

Конструкция, преимущества и недостатки
Электроды разного диаметра и длины поставляются в фирменных картонных пачках весом 5 кг с логотипом и рекомендациями производителя. LB-52U – это электропроводный стержень с покрытием основного типа, куда входят элементы, указанные в таблице:
| Наименование элемента | Процентное содержание, не более |
| Углерод | 0,06 |
| Марганец | 1,02 |
| Кремний | 0,52 |
| Никель | 0,10 |
| Хром | 0,03 |
| Молибден | 0,01 |
| Ванадий | следы |
| Сера | 0,06 |
| Фосфор | 0,013 |
Низкое содержание всех компонентов в покрытии обеспечивает хороший провар корня шва с небольшим усилием, что важно при сварке трубных конструкций неповоротного типа. Рисунок 1 — Электроды LB 52U. Рисунок 1 — Электроды LB 52U
Рисунок 1 — Электроды LB 52U
К преимуществам японских расходных материалов относят:
- высокое качество шва;
- экономичный расход;
- устойчивость к механическим воздействиям;
- стойкость к трещинообразованию;
- низкую степень разбрызгивания в процессе ведения сварки;
- стабильность горения дуги в процессе соединения деталей и заготовок;
- легкую отделимость корки шлака;
- получение шва с высокой ударной вязкостью, выполненного в любом положении;
- выполнение швов разного назначения: корневых, заполняющих, а также подварочных и облицовочных слоев;
- отсутствие дефектов в самом шве, что обеспечивает герметичность.
Основной недостаток электродов Kobelco марки LB-52U заключается в поджиге, который затруднен, если неправильно подготовить кромки изделия или заготовок, а также сам электрод к ведению процесса соединения. Поэтому их не используют при выполнении прихваток и точечной сварке.
Химический состав электродов LB-52U
Фирменные электроды Kobelco LB-52U характеризуются определенными эксплуатационными характеристиками, которые связаны с химическим составом. В состав марки LB-52U входят следующие элементы:
В качестве основы применяется низкоуглеродистый металл, который обеспечивает высокую стабильность получаемой дуги.
Особое внимание уделили составу наплавленного метала. Химический состав представлен сочетанием углерода, кремния, никеля, молибдена, хрома и некоторые другие вещества.. Состав электрода
Состав электрода
Все элементы включаются в состав в определенной концентрации, за счет чего и обеспечиваются особые эксплуатационные характеристики.
Сферы применения
 При использовании электродов LB-52U создается надежный шов, когда соединяются толстые металлические элементы. Чаще всего модели LB используются в нефтегазовой сфере, ведь там нужно соблюдать много требований, иначе будет велика вероятность утечки. Японские электроды подходят для этого, так как они не только обеспечивают высокое качество соединения, но и могут использоваться в любых условиях.
При использовании электродов LB-52U создается надежный шов, когда соединяются толстые металлические элементы. Чаще всего модели LB используются в нефтегазовой сфере, ведь там нужно соблюдать много требований, иначе будет велика вероятность утечки. Японские электроды подходят для этого, так как они не только обеспечивают высокое качество соединения, но и могут использоваться в любых условиях.
Электроды LB-52U применяются на различных производственных предприятиях. В частности в тех сферах, где тоже должны соблюдаться определенные требования к герметичности шва и прочности соединения.
Часто с применением моделей LB соединяются металлические элементы кораблей, водопроводные и канализационные трубы.
Эти электроды по праву принадлежат к современным устройствам. Несмотря на то что они обеспечивают хорошее качество сварки, их цена невысока, а использовать можно практически в любых условиях. Однако перед их приобретением необходимо внимательно изучить характеристики, чтобы убедиться, что это самые настоящие, подлинные электроды родом из Страны восходящего солнца. Если вовремя не выявить подделку, то при использовании может возникнуть множество трудностей.
Размеры электродов, режимы, особенности сварки и хранения
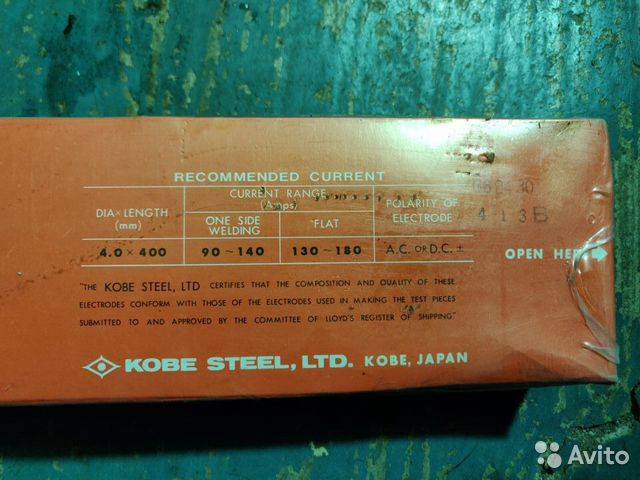
Сварка электродами LB-52U ведется с применением аппаратов, работающих на переменном и постоянном токе. В таблице указаны данные о габаритах изделий и силе сварочного тока, который колеблется в широких пределах в зависимости от положения, в котором выполняется соединение заготовок:
| Диаметр, мм | Длина, мм | Сила сварочного тока, А |
|---|---|---|
| 2,6 | 350 | 30÷90 |
| 3,2 | 350; 400 | 60÷130 |
| 4,0 | 400 | 90÷180 |
| 5,0 | 130÷240 |
При ведении сварочного процесса необходимо придерживаться следующих рекомендаций:
- зачищать кромки деталей;
- готовить электроды к сварке; для этого их необходимо прокалить при температуре не выше 350 °C в течение 1 часа;
- готовить соединяемые части: при толщине металла более 5 мм необходимо разделывать кромки в соответствии с технологическим процессом;
- сварку необходимо начинать на токе малой величины, соответствующей Ø электрода, постепенно увеличивая до необходимого предела, при котором дуга будет гореть стабильно;
- при сварке с зазором необходимо следить за тем, чтобы он был одинаковым по всей длине;
- при смене электрода необходимо зажигание выполнять чуть выше, затем вернуться к месту окончания шва, заполнить сварочную ванну и продолжать процесс соединения;
- при повторном зажигании необходимо конец электрода очистить от обмазки. Если этого не сделать, то невозможно будет повторно зажечь дугу.
Как варить электродом LB, можно посмотреть в видеоролике:
Качество шва зависит и от условий хранения, Так как покрытие жадно поглощает влагу из окружающего пространства, необходимо хранение расходного материала в сухом и теплом месте. Температура там не должна опускаться ниже 15 °C. Если условия нарушены, это значительно понизит качество шва, а в некоторых случаях вызовет блуждание дуги.
Своим опытом работы с японскими электродами Kobelco марки LB-52U просим поделиться с читателями.
Поиск записей с помощью фильтра:
Правильное хранение
В приложенной инструкции указываются правила по транспортировке и складированию изделия.
Важными условиями являются:
- Влажность. Повышение этого параметра отрицательно влияет на рабочие характеристики стержней. При неправильном хранении стержни сыреют, становятся непригодными для использования по назначению. При +5-15 °С влажность воздуха не должна превышать 60%. Для 15-25 °С эта величина составляет 50%.
- Перепады температур. Изделия размещают в сухом отапливаемом помещении. По причине чувствительности к высокой влажности нельзя складировать электроды на улице.
Рекомендуем к прочтению Правила подбора электродов для сварки чугуна
Элементы не должны подвергаться влиянию ультрафиолетового излучения. При соблюдении рекомендаций стержни будут пригодны к использованию в течение всего срока годности. В противном случае готовое сварное соединение будет содержать пустоты, трещины и другие дефекты.
ЛБ-52TRU от 158 р/кг (аналог LB-52U,ОК-53.70, МТГ-01,02).
Назад в «Для сварки магистральных трубопроводов»
ОСНОВНОЕ НАЗНАЧЕИЕ
Сварка корневых, заполняющих и облицовочных швов труб из сталей К52 и металлоконструкций из углеродистых и низколегированных сталей постоянным током обратной и прямой полярности, а так же сварки труб работающих в условиях сероводородных сред.
ХАРАКТЕРИСТИКА ЭЛЕКТРОДОВ
Покрытие – основное.
Коэффициент наплавки – 9,0 г / А×ч.
Производительность (для диаметра 4,0 мм) – 1,6 кг/ч.
Расход электродов на 1 кг наплавленного металла – 1,5 кг.
ТИПИЧНЫЕ МЕХАНИЧЕСКИЕ СВОЙСТВА МЕТАЛЛА ШВА
| Временное сопротивление, σв, МПа | Предел текучести, σт, МПа | Относительное удлинение, δ5, % | Относитель-ное сужение, Y, % | Ударная вязкость, Ан, Дж/ см2 | |
| KCU +20 оС | KCV -40 оС | ||||
| 540 | 450 | 29 | 70 | 200 | ≥ 49 |
ТИПИЧНЫЙ ХИМИЧЕСКИЙ СОСТАВ НАПЛАВЛЕННОГО МЕТАЛЛА, %
| C | Mn | Si | S | P | Содержание * |
| 0,09 | 0,900 | 0,420 | 0,017 | 0,020 | 2,0 / 6,0 |
*Содержание диффузионно-подвижного водорода см3/100г наплавленного металла:
2,0 – глицериновая проба; 6,0 – проба ISO 3690: 1977
ОСОБЫЕ СВОЙСТВА
Позволяют производить сварку во всех пространственных положениях, кроме вертикального «сверху — вниз», на обратной и прямой полярности.
ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ СВАРКИ
Сварку корневого шва предпочтительней выполнять на прямой полярности, а заполняющего и облицовочного слоев – на обратной.
Электроды за 1,5 — 2 часа перед сваркой прокалить при температуре 350-400 оС в течение 1 часа.
Э50А – ЛБ-52TRU — Ø — УД ГОСТ 9466-75; ГОСТ 9467-75
Е515 – Б24 ТУ 1272-020-79575650-2005
СЕРТИФИЦИРОВАНЫ
- ГАЗПРОМ ВНИИГАЗ
- АК «Транснефть»
- НАКС РФ по группам опасных технических устройств: ГО, НГДО, МО, КО, ПТО, ОХНВП, СК.
- Морским Регистром Судоходства РФ (сертификат № 01.00054.1)
Строительным организация предоставляем образцы данных электродов для испытаний бесплатно!
Версия для печати Назад в «Для сварки магистральных трубопроводов»
Сварочные электроды KOBELCO LB-52U: основная информация
Время чтения: ≈4 минуты
Японские стержни KOBELCO LB 52u давно завоевали уважение среди профессиональных сварщиков. Они буквально созданы для выполнения самых трудных задач
При этом совершенно неважно, с чем именно вы работаете. Это могут быть как сложные металлоконструкции, так и промышленные трубы
В любом случае, данные электроды обеспечат надежное соединение и высокое качество сварки.

В этой статье мы кратко расскажем все, что вам необходимо знать про электроды KOBELCO LB 52u.
Общая информация
Электроды сварочные LB 52U (они же электроды ЛБ 52У) предназначены для сварки труб и любых других металлических конструкций, изготовленных из углеродистой и низколегированной стали. Применяемая технология — РДС. Не нужно использовать сложное сварочное оборудование, достаточно компактного инвертора. Не нужно использовать защитный газ. Защита сварочной зоны от окисления обеспечивается основным покрытием электродов.





Можно варить на переменном и на постоянном токе. Рекомендуется установить обратную полярность. Это основная характеристика данных электродов, которой достаточно для работы. Национальная Ассоциация Контроля Сварки аттестовала KOBELCO LB 52u и рекомендует их для выполнения самых разнообразных работ.
Так электроды марки LB 52u могут использоваться не только для сварки труб, но и для работы с конструкциями и изделиями, используемыми на/под водой. Особенно в тех случаях, когда необходима сварка шва только с одной стороны. Именно в таких ситуациях данные электроды способны раскрыть свой потенциал. Даже при односторонней сварке шов получается аккуратным и без дефектов.
Российский аналог LB 52u — электроды СЭЛБ-52, которые производит компания «СпецЭлектрод». Но учтите, что они не в полной мере повторяют все достоинства LB 52u, а скорее просто похожи на них по составу и некоторым свойствам.
Применение
Как мы писали выше, данные электроды для сварки отлично справляются с трубами и конструкциями из стали. При этом наиболее удачным оказывается односторонний шов. Желательно, чтобы он был неповоротным. Также технические характеристики позволяют отремонтировать детали с помощью заполняющего или облицовочного шва. Эти электроды отлично зарекомендовали себя при формировании шва для усиления.
Дуга горит стабильно и легко поджигается. И в целом электроды lb 52u легко использовать в сварке, несмотря на то, что предназначены они для ответственных работ. При выборе диаметра учитывайте, какой именно шов вы хотите сделать и какую сталь будете варить.
В целом, неважно, какой шов вы варите: облицовочный, корневой или заполняющий. Все диаметры подходят для таких работ
Важна сама сталь и тип детали. Если это трубы класса К54 и вы варите корневой шов, то лучше выбрать диаметр до 3 миллиметров. Электроды от 4 миллиметров отлично подойдут для подварки корня или усиления шва.
Рекомендации
Если вы неправильно хранили электроды, эту проблему можно исправить прокаливанием в электропечи. Режимы следующие: температура должна быть от 300 до 350 градусов, а время прокалки от получала до часа. Оптимальная температура и время подбираются индивидуально экспериментальным методом.
Перед покупкой проверьте сертификат качества. Сертификаты необходимы для подтверждения подлинности продукции и соответствия стандартам.
Вместо заключения
Сварочные электроды KOBELCO вне зависимости от марки всегда оправдывают ожидания. Да, стоят они недешево, но это вопрос приоритетов. Хотите высокое качество и надежность швов? Платите больше. Готовы смириться с ухудшенными эксплуатационными характеристиками ради низкой цены? Берите отечественный аналог. Желаем удачи в работе!
Сварочные электроды LB-52U | Состав, сфера применения, достоинства – на промышленном портале Myfta.Ru
 Сварочные электроды LB-52U – это электроды, необходимые для ручной дуговой сварки при переменном и постоянном токе. При этом электрод будет положителен, а заготовка отрицательна. Кроме того, в момент выполнения корневого подхода электрод для сварки цепляется к отрицательному полюсу источника питанию дуги. В свою очередь, объект сварки присоединяется к положительному полюсу. Сварка, как и при электроде МР 3, выполняет в любом положении, кроме вертикального.
Сварочные электроды LB-52U – это электроды, необходимые для ручной дуговой сварки при переменном и постоянном токе. При этом электрод будет положителен, а заготовка отрицательна. Кроме того, в момент выполнения корневого подхода электрод для сварки цепляется к отрицательному полюсу источника питанию дуги. В свою очередь, объект сварки присоединяется к положительному полюсу. Сварка, как и при электроде МР 3, выполняет в любом положении, кроме вертикального.
Сварочные электроды марки LB – это электроды, в состав которых входит основное покрытие. Основу эту составляют фтористые соединения, а также карбонаты. Карбонаты начинаю распадаться, когда достигается максимальная температура дуги. В результате этого процесса происходит образование окиси углерода, кальция, магния и углекислого газа. В случае отсутствия выделения водорода, данная группа именуется как низководородная.

Достоинства
Поскольку использование сварочных электродов LB-52U гарантирует контроль качества, высокую степень технологичности сварки, то сама продукция имеет следующие характеристики:
- Высокая глубина проплавления
- Пониженный уровень разбрызгивания металла
- Отделение шлаков корки. Этот момент очень важен в работе с углеродистой сталью.
- Низкая степень содержания водорода
- Устойчивость к появлению трещин
- Внешний товарный вид
- Экономия в работе

Сфера применения
Электроды для сварки LB-52U используются во всевозможных областях промышленности. Наиболее актуальны данные электроды в нефтеперерабатывающей и газовой промышленности
Поскольку огромное внимание уделяется именно качественному шву, без каких – либо утечек углеводорода. Кроме того, в проведении магистрального трубопровода эти электроды ускоряют процесс выполнения работ по сварке
Возможно проводить работы в ограниченных условиях.
Если брать в рассмотрение российскую территорию, то данные электроды помогают качественно выполнять работы по прокладке магистральных трубопроводов от самого Ямала до Краснодара, в умеренно и резко континентальном климате за счет эластичности шва сварки.
Сварочный электрод НПЦ «Сварочные материалы»ЛБ-52ТRU
Основное назначение Сварка корневых, заполняющих и облицовочных швов труб и металлоконструкций из углеродистых и низколегированных сталей постоянным током обратной и прямой полярности.
Характеристика электродов
Покрытие — основное Коэффициент наплавки — 9,0 г/А.ч Производительность (для диаметра 4,0 мм) – 1,6 кг/ч Расход электродов на 1 кг наплавленного металла – 1,5 кг
Типичные механические свойства металла шва
| Временное сопротивление МПа | Предел текучести МПа | Относительное удлинение % | Относительное сужение % | Ударная вязкость Ан, Дж/см2 | |
| КСU +20°C | KCV -30°C | ||||
| 540 | 450 | 29 | 70 | 200 | 49 |
Химический состав наплавленного металла
| C | Mn | Si | S | P | Содержание * |
| 0,09 | 0,900 | 0,420 | 0,017 | 0,023 | 2,0/6,0 |
*Содержание диффузионно-подвижного водорода см3/100г наплавленного металла 2,0 глицериновая проба, 6,0 проба iso3690:1977
| Диаметр, мм | Длина, мм | Ток, А | Среднее кол-во электродов в 1 кг, шт |
| 3,0 | 350 | 60-110 | 38 |
| 4,0 | 450 | 70-160 | 17 |
Особые свойства
Позволяют производить сварку во всех пространственных положениях, кроме вертикального «сверху-вниз» на обратной и прямой полярности.
Обеспечивают стойкость к порообразованию при удлинении дуги.
Технологические особенности сварки
Сварку корневого шва предпочтительней выполнять на прямой полярности, а заполняющего и облицовочного слоев – на обратной.
Электроды за 1,5-2 часа перед сваркой прокалить при температуре 300-350 °C в течение 1 часа. Сварку производить короткой дугой.
| Классификация | Сертификация |
| Э50А-ЛБ52TRU-d-УД Е514-Б26 ГОСТ 9466-75; ГОСТ 9467-75 ТУ 1272-020-79575650-2005 ТУ 1272-018-01627014-2002 | Морским регистром судоходства РФ НАКС Lloyd’s Register (Великобритания) Det Norske Veritas (Норвегия) ВНИИСТ ВНИИГАЗ |
Сфера применения электродов
Химические свойства расходного материала обеспечивают повышенную ударную прочность.
Поэтому электроды часто применяют в следующих случаях:
- формирование резервуаров большого объема для хранения нефтепродуктов, питьевой воды и иных жидкостей;
- соединение элементов стальных трубопроводов;
- сборка конструкций, применяемых в автомобиле- и судостроении.
При определении сферы применения электродов из низкоуглеродистой стали учитывают такие рекомендации:
- Стержни диаметром 2,6 мм используют при формировании основных слоев сварного соединения, облицовке металлических конструкций. Это защищает сварные швы от влияния негативных атмосферных факторов, агрессивных веществ.
- Электроды размером 3,2 и 4 мм также используют в приведенных выше ситуациях. Кроме того, их применяют для подварки дефектов.
Сварочные электроды Kobelco LB-52U
Низководородный сварочный электрод LB-52U (ЛБ-52У) предназначен для усиления обратной стороны сварного шва. Использование данного электрода позволяет получить отличный наплавленный металл шва и аккуратный корневой чешуйчатый валик без дефектов при сварке с одной стороны соединения. LB-52U обеспечивает намного лучшую стабилизацию дуги и проплавление, чем другие низководородные электроды.Электроды LB-52U (ЛБ 52У) предназначены для сварки труб из сталей прочностных классов до К54 включительно и от К55 до К60 включительно. Электроды LB 52U аттестованы НАКС (Национальной Ассоциацией Контроля Сварки) и рекомендованы ВНИИСТом для использования при строительстве и ремонте магистральных трубопроводов.Цена на данный электрод в нашей компании минимальна, так как продажа осуществляется напрямую и без посредников.Эффект и достоинства сварочных электродов LB-52U (ЛБ-52У):







- Великолепная работоспособность и свариваемость в любых положениях!
- Стабильная дуга и наименьшее разбрызгивание. Обеспечивается стабильная дуга в режиме как низкого, так и высокого тока и наименьшее разбрызгивание. В частности, при сварке первого слоя фиксированной трубы обеспечивается стабильная сварка во всех положениях.
- Красивый внешний вид валика подварочного шва. За счет оптимальной эластичности шлака во всех положениях обеспечивается красивый валик, широкий угол под разделку кромки.
- Сварочный электрод, таким образом, является «по существу» идеальным при сварке на месте.
- Высокая стойкость к растрескиванию и прекрасные механические свойства. Низкая диффузия водорода и высокая стойкость к растрескиванию сварочного шва. Проявляется также высокая ударная вязкость при низких температурах.
- Ударная вязкость по Шарпи в режиме -40°С составляет около 100 Дж/см². Успешные результаты применения в мировом масштабе.
- В большинстве стран мира получена высочайшая оценка свариваемости первого слоя труб. В странах мира, в т.ч. в России, странах Азии и Океании применяются электроды LB-52U в прокладке трубопроводов. Поэтому без преувеличения можно сказать, что LB-52U сварочный электрод глобального значения!
Рекомендации по использованию
| Диаметр электрода LB-52U, мм | Для сварки труб класса до К54 (до 530 Н/мм2) включительно | Для сварки труб класса от К55 до К60 (до 580 Н/мм²) включительно |
| 2.6 | корневой, заполняющий и облицовочный слои сварочного шва | корневой слой сварочного шва |
| 3.2 | корневой, подварочный, заполняющий и облицовочный слои сварочного шва | корневой и подварочный слои сварочного шва |
| 4.0 | подварочный, заполняющий и облицовочный слои сварочного шва | подварочный слой сварочного шва |
Применение электродов LB-52U (ЛБ 52У) позволяет получить отличный наплавленный металл шва и аккуратный корневой чешуйчатый валик без дефектов при сварке с одной стороны соединения. LB-52U обеспечивает высокую ударную вязкость, и его часто используют для сварки труб, морских конструкций и сооружений типа резервуаров, которые необходимо сваривать только с одной стороны. ЛБ-52У обеспечивает намного лучшую стабилизацию дуги и проплавление, чем другие аналогичные электроды.
Прокалка осуществляется при 300–350°С в течение 0.5-1 часа.
Химический состав (%)
| Ø, мм | C< | Si | Mn | P | S | Ni* | Cr* | Mo* | V* |
| 2.6 | 0.06 | 0.52 | 1.00 | 0.011 | 0.005 | 0.01 | 0.03 | 0.01 | следы |
| 3.2 | 0.06 | 0.51 | 1.02 | 0.011 | 0.006 | 0.01 | 0.02 | 0.01 | следы |
| 4.0 | 0.06 | 0.49 | 1.01 | 0.013 | 0.004 | 0.01 | 0.03 | 0.01 | следы |
Механические свойства сварочного электрода ЛБ-52У
| Содержание диффузионного водорода, мл/100 г | Ударная вязкость, Дж/см² |
| 1.6 | 130 |
| Диаметр, мм | Предел текучести, Н/мм² | Предел прочности, Н/мм² | Удлинение, % |
| 2.6 | 441 | 546 | 31 |
| 3.2 | 446 | 540 | 34 |
| 4.0 | 455 | 530 | 35 |
Стандарты и одобрения для LB-52-U
| JIS | AWS | LRS | ABS | DNV | NKK | BV |
| Z3211 D4316 | A5.1 E7016 | 3. 3Y(H15) | 3H10. 3Y | 3YH10 | KMW53H10 | 3. 3YHH |
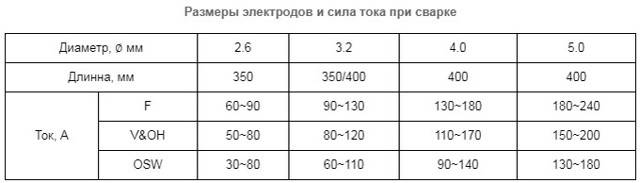
Размеры электродов и сила тока при сварке
| Диаметр, ∅ мм | 2.6 | 3.2 | 4.0 | 5.0 |
| Длинна, мм | 350 | 350/400 | 400 | 400 |
| Ток, А | F | 60~90 | 90~130 | 130~180 |
| V&OH | 50~80 | 80~120 | 110~170 | 150~200 |
| OSW | 30~80 | 60~110 | 90~140 | 130~180 |
Особенности наплавки
При создании наплавки применяется сплав с определенным химическим составом. Его особенностями можно назвать нижеприведенные моменты:
- Как ранее было отмечено, электроды LB-52U имеют основу из низкоуглеродистой стали. Она позволяет существенно повысить качество образующегося шва.
- Наружная оболочка обеспечивает стабильность образующей дуги.
- Сплав проникает глубоко в шов, за счет чего обеспечивается надежность соединения.

Шов, сваренный при помощи электродов LB-52U
Производитель контролирует химический состав наружной оболочки с высокой точностью, что подтверждается сертификацией.
Назначение
Электроды lb получили весьма широкое распространение при дуговой сварке труб или резервуаров, различных конструкций, применяемых в морской воде. Основное предназначение заключается в следующем:
- Усиление ранее полученного шва с обратной стороны.
- Повышение прочности корневого слоя шва на поверхностных стыках стальных труб.
- Заполнение шва на неповоротных стуках различных конструкций.

Маркировка электродов LB-52U
Они подходят для сваривания металлических конструкций из различных сплавов. Электроды LB-52U рассматриваемого бренда характеризуются высоким качеством и универсальностью в применении.
Рекомендации по использованию и хранению
Список преимуществ электродов kobelco LB-52U достаточно большой, но, несмотря на это, имеются некоторые рекомендации по их применению. Если прислушиваться к ним, то можно увеличить качество шва и добиться более прочного соединения:
- Специалисты рекомендуют просушить сварочный компонент перед тем, как начать его использовать. Процесс сушки должен занимать около 40 минут.
- Чтобы изделие не было испорчено, следует начинать сварку на небольшой силе тока, а затем постепенно уже можно переходить на более высокие показатели.
- Электроды с наименьшим диаметром: то есть те, толщина которых составляет 2,6 мм, рекомендуется использовать для облицовочных или заполняющих слоев. Более толстые модели лучше применять в тех случаях, когда необходимо создать дополнительный шов, который сами сварщики нередко называют «подарочным».
- Чтобы в результате работы получился прочный и красивый шов, нужно правильно подобрать силу тока и подходящий зазор.
- Обычно применяются в тех случаях, когда нужно расширить обратную сторону шва. Этого можно добиться, если глубоко проплавить металлический элемент.
- Без японских сварочных компонентов не обойтись в том случае, когда нужно проварить шов с обратной стороны.
После приобретения упаковки LB-52U необходимо позаботиться об их правильном хранении. Если этого не сделать, то велика вероятность, что в скором времени они придут в негодность. Как и многие другие, LB-52U способны впитывать влагу, а если в их структуре будет много жидкости, то на готовых швах могут появиться различные дефекты, такие как поры и трещины.
Чем выше температура воздуха, тем меньше водяных паров должно в нем содержаться, иначе изделия в скором времени испортятся. Например:
- если температура не превышает 15 градусов по шкале Цельсия, то максимально допустимая влажность воздуха — 60%;
- при температуре около 20 градусов влажность воздуха не должна превышать 50%;
- если электроды хранятся в очень жарком месте, где температура превышает 25 градусов, то влажность должна быть менее 40%.

Если следовать этим указаниям, то положительные характеристики электродов LB-52U будут сохранены на долгое время. Однако следует помнить о максимальном сроке хранения согласно ГОСТ, который не превышает трех лет. В том случае, если электрод в результате неправильного хранения уже успел прийти в негодность, его свойства можно все же восстановить, используя печь.
Электроды LB 52U

На сегодняшний день электроды марки LB 52 U занимают лидирующие позиции в сегменте наплавочных расходных материалов. Особенностью этих изделий является то, что при сварке заготовок образуется усиленный наплав с обратной стороны шва, несмотря на одностороннюю сварку. Это позволяет при снижении трудозатрат одновременно обеспечить высокое качество соединения.

Техническая характеристика LB 52U
Эту марку электродов применяют для сваривания стальных изделий и конструкций прочностью до К 60, в том числе, магистральных трубопроводов, качество швов которых имеет первоочередное значение.
В процессе сварки образуется валик, чешуйчатой структуры, обеспечивающий 100-процентную герметичность.
Преимущества электродов LB 52 U
В числе преимуществ данной марки следует отметить:

- повышенную ударную вязкость;
- высокую стабильность образования дуги в процессе сварки;
- возможность проведения сварочных работ во всех пространственных положениях;
- минимальное разбрызгивание в процессе сваривания металлов;
- стойкость наплавленного слоя к растрескиванию;
- достаточную эластичность шва, позволяющую избегать его разрушения при незначительных остаточных деформациях.
Параметры LB 52 U
Электроды обеспечены покрытием основного типа, что позволяет безопасно проводить сварочные операции в любом положении. Крайне низкое содержание водорода позволяет получать надежный шов при соблюдении технологии хранения и просушки расходного материала.
Химический состав электродов обеспечивает надежное соединение высокопрочных марок стали при соблюдении технологии ведения работ и наличии достаточной квалификации сварщика.
По мнению опытных специалистов, качество соединения, получаемое с использованием LB 52 U сравнимо с результатом газовой сварки.

Сферы применения
Данная марка считается универсальной и достаточно популярной как в промышленности, так и в быту. Однако наиболее широко эти электроды используются при сооружении магистральных трубопроводов большого диаметра, тянущихся на большие расстояния. Это обусловлено фактом надежности получаемых герметичных соединений, способных выдерживать высокое давление и экстремальные температуры.
Помимо того, электроды LB 52 B доказали свою эффективность при ремонте трещин стальных резервуаров. Другой ответственной сферой их применения является строительство и ремонт морских судов и мостовых конструкций.
Химический состав электродов LB 52 U
Процентное соотношение химических элементов, входящих в состав электродов этой марки, в определенной степени разнится в зависимости от диаметра стержня.
В состав LB 52 U включены следующие элементы:
- углерод
- кремний
- фосфор
- марганец
- сера
- никель
- молибден
- хром
- ванадий

Размерность и ассортимент
В продаже расходные материалы указанной марки доступны в пяти разновидностях, различающихся по длине и диаметру стержня. Диаметр изделия варьируется в интервале от 2,6 до 5 мм, а длина – от 35 до 40 см.
При выборе изделия особое внимание следует уделять диаметру стержня – для работы с электродами меньшей толщины требуется меньше сварочного тока. Длина расходного материала не влияет существенным образом на технологию работы и может выбираться произвольно
Маркировка и производитель
Маркировка изделия LB 52 U расшифровывается следующим образом:

- L – длинный электрод
- B – материал покрытия основного типа
- U – предназначен для сваривания низкоуглеродистых и углеродистых марок стали
Эксклюзивным производителем электродов этой марки является японская компания Kobelco, являющаяся одним из мировых лидеров в сегменте черной металлургии и расходных материалов. Продукция компании соответствует действующим стандартам и отличается неизменно высоким качеством.






Производители электродов
Лучшей считают продукцию, выпускаемую следующими компаниями:
- Lincoln Electric. Изделия отличаются доступной стоимостью, что делает их лучшим выбором для новичков. Они легко формируют электрическую дугу, поддерживая ее в стабильном состоянии в течение всего процесса сварки. Изделия совместимы с большинством видов аппаратов. Длину дуги контролировать необязательно, электроды устойчивы к ее изменению. Применение продукции Lincoln Electric снижает риск пожара, что объясняется минимальным объемом разлетающихся искр. Образующийся шов отличается эстетичностью и прочностью.
- ESAB-SVEL. Изделия нормально функционируют при переменном и постоянном токе. Минимальная сила, необходимая для стабильного горения, ниже таковой у других марок. Электроды не требовательны к чистоте поверхности. С их помощью можно варить без сложной подготовки. Появляющийся в сварочной ванне шлак легко удаляется. Готовый шов характеризуется высокими прочностными качествами. Прокалка сильно отсыревшего изделия может вестись при температуре 70 °С.
- ЛЭЗ. Стержни данной марки разработаны для сварки низкоуглеродистой и нержавеющей стали. При соблюдении правил получается надежное соединение, не подверженное коррозии. Электроды можно применять при изготовлении металлоконструкций, выдерживающих высокие нагрузки. В процессе сварки образуется небольшой объем легко отделяемого шлака. Сварное соединение не трескается в период остывания.
- УОНИ (ЛЭЗ). Изделия отличаются устойчивостью к знакопеременным нагрузкам. Постоянные растяжения и сжатия не способствуют появлению трещин. Благодаря химическому составу шлаки быстро выводятся из сварочной ванны, что препятствует образованию посторонних включений в шве. Недостатком считают сложность получения сварочной дуги. Перед повторным розжигом конец стержня зачищают.
Лучшими в категории LB 52U считают изделия японской компании Kobelco.
Характеристики, достоинства и недостатки
Несмотря на то что между всеми вышеперечисленными разновидностями имеются явные различия, есть у них много общего. В частности, у них у всех одна и та же марка, а именно — «lLB-52U»; общая масса упаковки — 5 кг; максимальная прочность — 588 МПа; наибольшая текучесть — 530 МПа.

Для работы этих электродов может применяться постоянный или переменный ток. По окончании работы в электроде обычно остается менее 1% марганца, менее 0,5% кремния, менее 0,05% углерода и менее 0,005% серы.
Благодаря положительным свойствам характеристики электродов LB-52U подтверждены множествам преимуществ:
- Они экономичные.
- Обеспечивают отличное соединение шва.
- В них содержится мало водорода.
- Они обладают превосходной устойчивостью к механическим воздействиям.
- Во время работы разбрызгивается лишь небольшое количество металлических частиц.
- Шлаковая корка отделяется очень легко.
- Металл с их помощью можно плавить на большую глубину.
- Готовое соединение обладает хорошей пластичностью.
- Образующиеся при сварке швы имеют приятный внешний вид.
- Они обеспечивают хорошую ударную вязкость.
Есть, конечно, у этих сварочных компонентов и некоторые недостатки, но, к счастью, их немного, и больших проблем они не создают.
Из минусов можно выделить следующие:
- На одном из концов может образовываться шлак. Однако его легко удалить.
- Затруднение поджига. Такие электроды не годятся для точечной сварки и для сварки на прихватах.
Производители электродов
 Монополия — гарант высокого качества. У электродов LB-52U производителем сегодня существует единственная фирма, которая изготавливает сварочные электроды, входящие в группу Familiarc и не имеющие аналогов. Она называется — Kobe Steel, а работает под торговой маркой — «Кобелко». Это один из крупнейших поставщиков техники для строительства в нашу страну. Их изделия продаются в разных регионах.
Монополия — гарант высокого качества. У электродов LB-52U производителем сегодня существует единственная фирма, которая изготавливает сварочные электроды, входящие в группу Familiarc и не имеющие аналогов. Она называется — Kobe Steel, а работает под торговой маркой — «Кобелко». Это один из крупнейших поставщиков техники для строительства в нашу страну. Их изделия продаются в разных регионах.
Многие профессиональные и начинающие сварщики разных стран положительно отзываются о работе с японскими электродами для сварки. Чаще всего говорят о сварке первого слоя неповоротных труб. С недавнего времени и в нашей стране эти сварочные компоненты с успехом применяются для прокладки трубопроводов.





