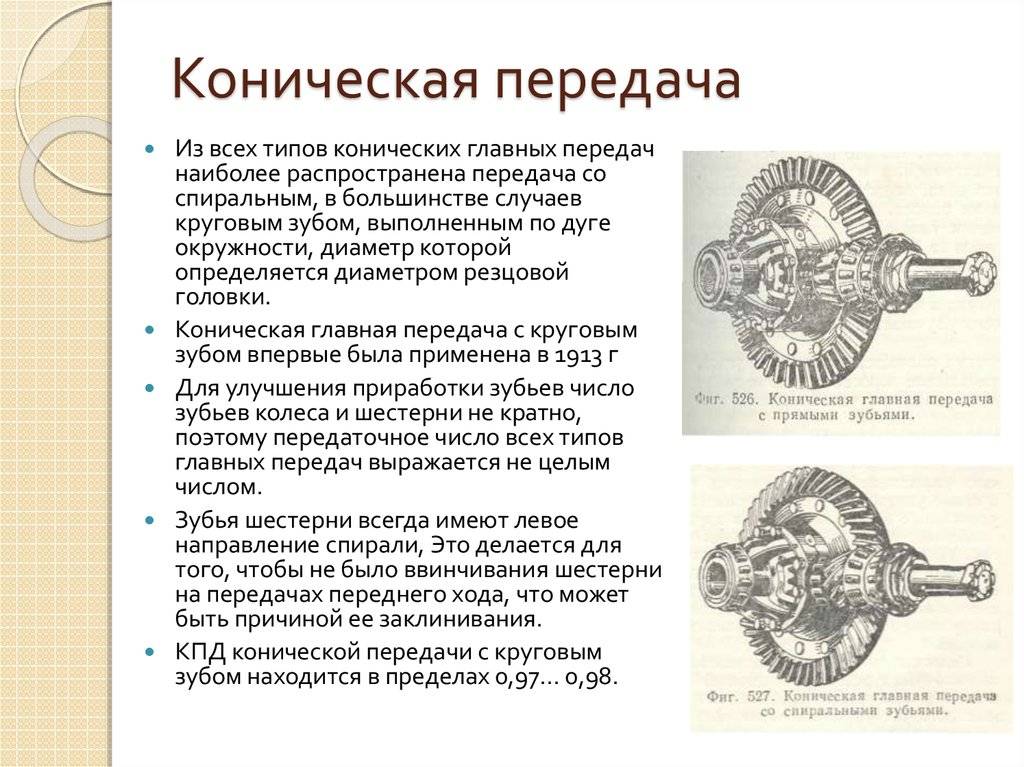
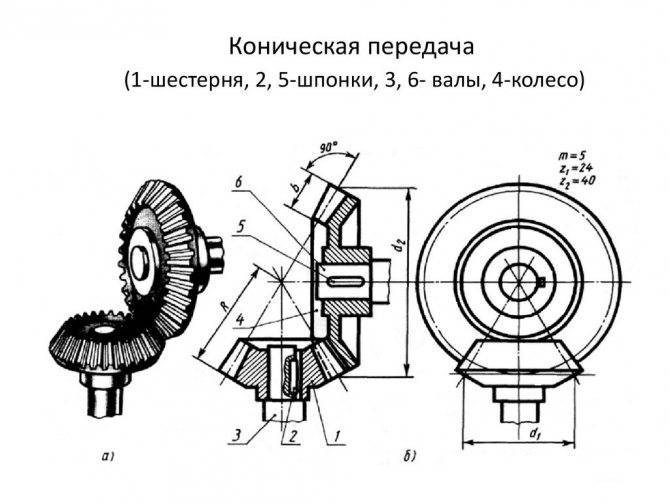
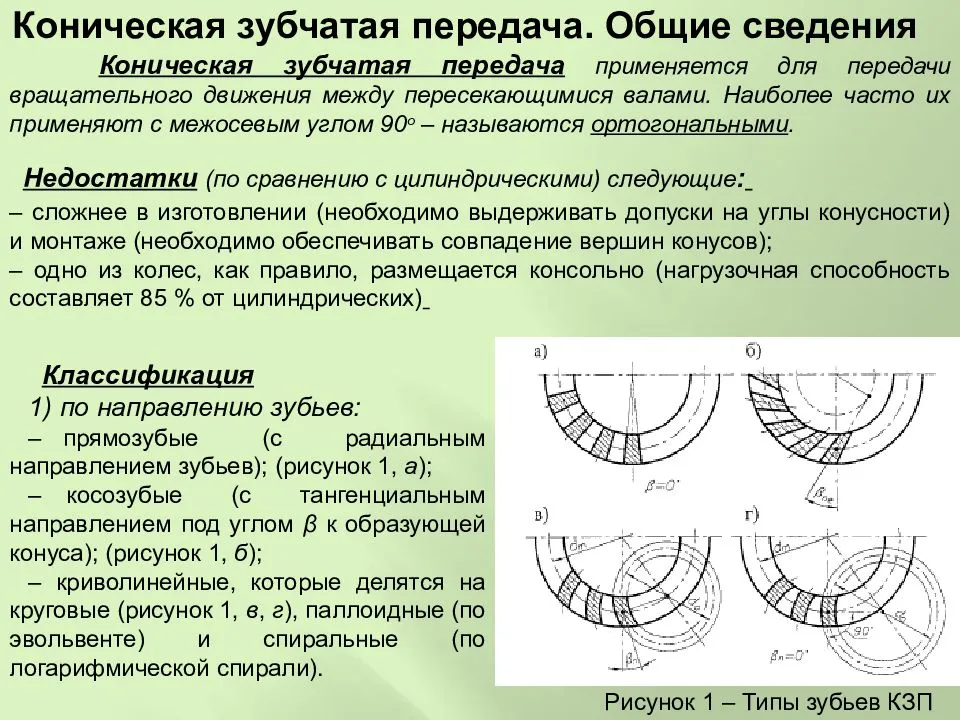
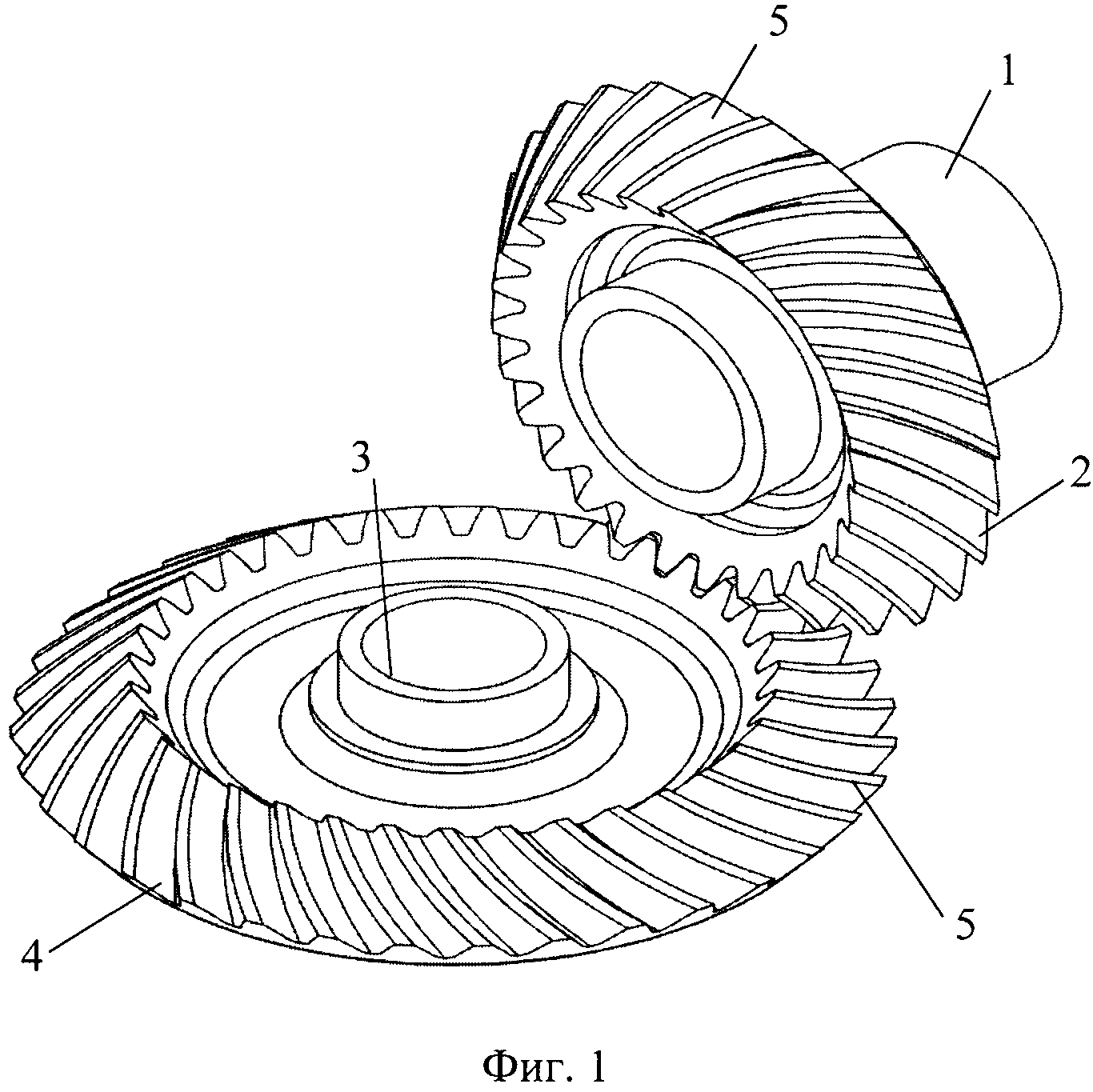
- Коническая. Получила свое название за счет необычной конструкции колесных пар. Имеет форму срезанного конуса, на котором нарезаны зубья. Величина профиля зубьев уменьшается от основания к вершине. Коническая зубчатая передача используется в сложных и комбинированных механизмах, для которых характерны частые изменения нагрузок и углов вращения. Примерами могут служить ведущие мосты автотранспорта, сельскохозяйственной техники или железнодорожных составов, приводы различных промышленных станков.
- Реечная. Используется для преобразования вращательного движения в поступательное, и наоборот. При этом одна из шестерен заменяется плоскостью с нарезанными зубьями. Реечная передача проста в производстве и установке, способна выдерживать значительные нагрузки. В основном она применяется в механизме станков, основанных на поступательном движении: прессы, транспортеры с попеременной подачей, рулевые механизмы управления в переднеприводных автомобилях.
Любой вид зубчатых передач отличается продолжительным эксплуатационным периодом и надежностью работы (при соблюдении определенного уровня нагрузки и своевременном обслуживании). Сравнительно небольшой механизм способен обеспечить высокий КПД, благодаря чему и применяется для широкого круга задач.
Моделирование конического зубчатого колеса 7.1. Создание заготовки зубчатого колеса
1. В плоскости XY создайте эскиз с указанием всех необходимых размеров:
3. В результате получим:
Операция вращения
39
7.2. Созданиекасательнойплоскостидляпостроенияпрофиля зуба
1. Выберите в Инструментальной панели Вспомогательная геометрия команду – Касательная плоскость
2.
Укажите поверхность, к которой строим касательную плоскость, затем укажите плоскость, с которой будет пересекаться касательная плоскость (в нашем примере это плоскость ZX, которую удобнее всего указать в дереве построения).
7.3. Созданиезубаконическогозубчатогоколеса
1. Выберите касательную плоскость в дереве построения и выполните на ней эскиз зуба, построенный упрощенным способом (см. предыдущий урок -Моделирование цилиндрического зубчатого колеса):
40
2.
2.
Приклеить выдавливанием
, на 5 мм. Так как у конического колеса зуб по длине имеет не постоянную толщину, задайте угол уклона 2°.
7.4. Созданиезубьевконическогозубчатогоколеса
1. Выделите зуб в дереве построения, если выделение снято, выберите команду построения Массива по концентрической сетке
2.
2.
Ось
В результате получим:
7.5. Моделированиешпоночногопаза





1. Выберите торцевую поверхность ступицы колеса, постройте эскиз:
41
Через все
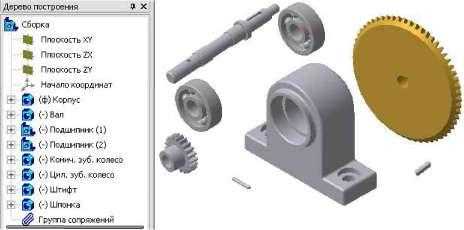
8. Созданиесборкиузламеханизма
1.
8.1. Созданиесборки. Наложениесопряжений
В меню Файл выберите команду Создать – Сборку. На инструментальной панели Редактирование сборки , выберите команду Добавить из файла ^ и в диалоговом окне выберите файл Корпус. Вставьте Корпус, поместив курсор в начало координат. В дереве построения появится Деталь, переименуйте, для удобства дальнейшей работы, в Корпус. Рядом с надписью в скобках отобразится буква (Ф), что означает – фиксирована. Все остальные детали и подсборки будем позиционировать относительно Корпуса.
2.
2.
Аналогичным образом добавьте из файла остальные детали, располагая их произвольно, в стороне от Корпуса. Сразу же переименовывайте для удобства в дереве построения на название самих моделей.
42
3.
3.
4.
4.
Сопряжения Соосность .
Далее выберите команду Совпадение , укажите на торцевую поверхность наружного кольца одного подшипника и торцевую поверхность отверстия под него в Корпусе, после чего подшипник займет нужное положение. Повторите эти действия для второго подшипника.
5. Теперь задайте положения вала. Назначьте сопряжения Соосность поверхности вала и отверстия в подшипнике и Совпадение торцевой поверхности цилиндрического пояска вала и внутреннего кольца второго подшипника.
43
Вставьте шпонку в паз на валу. Для этого надо наложить три сопряжения, используя команду Совпадение.
a. Укажите торцевую плоскость паза и нижнюю плоскость шпонки.
b. Укажите боковую плоскость паза и боковую плоскость шпонки.
c. Укажите цилиндрическое скругление шпонки и паза.
7. В дальнейшем, при построении выреза четверти, нам понадобится параллельность торцевой плоскости шпонки с горизонтальной плоскостью
44
Параллельность
и
Установите коническое зубчатое колесо на вал. Наложите три сопряжения: Соосность отверстия колеса с валом; Совпадение торцевой поверхности паза колеса под шпонку с торцевой поверхностью шпонки; Совпадение торцевой поверхности диска колеса со ступенькой вала.
Установите на валу цилиндрическое зубчатое колесо. Наложите на колесо сопряжения Соосность посадочного отверстия колеса и вала, а также Соосность отверстия под штифт в ступице колеса и на валу.
45
Соосность,
сопряжение На расстоянии Ж торцевой поверхности штифта от горизонтальной плоскости системы координат (ZX) модели вала! равного половине длины штифта (в нашем примере 5 мм).
Для закрепления на валу конического зубчатого колеса вставим стандартные крепежные элементы из библиотеки. Выберите раздел Сервис — Менеджер библиотек, или на пиктографической панели выберите кнопку Менеджер библиотек. В открывшемся окне в разделе Библиотеки КОМПАС – Машиностроение активизируйте Библиотека крепежа. В Библиотеке крепежа выберите раздел Шайбы. Дважды щелкните на подразделе Шайбы, в диалоговом окне задайте необходимые параметры.
46
Нажмите ОК и задайте щелчком мыши положение шайбы в стороне от сборки и создайте объект, нажав ‘*J.
В Библиотеке крепежа выберите раздел Шайбы. Дважды щелкните на подразделе Шайбы пружинные, в диалоговом окне задайте необходимые параметры.
Нажмите ОК и задайте щелчком мыши положение шайбы в стороне от сборки и создайте объект, нажав “^ .
В Библиотеке крепежа выберите раздел Гайки. Дважды щелкните на подразделе Гайки шестигранные, в диалоговом окне задайте необходимые параметры.
47
16. Аналогично шайбам установите гайку в стороне от сборки.







Соосность, Совпадение
На этом процесс сборки закончен.
Точность зубчатых колес и методы зубонарезания
Для зубчатых цилиндрических колес по ГОСТ 1643-81 Основные нормы взаимозаменяемости. Передачи зубчатые цилиндрические. Допуски установлено 12 степеней точности: с 1-й по 12-ю. Чем меньше степень, тем точнее колесо. Степени точности 1-я, 2-я и 12-я пока не регламентированы.
Для каждой степени точности установлены нормы кинематической точности, плавности зацепления и контакта зубьев.
Нормы кинематической точности определяют величину наибольшей погрешности угла поворота зубчатых колес в зацеплении за один оборот. Эта погрешность возникает при нарезании зубчатых колес за счет погрешностей взаимного расположения заготовки и режущего инструмента, а также кинематической погрешности станка. Показателями погрешности кинематической точности являются: накопленная погрешность окружного шага и колебание длины общей нормали.
Нормы плавности зацепления колеса определяют величину составляющей полной погрешности угла поворота колеса, многократно повторяющуюся за один поворот колеса. Показателями плавности являются: циклическая погрешность (средняя величина размаха колебаний кинематической погрешности за цикл), предельные отклонения основного шага и погрешность профиля.
Нормы контакта зубьев определяют точность выполнения сопряженных зубьев в передаче в зависимости от относительных размеров пятна контакта в процентах по длине и высоте зуба.
Точность каждой степени характеризуется числовыми нормами по элементам сопряжения.
Устанавливается также величина наименьшего бокового зазора между зубьями и допуск на него.
Боковым зазором называется зазор между зубьями сопряженных колес в передаче, обеспечивающий свободный поворот одного колеса относительно другого. Для передач установлено четыре вида сопряжений с гарантированным зазором: С — с нулевым, Д — с пониженным, X — с нормальным и Ш — с повышенным.
Нормы бокового зазора назначают в соответствии с эксплуатационными требованиями передачи и не зависят от норм точности.
Условное обозначение норм точности зубчатых колес состоит из четырех знаков: первые три означают степень точности в порядке их перечисления, а четвертый характеризует сочетание по боковому зазору. Например: 7-8-8-X.
Ачеркан Н.С. Металлорежущие станки. Том 1. 1965.
Гальперин Е.И. Наладка зуборезных станков. 1960.
Кучер А.М. Киватицкий М.М. Покровский А.А. Металлорежущие станки. (Альбом общих видов, кинематических схем и узлов) 1972.
Руководящий материал для конструкторов, проектирующих технологическую оснастку. Основные данные и посадочные места металлорежущих станков. НИИМАШ, 1968.
Малахов Я.А. Зубообрабатывающие и резьбофрезерные станки и их наладка. 1972.
Мильштейн М.З. Нарезание зубчатых колес. Москва, 1972.
Лоскутов В.В. Ничков А.Г. Зубообрабатывающие станки. Москва, М. 1978.
Птицин Г.А. Кокичев В.Н. Зуборезные станки. 1957.
Основные принципы регулировки пятна контакта
Правильное пятно контакта (под нагрузкой или без нее) должно располагаться на передней или задней боковой поверхности зубьев ведомой конической шестерни, примерно по центру (относительно общей длины и высоты зуба) (см. рис. В10.13, сегменты А1 и В1).
При неправильном пятне контакта (рис. 13 «Схема проверки пятна контакта на ведомой и Klingelnberg, конической шестерне (при зубчатом зацеплении Gleason)«, сегменты 2-5) необходимо отрегулировать ведущую и ведомую шестерни. Если пятно контакта соответствует:
- Сегментам А2/В2 — требуется смещение ведущей шестерни в направлении от оси ведомой шестерни и, возможно, корректировка зазора боковой поверхности зубьев путем смещения ведомой шестерни в направлении к оси ведущей шестерни;
- Сегментам АЗ/ВЗ — требуется смещение ведомой шестерни в направлении от оси ведущей шестерни и, возможно, корректировка зазора боковой поверхности зубьев путем смещения ведущей шестерни в направлении к оси ведомой шестерни;
- Сегментам А4/В4 — требуется смещение ведущей шестерни в направлении к оси ведомой шестерни и, возможно, корректировка зазора боковой поверхности зубьев путем смещения ведомой шестерни по направлению от оси ведущей шестерни;
- Сегментам А5/В5 — требуется смещение ведомой шестерни в направлении к оси ведущей шестерни и, возможно, корректировка зазора боковой поверхности зубьев путем смещения ведущей шестерни в направлении от оси ведомой шестерни.
Пятна контакта сегментов А6/В6 указывают на неправильную регулировку предписанного зазора боковой поверхности зубьев (преимущественно от 0,10 до 0,15 мм). Это можно изменить в первую очередь путем смещения ведомой конической шестерни, при этом пятно контакта должно сместиться в продольном направлении зубьев.
Пример HTML-страницы
Для смещения ведущей и ведомой шестерен конической главной передачи необходимо изменить толщину регулировочных шайб, расположенных за соответствующими наружными кольцами конических роликоподшипников (рис. 14).
Зазор боковой поверхности зубьев проверяется с помощью специального индикатора часового типа (рис. 15 «Измерение зазора боковой поверхности зубьев шестерен«). На легковых автомобилях зазор боковой поверхности составляет от 0,1 до 0,2 мм в зависимости от производителя, а у грузовых-от 0,15 до 0,30 мм.
Механизмы зубчатых передач
Зубчатые зацепления применяются для передачи вращательного движения от двигателя к исполнительному органу.
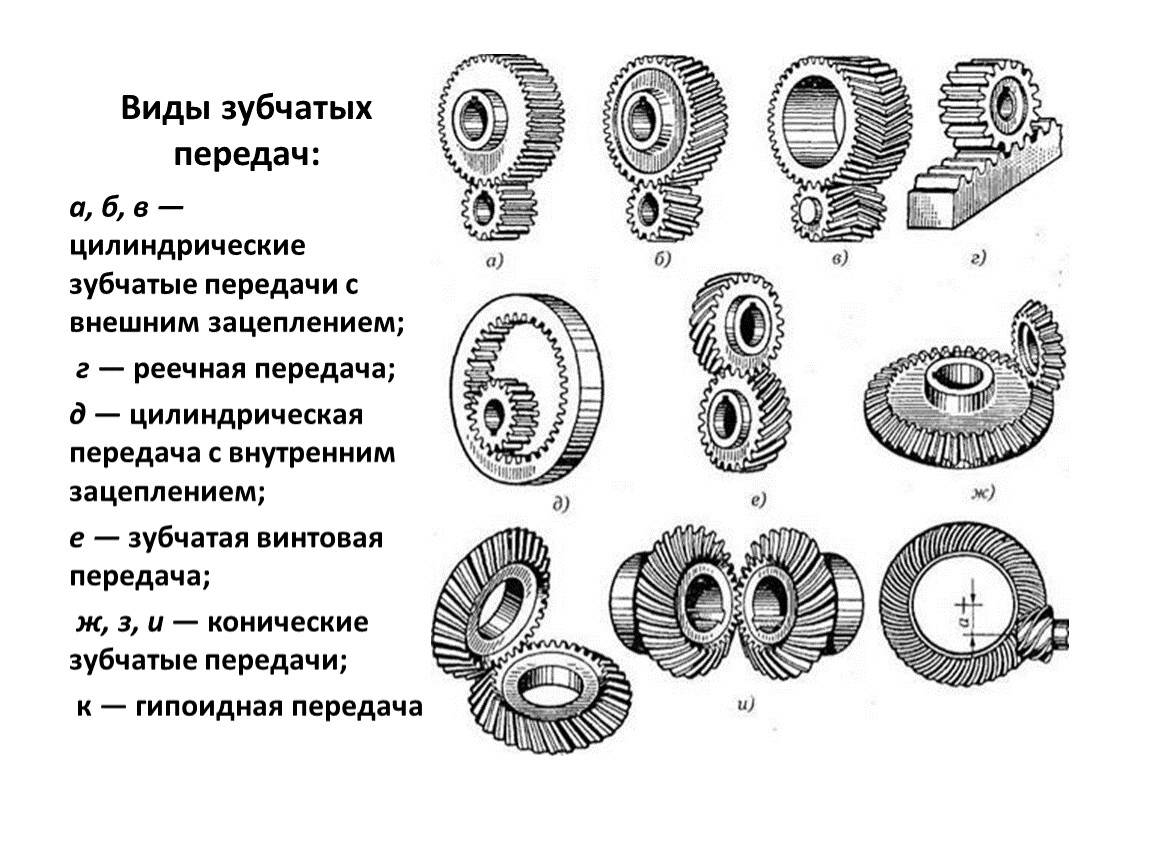
Для всего этого служат различные виды передач. Классификация видов зубчатых передач по расположению осей вращения:
- Цилиндрическая передача состоит из колёсной пары обычно с разным числом зубьев. Оси зубчатых колёс в цилиндрической передаче параллельны. Отношение чисел зубьев называется передаточным отношением. Малое зубчатое колесо называется шестернёй, большое — колесом. Если шестерня ведущая, а передаточное число больше единицы, то говорят о понижающей передаче. Частота вращения колеса будет меньше частоты вращения шестерни. Одновременно при уменьшении угловой скорости увеличивается крутящий момент на валу. Если передаточное число меньше единицы, то это повышающая передача.
- Коническое зацепление. Характеризуется тем, что оси зубчатых колёс пересекаются и вращение передаётся между валами, которые расположены под определённым углом. В зависимости от того, какое колесо в передаче ведущее, они тоже могут быть повышающими и понижающими.
- Червячная передача имеет скрещивающиеся оси вращения. Большие передаточные числа получаются из-за соотношения числа зубьев колеса и числа заходов червяка. Червяки используются одно-, двух- или четырехзаходные. Особенностью червячной передачи является передача вращения только от червяка к червячному колесу. Обратный процесс невозможен из-за трения. Система самотормозящаяся. Этим обусловлено применением червячных редукторов в грузоподъёмных механизмах.
- Реечное зацепление. Образовано зубчатым колесом и рейкой. Преобразует вращательное движение в поступательное и наоборот.
- Винтовая передача. Применяется при перекрещивающихся валах. Из-за точечного контакта зубья зацепления подвержены повышенному износу под нагрузкой. Применяются винтовые передачи чаще всего в приборах.
- Планетарные передачи — это зацепления, в которых применяются зубчатые колёса с подвижными осями. Обычно имеется неподвижное наружное колесо с внутренней резьбой, центральное колесо и водило с сателлитами, которые перемещаются по окружности неподвижного колеса и вращают центральное. Вращение передаётся от водила к центральному колесу или наоборот.
Нужно различать наружное и внутреннее зацепление. При внутреннем зацеплении зубья большего колеса располагаются на внутренней поверхности окружности, и вращение происходит в одном направлении. Это основные виды зацеплений.
https://youtube.com/watch?v=j1Vua1zOZ78
Реечная и ременная зубчатая передача
Когда нужно преобразовать вращательное движение в поступательное или наоборот, одно из колес заменяется плоскостью с нарезанными зубьями. Реечная передача отличаются простотой изготовления и монтажа, надежностью и хорошими нагрузочными характеристиками. Применяется в станкостроении и для приводов, где используется поступательное движение: долбежные станки, транспортеры с попеременной подачей.
Зубчато-ременная передача – это гибридная модель, вобравшая положительные качества обеих видов. Отличается постоянством передаточного числа из-за отсутствия проскальзывания. Тихая работа при высоких оборотах и нагрузках достигается путем использования гибких ремней с сердечником. Часто используются в приводах электродвигателей.
На парных шкивах узла агрегата и на эластичном ремне, их связующем, имеются идентичные по профилю зубья. Передача работает не по принципу трения, а используется механизм зацепления. При этом с одной стороны отпадает необходимость сильного натяжения между шкивами и точной регулировки, с другой – смазки между сопрягающимися металлическими деталями.
Материалы для изготовления
Основной материал для изготовления колёсных пар — это сталь. Шестерня должна иметь более высокие прочностные характеристики, поэтому колёса часто изготавливают из разных материалов и подвергают разной термической или химико-термической обработке. Шестерни, изготовленные из легированной стали, подвергают поверхностному упрочнению методом азотирования, цементации или цианирования. Для углеродистых сталей используется поверхностная закалка.

Зубья должны обладать высокой поверхностной прочностью, а также более мягкой и вязкой сердцевиной. Это предохранит их от излома и износа поверхности. Колёсные пары тихоходных машин могут быть изготовлены из чугуна. В различных производствах применяются также бронза, латунь и различные пластики.
Основные геометрические параметры
Построение кинематической схемы, технические характеристики, способы обработки отдельных деталей этих механизмов задаются геометрической формой отдельных элементов. Основными геометрическими параметрами, которые рассчитываются при проектировании являются:
- углы делительных конусов (каждого колеса или шестерёнки);
- диаметры всех элементов (обоих валов, ведущих и ведомых шестерён);
- внешний окружной модуль шестерни;
- расстояние от вершины конуса до его образующей (называется делительное расстояние);
- расстояние между осей;
- радиальный зазор применяемых подшипников;
- делительный диаметр (он определяет величину зуба шестерёнки);
- диаметр углублений и верхней части зубьев.
Читать также: Таблица перевода твердости металлов
Для удобства проведения расчетов и понимания механизма зацепления вводят три вида торцовых сечений. Это сечения во внешней, внутренней и средней части каждого зуба.
Уменьшение толщины зубьев по направлению к вершине приводит к созданию надежного зацепления во время движения. Угол наклона по направлению к вершине определяет параметры, задаваемые при обработке.
Под линией зубьев понимают пересечение двух прямых. Одна образована боковой поверхностью зуба, вторая является краем делительной конической поверхности.
Для улучшения эксплуатационных характеристик — повышения износостойкости, сопротивления при контакте, уменьшение заедания и лучшей передачи коническим зубчатым колёсам энергии вращения используют метод выравнивания коэффициентов удельного скольжения.

С этой целью колесо и шестерню стараются изготовить с одинаковыми параметрами смещения, но с разными знаками. Например, для шестерни задают параметр со знаком плюс, а для колеса со знаком минус.
Основные геометрические соотношения задаются на этапе разработки всего механизма конической передачи качество передачи. Геометрические параметры рассчитываются на основании известных соотношений.
Изготовление зубчатых колёс
Существует несколько методов изготовления колес.
Метод обката
В настоящее время является наиболее технологичным, а поэтому и самым распространённым способом изготовления зубчатых колёс. При изготовлении зубчатых колёс могут применяться такие инструменты, как гребёнка, червячная фреза и долбяк.
Метод обката с применением гребёнки
Изготовление шестерни. Изготовление зубчатого колеса.

Режущий инструмент, имеющий форму зубчатой рейки, называется гребёнкой. На одной стороне гребёнки по контуру её зубьев затачивается режущая кромка.






Заготовка накатываемого колеса совершает вращательное движение вокруг оси. Гребёнка совершает сложные перемещения, состоящие из поступательного движения перпендикулярно оси колеса и возвратно-поступательного движения (на анимации не показано), параллельного оси колеса для снятия стружки по всей ширине его обода. Относительное движение гребёнки и заготовки может быть и иным, например, заготовка может совершать прерывистое сложное движение обката, согласованное с движением резания гребёнки.
Заготовка и инструмент движутся на станке друг относительно друга так, как будто происходит зацепление профиля нарезаемых зубьев с исходным производящим контуром гребёнки.
Метод обката с применением червячной фрезы
Помимо гребёнки в качестве режущего инструмента применяют червячную фрезу. В этом случае между заготовкой и фрезой происходит червячное зацепление.
Метод обката с применением долбяка
Зубчатые колёса также долбят на зубодолбёжных станках с применением специальных долбяков.
Зубодолбёжный долбяк представляет собой зубчатое колесо, снабжённое режущими кромками. Поскольку срезать сразу весь слой металла обычно невозможно, обработка производится в несколько этапов.
При обработке инструмент совершает возвратно-поступательное движение относительно заготовки. После каждого двойного хода, заготовка и инструмент поворачиваются относительно своих осей на один шаг. Таким образом, инструмент и заготовка как бы «обкатываются» друг по другу. После того, как заготовка сделает полный оборот, долбяк совершает движение подачи к заготовке. Этот процесс происходит до тех пор, пока не будет удалён весь необходимый слой металла.
Литейная форма для бронзового храпового колеса (Китай, династия Хань. (206 до н. э. — 220 н. э.)).
Метод копирования (Метод деления)
Дисковой или пальцевой фрезой нарезается одна впадина зубчатого колеса. Режущая кромка инструмента имеет форму этой впадины. После нарезания одной впадины заготовка поворачивается на один угловой шаг при помощи делительного устройства, операция резания повторяется.
Метод применялся в начале XX века. Недостаток метода состоит в низкой точности: впадины изготовленного таким методом колеса сильно отличаются друг от друга.
Горячее и холодное накатывание
Процесс основан на последовательной деформации нагретого до пластического состояния слоя определенной глубины заготовки зубонакатным инструментом. При этом сочетаются индукционный нагрев поверхностного слоя заготовки на определенную глубину, пластическая деформация нагретого слоя заготовки для образования зубьев и обкатка образованных зубьев для получения заданной формы и точности.
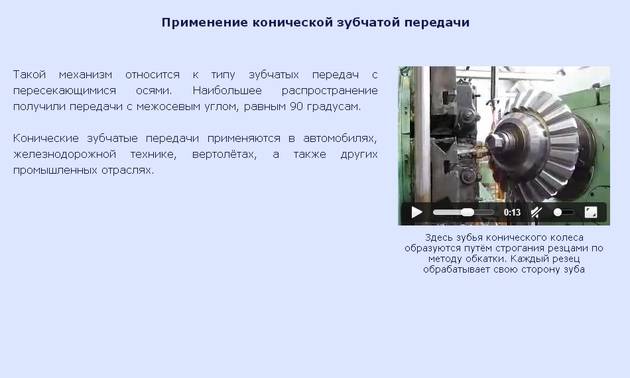
Изготовление конических колёс
Технология изготовления конических колёс теснейшим образом связана с геометрией боковых поверхностей и профилей зубьев.
Способ копирования фасонного профиля инструмента для образования профиля на коническом колесе не может быть использован, так как размеры впадины конического колеса изменяются по мере приближения к вершине конуса. В связи с этим такие инструменты, как модульная дисковая фреза, пальцевая фреза, фасонный шлифовальный круг, можно использовать только для черновой прорезки впадин или для образования впадин колёс не выше восьмой степени точности.
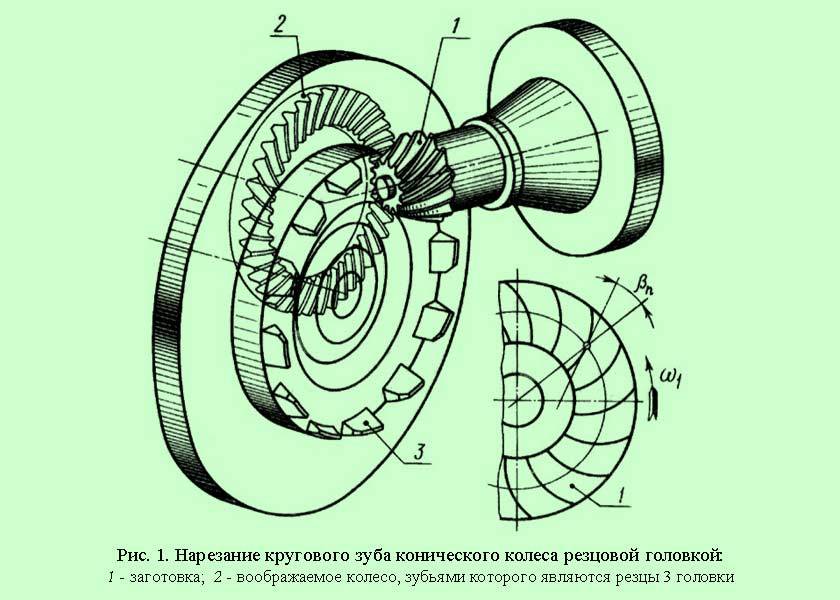
Для нарезания более точных конических колёс используют способ обкатки в станочном зацеплении нарезаемой заготовки с воображаемым производящим колесом. Боковые поверхности производящего колеса образуются за счёт движения режущих кромок инструмента в процессе главного движения резания, обеспечивающего срезание припуска. Преимущественное распространение получили инструменты с прямолинейным лезвием. При прямолинейном главном движении прямолинейное лезвие образует плоскую производящую поверхность. Такая поверхность не может образовать эвольвентную коническую поверхность со сферическими эвольвентными профилями. Получаемые сопряжённые конические поверхности, отличающиеся от эвольвентных поверхностей, называют квазиэвольвентными.
Применение механизма
Область применения подобных передач целесообразно рассматривать по трём наименованиям: скоростные, силовые, приборные. Все они получили широкое распространение в различных отраслях промышленности. Зубчатые колёса хорошо зарекомендовали себя при создании самых сложных кинематических схем.
Скоростные передачи предназначены для повышения скорости передаваемого вращения. Они успешно применяются в редукторах турбомашин, коробках перемены передач автомобилей (механических и автоматических).
От силовых передач требуется значительное повышение мощности передаваемого вращения. Они эксплуатируются в крановых установках, прокатных станах, тяговых механизмах различного назначения. Такие конструкции работают на малых скоростях. Благодаря этому удаётся передавать большие крутящие моменты. Главным требованием, которое предъявляют к элементам таких систем – плотный контакт между зубьями входящими в зацепление.
На практике распространение получил класс гипоидных агрегатов. Их устанавливают в механизмы и оборудование которые, используются в общем машиностроении. Например, грузовых и легковых автомобилях (в качестве элементов трансмиссии). Особое место такие системы занимают в вертолётостроении. Их применяют на летательных аппаратах практически всех конструкций. Этого удалось добиться благодаря применению зубчатых колёс оснащённых круговыми зубьями. Увеличением угла наклона зуба позволяет передаче работать более плавно. В этом случае удаётся избавиться от рывков и проскальзываний. Наиболее эффективным считается угол т равный 35°. Такие колеса обладают повышенной несущей способностью, надёжностью и долговечностью. Данные передачи работают плавно и практически бесшумно. Они надёжно выполняют свои функции, даже на высоких скоростях. Эта способность реализована благодаря многопарному зацеплению. Такой механизм позволяет снизить динамические нагрузки и предотвратить проскальзывание. Конструкции подобного вида активно применяются в приводе несущих винтов вертолетов различных аэродинамических схем.


Приборные или отсчетные устройства применяют в механизмах научно — исследовательских приборов, счетно-решающих устройствах, бытовой технике. Ведущие и ведомые элементы в этих устройствах могут изготавливаться из цветных металлов или синтетических и полимерных материалов.
Основным требованием к коническим системам в таких агрегатах является соблюдение высочайшей кинематической точности при изменении направления вращения.
В ней должны быть хорошо согласованы углы наклона ведущего и ведомого колеса, точно выверен угол поворота.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.





