

ОТ-5 Вариатор токарно-винторезного станка
Вариатор (бесступенчатая коробка скоростей)
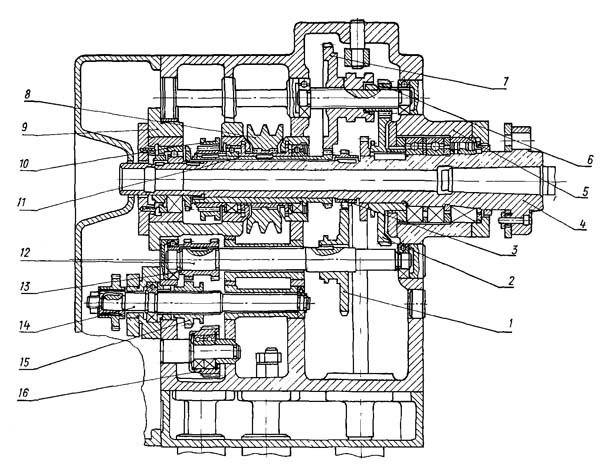
Вариатор состоит из собственно вариатора и двухступенчатой коробки скоростей (коробки переключения диапазонов).
Первый (ведущий) вал 2 вариатора приводится во вращение фланцевым электродвигателем через зубчатую полумуфту. Вторая половина муфты выполнена заодно с валом 2, на котором установлены неподвижный (в осевом направлении) диск 4 и подпружиненный скользящий диск 3, образующие ведущий шкив вариатора. От этого шкива вращение посредством широкого клинового ремня передается валу 7 через ведомый шкив вариатора, состоящий из неподвижного диска 5 и управляемого скользящего диска 6.
Кроме ведомого шкива, на валу 7 расположены зубчатые колеса 8 и 9. Зубчатое колесо 9 снабжено наружным и внутренним зубчатым венцом полумуфтой. Зубчатое колесо 8, перемещаясь по шлицам вдоль вала 7, переключает диапазоны скоростей выходного вала вариатора. На этом валу посажен ведущий шкив клиноременной передачи, связывающей вариатор с передней бабкой. Для натяжения передачи корпус 11 коробки скоростей вариатора может поворачиваться на стакане 10, закрепленном на корпусе 1 вариатора. Поворот корпуса 11 производится при помощи стяжной гайки 21, после чего корпус закрепляется винтами на стакане 10.
Механизм управления вариатором и коробкой скоростей расположен сверху на корпусе вариатора. Маховичок 12 управляет перемещением скользящего диска 6, рукоятка 16 служит для переключения шестерен в коробке скоростей. Планетарная передача 20—19—18—17 связывает маховичок 12 с диском 13, на котором установлено кольцо 14 с лимбом 15. На лимбе нанесены две шкалы скорости вращения шпинделя, одна — для прямого включения шпинделя, вторая — для включения шпинделя через перебор.
Для отсчета показаний шкал служат две пары указательных штрихов, нанесенных на прозрачном щитке, расположенном над лимбом. При переключении скоростей вариатора щиток перемещается вместе с рукояткой 16. Для отсчета следует пользоваться той парой указательных штрихов, которая в данный момент находится в верхнем положении.
Выбор подходящей модели для домашней мастерской
Подбор настольного токарного станка – дело ответственное. Избежать проблем, возникающих в процессе эксплуатации приобретенного оборудования, помогут следующие рекомендации.
- Перед покупкой требуется сопоставить количество необходимых функций со стандартными возможностями станка. Возможно, придется приобретать дополнительные комплектующие детали и инструменты.
- Немаловажным пунктом является сопоставление размеров и формы заготовок, диаметра их обточек. От данных параметров зависит расстояние до суппорта.
- Рекомендуется учитывать совпадение требуемой точности предполагаемых операций с функциональными возможностями устройства.
- Учитываются планируемые масштабы работ и частота их проведения.
Одним из важных пунктов при подборе настольного станка является изучение конструкционных особенностей, позволяющих установить дополнительные приспособления. Они могут не входить в стандартный комплект устройства. В таком случае требуемые узлы приобретаются отдельно по заказу клиента.

Технические характеристики
Выбор токарного станка не проводится без изучения ее технических характеристик. Значение имеют следующие параметры.
- Вес и место расположения. Не стоит приобретать самый тяжелый станок. Это не гарантирует точность работ. В приоритете постоянное расположение оборудования. Если предполагаются частые перемещения с места на место, рекомендуются модели весом до 45 килограммов.
- Рабочее напряжение. Помимо устройств с однофазной сетью, выпускаются станки, требующие напряжения в 380 B.
- Мощность. Данный параметр зависит от того, какие материалы придется обрабатывать. Для решения большинства задач достаточно 400 Вт.
- Скорость. От нее зависит оперативность выполняемых операций. Рекомендуется уточнить, с какой скоростью будет вращаться вал со шпинделем и можно ли её регулировать.
- Наличие реверса шпинделя. Если нужно поменять сторону вращения детали не придется менять положение ремня.
- Цена деления лимба подачи. Чем меньше деление шкалы, тем точнее проходит корректировка движение резца.
- Расстояние между передней и задней бабкой. Данный параметр указывает, какая длина обрабатываемых деталей допускается на используемом устройстве.
- Диаметр пиноли. Чем больше его величина, тем меньше вибрирует деталь во время работы.
Приобретение б/у оборудования
Сэкономить финансы поможет покупка станка б/у. Избежать проблем помогут следующие рекомендации:
Обязательно потребуйте техническую документацию, прилагаемую производителем
Если таковая отсутствует, лучше отказаться от покупки.
Проверьте работу станка и протестируйте его функциональные возможности во всех режимах.
Убедитесь в наличии комплектующих узлов, указанных в техническом паспорте.
Обратите внимание на люфты подвижных деталей. Зазоры должны соответствовать характеристикам, указанным производителем.
Проверьте вращение шпинделя
Убедитесь, что обработка ведется с точностью, заявленной в техническом документе.

5 Особенности выбора по ценовому предложению и б/у оборудования
К сожалению, отечественные производители токарного оборудования в основном ориентированы на производство станков промышленного применения. Так что сегодня в продаже, как правило, встречаются только импортные мини-установки. Из российских качественных можно отметить модели серий Корвет и Умелец.
 Импортная модель серии «Умелец»
Импортная модель серии «Умелец»
Гнаться за дорогим оборудованием не стоит – не всегда оно справляется с возложенными на него задачами лучше, чем более дешевое. Однако и приобретать такое, которое может буквально все, а стоит почти копейки, например, китайское, тоже не следует. Оно может выйти из строя уже спустя год, даже при не очень интенсивной эксплуатации. Перед приобретением следует детально изучить предложения различных продавцов, ознакомиться с отзывами купивших тот или иной станок, сравнить модели и на основании всей этой информации подобрать идеальный вариант.
Если на новое оборудование не хватает средств, можно приобрести б/у мини-установку по металлу. В этом случае обязательно надо придерживаться следующих рекомендаций. Надо проверить наличие всей технической документации на предлагаемый б/у агрегат по металлу. Какой именно – должно быть перечислено в паспорте или руководстве к станку. Если продавец не может ее представить в полном объеме, то от покупки лучше отказаться, так как, в случае поломки, будет очень сложно определить спецификацию поврежденной детали, а без этой информации заказать ее невозможно. Искать по образцу можно очень долго.
 Мини-станочек по металлу б/у
Мини-станочек по металлу б/у
Различия и преимущества
Как уже говорилось, все три модели малогабаритны, подвержены ручной переноске. Самый тяжелый аппарат Т28 весит 25кг, другие два – по 19кг.
Класс точности одинаково высок – «Н».
Детальное сравнение технических параметров приведено в паспорте ниже.
| Показатель | Т-65 | С-95 | Т-28 |
| Максимальный диаметр детали над станиной, см | 12 | 5 | 13 |
| … над суппортом, см | 3 | 1,2 | 1,4 |
| Высота центров, см | 6,5 | 3,2 | 6,5 |
| Межцентровое расстояние, см | 20 | 12,5 | 22 |
| Предельная длина обточки, см | 7 | 3,8 | 5,5 |
| Расстояние от опоры резца до центров, см | 0,6 | 0,6 | 0,6 |
| Толщина отверстия в шпинделе, см | 1 | 0,8 | 1 |
| Обороты шпинделя, об/мин | 77, 66, 55 | 1300..3000 | 1440, 2500, 4300 |
| Максимальное поперечное перемещение суппорта, см | 7 | 4,4 | 5,5 |
| Предел перемещений пиноли, см | 4,5 | 3 | 4,5 |
| Электрооборудование | |||
| Мощность электродвигателя базового привода, кВт, обороты | 0,25 1400 об/мин | 0,15 2700 об/мин | 0,27 2800 об/мин |
| Размеры оборудования (длина ширина высота), см | 67,5 х 30х 25 | 42 х 20 х 25 | 65 х 25,5 х 22,2 |
| Масса аппарата, кг | 19 | 19,2 | 25 |

Итак, из рассмотренных данных видно:
- Модель Т28 – самая мощная и оборотистая, имеет наибольший РМЦ. Число вращений шпинделя несравненно выше других моделей, что обеспечивает большую скорость обработки.
- Т65 отличается низкой величиной шпиндельных вращений, что оптимально для тонких чистовых обработок. Станок обтачивает детали гораздо большей длины (до 70мм) и отличается самым значительным перемещением суппорта и быстрой настройкой, которую можно произвести своими руками.
- С95 – самый маленький аппарат из рассмотренного ряда. Маломощный мотор выдает очень хорошие обороты и подвергает шпиндель быстрому вращению. Это компактный, но весьма функциональный станок.

Классификация настольных токарных агрегатов
Настольные токарные станки имеют несколько модификаций:
- Револьверный. Особенность заключается в способе установки резца. Весь узел помещается в барабан. Появляется возможность вести несколько видов обработки детали без перестройки оборудования.
- Винторезный. Предназначен для ведения разнообразных операций.
- Многошпиндельный. Операции выполняются с заготовками разного диаметра.
- С ЧПУ. Идет подключение компьютерной программы. Без участия человека процесс проходит быстрее и качественнее.
На станке выполняются операции разной сложности — черновая обработка поковок, формирование нужной поверхности, расточка внутренней полости, срезание торцов.
Обзор популярных моделей
В таблице указана информация по наиболее популярным моделям станков:
| Название модели станка | Габариты в мм | Масса в кг | Мощность двигателя Вт | Обороты вращения шпинделя в минуту | Максимальная длина обрабатываемой детали в мм | Максимальный диаметр обрабатываемой детали | Общая характеристика |
| quantum d140x250 vario | 560 х 320 х 250 | 22 | 450 | 120–3000 | 250 | 141 | Производство немецкой фирмы. Оборудование предназначено для домашнего хозяйства, но может использоваться профессиональными работниками. Материал обрабатываемых деталей — металл, древесина, пластик |
| proma sm 250e | 540х300х270 | 35 | 230 | 100–2000 | 250 | 140 | Станок от чешского изготовителя. Выполняет операции: точение, сверление, зенкование, развертывание. Удобен для домашней мастерской |
| profi 350 | 900х400х400 | 54 | 350 | 100–3000 | 350 | 140 | Изготовлен итальянским производителем. Точность выполняемых операций обеспечивается литой станиной и закаленными направляющими. Изменение скорости вращения шпинделя в аппаратах идет бесступенчато, за счет наличия устройства цифрового вывода |
| Корвет 400 | 770 х 330 х 330 | 37 | 400 | 100–2500 | 300 | 180 | Изготавливается в городе Шанхай китайским производителем. Позволяет обрабатывать металл, древесину, пластмассу. |
| jet bd 3 | 440 х 270 х 210 | 13 | 150 | 100–3800 | 150 | 100 | Швейцарский производитель. Благодаря небольшому весу удобен при установке. Наблюдается отсутствие вибрации корпуса. Это обеспечивается наличием прорезиненных ножек. |
Особенности конструкции станка и дополнительных приспособлений для станка с-1
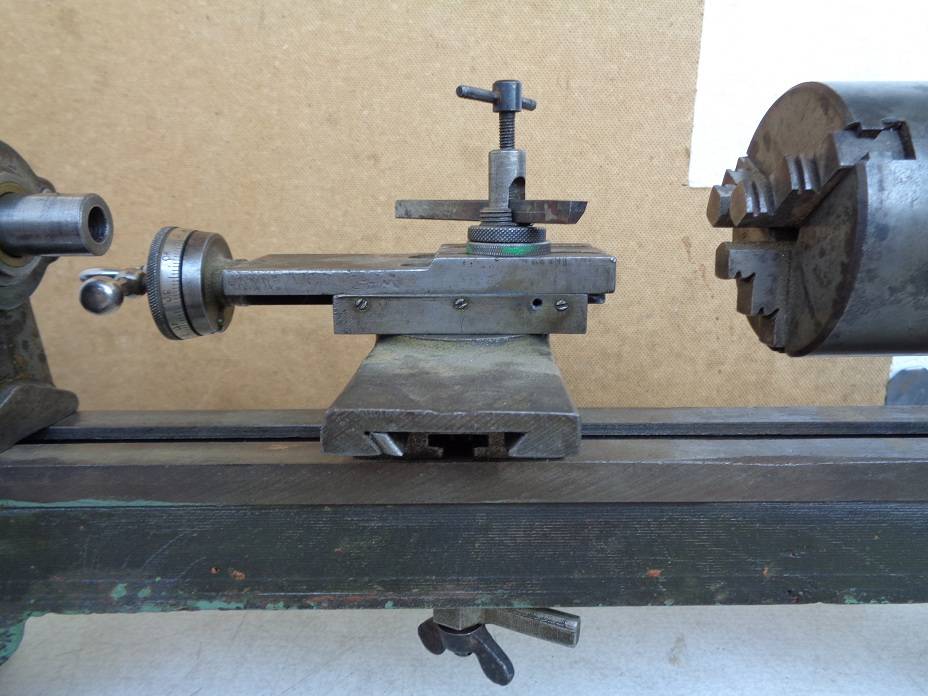
Суппорт станка перемещается от руки вдоль станины и укрепляется в требуемом положении маховичком-гайкой 1 установленным под суппортом.
После установки и закрепления суппорта в нужном положении резец укрепляется на резцовой части суппорта и может перемещаться в поперечном направлении от маховичка 2, а в продольном — от маховичка 3. Величина поперечного и продольного перемещений суппорта регулируется лимбом с точностью до 0,1 мм.






Кроме того, резцовая часть суппорта может быть повернута на угол до 90°.
Для использования токарного станка при сверлении на заданную глубину пиноль задней бабки станка имеет деления. Каждое деление пиноли равно 1 мм.
Всего на пиноли имеется 70 делений.
Для выполнения сверлильной работы обрабатываемая деталь устанавливается в патроне передней бабки, сверло же укрепляется или непосредственно в пиноли задней бабки, или в патроне, вставляемом в заднюю бабку. Бабка подводится к обрабатываемой детали, закрепляется от продольного перемещения рукояткой 4, после чего вращением маховичка 5 сверлу сообщается подача, глубина же, на которую следует просверлить отверстия, контролируется по делениям пиноли.
При обработке детали в центрах на место сверла устанавливается задний центр, а пиноль закрепляется рукояткой 6 для предупреждения продольного перемещения.
Для закрепления детали в цанговом патроне пользуются маховичком 7 цангодержателя.
При обработке длинных и тонких деталей, т. е. деталей, длина которых в 10—12 раз больше диаметра, во избежание их прогиба устанавливают неподвижный (концевой) люнет, показанный на фиг. 16.
К рассматриваемому станку прилагаются устройства для фрезерования и шлифования, что придает ему некоторую универсальность, особенно необходимую при использовании станка в опытных цехах и лабораториях.

Устройство шлифования и фрезерования для станка С-1
Устройства для фрезерования и шлифования крепятся на суппорте станка.
На фиг. 17 показано устройство для шлифования, а на фиг. 18 — устройство для фрезерования. Рукоятка 1 служит для перемещения фрезерных салазок в вертикальном направлении, рукоятка 2 — для зажима ограничителя хода фрезы, а рукоятка 3 — для закрепления суппорта фрезы от вертикального перемещения (рукоятка для зажима клина).
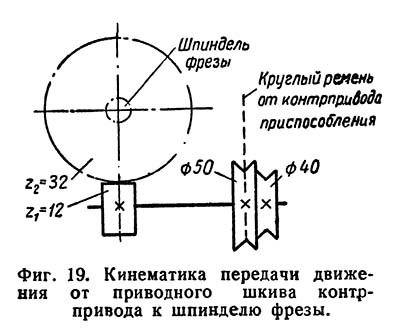
Кинематическая схема устройств фрезерования для станка С-1
Кинематика передачи движения от приводного шкива контрпривода к шпинделю фрезы показана на фиг. 19.
На фиг. 19 с правой стороны показан двухступенчатый шкив, приводящийся в движение круглым ремнем от контрпривода устройства. Через вал движение передается к паре косозубых колес z1 и z2. От колеса z2 движение передается шпинделю, в котором при помощи цанги крепится фреза.
Для более полного использования фрезерного приспособления станок имеет еще одно устройство, которое дает возможность делить обрабатываемую деталь при фрезеровании на нужное число частей.
Для этой цели на торцах приводного шкива бабки с левой и правой сторон расположен ряд концентрических окружностей с надсверленными отверстиями. С левой стороны шкива располагаются три окружности, разделенные на 100, 60 и 48 равных частей, с правой же стороны располагается окружность, разделенная на 12 равных частей.
Для того чтобы шпиндель передней бабки с укрепленной на нем деталью не мог повертываться во время обработки, в одно- из отверстий входит стопорный штифт. Перед поворотом обрабатываем мой детали стопорный штифт выводится из отверстия, деталь поворачивается на нужный угол, и штифт снова вводится в соответствующее отверстие. Передняя бабка станка имеет два штифта — один для отверстий, расположенных с левого, а другой — для отверстий, расположенных с правого торца шкива.1
Кинематическая схема передачи движения от электродвигателя к шпинделю станка, а также к шпинделю шлифовального и фрезерного устройств приведена на фиг. 20. Станок приводится в движение от электродвигателя мощностью 0,52 кВт, делающего 1400 об/мин.
На валу электродвигателя установлен трехступенчатый шкив. Две ступени для плоского ремня предназначены для передачи движения основному контрприводу станка, а третья ступень для круглого ремня предназначена для передачи движения контрприводу устройства.
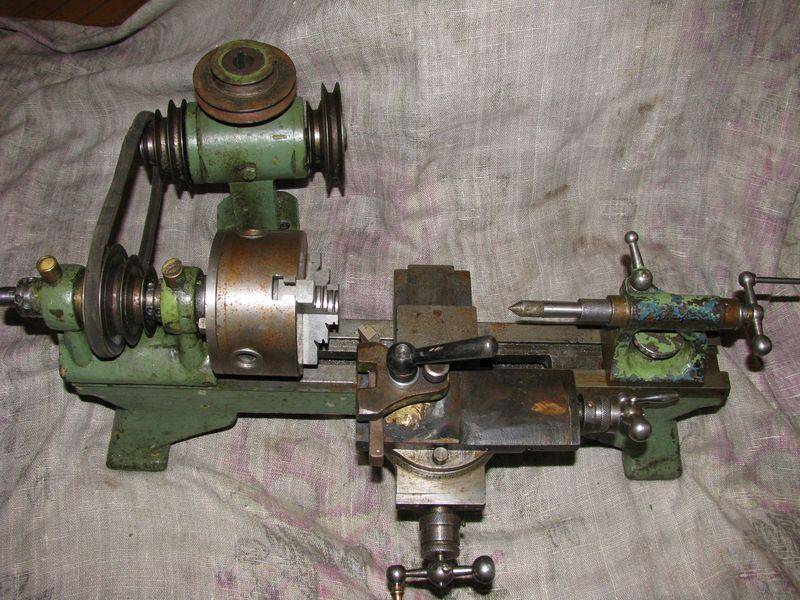
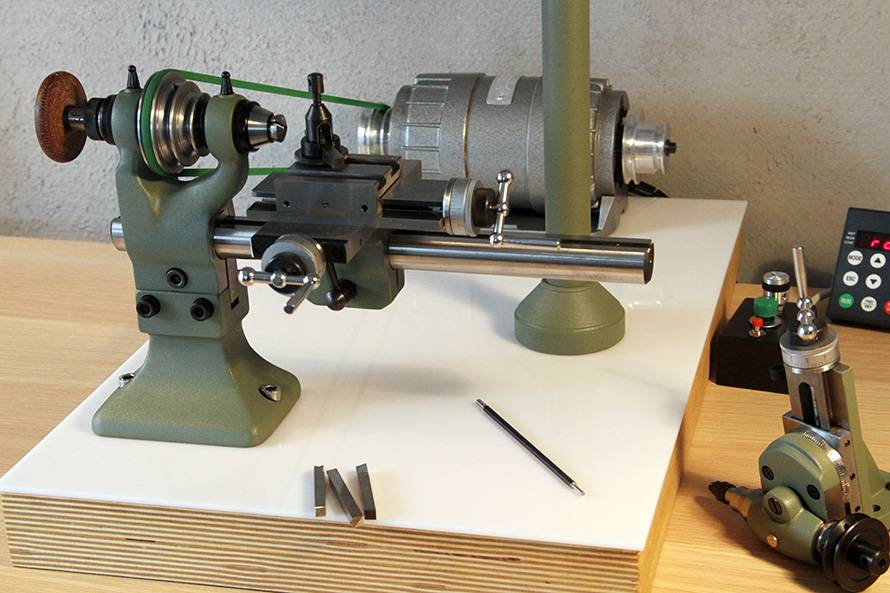
Конструкция часового токарного станка С-95
Часовой токарный станок С-95 в основном станок представляет агрегат из станины, передней и задней бабок, суппорта и электродвигателя.
Станина станка С-95 (черт. С-95-01-00)
Станина станка представляет точеную балку (деталь 01), укрепленную на двух поддерживающих стойках (деталь 02 и 03). Верхняя часть ее располагает призматическими направляющими под бабки и суппорт. Для крепления передней и задней бабок в станине имеется Т-образный паз, а для крепления суппорта в средней части ее — сквозное окно.
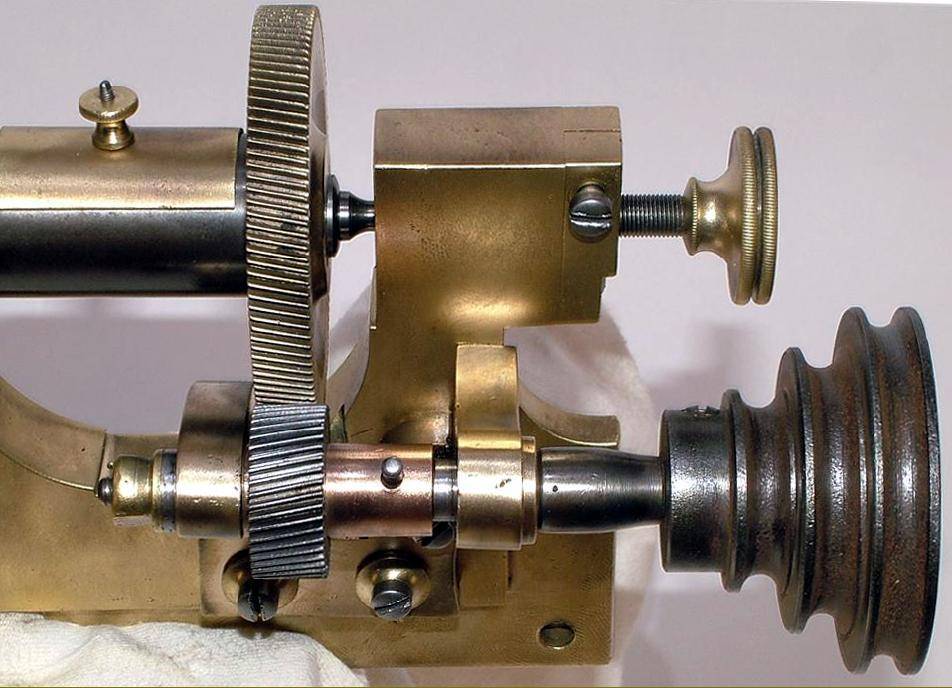
Передняя бабка токарного станка С-95 (черт. С-95-02а)
Передняя бабка токарного станка С-95 представляет вильчатую стойку (деталь 04) со стальными калеными коническими втулками (деталь 02-02). Шпиндель (деталь 02а-04) имеет гнездо под цангу или оправку. Регулировка шпинделя производится путем подтяжки заднего конуса. Смазка шпинделя из кольцевых карманов в бабке производится через отверстия во втулках с установленными в них фильтрами из фетра. Шкив (деталь 02-09) между опорами шпинделя заклинен стопорным кольцом (деталь 02-10). Крепление цанги (деталь 02-23) производится при помощи цангодержателя (деталь 02а-02) и маховичка (деталь 02а-03).
Для крепления бабки на станине имеется эксцентриковый зажим. В случае, когда бабка используется как делительная головка (при нарезке зуба трибов), на торце шкива (деталь 02-09) засверлены два ряда делительных отверстий, а задняя вилка бабки снабжена фиксирующим приспособлением.
Задняя бабка токарного станка С-95 (черт. С-95-03)
Задняя бабка токарного станка С-95 представляет стойку (деталь 03-01) со шпинделем (деталь 03-02), перемещающимся от рычага (деталь 03-21). Шпиндель имеет посадочное гнездо под цангу или центр и отверстие под цангодержатель. Перемещение шпинделя может регулироваться упором (деталь 03-29). При центровых работах зажим шпинделя производится барашком (деталь 03-06). Крепление бабки на станине производится эксцентриком (деталь 03—13) при помощи рукоятки.
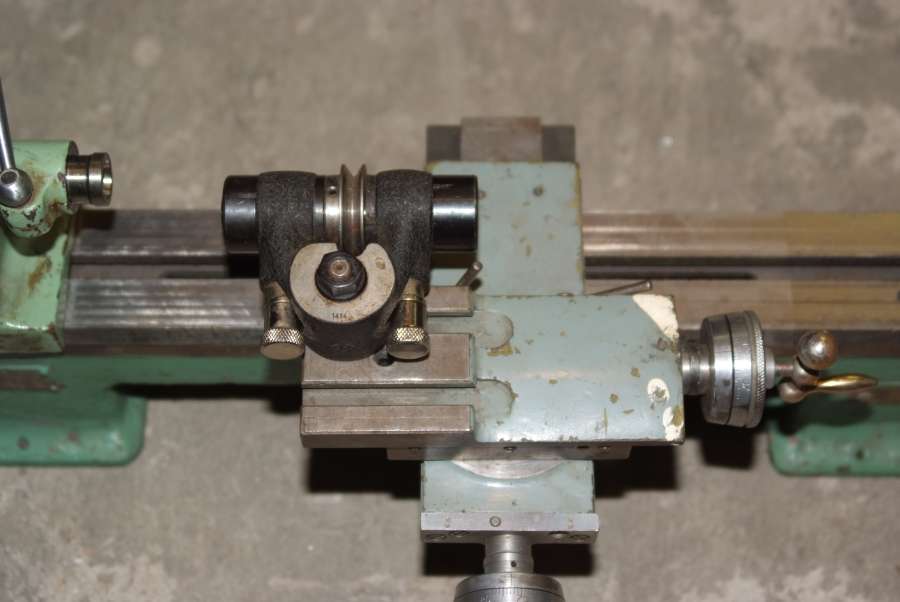
Приспособление для фрезерования и наружного шлифования (черт. С-95-05)
Приспособление для фрезерования и наружного шлифования представляет систему головки, несущей квилльную установку (черт. С-95-06), ползушки, на которой головка может быть повернута на угол ±90°, и стойки, в направляющих которой ползушка с головкой могут быть регулируемы по высоте от ходового винта. Приспособление крепится на суппорте под любым углом относительно бабки.
Приспособление для внутреннего шлифования (черт. С-95-07)
Приспособление для внутреннего шлифования крепится вместо резцедержателя на суппорте. Корпус приспособления шарнирно соединен с основанием и может регулироваться по высоте винтом. В каленых втулках корпуса вращается удлиненная втулка с закрепленным на ней шкивом. Опоры этой втулки защищены от попадания пыли с одной стороны колпачком, с другой — шкивом. Шпиндель приспособления, несущий камень, размещается в удлиненной втулке и имеет возможность осевого перемещения в последней; вращение получает от втулки благодаря связывающей их шпонке.





Подручник (черт. С-95-08)
Подручник крепится на станине (деталь 01) и регулируется по высоте зажимным винтом (деталь 08-06).
Стойка подручника (деталь 08-03) связана шарнирно с планкой (деталь 08-02), закрепляемой на станине так, что может быть вместе с подручником откинута в заднее положение на 180°.
Контрпривод (черт. С-95-09)
Контрпривод смонтирован на деревянном щите. Вал контрпривода расположен на шарикоподшипниках, имеющих своими опорами две стойки. В непосредственной близости от ведущих шкивов на щитке укреплена еще одна стойка, служащая для монтажа направляющих роликов.
Выбираем станок
Отнеситесь к подбору токарного станка внимательно, иначе использовать его будет сложно или не получится вообще. Сначала задумайтесь о том, для чего он вам нужен и что именно вы на нём будете делать.
- Нужно ли вам выполнять только те работы, которые считаются стандартными для таких устройств (нарезание резьбы, сверление, токарные работы), или же ваши запросы выходят за их границы? Если вы хотите, скажем, обтачивать детали, шлифовать их, точить инструменты, то вам могут понадобиться дополнительные инструменты.
- С деталями каких размеров вы будете работать, и каков диаметр их обточек? От этих величин зависит расстояние до суппорта. В основном для бытовых работ вам хватит 30−40 мм.
- Насколько точные операции вам нужно производить?
- Каковы ориентировочные масштабы работы и частота эксплуатации?
Прикинув в голове все эти параметры, вы сможете выбрать нужную именно вам модель.
При подборе нужно обратить внимание на некоторые характеристики аппарата:
Куда устанавливается станок, и каков его вес. Есть мнение, что чем он тяжелее, тем точнее будет результат выполняемых работ, но это не так — эти две вещи никак не связаны
А вот на то, куда именно вы его поставите и как часто собираетесь транспортировать, стоит обратить внимание. Не приобретайте самый тяжёлый станок, если будете постоянно перевозить его с места на место, лучше отдайте предпочтение более лёгкой модели — до 45 килограммов весом.
Каково рабочее напряжение выбранной модели
В домах, как правило, проведена однофазная сеть в 220 В, и именно она подходит для большинства миниатюрных токарных станков по металлу. Настольный станок, тем не менее, может потребовать и трёхфазной сети 380 В, и тогда придётся менять проводку.
Какой мощности хватит для выполнения ваших задач. Обычно она бывает не более 400 Вт, чего достаточно для большинства бытовых целей. Она зависит от того, какие материалы вы будете обрабатывать.
С какой скоростью должен вращаться вал со шпинделем и можно ли её регулировать. Чем быстрее вращение, тем более оперативно можно выполнить любые работы, но для разных материалов (скажем, металла и дерева) потребуется регулировка этой настройки.
Наличие реверса шпинделя. Если его нет, то придётся менять положение ремня каждый раз, когда потребуется вращать деталь в другую сторону, что не всегда удобно.
Цена деления на шкале лимба подачи. Чем меньше одно деление, тем точнее можно будет скорректировать движение резца.
Какое расстояние разделяет заднюю и переднюю бабку. Этот параметр определяет, детали какой длины вы сможете обрабатывать.
Каков диаметр пиноли. С его возрастанием уменьшается вибрация детали во время работы.
Малогабаритный настольный токарный станок
Малогабаритные станки востребованы на экспериментальных участках исследовательских и испытательных лабораторий, маленьких цехах и мастерских. На мини-станках проводят обучение токарному делу школьников и студентов профессиональных технических учреждений. Современное компактное устройство применяется для производства дизайнерских вещей, вытачивания поделок и оригинальных стальных сувениров. Токарное оборудование позволяет владельцу открыть ремонтное ателье, реализовать конструкторские мечты.
На настольном станке без труда проводится целый ряд операций:
- обточка деталей в форме цилиндра или конуса;
- подрезка и затачивание торцов;
- шлифовка поверхности;
- сверление отверстий заданного диаметра;
- расширение и обработка глухих и сквозных отверстий;
- нанесение внутренней и наружной резьбы;
- вытачивание и растачивание конусов, цилиндров в черновом и чистовом варианте.
Скорость токарной обработки мини-станка уступает производительности заводского оборудования. Однако это не влияет на качество готового изделия.

Достоинства настольного оборудования
Малогабаритные станки – востребованные устройства, позволяющие проводить технические операции с деталями в непромышленных условиях.
Преимущества:
- Для эксплуатации оборудования достаточно электросети с напряжением в 220 В. Если возникает необходимость, станок легко адаптируется к 380 B трехфазной сети.
- Токарные работы не требуют больших энергетических затрат, что повышает экономичность процесса.
- Устройства данного типа подходят для быстрого обучения токарному делу.
- Компактность станков позволяет располагать их в любом месте: комнате, гараже, приусадебной постройке.
- Возможность оснащать дополнительными приспособлениями, расширяет диапазон выполняемых работ и делает оборудование универсальным.
- Приемлемая цена на мини-станки увеличивает их доступность для потребителя.
Выбираем станок
Отнеситесь к подбору токарного станка внимательно, иначе использовать его будет сложно или не получится вообще. Сначала задумайтесь о том, для чего он вам нужен и что именно вы на нём будете делать.
- Нужно ли вам выполнять только те работы, которые считаются стандартными для таких устройств (нарезание резьбы, сверление, токарные работы), или же ваши запросы выходят за их границы? Если вы хотите, скажем, обтачивать детали, шлифовать их, точить инструменты, то вам могут понадобиться дополнительные инструменты.
- С деталями каких размеров вы будете работать, и каков диаметр их обточек? От этих величин зависит расстояние до суппорта. В основном для бытовых работ вам хватит 30−40 мм.
- Насколько точные операции вам нужно производить?
- Каковы ориентировочные масштабы работы и частота эксплуатации?
Прикинув в голове все эти параметры, вы сможете выбрать нужную именно вам модель.
При подборе нужно обратить внимание на некоторые характеристики аппарата:
Куда устанавливается станок, и каков его вес. Есть мнение, что чем он тяжелее, тем точнее будет результат выполняемых работ, но это не так — эти две вещи никак не связаны
А вот на то, куда именно вы его поставите и как часто собираетесь транспортировать, стоит обратить внимание. Не приобретайте самый тяжёлый станок, если будете постоянно перевозить его с места на место, лучше отдайте предпочтение более лёгкой модели — до 45 килограммов весом.
Каково рабочее напряжение выбранной модели
В домах, как правило, проведена однофазная сеть в 220 В, и именно она подходит для большинства миниатюрных токарных станков по металлу. Настольный станок, тем не менее, может потребовать и трёхфазной сети 380 В, и тогда придётся менять проводку.
Какой мощности хватит для выполнения ваших задач. Обычно она бывает не более 400 Вт, чего достаточно для большинства бытовых целей. Она зависит от того, какие материалы вы будете обрабатывать.
С какой скоростью должен вращаться вал со шпинделем и можно ли её регулировать. Чем быстрее вращение, тем более оперативно можно выполнить любые работы, но для разных материалов (скажем, металла и дерева) потребуется регулировка этой настройки.
Наличие реверса шпинделя. Если его нет, то придётся менять положение ремня каждый раз, когда потребуется вращать деталь в другую сторону, что не всегда удобно.
Цена деления на шкале лимба подачи. Чем меньше одно деление, тем точнее можно будет скорректировать движение резца.
Какое расстояние разделяет заднюю и переднюю бабку. Этот параметр определяет, детали какой длины вы сможете обрабатывать.
Каков диаметр пиноли. С его возрастанием уменьшается вибрация детали во время работы.
Какие операции по металлу можно выполнять
Благодаря тому, что человеческий фактор был сведён к минимуму, операции по металлу стали значительно легче и приносят меньше брака. Получается так из-за программы, которая заложена в компьютер.
Она является таким своеобразным шаблоном, по которому компьютер понимает — готова деталь или нет. В этом разделе будет рассказано об операциях, которые может выполнять по металлу станок с ЧПУ.
Внешнее и внутреннее вытачивание деталей
Здесь всё просто, по крайней мере, для машины. Установленная заготовка, которая в будущем станет деталью, закрепляется на станке. Она может быть закреплена вручную или, если установлено соответствующее оборудование автоматически (чаще всего применяют именно автоматический вариант).
После начинается внешнее обтачивание детали при помощи либо лазера, либо лезвия, которое установлено на станок. Постепенно срезая лишнее, заготовка приобретает форму нужной детали. Так делается внешнее обтачивание деталей на станке с ЧПУ.






С внутренним всё примерно также, только с изменениями. После установки заготовки станок начинает сверлить, или как это называют по-другому, рассверливать отверстие у основания заготовки.
После того, как отверстие будет готов, компьютер сравнит его с шаблоном, который прописан в заданной программе. Если найдутся огрехи, он проанализирует — можно ли это исправить (как правило, да, ведь машины редко ошибаются). После заготовка шлифуется и деталь готова.
Продольная обработка заготовки
Продольная обработка — это метод, который применяют для изготовления полос, штрипсе, лент. В зависимости от программы, которая установлена в компьютер.
Такие работы на станке с ЧПУ выполняются преимущественно при помощи лазера, так как это позволяет избавиться от брака и ускоряет процесс работы. После установки заготовки, числовое программное управление на станке будет его обрабатывать в соответствии с заданным алгоритмом действий. Лазерный портал приводится в действие шаговыми двигателями, на котором он закреплён.
Черновая и чистовая обработка
Для начала что это вообще, такое. Черновая обработка металла состоит из подгона детали под нужный размер при помощи снятия слоёв металла.
Обычно в станке с ЧПУ эту роль выполняет компьютер после того, как деталь уже вырезана. Чистовая обработка идёт потом и представляет собой полировку поверхности изделия. Всё это станок выполняет по заданным алгоритмам.
Регулировка длины деталей
В программе, которую дают компьютеру, чётко прописаны размеры детали. Заготовки также дают подходящего размера. Перед тем, как вставить деталь, станок регулирует и настраивает сам себя для изготовления.
После этого он начинает выполнять работу, после чего сравнивает размер с теми, что были даны человеком. Если отклонений нет — деталь готова. Если есть — станок с ЧПУ начинает обтачивать деталь, снимая слои металла и регулируя длину.
Вытачивание пазов, выемок и отверстий
Пазы и выемки — это отверстия, которые делают на детали. Такие отверстия могут служить либо для того, чтобы в них могла войти другая деталь, либо для установки к какому-либо устройству. Станок с ЧПУ вытачивает такие отверстия при помощи лазера, делая при этом высокоточные разрезы.
Они могут быть прямоугольными, Т-образными, типа «ласточкин хвост», фасонными, сквозными, открытыми, закрытыми и другими. То, какой формы будет отверстие, зависит от детали и программы, которую человек установил в числовое программное управление.
Нарезание резьбы дюймового и метрического типа
Этот тип резьбы видели практически все. Она используется в основном для того, чтобы одна деталь могла прикручиваться к другой. Главными параметрами при изготовлении такой резьбы являются шаг и величина. Под шагом в данном случае имеется в виду:
- наружный диаметр, измеряемый между верхними точками резьбовых гребней, находящихся на противоположных сторонах трубы;
- внутренний диаметр как величину, характеризующую расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, также находящихся на противоположных сторонах трубы.
Все параметры нужно вбить в компьютер станка, после чего он сам вырежет отличную и ровную резьбу при помощи лазера.
Справка! В любом случае параметры для изготовления резьбы на изделии вносятся человеком в компьютер станка, а тот, действуя согласно алгоритму, при помощи лазера делает превосходную резьбу.





