

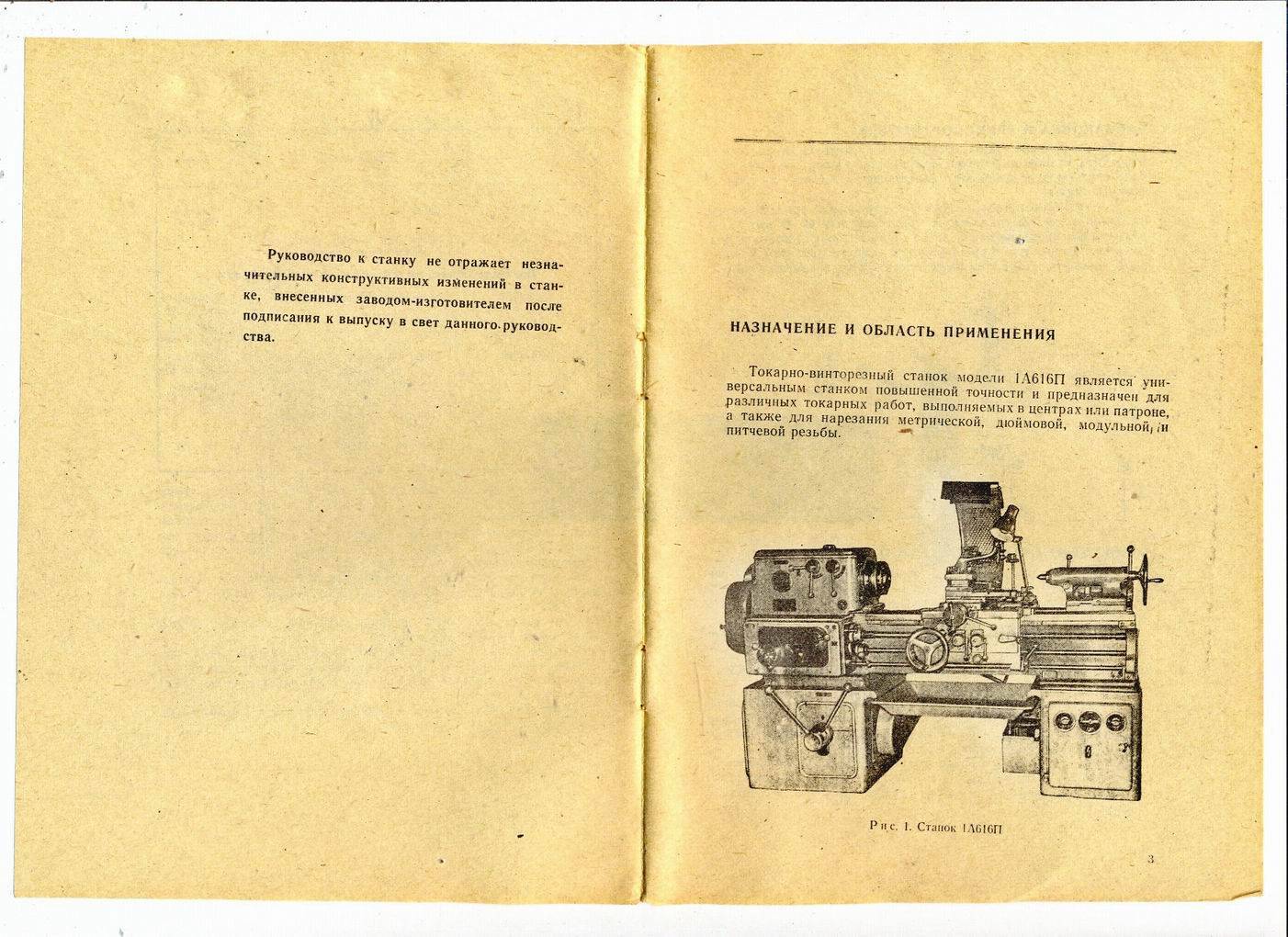
Как правильно выбрать станок б/у
ТВ-7 снят с производства, поэтому приобрести новый будет проблематично и практически невозможно. На рынке станок ТВ-7 продаётся б/у. При выборе продавца лучше воспользоваться сайтом Avito или специальным сайтом, который специализируется на продаже станков.
Важно!
Перед тем, как купить станок необходимо его тщательно смотреть на наличие поломок или дефектов. Перед осмотром внешнего состояния нужно переходить к следующему шагу: проверке узлов:
- Передвижение суппорта и люфта.
- Вращение шпинделя не должно сопровождаться звуками, вибрации должны отсутствовать.
- Кулачковый патрон должен быть в хорошем состоянии: зажим надёжный, кулачки перемещаются легко.
- Проверить резцовую головку, заднюю бабку.
- Рукоятка должна хорошо работать, регулировочные болты и гайки, резьбовые соединения должны быть в хорошем состоянии.
Отличная возможность проверить станок: включить его, поработать на разных режимах.
Конструкция станка
Конструктивно он состоит из:
- станины;
- двух тумб;
- двух бабок;
- суппорта.
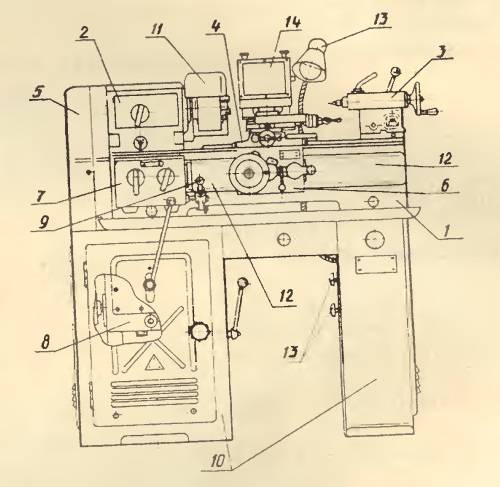
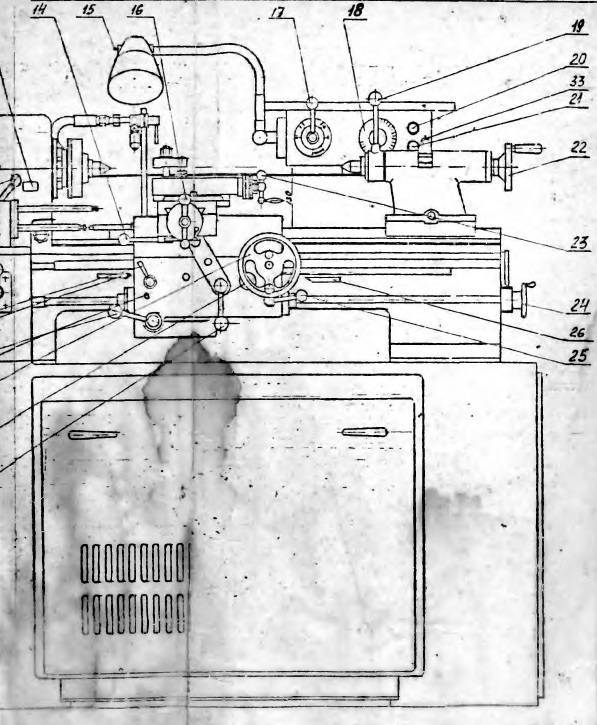
Станина является основой станка. Она обеспечивает взаимное расположение всех его элементов и их закрепление. Литая станина расположена на двух тумбах. В левой тумбе размещён электродвигатель и понижающая коробка скоростей. На валах электродвигателя и коробки размещено по 4 шкива разного диаметра: от меньшего к большему. Причём шкив большего диаметра располагается у корпуса коробки, а у двигателя — наоборот.
В сравнении с предыдущей моделью, в устройстве станка ТВ-7 понижение скоростей осуществляют путём передвижения ремня на другую пару шкивов. Это обеспечивается рукояткой, размещённой справа на тумбе. Тем самым обеспечивается получение 4 скоростей.
В коробке скоростей размещены две пары шестерён. Ручная настройка скоростей обеспечивается рукояткой на лицевой стороне тумбы. Она обеспечивает переключение муфты, что позволяет увеличить количество скоростей до 8. Отличительной особенностью станка ТВ-7 является отсутствие рукояток на передней бабке для установки нужных чисел оборотов шпинделя.

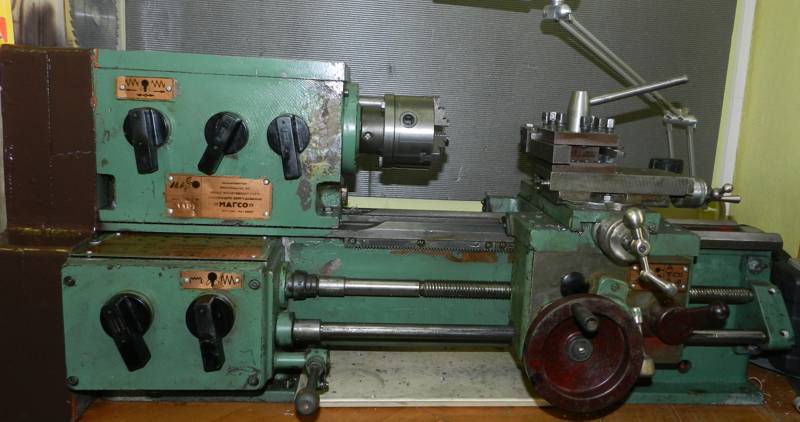
Внешний вид станка ТВ-7
В правой тумбе размещены компоненты электросхемы с выводом на лицевую часть тумбы кнопки аварийного (экстренного) отключения оборудования. Это позволяет наставнику отключить станок при неправильных действиях ученика. На боковой части размещены кнопки включения станка в сеть и освещения.
Суппорт и задняя бабка установлены на направляющих станины. Разница в их установке заключается в том, что суппортом используются внешние направляющие (призматическая и плоская), а бабкой — внутренние. На суппорте размещена лампа освещения с защитным абажуром.
В конструкции ТВ-7 предусмотрены защитные элементы, предохраняющие учеников от повреждения их стружкой. К ним относится щиток над патроном и прозрачный экран на суппорте, опускаемый над зоной обработки детали. Эти устройства относятся к элементам техники безопасности.

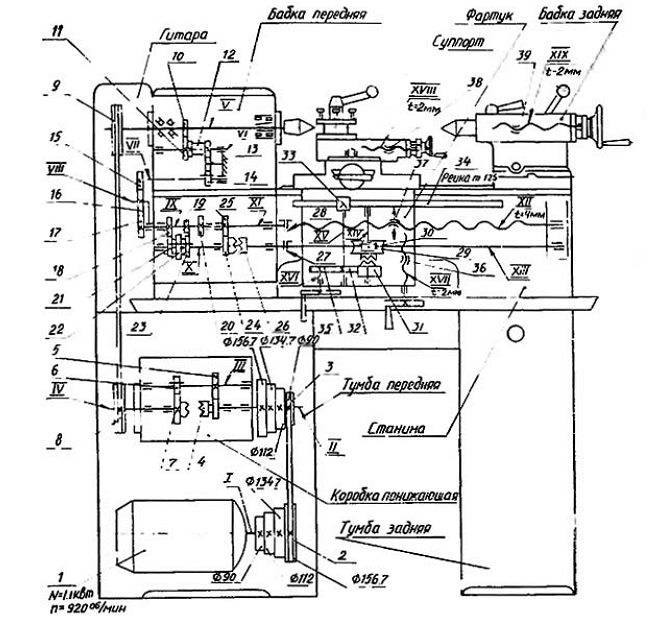
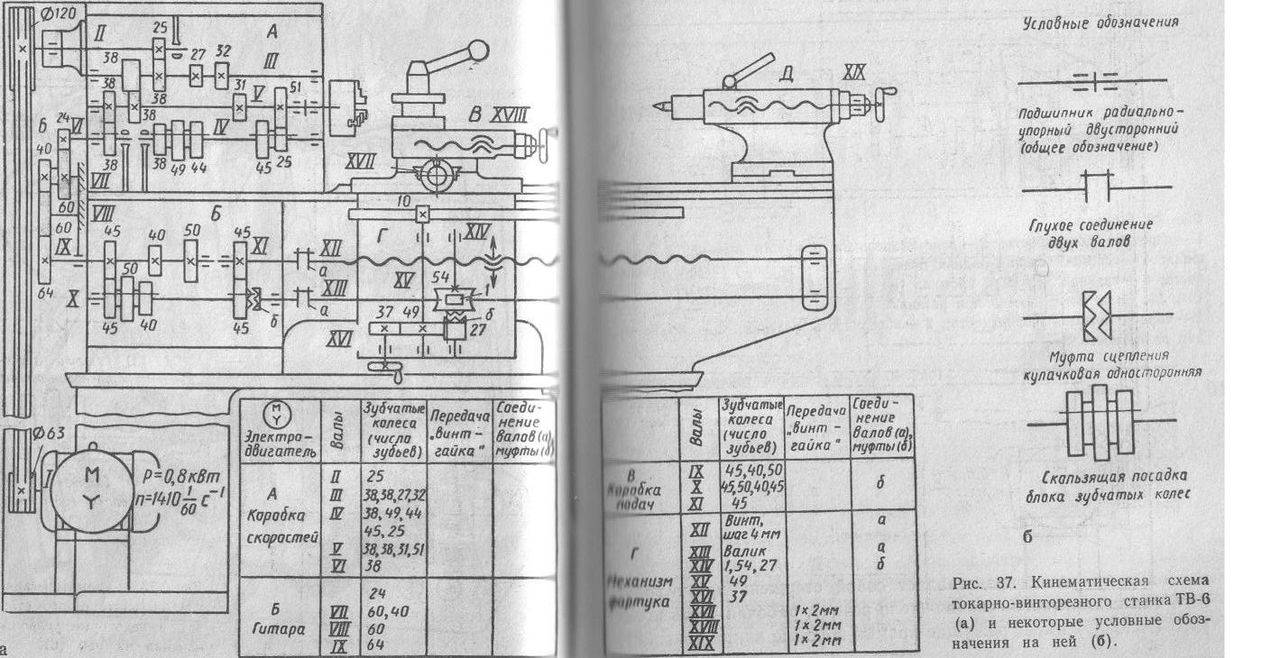
Кинематическая схема токарного станка ТВ-7
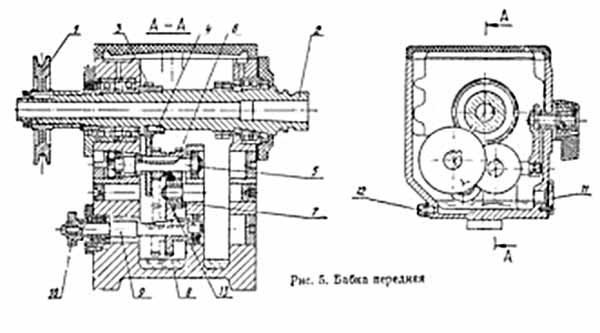
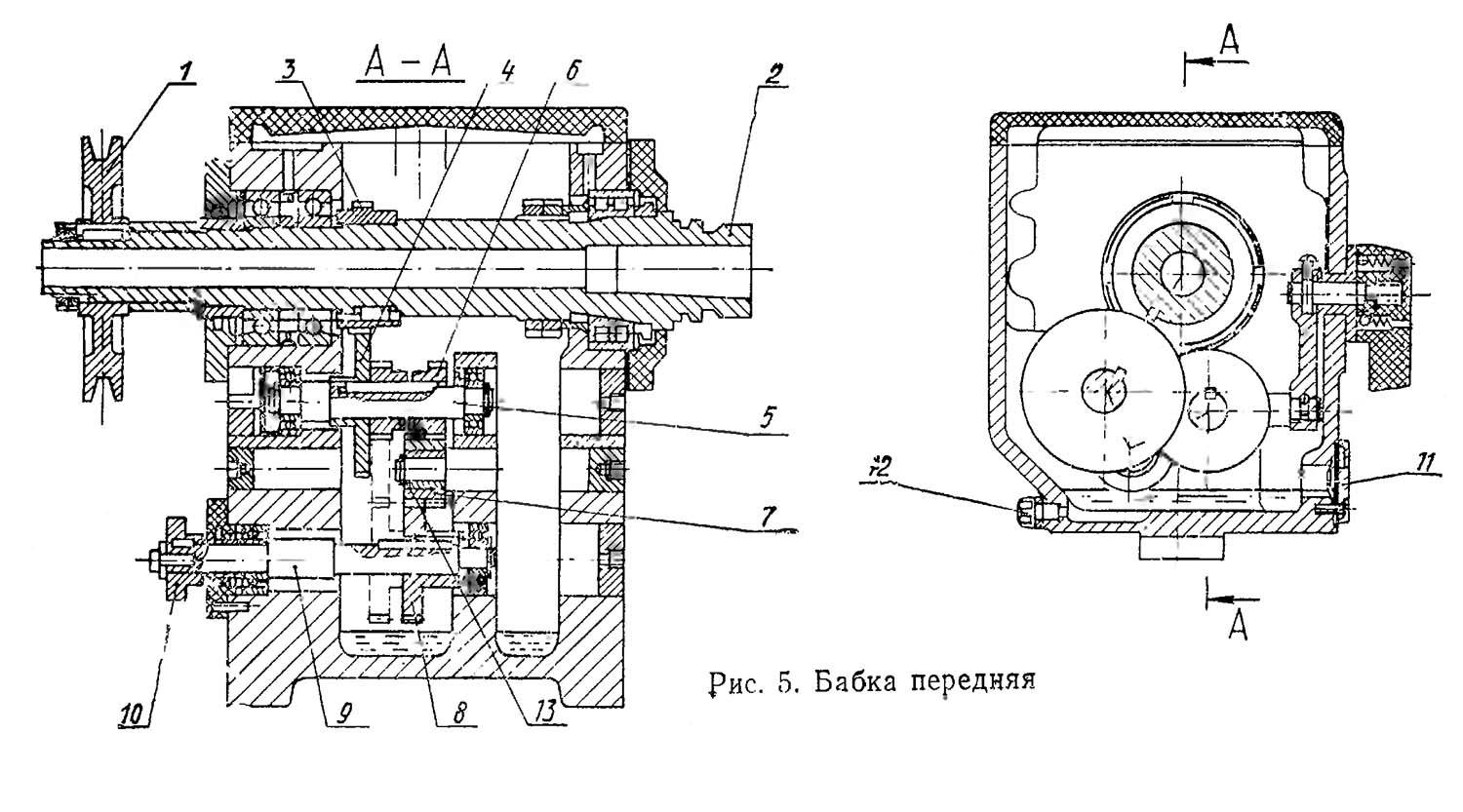
Передняя бабка
Её конструкция обеспечивает размещение:
- шпиндельного узла;
- гитары;
- коробки подач.
Передняя бабка ТВ-7 предусматривает закрепление на шпинделе патрона или планшайбы, установку центра. Вращательное движение шпинделю обеспечивают два клиновидных ремня от шкива коробки скоростей. Шпиндель стоит на двух опорах, оснащённых подшипниками. Выбор был остановлен на радиально-упорных подшипниках. Они обеспечивают свободное вращение шпинделя и точность изготовления детали.

Передняя бабка токарного станка ТВ-7
Гитару используют для настройки параметров нарезаемой метрической резьбы. Шестерни гитары получают вращение от шпинделя и передают его на главный вал коробки подач.
Подбор величины подачи и нарезаемой резьбы осуществляют, глядя на шильдик, размещенный на одноименной коробке. Это является инструкцией по выбору значений подач.
Суппорт
Он используется для крепления различного инструмента и передвижения его относительно заготовки по направляющим с заданными величинами подач. Инструмент крепится в резцедержателе, размещенном в верхней части суппорта. Он может перемещаться вручную вдоль и поперёк по направляющим при помощи рукояток. Величину перемещения резцедержателя можно отследить по нониусам.
Резцедержку можно поворачивать относительно оси на величину 40⁰ в каждую из сторон. Для этого откручивают рукоятку, находящуюся над ней. После поворота её снова фиксируют.
Суппорт токарного станка ТВ-7
К суппорту прикреплён фартук, который обеспечивает его подачу механическим путём с использованием ходового вала или винта. Для обеспечения лучших условий вращения они установлены в узлах, использующих подшипники. Механическая подача включается при подсоединении:
- маточной разъёмной гайки к ходовому винту;
- кулачковой муфты к ходовому валу.
Задняя бабка
Она используется для установки в пиноли инструмента и центров. При наличии центра уменьшается биение прутка и повышается точность изготовления детали. Цилиндрическая деталь получается при совпадении осей шпинделя и пиноли.
В отверстие с конусом Морзе №2 пиноли устанавливают цанги, патроны и другие устройства. Передвижение пиноли осуществляется маховиком с рукоятью. На пиноли предусмотрен шпоночный паз и фиксирующий винт, в виде шпонки, для предотвращения её от поворота при перемещении.

Задняя бабка токарного станка ТВ-7
Сверху бабки расположена рукоятка для закрепления пиноли. Фиксирование бабки обеспечивает рукоятка, расположенная на её корпусе.
Корпус задней бабки смещают относительно продольной оси, что позволяет получать на детали конические поверхности.
Комплектация токарного станка ТВ-6
Основанием оборудования служит поставленная на 2 тумбах станина, изготовленная из чугуна методом литья. На ней закреплены передняя и задняя бабки, подвижное приспособление, на котором укреплен режущий инструмент.
В число основных элементов входят:
- электрический двигатель;
- механизм, передающий движение рабочим элементам;
- рабочий орган, представленный в виде шпинделя и система управления.
Тумба
У устройства для обработки различных видов металла предусмотрены две тумбы, зафиксированные спереди и сзади. Они имеют П-образную форму, прочность которой достигается ребрами жесткости.
Реверсивная кнопка установлена на лицевой стороне передней тумбы. Она предназначена для приведения в рабочее состояние электрического двигателя и его отключения. Щиток с электрооборудованием собран на тумбе, расположенной сзади.
Гитара и коробка передач
Под термином «гитара» подразумевается механизм, изготовленный в виде консоли с закрепленными на ней шестернями. Его основная функция заключается в передаче механической энергии от головки рабочего вала к коробке подач.
Она состоит из элементов:
- зубчатых колес, передающих вращательное движение;
- сливного устройства;
- фитинга;
- рукоятки;
- подвижного вала;
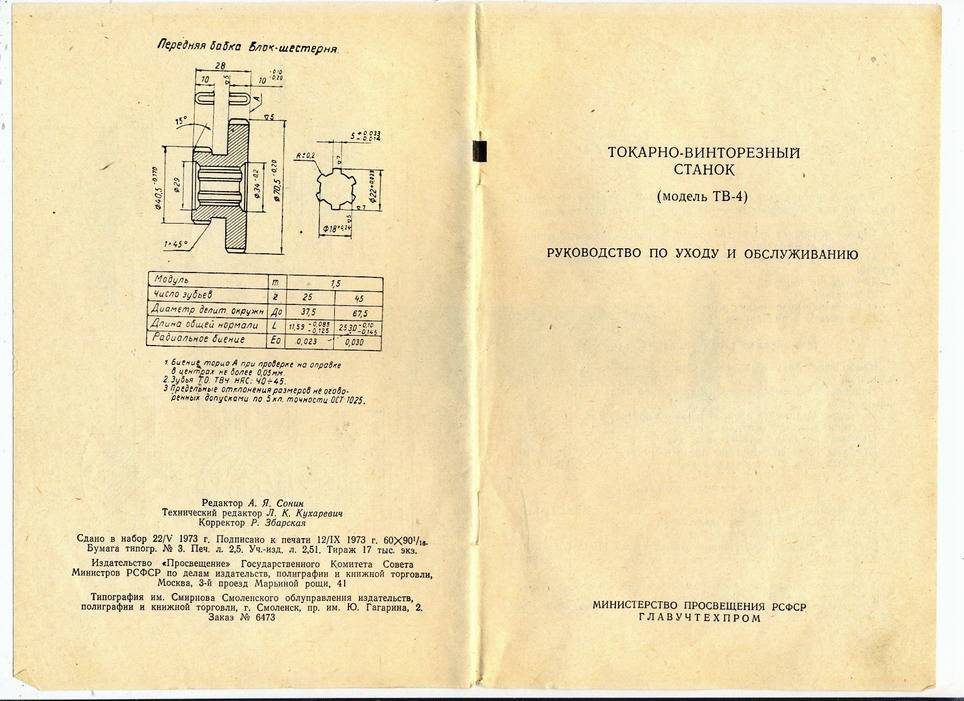
- блок-шестерни.
Коробка передач предназначена для изменения режима работы подвижных частей, что осуществляется при помощи рычагов и осуществления смазки шестеренок.
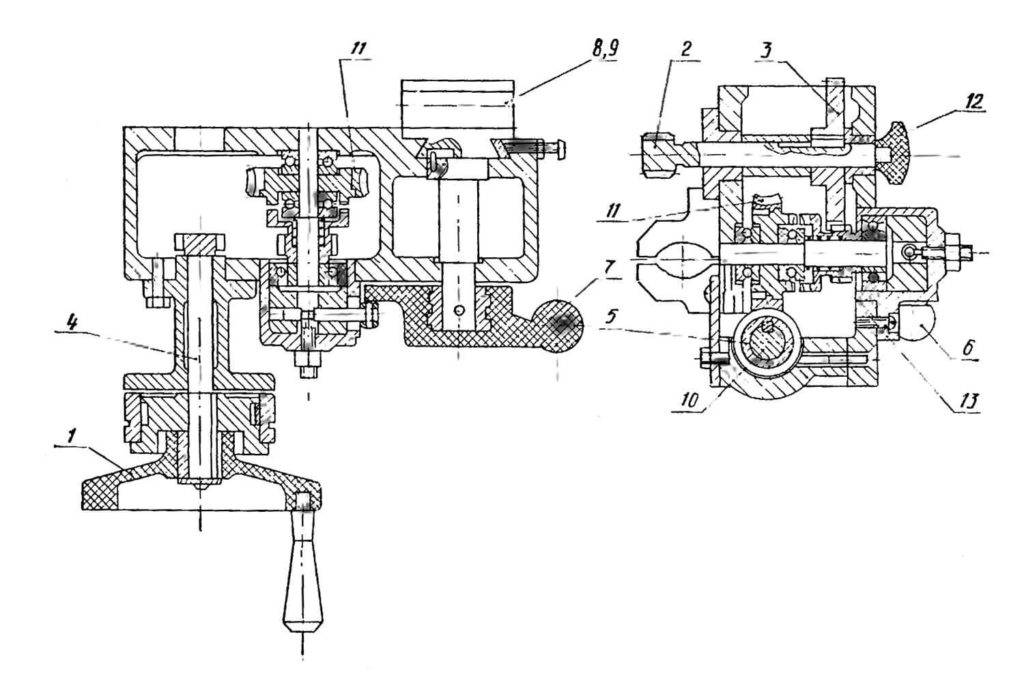
Фартук
Основное назначение фартука – одного из технических узлов заключается в механической подаче резца рычагами управления от главного вала или винта. Он передвигается по полозьям влево либо вправо в зависимости от заданной функции, срезая металлические стружки с подлежащей обработке детали.
На нем устанавливается:
- суппорт – узел, на котором крепится и перемещается инструмент;
- рычаги управления.
Суппорт
Назначение суппорта заключается в креплении и перемещения режущего инструмента, обрабатываемой детали. Он установлен на фартуке с целью подачи резца на протяжении всего технологического цикла по направлению к центру диаметра подлежащей обработке заготовки либо детали.
В его состав входят:
- три салазки – продольные, поперечные и верхние;
- резцедержатель.
Продольная каретка прикреплена к фартуку. Она двигается механически либо при помощи рукоятки по направляющим станины. Поперечные салазки перемещаются вручную. Верхние закреплены на поворотной плитке. С их помощью производится заточка конических поверхностей, что достигается за счет изменения угла до 40. Ее перемещение выполняется вручную.
Бабка
На станке ТВ-6 предусмотрены бабки – передняя и задняя. Основное различие между ними заключается в том, что последняя свободно двигается по направляющим станины.


Передняя бабка расположена на левой стороне станины, основными элементами которой являются шестерни. Они передают вращательное движение на обрабатываемую деталь, которая жестко закрепляется в головке. Их функциональное назначение заключается в производстве смены режима скоростей, для чего используется переключатель.
Задняя бабка расположена в правой части станины. Она удерживает обрабатываемую деталь в заданном положении. При производстве работ по сверлению отверстий функция задней бабки видоизменяется – осуществляет подачу обрабатываемой детали на сверло. В ее верхней части установлен пиноль, способная перемещаться при помощи маховика и фиксироваться.
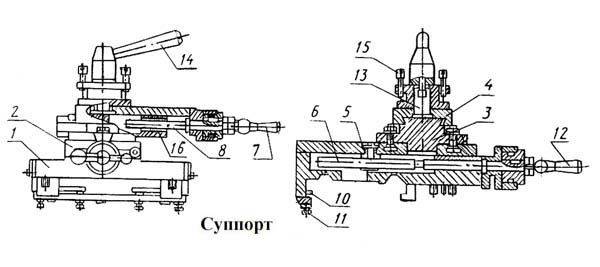
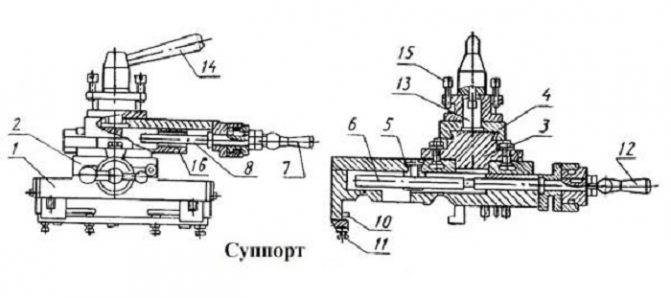
Суппорт станка, его коробка подач и задняя бабка
Суппорт токарного станка ТВ-7, необходимый для фиксации режущего инструмента и его перемещения в продольном и поперечном направлениях, состоит из 4 салазок. Первые салазки – самые нижние в конструкции, они перемещаются по направляющим станины в продольном направлении. Салазки №2 обеспечивают поперечное перемещение инструмента и передвигаются по направляющим первых салазок.
Салазки №3 отвечают за поворот резцовой головки на 40 (в обе стороны от ее среднего положения), также на этих салазках расположены направляющие, по которым в продольном направлении перемещаются салазки №4. Резцедержатель, фиксирующий режущий инструмент, расположен на самых верхних салазках – четвертых. Продольное перемещение верхних салазок управляется рукояткой, которая соединена с винтом.

Суппорт станка
В суппорте станка ТВ-7, как видно из описания этого узла, имеется много трущихся элементов, которые в процессе работы активно изнашиваются, что приводит к образованию зазоров между ними. Такие зазоры, если их вовремя не устранить, являются причиной нарушений в работе элементов суппорта: вибрирования резца, нарушения точности обработки и др. Для устранения зазоров в конструкции суппорта предусмотрены прижимные планки и клинья, которые регулируются винтами на торцах салазок.
Резцедержатель станка крепится к салазкам №4 при помощи болта, а его положение фиксируется посредством специального опорного штифта. Чтобы отжать данный узел суппорта от верхних салазок, необходимо провернуть рукоятку, которая соединена с болтом. Характеристики держателя резцов допускают одновременное закрепление в нем до 4 токарных резцов, которые надежно фиксируются в нем при помощи соответствующих болтов.

Салазки суппорта
В обзоре токарного станка ТВ-7 нельзя не упомянуть его заднюю бабку, которая используется для поддержания второго торца обрабатываемой заготовки, а также закрепления инструмента для обработки отверстий (сверла, развертки, метчики и др.). Конструкция данного узла состоит из корпуса, который перемещается по направляющим станины, а также пиноли, которая также может передвигаться в продольном направлении, для чего в ее конструкции предусмотрен винт, напрямую соединенный с маховиком.
Как говорилось выше, в пиноль задней бабки может вставляться режущий инструмент, также в ней может фиксироваться токарный патрон или конический центр, для чего в ее конструкции предусмотрено посадочное коническое отверстие (конус Морзе №2). При продольном перемещении пиноли, происходящем при вращении маховика с рукояткой, сама она не вращается, что обеспечивается за счет шпоночной канавки в ее конструкции и фиксирующего винта-шпонки, который в нее вворачивается.

Задняя бабка
Передаточный механизм агрегата, который иначе называют гитарой, служит для того, чтобы передать вращательное движение от шпиндельного узла коробке подач. Технические характеристики гитары ТВ-7 претерпели некоторые изменения по сравнению с более ранними моделями оборудования, за счет чего удалось упростить смазку узлов станка и снизить шум в процессе его работы.
Особенности эксплуатации, паспорт
Своевременный уход за устройством поможет сохранить его дольше в презентабельном виде. Потребуется меньше затрат на замену деталей
В инструкции по эксплуатации ясно прописано, что, главное обращать внимание на соблюдение мер безопасности
Уход
Станки этой модели требуют осмотра и очищения от металлической стружки после работы за ним.
Важно! Особенно тщательно нужно счищать стружку с деталей, которые определяют направление передвижки. Они находятся на корпусе и суппорте.
После проведения работ важно их тщательно смазать
Качество получившихся деталей, время эксплуатации станков определяется в основном грамотным уходом и бережным отношением
После проведения работ важно их тщательно смазать. Качество получившихся деталей, время эксплуатации станков определяется в основном грамотным уходом и бережным отношением
Как работать за ним?
При работе со станком важно соблюдать технику безопасности. Перед работой обязательно нужно надевать специальную одежду. Оборудование должно быть крепко закреплено и нужно это проверять
Оборудование должно быть крепко закреплено и нужно это проверять.
В качестве подставки нужно использовать деревянную решётку, предварительно крепко её закрепив. Необходимо применять только те резцы, у которых правильная заточка.
Смазка
Все главные части должны быть тщательно промазаны смазкой, особенно тщательно нужно промазывать детали, которые двигаются. Сделать это достаточно легко за счёт шестерни, погружаемой в масло. Это позволяет аккуратно перенести капли на другие элементы. Чтобы наблюдать за уровнем масла существует «глазок».
Эксплуатация
Инструкция по эксплуатации обращает внимание, прежде всего, на необходимость соблюдения мер безопасности. Основные правила:
- монтаж оборудования производить на жестком фундаменте, уровнем проверить горизонтальность установки. От правильной установки в значительной мере зависит точность работы;
- надежно заземлить станок в соответствии с требованиями;
- использовать деревянную решетку в качестве подставки;
- обрабатываемые детали закреплять надежно;
- пользоваться резцами с правильной заточкой;
- закреплять деталь в патроне, чтобы кулачки ее захватывали на максимально возможную величину;
 Патрон, на фото хорошо видны направляющие
Патрон, на фото хорошо видны направляющие
- не свинчивать патрон внезапным торможением;
- закреплять в патроне без упора на центр задней отцентрированные детали длиной не более двух диаметров. При большей длине использовать центр;
- установив детали в центрах, проверить фиксацию задней бабки;
- своевременно удалять стружку крючком.
Уход за станком
Для надежной и долговечной работы необходимо соблюдать правила:
- Прежде чем производить переключения, следует полностью остановить станок. Если шестеренчатая пара не зашла в зацепление, не включилась зубчатая муфта, проверните рукой патрон до зацепления шестерен или муфты. Переключения при неполной остановке станка приводят к ударам, что вызывает быстрый износ и поломки шестерен, муфты.
- При установке патрона прочищают резьбу. Загрязненная резьба приводит к заеданию патрона, поломке шпинделя.
- Ухода требуют сальники суппорта. В них постепенно накапливается стружка, которая повреждает направляющие.
- Следят, чтобы после суппорта на направляющих не появлялся грязный след. Если только становится заметным грязный след, его смывают, а направляющие смазывают чистым маслом.
- Не следует перегружать станок. От перегрузки появляется повышенный шум, пробуксовывают ремни, перегреваются подшипники и электродвигатель.
- Если деталь протачивается в центрах, пиноль выдвигают на самую малую величину: крепление будет закреплена прочнее, а пиноль прослужит дольше.
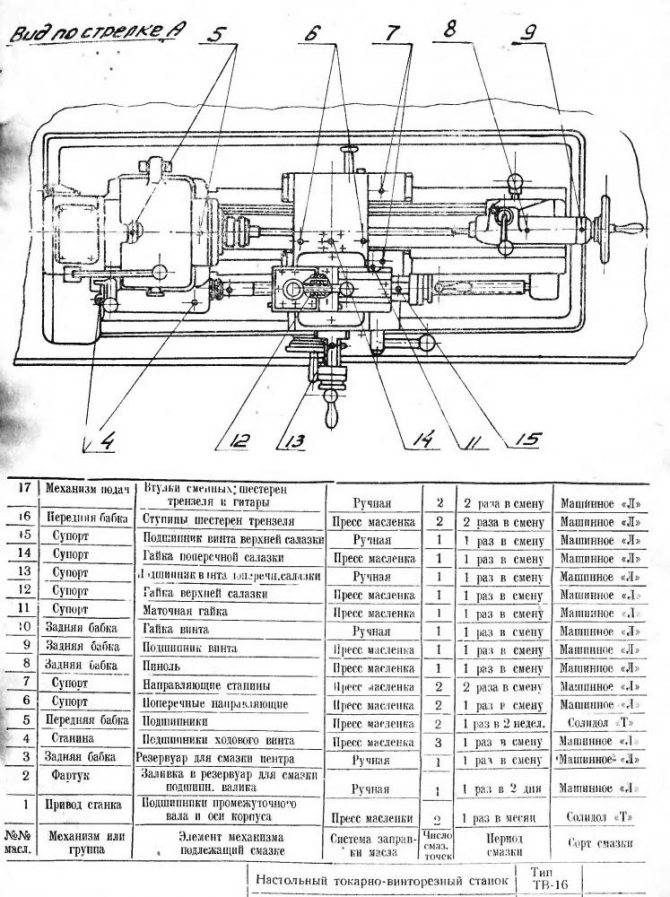
Смазка
Своевременная смазка гарантирует безотказную долговечную работу. Смазке подлежат трущиеся детали, винты, валы, шестерни, подшипники. Смазывают такие узлы:
- Переднюю бабку через верхнюю крышку. Для контроля уровня служит маслоуказатель.
- Понижающую коробку через пробку. Для контроля уровня служит маслоуказатель.
- Коробку подач через лоток в верхней части. Оттуда по фитилям оно подается на трущиеся поверхности и шестерни. В корыте всегда должно быть немного масла. Накопившееся масло сливают через пробку снизу.
- Гитара: консистентной смазкой смазываются шестерни и втулка.
- На станине все механизмы, подшипники, направляющие смазываются вручную до начала работы.
- В фартуке все смазывается через отверстие внизу суппорта. Смазка проводится каждый раз перед началом работы.
- В суппорте все смазывается вручную перед работой.
- Задняя бабка. Смазывают пиноль, опору винта перед работой.
Оглавление
фото:токарный станок ТВ 6
Токарный станок ТВ 6 предназначен для обучения школьников и студентов основам токарного дела, изготовлению простых деталей в условиях единичного производства.
ТВ 6, как токарный станок ТВ 4 и токарный станок ТВ 16 позволяет выполнять следующие токарные операции:
- Наружное и внутреннее точение цилиндрических и конических поверхностей
- Нарезание резьбы, как резцом, так и метчиком
- Сверление и рассверливание отверстий
- Торцевание и отрезку деталей и т.д.
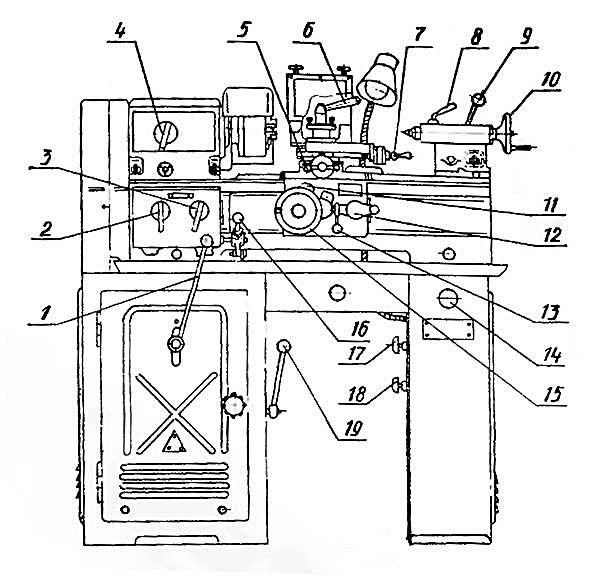
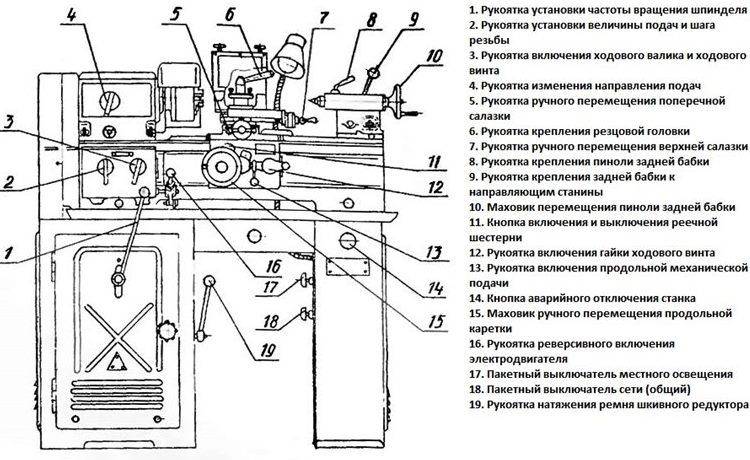
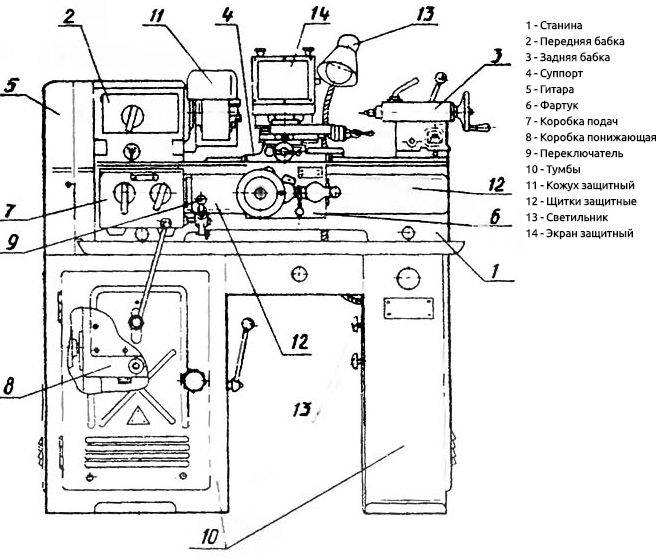
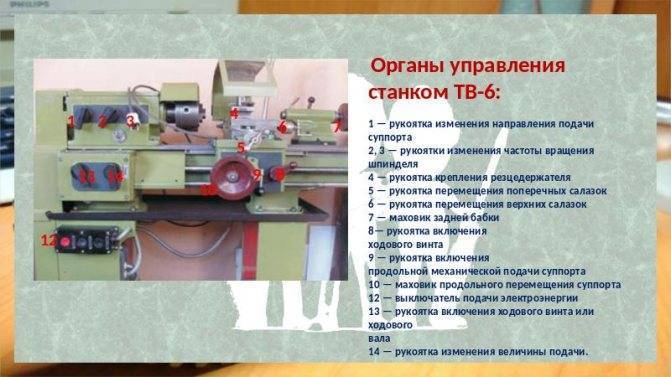
Органы управления токарного станка ТВ 6
- Ручка установки частоты вращения шпиндельной бабки;
- Ручка установки частоты вращения шпиндельной бабки;
- Ручка изменения направления подачи;
- Ручка установки подачи и шага нарезаемой резьбы;
- Ручка включения ходового валика и винта;
- Ручное перемещение продольной каретки;
- Включение реечной шестерни;
- Включение продольной механической подачи;
- Включение гайки ходового винта;
- Ручное перемещение поперечных салазок;
- Ручное перемещение верхних салазок;
- Крепление резцовой головки;
- Крепление пиноли задней бабки;
- Перемещение пиноли задней бабки;
- Фиксация задней бабки к направляющим станины;
- Местное освещение;
- Включение сети;
- Блок управления
фото:органы управления токарного станка
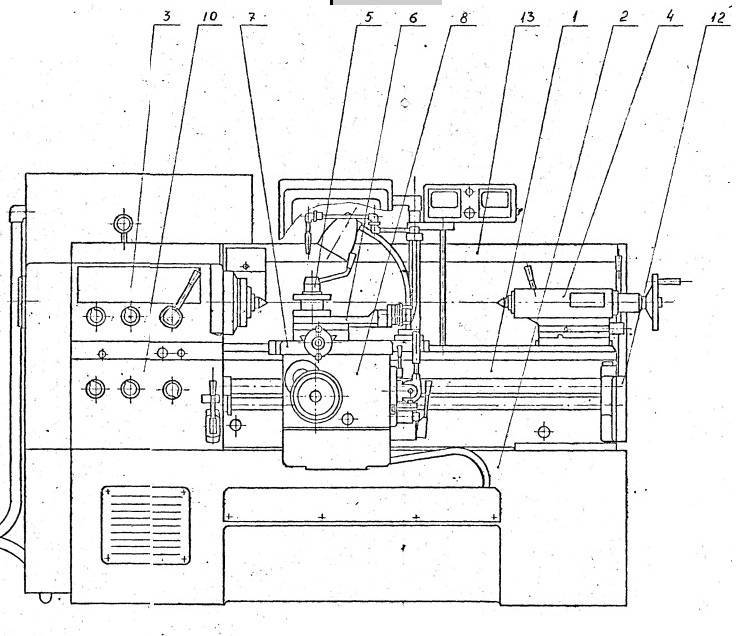
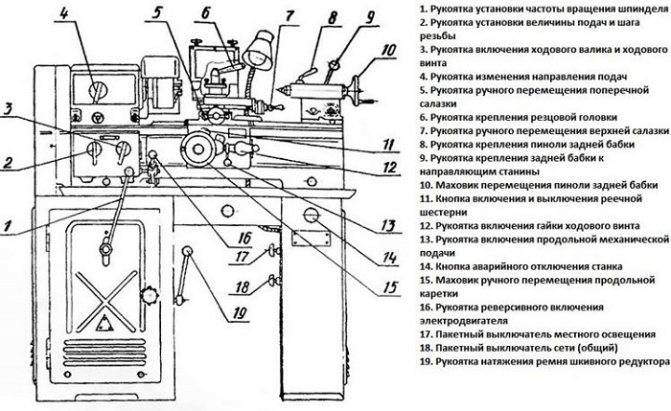
Устройство токарного станка ТВ 6
- Передняя бабка;
- Гитара сменных зубчатых колес;
- Коробка подач;
- Фартук;
- Суппорт;
- Задняя бабка;
- Станина;
- Электрооборудование;
- Задняя тумба;
- Передняя тумба;
- Защитный кожух
фото:устройство токарного станка
фото:кинематическая схема токарного станка
фото:электрическая схема токарного станка
Передняя бабка токарного станка ТВ 6
Передняя бабка предназначена для поддержания обрабатываемой заготовки и передачи ей вращательного движения. В токарном станке ТВ 6 передняя бабка является и коробкой скоростей и имеет шесть ступеней скоростей.

Монтаж передней бабки осуществляется по линии центров в горизонтальной плоскости при помощи двух установочных винтов. Шпиндель передней бабки установлен на двух упорных подшипниках 9 и радиальном подшипнике 19.
Вращательное движение передается от электродвигателя через ременную передачу на ведущий вал коробки скоростей. Внутри коробки, движение передается через вал 2 и неподвижное зубчатое колесо 3 на вал 4 с неподвижными шестернями 12, 6 и блоком шестерен 5.
Блок шестерня 5 принимает участие только при реверсе подачи.
Вращение заготовки, закрепленной в трехкулачковом патроне или планшайбы, передается от шпинделя. При обработке заготовки в центрах, в шпиндель вставляется неподвижный центр.
В коробке скоростей установлено устройство для изменения направления суппорта. Это осуществляется перемещением зубчатого колеса 15 в левое или правое положение при помощи рукоятки 3.
В левом положении зубчатого колеса 15 выполняется прямое вращение от блока шестерен 16. В правом положении колеса 15 выполняется обратное вращение при помощи паразитной шестерни 6.
фото:передняя бабка токарного станка
Гитара сменных зубчатых колес токарного станка ТВ 6
Гитара – передаточный механизм, служащий для передачи вращательного движения от шпинделя коробки скоростей к коробке подач.
Гитара состоит из кронштейна 1 и шестерен 2,4,7.
фото:гитара токарного станка
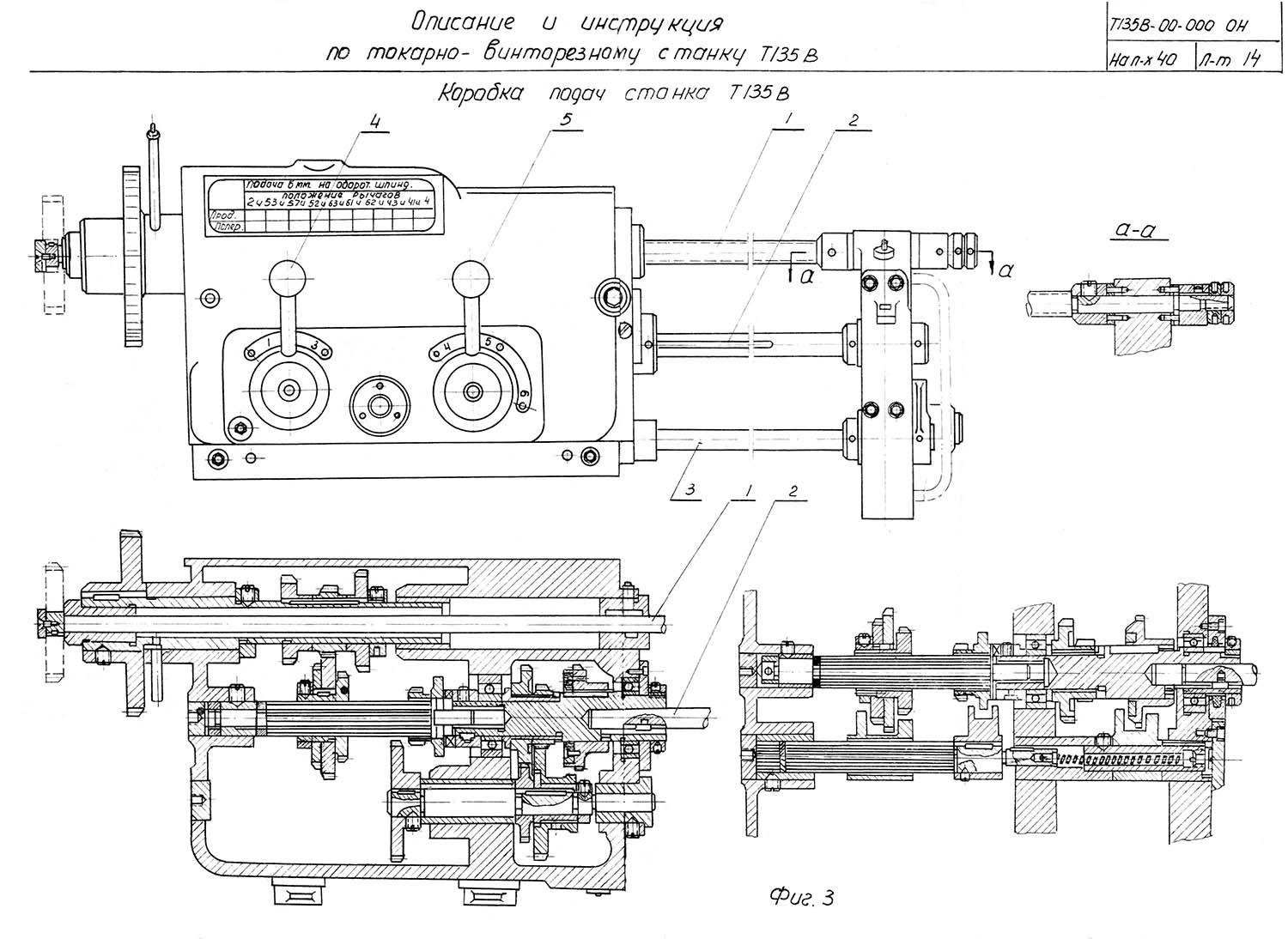
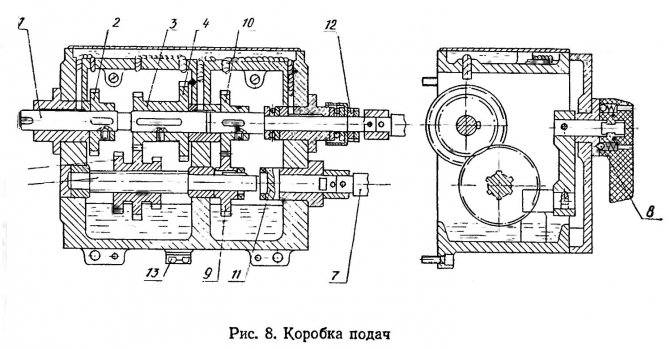
Коробка подач школьного токарного станка ТВ 6
Вращательное движение на коробку подач передается от коробки скоростей через передаточный механизм.
Поворачивая рукоятку 4 в трех положениях, блок-шестерен 6 перемещается по шлицам вала 5 и поочередно входит в зубчатое зацепление зубчатыми колесами 2,3,4. Что дает возможность нарезать метрическую резьбу с шагом 0,8; 1; 1,25 мм и продольную подачу суппорта 0,08; 0,1; 0,12 мм/об.
Рукояткой 5 осуществляется включение ходового винта и валика.
Смазка трущихся поверхностей и шестерен осуществляется фитилями.
фото:коробка подач токарного станка
Фартук настольного токарного станка ТВ 6
Фартук предназначен для механической продольной подачи суппорта от ходового валика, винта и ручной продольной подачи.
Маховиком 1 осуществляется ручная подача. Маховик сидит на валу 4, на котором установлено зубчатое колесе 11, входящее в зацепление с шестерней 3. Шестерня 3 сидит на валике реечной шестерни 2.Реечная шестерня, в свою очередь, входит в зацепление с зубчатой рейкой.
Механическая подача осуществляется червяком 5, установленном на ходовом валике 10 при помощи шпоночного соединения. Червяк входит в зацепление с червячной шестерней 13 и далее через муфту передается на реечную шестерню.
фото:фартук токарного станка
Устройство несущего основания и лицевого узла устройства ТВ-7
Основой оборудования в этой модели станка считается несущая основа, на которую устанавливаются все дополнительные конструктивные механизмы, кроме электрического двигателя. Монтаж станины производится на две мощные тумбы по литейной технологии.
В верхней части основы имеется 4 опорные поверхности (направляющие), которые обеспечивают точное перемещение по заданной траектории. Две направляющие обладают призматической формой, а две другие имеют плоскую фигуру. По двум направляющим (лицевая плоская и оборотная призматическая) перемещается задний узел, а по двум другим (оборотная плоская и лицевая призматическая) – узел крепления инструмента.
Передняя секция аппарата, в котором располагается шпиндельный механизм, сообщает вращательные действия заготовке и размещается слева относительно несущей основы.
Возделываемая деталь получает вращательные действия от шпиндельного узла и крепится в нем при поддержке патронажа трехкулачкового типа. Также фиксация заготовки может осуществляться с помощью приспособления в виде фланца с поводком, которые связываются с системой через резьбу шпинделя. Если возникают ситуации, когда нужно реализовать обрабатывание изделия в базисной точке, то шпиндельный механизм помещают конусный центр.
Фартук токарно-винторезного станка ТВ-7
Чтобы вращение были непринужденным и правильным, шпиндельный механизм помещают на две специальные опоры лицевой бабки. Эти опорные точки оснащаются подшипниками, обеспечивающие точечный контакт между канавкой и шариками в момент трения. Это условие позволяет достигать повышенной частоты вращения.
Узел, предназначенный для крепления и перемещения инструментария должен свершать реверсивные подачи. В передней бабке за это отвечает специальное приспособление. Контроль над реверсивными перемещениями осуществляется особой рукоятью.
Чтобы работа токарного станка ТВ-7 была безопасной и производительной, требуется постоянная замена выработанной смазки на свежую порцию. Выполнить процесс замены не составит труда. В конструкции станка предусмотрена специальная пробка, располагающаяся на оборотной стороне передней бабки. Проверить уровень смазочной жидкости в системе, помогает масляный датчик на внешней части передней узла устройства.
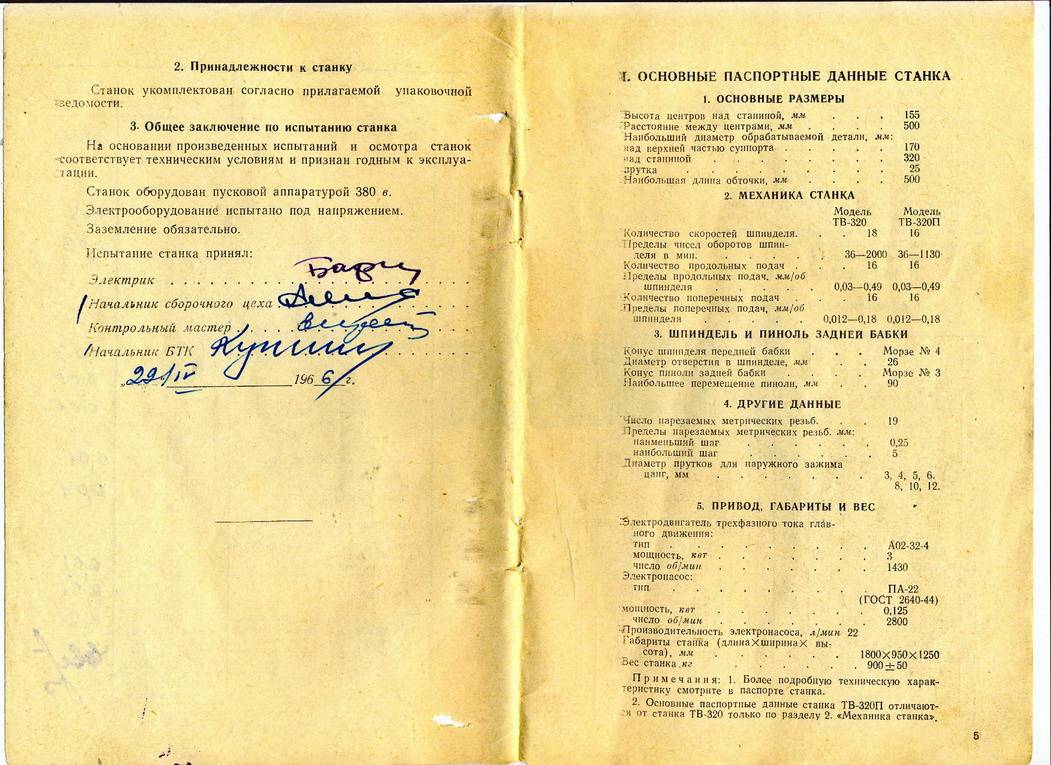
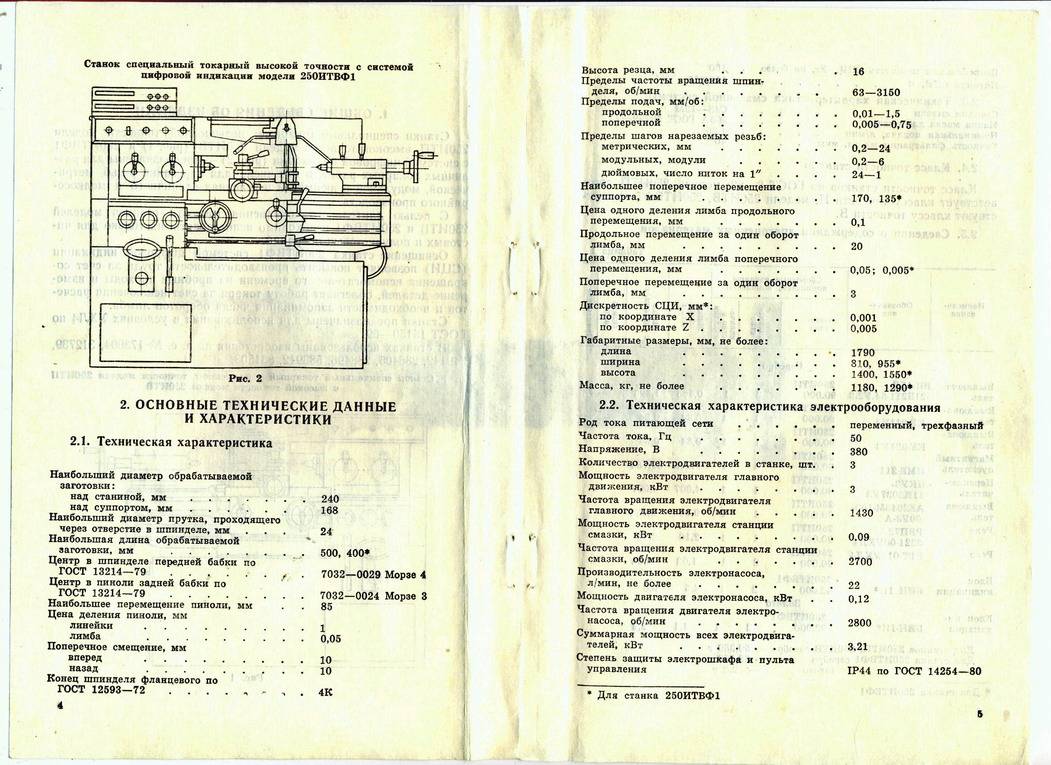
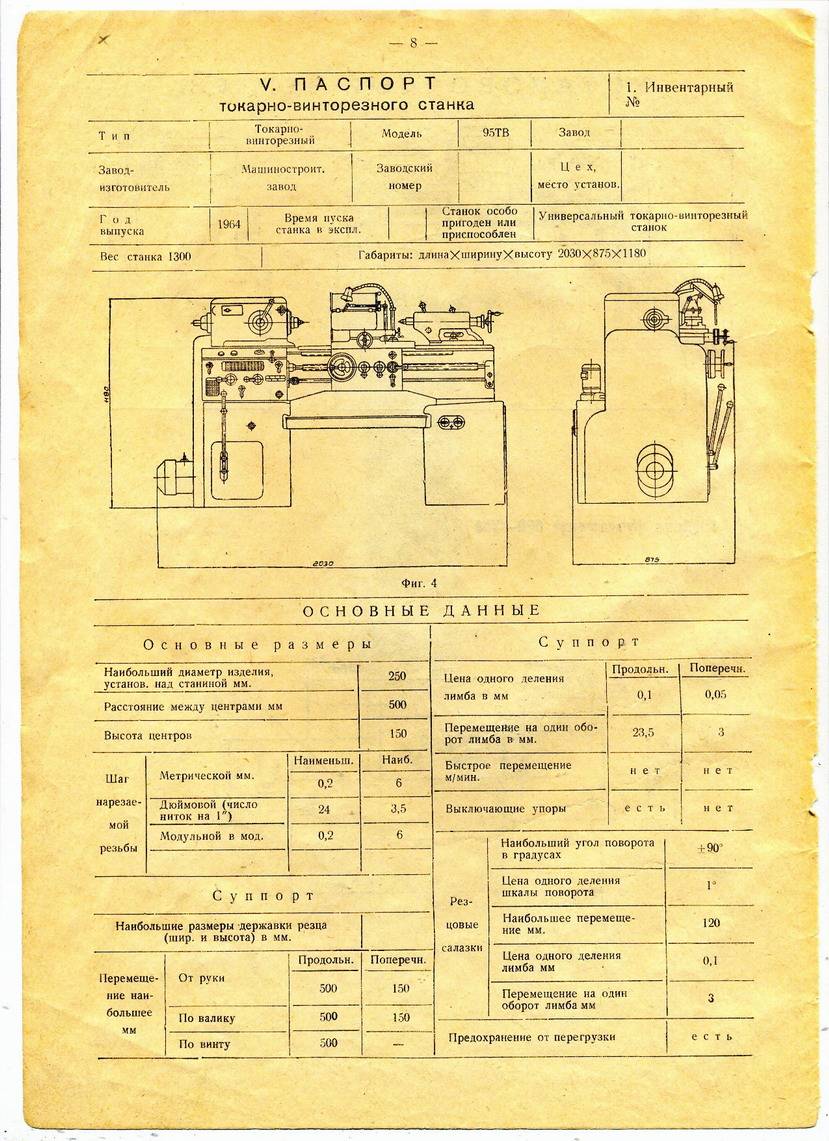
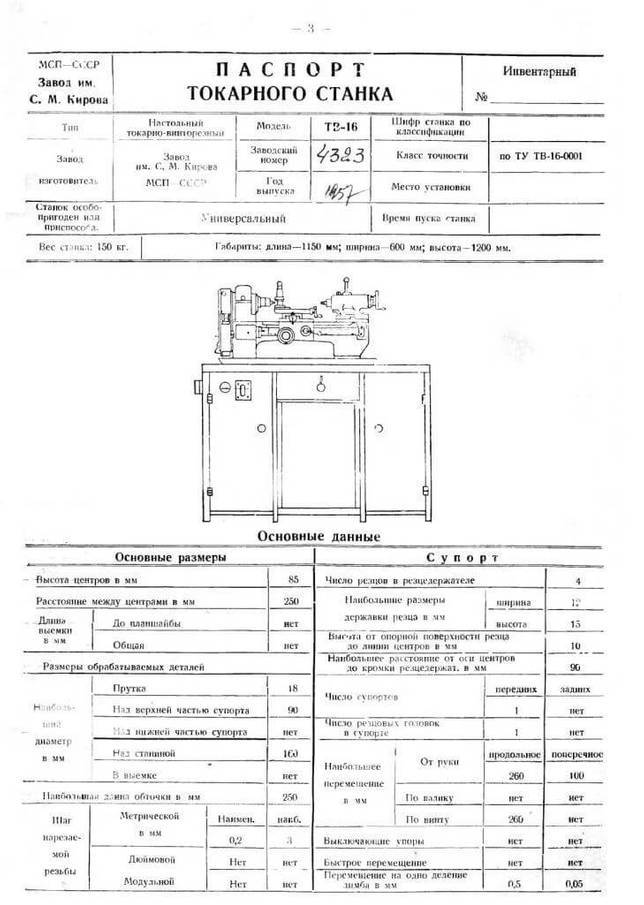
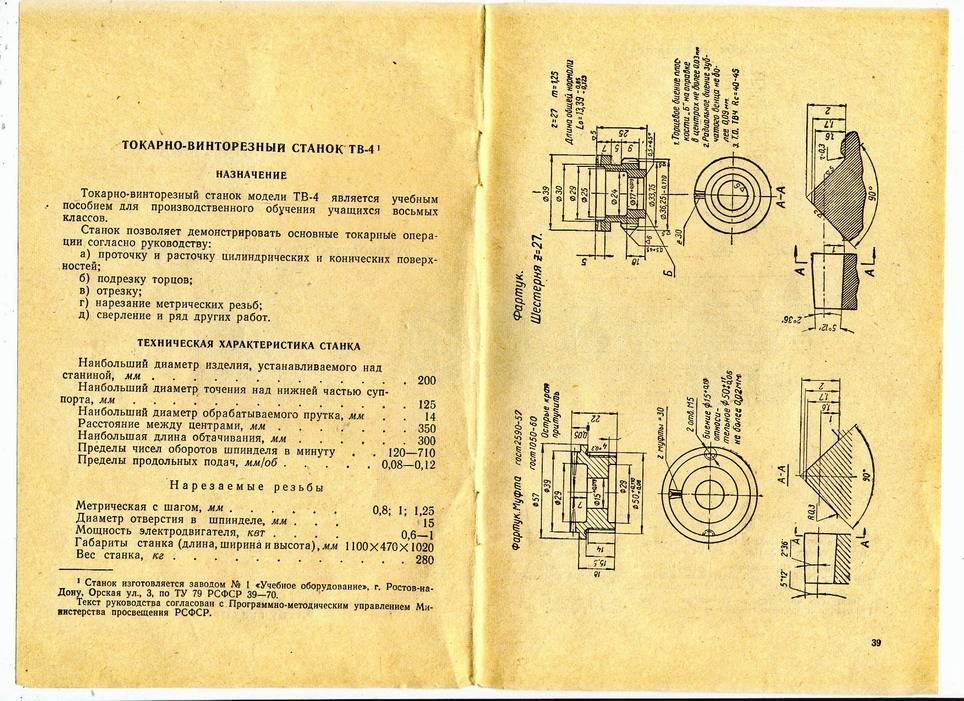
Токарный станок ТВ-7: технические характеристики
Во многом характеристики токарного станка ТВ-7 схожи с параметрами аналогичных учебных агрегатов. Но незначительные различия все же имеются и заключаются они в увеличении некоторых значений.
Вес установки в 400 кг частично способствует уменьшению вибраций, проявляющихся в процессе работы. Корпус станка имеет сравнительно небольшие размерные параметры, которые равняются 1050х535х1200 мм.
Перед работой рекомендуется ознакомиться с инструкцией и, согласно ей, просчитать этапы работ, размеры болванки и обозначить схему предстоящей обработки
При этом важно учитывать время эксплуатации устройства – при продолжительном времени работ начальные настройки изменяются
Согласно паспорту, токарный станок ТВ-7 имеет следующие технические характеристики:
- класс точности по ГОСТ – Н;
- диаметр установленной над станиной болванки в наибольшем значении – 22 см;
- диаметр устанавливаемой над резцедержателем болванки в наибольшем значении – 10 см;
- высота центров – 12 см;
- длина болванки в центрах в наибольшем значении – 33 см;
- длина болванки в патроне в наибольшем значении – 31 см;
- длина обтачивания в наибольшем значении – 30 см;
- высота резцедержателя в наибольшем значении – 1,6х1,6 см;
- диаметр отверстия в главном вале – 1,8 см;
- число ступней при прямом вращении – 8;
- скорость прямого вращения – 60-1000 об/мин;
- число частотных ступеней при обратном вращении – 8;
- скорость обратного вращения – 60-1000 об/мин;
- продольное перемещение резцедержателя в наибольшем значении – 26 см;
- осевое передвижение резцедержателя на деление лимба – 0,25 мм;
- поперечное передвижение резцедержателя на деление лимба – 0,025 мм;
- передвижение резцовых салазок в наибольшем значении – 8,5 см;
- количество ступеней осевых подач резцедержателя – 8;
- количество доступных для нарезки резьб – 6;
- перемещение пиноли в наибольшем значении – 6,5 см;
- мощность главного электрического двигателя – 1,1 кВт.
Конструкцией установки предусмотрена только нарезка метрических резьб с пределами шагов 0,8-2,5 мм. Также стоит учитывать, что механизмов принудительного торможения главного вала и блокировки управляющих рычагов в данной модели нет.
Станина и передняя бабка
Основной частью любого токарного станка, в том числе и рассматриваемой модели, является станина, на которую установлены все прочие составляющие конструкции. Исключением является электрический двигатель главного привода. Основа, изготовленная из литого чугуна, установлена на двух тумбах.
На рабочей основе располагаются четыре направляющие – две треугольные и две плоские. Задний узел перемещается по передней плоской и задней треугольной направляющим, а резцедержатель по задней плоской и передней треугольной.
В левой части рабочей основы установлен передний узел. В нем находится шпиндельный узел, который передает вращательный элемент обрабатываемой заготовке, установленной в нем. Шпиндельный узел имеет такие характеристики:
- Диаметр отверстия в главном вале – 1,8 см.
- Число ступней при прямом вращении – 8.
- Число ступеней при обратном вращении – 8.
- Конус Морзе – №3.
- Скорость вращения в прямом и обратном направлениях – 60-1000 об/мин.
Болванка фиксируется в главном вале посредством трехкулачкового патрона, соединенного с валом при помощи нарезанной на нем резьбы. Иногда болванка может закрепляться при помощи планшайбы с проводком, которая соединяется со шпинделем аналогичным образом. При необходимости обработки болванки в центрах, в узел главного вала монтируется специальный конусный центр.
Узел главного вала установлен в двух опорах переднего узла, в которых имеются радиально-упорные подшипники, обеспечивающие большую точность и легкость вращения главного вала. В переднем узле находится специальный механизм, позволяющий резцедержателю совершать необходимые реверсивные подачи. Данный механизм управляется специальным рычагом.
Школьный агрегат нуждается в регулярной смене масла для эффективности работы. В задней части переднего узла располагается специальная пробка, посредством которой осуществляется замена масла. На лицевой стороне переднего узла расположен специальный указатель, позволяющий контролировать уровень залитого масла.
Конструктивные особенности
Его часто используют в качестве прибора, на котором проходят обучение, с помощью него закрепляется усвоенный материал на практике по методу использования обработки твердых изделий. Данный прибор состоит из нескольких основных деталей:
- станины;
- опорных тумб в количестве двух штук;
- бабок, расположенных с двух обеих сторон;
- суппорта.
Уникальная конкретика при получении необходимых деталей обеспечивается благодаря шпинделю, который находится на опорах.
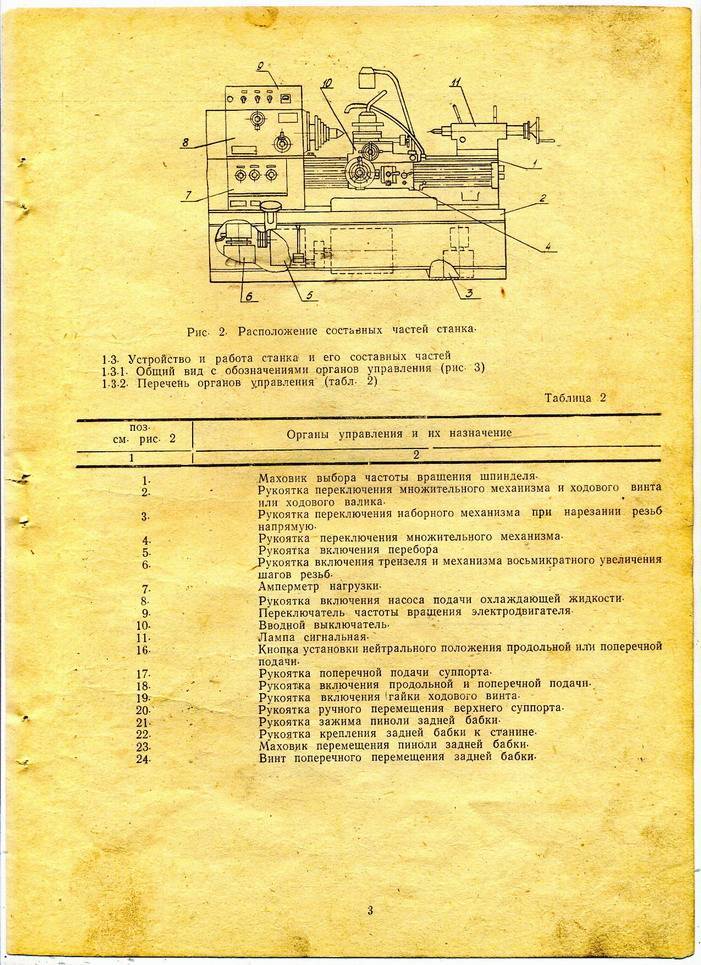
Управление
Изначально токарный станок этого вида предполагался для проведения практических занятий для школьников (часто его так и называют —школьный токарный станок по металлу), поэтому управление не вызывает много трудностей. Выполнение работы на таком оборудовании не вызовет много вопросов.


В конструкции ТВ-7 есть несколько основных деталей, благодаря которым осуществляется весь процесс. К этим деталям относится кнопка, останавливающая процесс при экстренных ситуациях, кнопка, запускающая реечную шестерню и прочее.
Станина и передняя бабка
Бабка по праву считается основным узлом, так как без него слаженной работы не будет. Она расположена на тумбах. При её изготовлении используется прочный материал – чугун.
Бабка двигается благодаря передней направляющей, которая плоская, задняя же, напротив – призматическая. Суппорт двигается благодаря плоским очертаниям задней и передней призматической формы.

Бабка находится на левой стороне. Шпиндель патрона крепится на ней. Он поддерживает изготавливаемое изделие в удобном месте, он же обеспечивает необходимую частоту вращения.
Суппорт, задняя бабка и коробка подач
Держатель, помогающий менять расположение резцов, находится на суппорте. Двигается только ручным способом в двух направлениях: продольном и поперечном.
Резцедержатель вращается в разные стороны с радиусом в 40 градусов благодаря удобной рукоятке, в конце перед работой он тщательно фиксируется. Фартук размещается на нём, отвечающий за механическую подачу резца рабочим валом или же винтом.
Бабка придёт в действие, если выполнить следующие действия:
- Подсоединить разъёмную гайку к винту, способному перемещаться.
- К валу распределительное механическое зажимное устройство.
Люфты направляющих, появляющиеся во время проведения работы, легко утилизируются, используя клинья и планки. Отрегулировав их, можно устранить вибрацию деталей, которые предстоит обработать.

Детали, которые обрабатываются на станке, легко крепятся при помощи задней бабки, в которой расположены патроны. Главная их функция заключена в реализации сверления, развертывания.
Важно!
Главное, чтобы пиноли и оси шпинделя совпадали.
Коробка передач предназначена для того, чтобы изменить скорость перемещения фартука. Благодаря ему можно обеспечить механическую и ручную продольную подачу суппорта. Управляется, используя рукоятку, имеющую 3 фиксированных положения.
Электрооборудование
Электрический двигатель и понижающая коробка скоростей смонтированы в тумбе. Их валы оснащены четырьмя шкивами разных диаметров. Они расположены в порядке возрастания.
В состав электрооборудования входят детали:
- Асинхронный двигатель мощность 1,1 квт, который расположен в левой трубе.
- Щиток, находящийся в тумбе с правой стороны. На нём располагаются также и другие важные детали.
- Кулачковый переключатель, расположенный в задней части станины.
- Кнопка включения в сеть и устройства освещения.





