

Метод сварки с применением шпилек
Зона сплавления – самое уязвимое место соединения из-за отслаивания металла шва. Чтобы ее разгрузить при охлаждении и усадке, используют стальные шпильки (завертыши).
При толщине заготовки 6мм, кромки трещины срезают под углом 45º.
Шпильки плотно вкручивают в приготовленные резьбовые отверстия в шахматном порядке. Выступающая часть завертыша наваривается по контуру. Затем сваривается со всей массой шва способом наложения отжигающих валиков.
При нагрузке на соединение, ее большая часть передается на металл со шпильками, а не на сварной шов, что делает его более долговечным.
Как варить чугун инвертором и плавящимся электродом
Сварка чугуна с помощью инвертора и плавящегося электрода проводится чаще всего холодным методом. Важными составляющими успешного проведения работ являются: правильный выбор электрода и оптимальные режимы сваривания.

Электроды ОЗЧ-3
Исполнитель должен проводить соединение специальными электродами, содержащими никель и/или медь:
| Марка электрода | Сила тока для электрода диаметром 3 мм. | Сила тока для электрода диаметром 4 мм. | Сила тока для электрода диаметром 5 мм. | Сила тока для электрода диаметром 6 мм. |
| ЦЧ-4 | 65-80 | 90-120 | 130-150 | — |
| ОЗЧ-2 | 90-110 | 120-140 | 160-190 | 220-250 |
| ОЗЖН-1 | 100-120 | 130-150 | 160-180 | — |
| МНЧ-2 | 90-110 | 120-140 | 160-190 | 210-230 |
Также следует выделить следующие технологические особенности:
- длина одного непрерывного шва не должна 30-50 мм;
- частые перерывы в сварочном процессе помогут исключить возможность перегрева, температура более 80°С недопустима;
- полярность — обратная.
Данный метод сваривания может выполняться двумя вариантами: с помощью шпилек и по слоям.
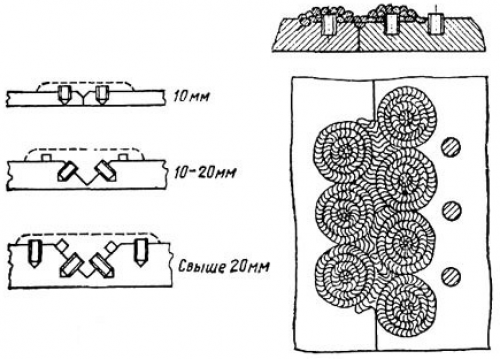
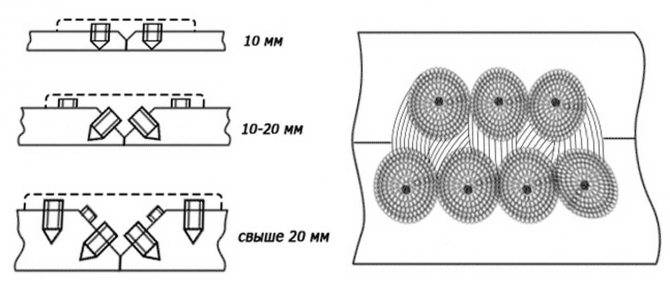
1. Шпильки оснащены резьбой, что позволяет вкручивать их в кромки свариваемого изделия. Шпильки должны быть расположены вразброс/в шахматном порядке, что исключит перегревание во время сварки. Размеры шпилек зависят от толщины рабочего изделия, при их подборе следует полагаться на следующие рекомендации:
- диаметр — 0,3-0,4 толщины изделия, но не более 12 мм.;
- глубина вкручивания — 1,5 диаметра шпильки, но не более половины толщины изделия;
- высота выступающей части шпильки — 0,75-1,2 диаметра.
После установки шпилек, можно приступать к сварке. Вокруг каждой шпильки осуществляется наплавление металла, слой за слоем. Затем исполнителю необходимо заварить пространство между шпильками, оставшееся нетронутым, выполнить один или несколько соединительных швов.
 2. Многослойная сварка выполняется после разделки кромок. Не допускается присутствие острых углов. Наплавку следует производить с краев. Первый слой является основным, поэтому во время его наплавления нужно тщательно следить за режимом сварки. Каждый последующий слой, кроме первого и облицовочного, необходимо проковывать молотком, без охлаждения.
2. Многослойная сварка выполняется после разделки кромок. Не допускается присутствие острых углов. Наплавку следует производить с краев. Первый слой является основным, поэтому во время его наплавления нужно тщательно следить за режимом сварки. Каждый последующий слой, кроме первого и облицовочного, необходимо проковывать молотком, без охлаждения.
Видео
В нижеследующем ролике продемонстрирован электрод по чугуну Zeller 855, но из ролика можно увидеть, как производится сварка.
Данные сведения помогут исполнителю узнать, как варить чугун инвертором электродами по чугуну, и легко произвести работы по соединению.
Сварка обычными электродами
С целью экономии денежных средств, можно использовать вместо специальных расходников обычные (стальные). Электроды общего назначения отличаются более доступной ценой. Технология многослойной сварки обычными прутками практически ничем не отличается от рассмотренного выше способа, где применяются специальные стержни с покрытием из цветных металлов. Этапы выполнения работ аналогичны. Единственным отличием является то, что следующие после первого слои наплавляются не специальным электродом, а обычным.
Внимание! Сварка чугуна не предназначенными для этого электродами возможна, но мы не рекомендуем применять ее в сколько-нибудь ответственных соединениях! Данную информацию приводим лишь для сварки с экспериментальными целями
Сварка чугунными электродами
Данный способ сварки может проводиться холодным и полугорячим методом. Небольшой предварительный нагрев улучшит структуру наплавленного металла.
Чугунные электроды представляют собой литые стержни с обмазкой, применяющие для исправления дефектов чугунного литья. К данному типу расходных материалов относятся следующие марки: МНЧ-1; ОЗЧ-1; ОЗБ-2М.
Сваривание осуществляется постоянным и переменным током. Величина тока определяется следующим образом: 50-60 А на 1 мм. электродного стержня.
Наплавка поверхностей и заварка трещин латунью.
Категорически запрещается сварка латунью без респираторов, так как продукты сгорания углерода и испарения цинка вредно действуют на здоровье.
Переходя к холодной сварки чугуна, следует отрегулировать пламя с избытком ацетилена, так как такое пламя необходимо для восполнения в шве выгорающего в процессе сварки углерода. Выполнять сварку окислительным пламенем запрещено так как при этом будет интенсивно выгорать марганец, кремний и углерод, что приведет к повышенной пористости.
При наплавке валика или заварке трещины, раковины и т. п. нужно не отрывая пламени горелки, вводить флюс в сварочную ванну. Это можно сделать двумя способами:
1) во время сварки пруток периодически погружается во флюс;
2) флюс подсыпается в ванну ложкой.
При горячей газовой сварке, подогрев ведется теми же способами, что и при дуговой
Дефекты завариваются чугунными прутками диаметром от 6 до 12 мм в зависимости размера дефекта. В качестве присадочного материала применяют латунную проволоку JI-62 ЛК-62-0,5. Флюсом служит прокаленная бура.
При сварке нужно следить за правильным ведением процесса лужения и нормальным расстоянием ядра пламени от ванны.
При наплавке валиков латунью, поверхность чугунной детали не расплавляется, а только нагревается до температуры плавления латуни и облуживается ей. Таким образом можно сказать, этот процесс представляет собой пайку чугуна латунью. Закономерных движений присадкой и горелкой в этом случае нет, а они приобретаются опытом в процессе работы. Лужение выполняется отдельными участками, причем при достаточном нагреве поверхности чугуна латунь должна растекаться тонким слоем. Если латунь скатывается в виде шариков, то это указывает на недостаточный прогрев детали. Нужно отметить, что сварочное пламя должно быть окислительным (с избытком кислорода до 30—40%). Кислород в этом случае создает тугоплавкую пленку окиси, что предохраняет цинк от испарения. При заварке трещин латунью нужно также облуживать кромки, и только после этого переходить к наплавке соединительного слоя. Во избежание перегрева чугуна конец ядра пламени должен находиться от поверхности металла на расстоянии 10- 15 мм.
 Сварка чугунной отливки
Сварка чугунной отливки
Особенности сварки чугуна
Чугун – это железный сплав с большим содержанием углерода. Углерод придает стальным сплавам твердость, при содержании его свыше 2,14% получаемый сплав уже является чугуном. Поскольку углерод не является металлом, он не может образовать с железом кристаллических решеток и присутствует в виде вкраплений графита различных форм или входит с железом в химическую связь. Из-за графита чугун имеет пористую структуру, насыщается газами и впитывает масло.
При сварке чугуна проблемы начинаются сразу после образования шва. При остывании, особенно быстром, легко возникают трещины, вызванные закалкой и сильными напряжениями в металле. Образуется карбид железа (цементит), чугун “отбеливается”, получает высокую твердость и хрупкость. Поэтому после сварки необходимо поддерживать температуру 200-300°C, постепенно снижая ее, чтобы избежать образования цементита.
Помогает также введение никеля в материал шва. Он смешивается с железом в любых соотношениях. При этом не образуется карбидов и повышения твердости, что позволяет избежать трещин. Можно использовать для этих целей медь, но она не обеспечивает такой однородности шва, как никель.







Сравнительно невысокая температура плавления чугуна (от 1200 до 1250 градусов) приводит к его высокой текучести и ограничивает положения сварки – особенно сложно варить потолочные швы. Кроме того, повышено газообразование, которое продолжается даже при остывании шва.
Так называемый “горелый” чугун (бывший длительное время под действием высоких температур) сваривать невозможно из-за появления окислов кремния и углерода. Вообще чугунные детали предпочтительно менять и при использовании не допускать их разрушения.
Основные трудности при сварке чугуна:
- образование трещин при остывании шва;
- сильное повышение твердости в области шва;
- выделение газов создает пористость шва;
- текучесть ванны усложняет технологию.
Сварка чугуна по шпилькам
Так как заварить чугун с крупнозернистой структурой многослойным способом не всегда удаётся, соединение осуществляется с помощью установки шпилек с резьбой. Их размещают в шахматном порядке по краям соединяемых частей. Размер шпилек выбирается, руководствуясь рекомендациями:
- по диаметру не более 0,3 — 0,4 толщины детали, максимальный — 12 мм;
- вкручиваются на глубину 1,5 своего диаметра, но не больше 0,5 толщины материала;
- длина выступающей над поверхностью части — 0,75 — 1,2 диаметра шпильки.
После установки по периметру шпилек наваривается несколько слоёв металла. Чтобы избежать перегрева наплавку производят попеременно на разных концах. В завершение металл вокруг шпилек соединяется одним или несколькими швами.
Виды чугуна
Существует три основных типа чугуна:
- Белый чугун.
- Серы чугун.
- Ковкий чугун.
Основное различие между различными типами чугунов заключается в форме углерода в сплаве; углерод может присутствовать в виде карбидов, свободного графит.
Белый чугун
Белый чугун образуется, когда углерод соединяется с железом, хромом, молибденом в виде карбидов и не выпадает в осадок в виде графита во время затвердевания; вот почему белый чугун прочный и хрупкий. Белый чугун не поддается сварке из-за отсутствия достаточной пластичности, которая требуется при сварке для компенсации тепловых напряжений в основном металле.
Серый чугун
Серые чугуны-это сплавы железо-углерод-кремний, содержащие несвязанный углерод в виде чешуек графита; эти сплавы железо-углерод-кремний называются серыми чугунами из-за серого цвета трещиноватых поверхностей этих сплавов. Медь, хром, молибден и никель добавляются в эти сплавы для контроля микроструктуры, а также для повышения коррозионной стойкости.
Ковкий чугун
Ковкий чугун образуется путем термической обработки белого чугуна подходящего состава, который продвигается при выполнении следующих условий
Все типы чугуна, за исключением белого чугуна, поддаются сварке, но гораздо хуже обычной стали. Сварка может выполняться с использованием различных способов.
Наиболее простые и распространённые способы дуговая и газовая сварка. Сварочными материалами являются электроды и проволока на основе железа, меди или никеля.
Дуговая сварка чугуна
При сварке чугуна выделяется большое количество вредных газов. Поэтому перед началом работы необходимо убедится в хорошей вентиляции места проведения работ.
Стоит отметить, что чугуны обладает большой жидко текучестью вертикальные и горизонтальные швы сваривать трудно, а выполнять сварку в потолочном положении невозможно.
Разделка кромок чугунных деталей может быть выполнена зубилом, кислородной резкой или воздушно-дуговой резкой.
Сварку чугуна можно проводить различными способами
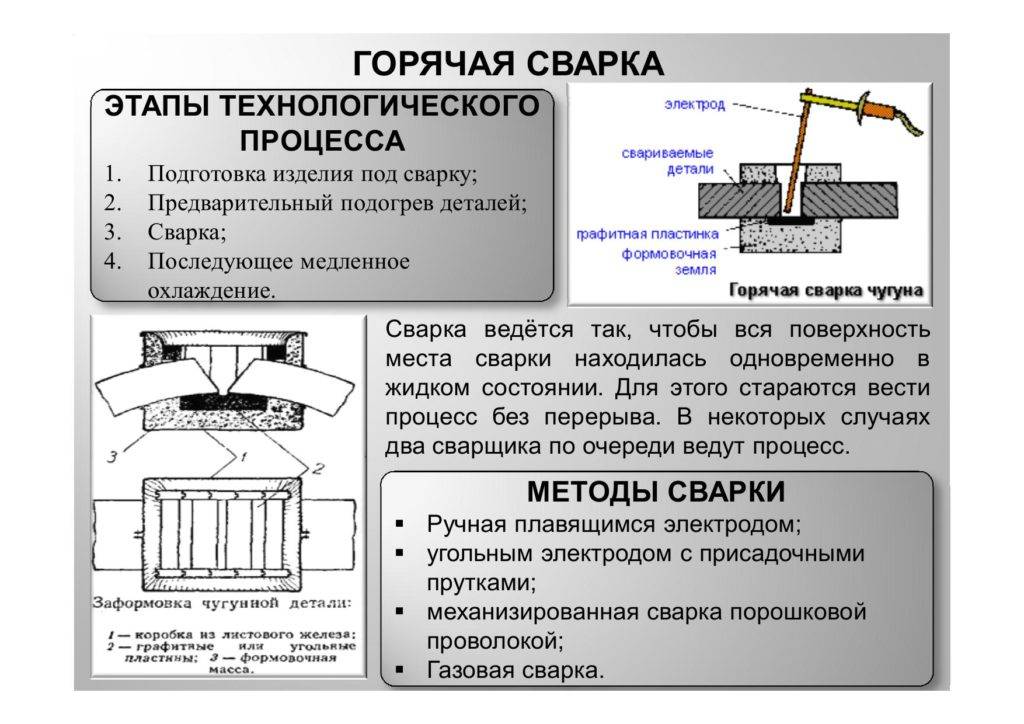
Технология и особенности свариваемости чугуна горячим способом
Перед сваркой происходит подготовка к ней сварных кромок свариваемых деталей.
Выполняется разделка и тщательная их очистка. Форма разделки, в зависимости
он толщины и назначения сварного соединения, может быть V-образной или U-образной.
В случае, если сварку применяют с целью устранить дефекты
сварного шва, то дефектный участок разделывают и формы разделки должны быть
округлыми.
Для того, чтобы предотвратить вытекание расплавленного металла из разделки,
вокруг неё выкладывают графитовые или угольные пластины, плотно прижимая их
к деталям. При заваривании излома необходимо применять приспособления, обеспечивающие
точность позиционирования свариваемых частей и их надёжную фиксацию.
Предварительный подогрев при горячей сварке чугунных изделий
Предварительный подогрев выполняют в печи, в горне или специальных ямах. В
зависимости от назначения детали, их формы и размеров, марки чугуна, применяют
местный или общий подогрев.
В случае горячей сварки чугуна при массовом производстве небольших изделий,
применяют печи конвейерного типа. Для подогрева крупногабаритных деталей используют
специальные нагревательные ямы или колодцы, выложенные огнеупорным кирпичом.
Если необходим местный подогрев (полугорячая сварка) крупных изделий, то можно
использовать газовые горелки, горны индукционные нагреватели и другие средства.
Подогревают детали, в зависимости от из размеров и назначения процесса
сварки, до температуры 400-800°C. Крупногабаритные изделия подогревают до
более высоких температур, чем мелкие детали. Подогрев выполняют медленно и равномерно,
это необходимо, чтобы исключить появление внутренних напряжений в металле и
возникновение трещин.
Одним из главных факторов, обеспечивающих качественную горячую сварку чугуна,
является поддержание всего наплавленного металла в расплавленном состоянии на
протяжении всего процесса сварки. Чтобы этого достичь, процесс сварки ведут
непрерывно, до его полного завершения.
По завершении сварки, сварное изделие медленно охлаждают. Для охлаждения сварные
швы покрывают слоем мелкого древесного угля и оборачивают асбестом. Такая технология
препятствует отбеливанию чугуна и предотвращает возникновение внутренних напряжений
и образование
горячих трещин в сварном соединении. После завершения процесса охлаждения,
изделие очищают и проводят контроль
качества сварки.
Методы сварки
Для создания прочных швов разработаны три способа:
- Технология горячей сварки сложна, но практически исключает образование трещин. Выполняется с предварительным подогревом до температуры 600 — 650⁰C при последующем медленном охлаждении. На производстве эта процедура выполняется на индукционных установках. Некоторые новички сомневаются можно ли варить чугун этим способом самостоятельно. Это реально, если для нагрева воспользоваться горном, газовой горелкой, паяльной лампой, а для медленного охлаждения горячим песком.
- Полугорячая сварка аналогична предыдущему способу, но температура нагрева 300 — 350⁰C.
- Холодную сварку осуществляют специальными электродами без предварительного подогрева деталей. Однако чтобы заварить чугун этим способом необходимо учитывать технологические особенности материала.
Чугун: виды, применение
Чугуном называется своего рода смесь из железа и углерода. Материал твердый и износостойкий, но, парадокс, довольно хрупкий, если неправильно с ним обращаться. Вот почему сварка чугуна электродом в домашних условиях инвертором, должна производиться только после тщательной подготовки (об этом будет сказано чуть ниже).
В мире чугун известен давно — считается, что он появился в 6 веке до нашей эры.
Средняя температура плавления составляет более 1000 градусов по Цельсию. Работать с материалом можно при нагреве до 600 градусов.
По видам чугунный металл делят на следующие категории:
- белый;
- половинчатый;
- серый;
- высокопрочный;
- ковкий.
С течением времени чугун не теряет своей актуальности, его используют в разных сферах жизнедеятельности человека. Применяют материал для следующих целей и задач:
- ковки оградок;
- производства станков;
- выпуска сковородок для домашнего хозяйства;
- изготовления радиаторов отопления, труб, сантехнических соединений;
- создания ванн;
- в автомобилестроении — для выпуска коленчатых валов, цилиндров, двигателей и прочего.
Это — лишь малая часть задач, с которыми успешно справляется обыкновенный чугун. Важная особенность заключается и в том, что наплавка чугуна электродами осуществима в домашних условиях без помощи профессионального сварщика.
Особенности сварки чугуна
В зависимости от того, в каком виде присутствует углерод, чугун подразделяется на несколько видов:
- Белый чугун. В нем углерод содержится в виде цементита. Он отличается высокой твердостью, не поддается обработке режущими инструментами. Его крайне трудно варить.
- Серый чугун. Он содержит углерод в форме графита. Сплав достаточно легко поддается обработке. При сварке чугуна электродом в домашних условиях с инвертором обеспечивается надежное соединение.
- Ковкий тип. Он получается путем специальной обработки белого чугуна с преобразованием углерода в форму хлопьевидного графита. Этот сплав активно используется в машиностроении. Сварить его можно специальными электродами.
- Половинчатый чугун. Содержит углерод в обеих формах — цементит и графит. Применяется для изготовления изделий повышенной износоустойчивостью.
- Высокопрочный чугун. В нем углерод имеет шаровидную форму, приобретаемую в процессе кристаллизации. Применяется металл для особо ответственной продукции, в т. ч. труб.
Последние 2 типа сплава поддаются сварке электродом, но требуют особый подход. Сварочная технология разных типов чугуна существенно различается, что необходимо учитывать при работе.
Сварка чугуна связана со следующими сложностями:
- Некоторые составляющие сплава легко окисляются при расплавлении с образованием тугоплавких оксидов. Они приводят к неоднородности сварного шва и появлению непроваренных участков.
- При быстром охлаждении околошовной зоны формируется цементит, который в последующем не поддается механической обработке.
- Чугунный расплав обладает повышенной текучестью, что затрудняет формирование шва и удержание в сварочной ванне.
- Любой неравномерный прогрев и охлаждение сварочной зоны ведет к растрескиванию металла.
- При расплавлении чугуна выделяются газы, способные вызвать появление пор в сварном шве.
Важно! Особая структура и свойства чугуна приводит к плохой его свариваемости в домашних условиях. Однако при соблюдении режимов, правильном выборе метода и расходных материалов качественно заварить можно большинство чугунных изделий, используемых дома
Методы сварки
Инверторная сварка с использованием электродов, что плавятся

В этой части статьи поговорим, про то какие есть виды сварки чугуна. Стоит помнить, что сварка чугуна проходит при не высоких градусах, так что его сварка происходит благодаря инвентарному аппарату без проблемно.









Вы сможете проводить такую сварку на заводе или фабрике и даже в вашей подсобке или на даче. Часто при инвентарной сварке применяться электроды, что плавятся.
Или если вы применяете сварочный аппарат с холодным методом работы(это элементарно противоположный метод горячему, с начала работы с элементом он не прогревается в печи или с помощью горелки, а работа с ним происходит в холодном виде).
Такой электрод, что подвержен плавлению должен иметь в своем составе никель. Если промотаете в низ, то найдете таблицу, где мы привели рекомендуемые параметры для электродов.
Можно применить прерывистые швы, но они должны быть не менее чем четыре сантиметра длинны. Нужный градус в границах 85-90 градусов. Давайте чугуну немного остыть, в будущем это улучшит результат.
Сваривание при помощи электродов из стали

У вас конечно возникнет вопрос, выйдет ли вам сварить металл из чугуна с помощью простого стального электрода?
Мы не сможем вам это запретить, конечно попытка не пытка, но мы не советуем этого делать, особенно если вы хотите использовать обычную сварку дугой.
Конечно стальные электроды удобны и имеет не высокую стоимость, чем и завоёвуют покупателя, но если вы захотите сварить с их помощью чугун, у вас выйдет некрасивый и ненадежный шов.
Тем более если вас ждет ответственная работа, как например с частью водопроводной трубы, тогда мы настоятельно советует приобрести именно специализированные электроды, поскольку скупой платить дважды.
Сваривание электродами из чугуна

Конечно, совершенно очевидно, что для сварки чугуна нужно применять родной электрод также их чугуна. Не имеет значение какой вид сварки вы выберете, для металла по типу чугуна подойдут и тот и тот тип.
Конечно все равно желательно подогреть элементы сварки перед работай над ними, тогда чугун стает более податливый и с ним на много проще работать и формировать качественный шов.
Они находятся в средней цене, но при этом у них достаточно высокое качество.
Когда вы свариваете чугун в гаражных условиях то можно применить переменный или постоянный ток. Если вы хотите не ошибиться выставляя силу тока, то первым делом определите какого диаметра ваши электроды.
Низкотемпературная пайка-сварка чугуна латунными припоями
Процесс протекает при температуре 700…750 °С, при которой в чугуне не происходит структурных изменений. Это исключает опасность отбеливания чугуна и уменьшает возможность образования трещин
Пайку-сварку целесообразно применять при исправлении дефектов на уже обработанных поверхностях, где важно сохранить первоначальную форму изделия, нельзя использовать предварительный подогрев, а также в тонких сечениях, когда необходимо снизить опасность возникновения деформации. Этот способ позволяет получать соединения чугуна с чугуном и другими металлами, что упрощает конструкцию отливок
В качестве припоя используется кремнистая латунь ЛОК-59-1-0,3, содержащая до 0,4 % кремния. Для пайкисварки изделий применяется припой ЛОМНА-54-1-10-4-02, содержащий медь, олово, марганец, никель и до 0,6 % алюминия. При пайке-сварке этим припоем металл паяно-сварного шва имеет цвет чугуна, твердость 180…200 НВ и временное сопротивление разрыву 280…340 МПа. Применяется поверхностно-активный флюс марки ФПСН-2, содержащий 50 % борной кислоты (Н3ВО3), 25 % углекислого лития (LiCO3), 25 % углекислого натрия (Na2CO3) и галоидосодержащую добавку для удаления вязкой окиси алюминия, образующейся в процессе пайки-сварки. Флюс плавится при 650 °С и служит индикатором начала процесса. Пайку выполняют обычной сварочной горелкой, работающей на ацетилене или газах-заменителях. Пламя должно быть нормальным. Кромки подготавливают механической обработкой. На поверхности чугуна не допускается грязь, окалина. Следы жиров удаляют протиркой растворителями (ацетоном, бензином и др.). Флюс наносят на основной металл после предварительного подогрева кромок до 300…400 °С. Пайку-сварку начинают в момент плавления флюса, направляя пламя на прилегающие к разделке участки основного металла во избежание раздувания флюса.
Расплавленный флюс прутком припоя равномерно распределяют по всей поверхности свариваемого места; затем пламя направляют на конец прутка, оплавляют его и по спирали снизу вверх заполняют разделку металлом припоя. Сразу же после затвердевания наплавки ее проковывают медным молотком.
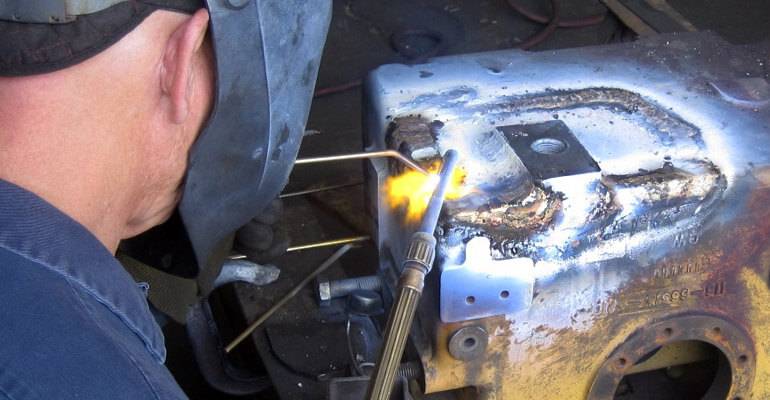
Чугун — электроды и сварка со сталью
Мне предстоит ремонт коробки УАЗика и в перспективе — блока тракторного двигателя. В связи с чем вопрос: каковы особенности сварки чугуна?
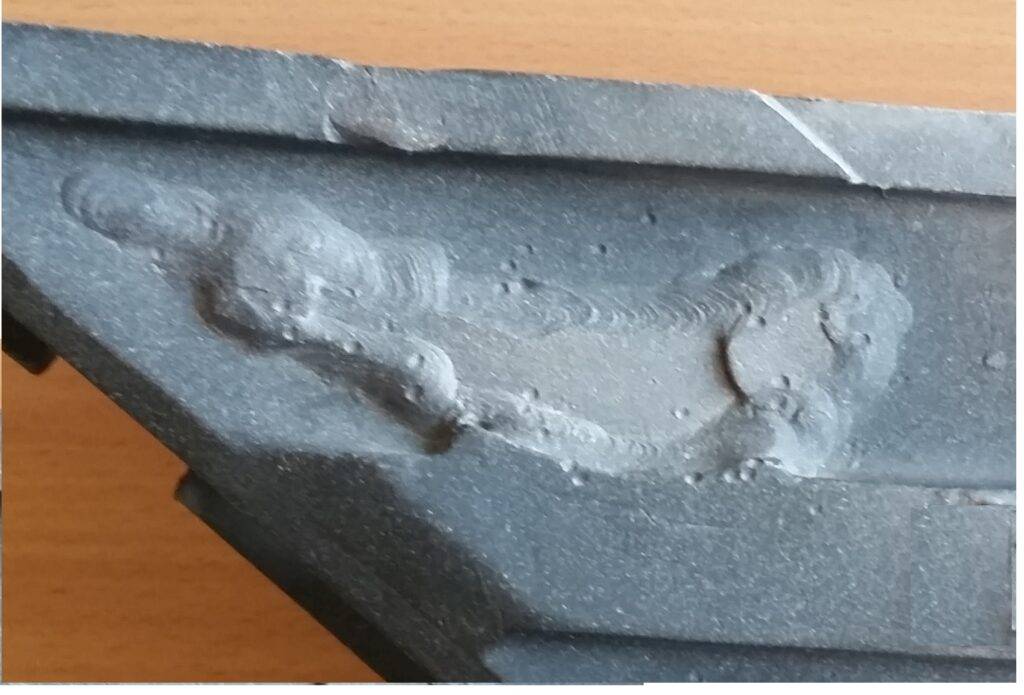
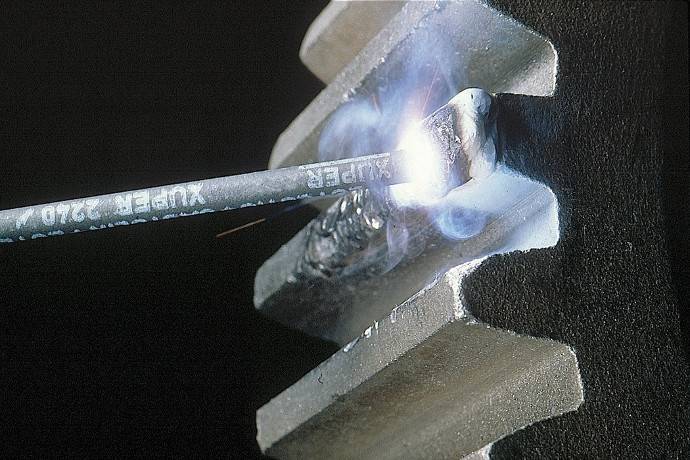
Пример шва по чугуну
Указанный Вами сплав — довольно непростой материал, т.к. содержит от 2.14 до 6% углерода (все что ниже 2,14% именуется сталью). Высокое содержание углерода отрицательно влияет на его свариваемость. Как способ плавления, лучше всего подходит ручная дуговая (ММА), либо полуавтоматическая сварка (MIG-MAG). Консультируйтесь при выборе инвертора со специалистами магазина, они помогут выбрать правильный вариант.
Теперь, собственно, про особенности чугуна:
• он обладает высокой теплопроводностью – соответственно, очень быстро отдает переданное ему тепло. Быстрое охлаждение приводит к возникновению закалочных участков в зоне шва и образованию белого чугуна склонного к охрупчиванию.• Отсутствие пластичности создает внутреннюю сверхнапряженнность в структуре• Углерод интенсивно сгорает при нагреве и плавлении с выделением монооксида углерода, способствующего развитию пор и раковин.
• Окисел чугуна очень тугоплавкий
Электроды по чугуну
Для РДС (ММА) используют следующие:
• чугунные сейчас редко встречаются. Могут быть очень большого диаметра от 6 до 15 мм. Рекомендуется применять электроды с минимальным диаметром и на малых токах.• на медной основе,• на никелевой основе
• стальные.
Применение стальных электродов
Для чугуна – хуже не придумаешь. Целесообразно, если ремонтируются небольшие дефекты и не планируется дальнейшая мех.обработка. Из-за процесса отбеливания шов становится податливым и хрупким. Применяют электроды ЦЧ-4 стержень которых составлен из чистого Fe или УОНИИ-13/45 , которые используются для заварки «черных » и малолегированных сталей
Наилучшие же характеристики показывают электроды на основе никеля (электроды ESAB ОК 92.18, ОК 92.58 ). Ими осуществляют холодную сварку чугуна (см. ниже), но рекомендуется незначительный подогрев до 40 градусов. Полученный шов обладает хорошими прочностными характеристиками и обрабатывается резцом или фрезой без ограничений
Электродами на медной основе варится чугун хорошо, но прочностные свойства шва и околошовной зоны вы не получите, связано это с тем, что Cu и Fe не взаимодействуют друг с другом до растворения Cu.
Для полуавтоматической сварки
применяют стальную, никелевую и кремний-бронзовые проволоки в сочетании с защитным газом или его смесями.
Различают горячую и холодную сварку
• При горячая сварке чугун подогревают до температуры от 250 до 650 градусов с последующей плавлением на малых токах. Перегрев и большие токи могут привести к растрескиванию. После сварочной операции чугун медленно охлаждают. Для этого его можно поместить в песок или накрыть теплоизоляционным материалом.
• Холодная сварка для чугуна производится без подогрева, но нужно делать швы как можно короче, необходимо, чтобы они остывали постепенно.
Читайте Ремонт чугунных изделий сваркой. Из опыта Уралмашзавода.
Шлифмашинка Макита от брызг
Сварщик может столкнуться с «обилием» брызг. В таком случае должна помощь зачистка на глубину более 0,5мм. Дело в том, что при изготовлении песчано-глинистой формы, в которую отливают чугун, используются не только песок и глина, а еще и связующие компоненты, среди которых и канифоль. При нагреве возможно попадание этих примесей в поверхностный слой, и они «газят» при нагреве. Используйте шлифмашинку Макита с зачистным или обдирочным кругом для удаления поверхностного слоя.







Сварка чугуна и стали
Здравствуйте, делаю забор с фундаментом в виде ленты. Через каждые 2,5 метра – металлические решетки, которые будут между каменными столбиками. Для армирования каменных столбиков нашлись чугунные канализационные трубы. Решетки в столбиках будут крепиться с помощью стальных полосок. Вопрос: как приварить сталь к чугуну?
Обычно, перед сваркой стальную и чугунную заготовку подогревают до температуры 600 градусов. Предварительный подогрев позволяет получать сплошные герметичные сварные соединения в один проход.Но если, как в вашем случае, предварительный подогрев в печи невозможен, то технология меняется. Сварку забора осуществляйте валиками длиной не более 25 мм.
Особенности сварки чугунных изделий
При сваривании чугуна на процесс сварки сильно влияет кислород и азот, в большом
количестве содержащиеся в воздухе. При расплавлении металлического электрода,
под их воздействием, протекают сложные химико-металлургические процессы. Вследствие
этого, в металле сварного шва содержание углерода и легирующих элементов становится
ниже, чем в металле электрода.
Если чугун сваривают электродами из низколегированной стали без покрытия, то
в составе метала сварного шва содержание таких элементов, как углерод, марганец
и кремний оказывается ниже, чем в металле электрода, а содержание кислорода
и азота повышается. В результате, механические свойства сварного соединения
сильно снижаются.
Для повышения механических свойств, применяемые при сварке чугуна электроды,
имеют защитные покрытия, которые, в процессе сварки, создают газовую или шлаковую
защиту зоны сварки. Чаще всего, в состав защитных покрытий включаются элементы,
которые при сварке переходят в металл сварного шва. Благодаря этому, можно получить
сварной шов с такими элементами в составе, которых не было в электродной проволоке.
К примеру, применяя для сварки чугуна низкоуглеродистые электроды, можно получить
состав наплавленного метала примерно такой же, как и состав свариваемого чугуна.
Высокие механические свойства металла сварного шва получаются и в том случае,
когда применяется сварку под флюсом, т.е. плавление электрода и основного металла
происходит под слоем флюса. Данный вид
сварки часто используют при дуговой автоматической сварке.
Способы сварки
Способ сваривания такого металла, как чугун, зависит от того, как его подготовить к процессу. Зависимо от этого различают «холодный» способ (без предварительного подогрева поверхности) и «горячий» (с предварительным нагревом детали).
Холодный способ сварки
Сваривание чугунных деталей холодным способом более простое, но нужно использовать специально предназначенные для этой сварки электроды.
Если пользоваться обычными (стальными) электродами без предварительного нагрева, то в сварном шве образуется металл в виде высокоуглеродистой стали с элементами, входящими в состав чугуна (серы, фосфора, марганца и прочих).
К тому же, такой шов нельзя зачищать, ввиду его высокой способности к растрескиванию. Слишком быстрое остывание приведет к образованию белого чугуна в месте рядом со швом. Металл станет твердым и очень хрупким.
Холодное сваривание проводят электродами небольшого диаметра и на малом токе.
Чаще всего такой способ целесообразно использовать при небольших объемах работ и невозможности сделать подогрев деталей.
Холодную сварку чугунных деталей можно проводить стальным электродом только в том случае, если швы не будут испытывать нагрузки на растяжение. Чаще всего используются медно-никелевые электроды, или же имеющие в своем составе медь и железо.
Горячий способ
Использование такого метода сваривания чугуна более целесообразно в домашних условиях. При подогреве сварочный шов более качественный, так как отсутствую процессы отбеливания металла и его закалки.
Горячий способ может быть местным или общим (частичный прогрев или полностью всей детали).
Для нагревания стоит использовать печь, где деталь будет равномерно прогреваться со всех сторон.
Также различают варианты прогрева в зависимости от температурного показателя
- Горячий — от 500 до 600 градусов.
- Полугорячий — от 300 до 400.
- Теплый — от 150 до 200.
Вся технология заключается в нагревании детали до необходимых температур перед свариванием и медленном охлаждении после завершения процесса.
Нагрев не должен превышать показатель 600-650 градусов. Иначе это приведет к изменению в структуре чугуна. Также нужно соблюдать неспешное нагревание, выдерживая скорость в 150 градусов в час.
Охлаждение тоже происходит неспешно. Лучше всего — поместить деталь в печь, в которой происходило нагревание, где и будет происходить остывание вместе с ней.





