

НАДФИЛИ АЛМАЗНЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
Е
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
УДК 621.918.025.7:006.354 | Группа Г25 |
ГОСУДАРСТВЕННЫЙ СТАНДАРТ | СОЮЗА ССР |
ГОСТ | |
НАДФИЛИ АЛМАЗНЫЕ | 23461—84* |
Технические условия Diamond needle files. Specifications | (СТ СЭВ 4170—83, СТ СЭВ 4625—84] |
ОКП 39 7144, 39 7244 | Взамен ГОСТ 23461—79 |
Постановлением Государственного комитета СССР по стандартам от 29 июня 1984 г. N9 2422 срок действия установлен
с 81.07.8$ до 01 «07.90
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на алмазные надфили для ручной обработки изделий из твердого сплава, закаленных сталей, керамики и других труднообрабатываемых материалов изготовляемых для нужд народного хозяйства и экспорта.
Показатели технического уровня, установленные настоящим стандартом, соответствуют требованиям высшей категории качества.
Настоящий стандарт полностью соответствует СТ СЭВ 4170—83 и СТ СЭВ 4625—184.
(Измененная редакция, Изм. № 1).
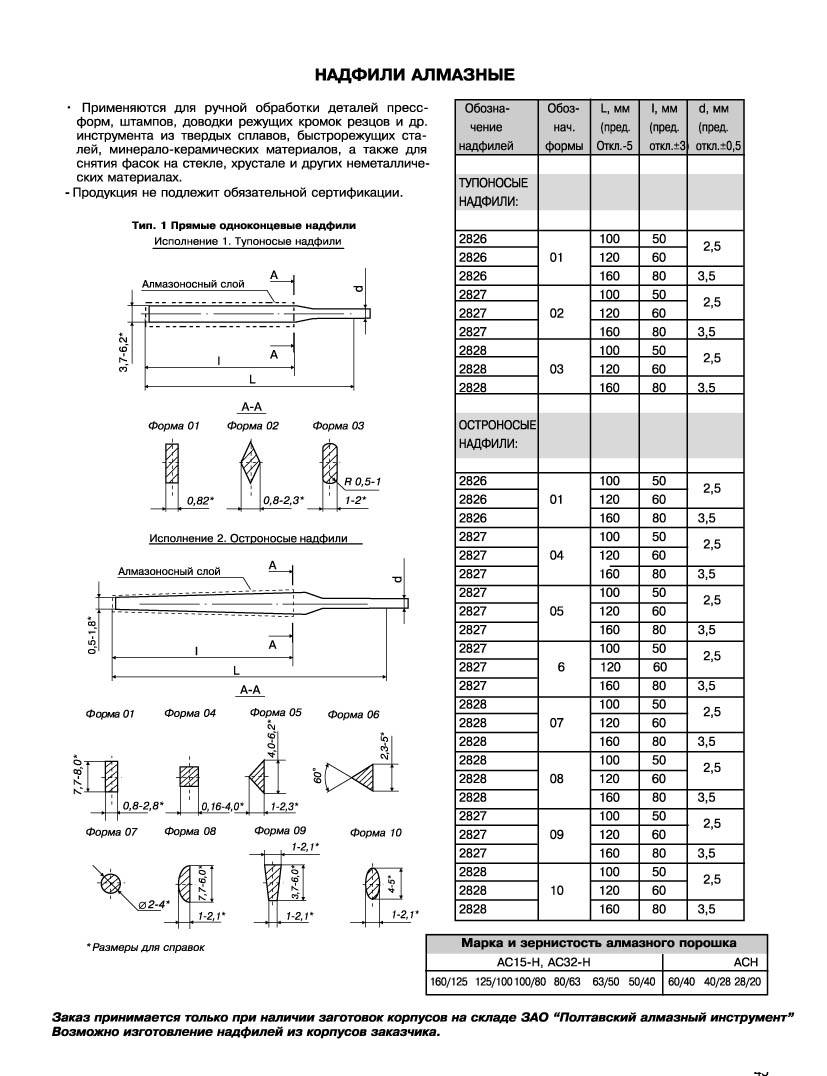
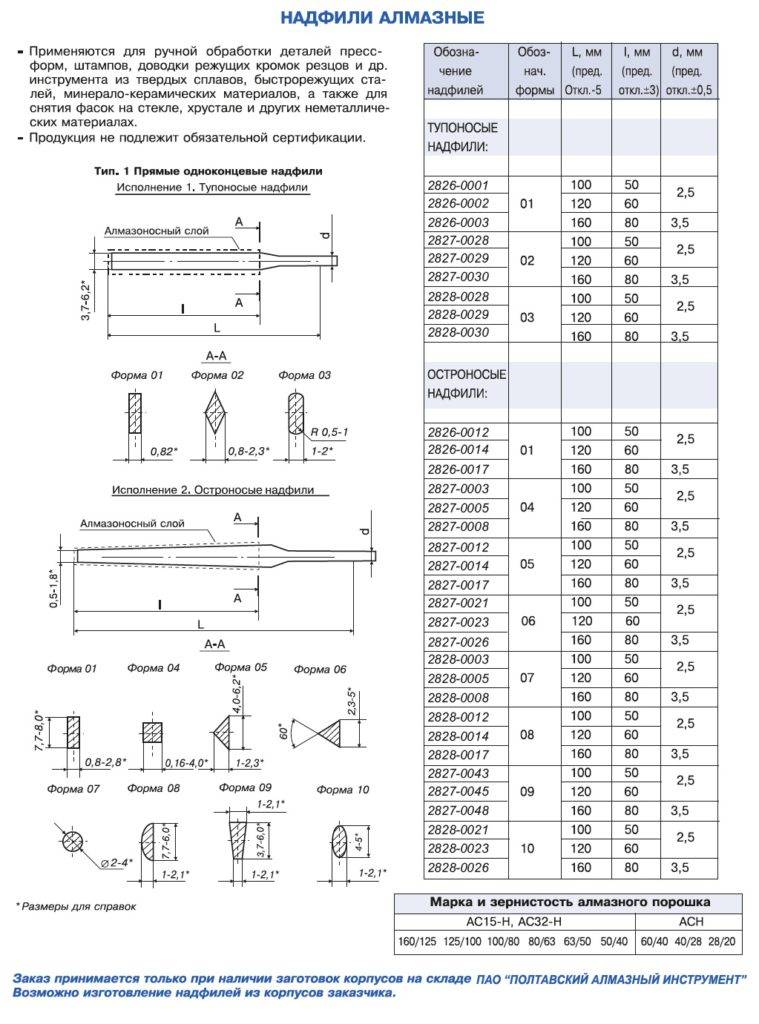
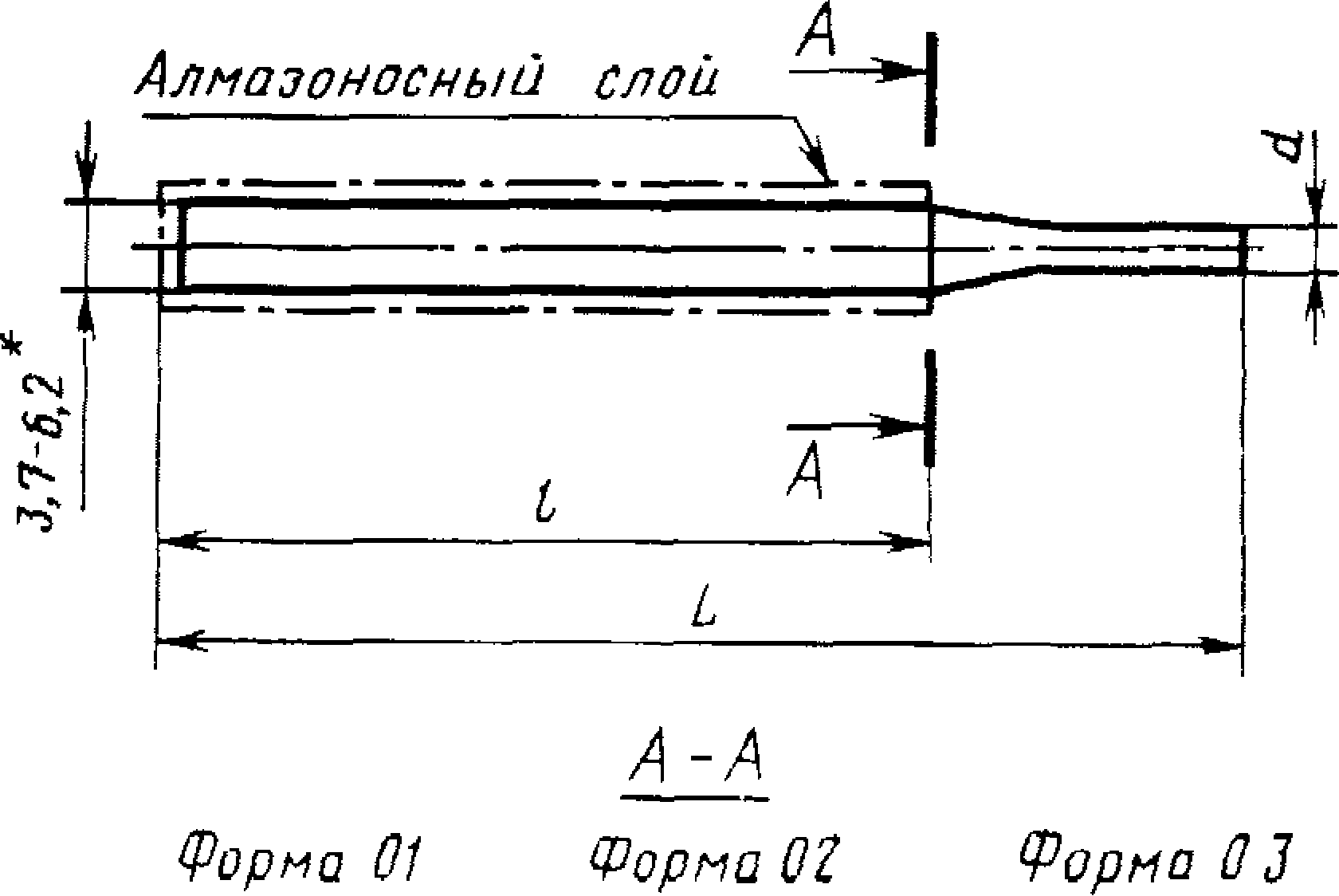
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
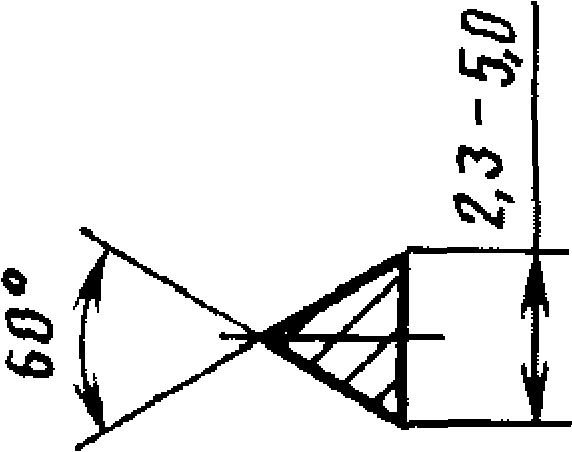
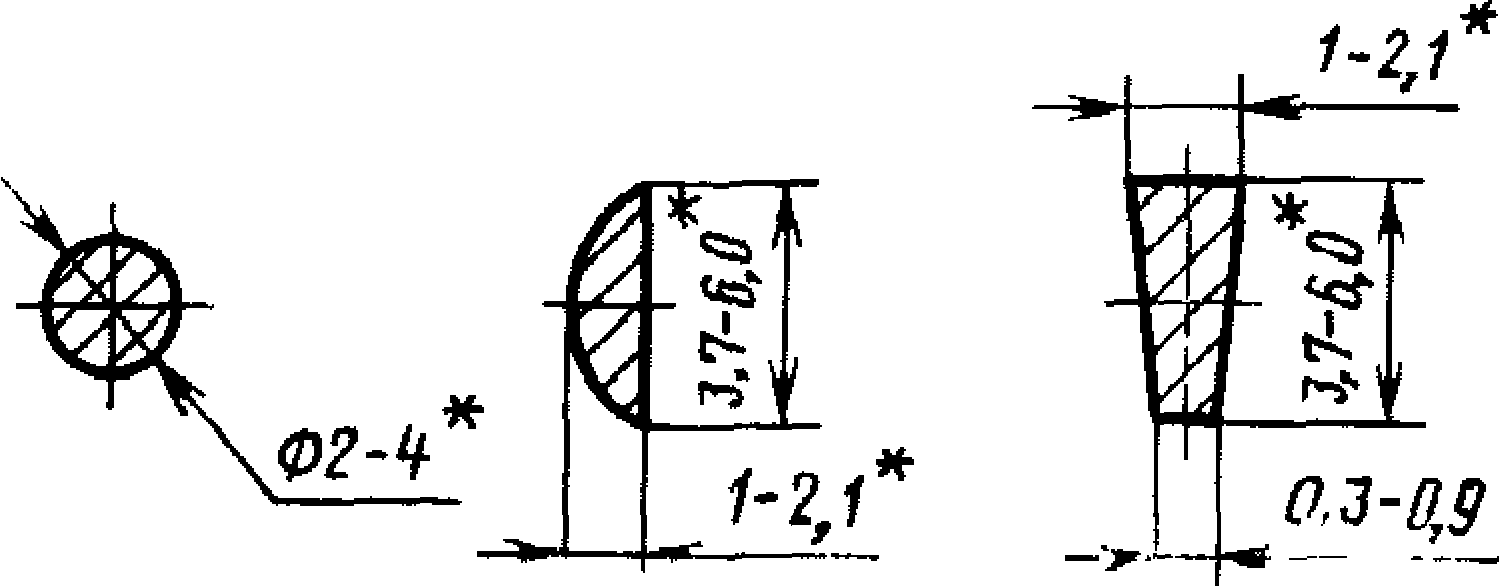
1.1. Типы и основные размеры надфилей должны соответствовать указанным на черт. 1—4 и в табл. 1 и 2.
Издание официальное Перепечатка воспрещена
★
Е
* Переиздание (декабрь 1985 г.) с Изменением 1, утвержденным в марте 1985 г. (НУС М б—85).
Издательство стандартов, 1986
2-1284
Тип 1. Прямые одноконцевые надфили Исполнение 1. Тупоносые надфили
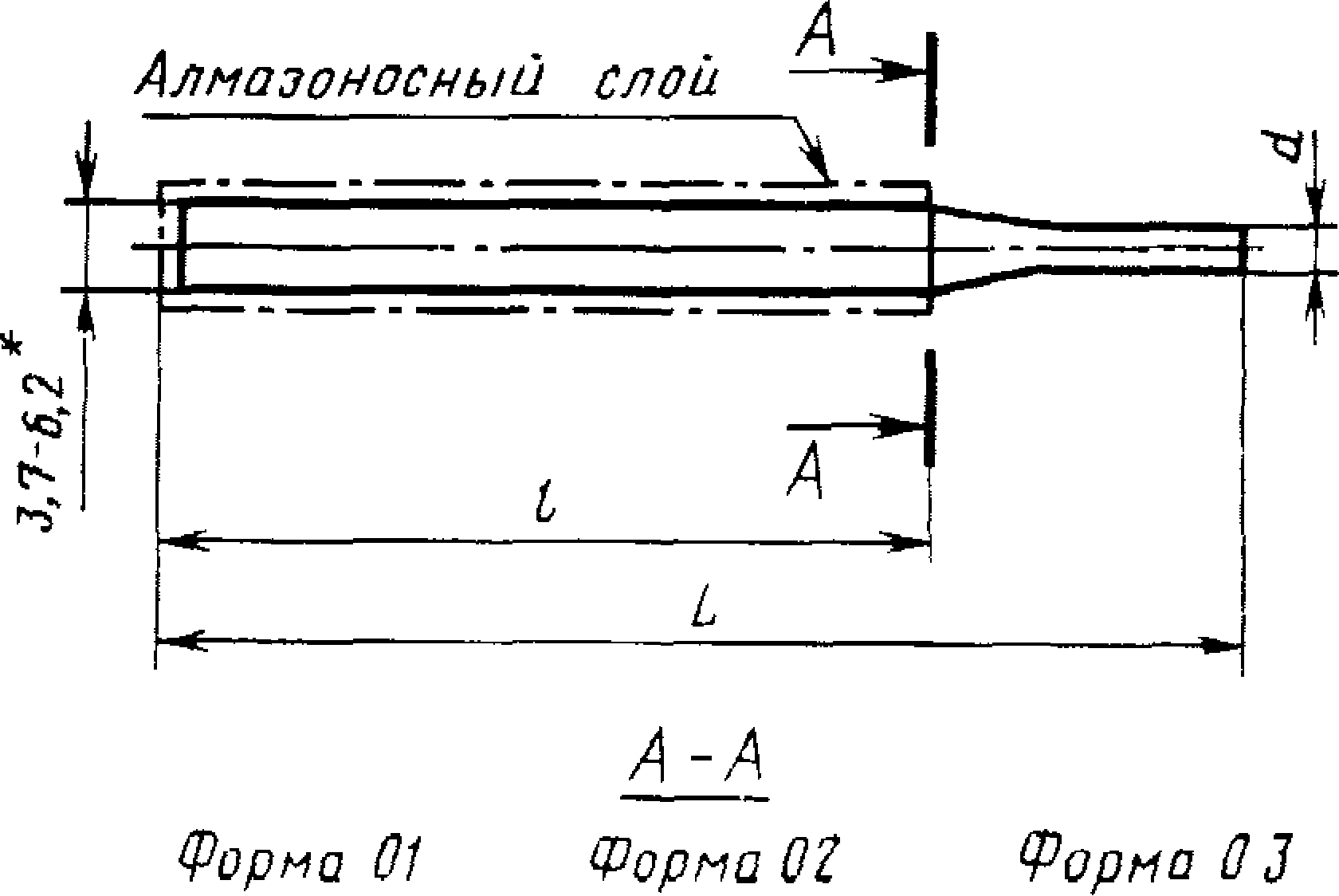
* Размеры для справок,
Черт, 1
Таблица 1
мм
Обозначение надфиля | <Прим1еняе- мость | Обозначение Формы | L (пред онкл. -5) | 1 (пред. ошл. ±3′) | d (пред, откл. ±0,5) |
2826-0001 | 01 | 100 | 50 | 2,5 | |
2826-0002 | 120 | 60 | |||
2826-0003 | 160 | 80 | 3,5 | ||
2827-0028 | 02 | 100 | 50 | 2.5 | |
2827-0029 | 120 | 60 | |||
2827-0030 | 160 | 80 | 3,5 | ||
2828-0028 | 03 | 100 | 50 | 2,5 | |
2828-0029 | 120 | 60 | |||
2828-0030 | 160 | 80 | 3,5 |
Исполнение 2. Остроносые надфили
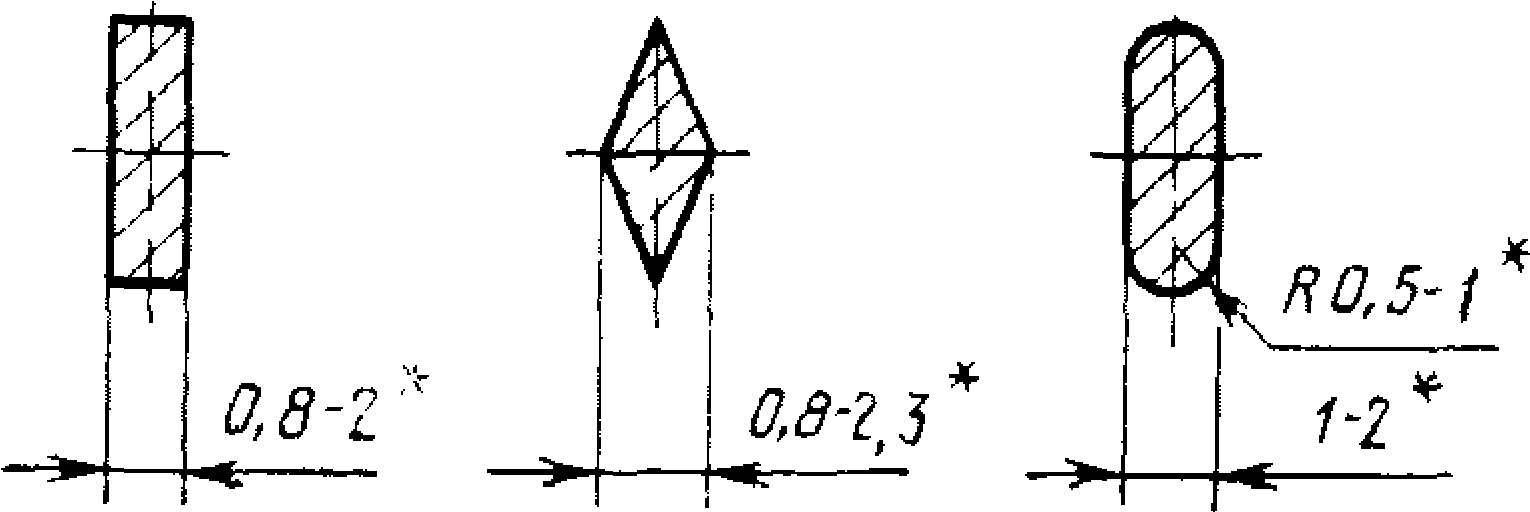
А-А
Форма 01
Форма Ok Форма 05
&
Форма Од
Форма 07 Фарма 0,0 Форма 09
Форма 10
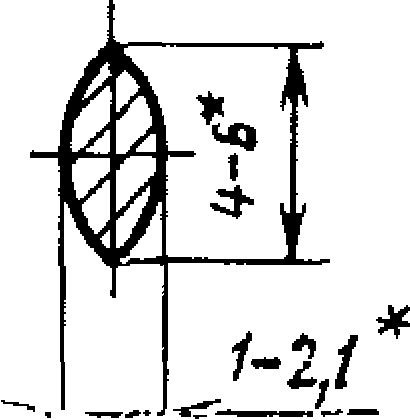
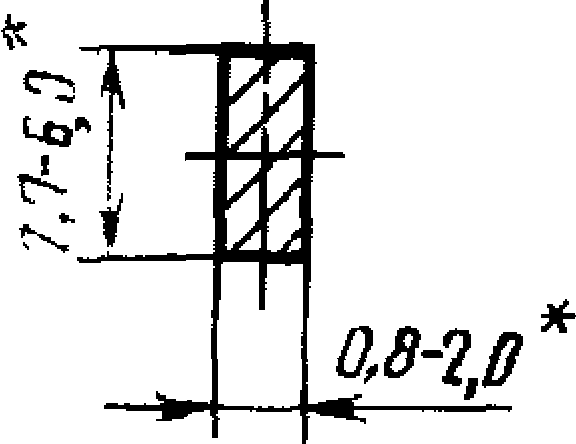
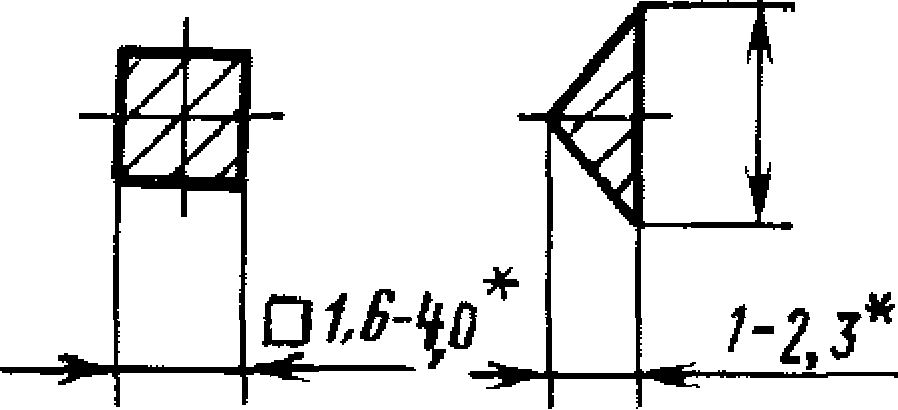
Размеры для справок.
Таблица 2
мм
Обозначение надфиля | Применяе мость | Обозначение формы | L (пред от<кл. -5) | 1 (пред опкл. ±3) | d (пред. (Упкл. ±0,5) |
2826-0012 | 01 | 100 | 50 | 2,5 | |
2826-0014 | 120 | 60 | |||
2826-0017 | 160 | 80 | 3,5 | ||
2827-0003 | 04 | 100 | 50 | 2,5 | |
2827-0005 | 120 | 60 | |||
2827-0008 | 160 | 80 | 3,5 | ||
2827-0012 | 05 | 100 | 50 | 2,5 | |
2827-0014 | 120 | 60 | |||
2827-0017 | 160 | 80 | 3,5 | ||
2827-0021 | 06 | 100 | 50 | 2,5 | |
2827-0023 | 120 | 60 | |||
2827-0026 | 160 | 80 | 3,5 | ||
2828-0003 | 07 | 100 | 50 | 2,5 | |
2828-0005 | 120 | 60 | |||
2828-0008 | 160 | 80 | 3,5 | ||
2828-0012 | 08 | 100 | 50 | 2,5 | |
2828-0014 | 120 | 60 | |||
2828-0017 | 160 | 80 | 3,5 | ||
2827-0043 | 09 | 100 | 50 | 2,5 | |
2827-0045 | 120 | 60 | |||
2827-0048 | 160 | 80 | 3,5 | ||
2828-0021 | 10 | 100 | 50 | 2,5 | |
2828-0023 | 120 | 60 | |||
2828-0026 | 160 | 80 | 3,5 |




Тип 2, Изогнутые двуконцевые надфили Исполнение 1. Тупоносые надфили
Форма 01
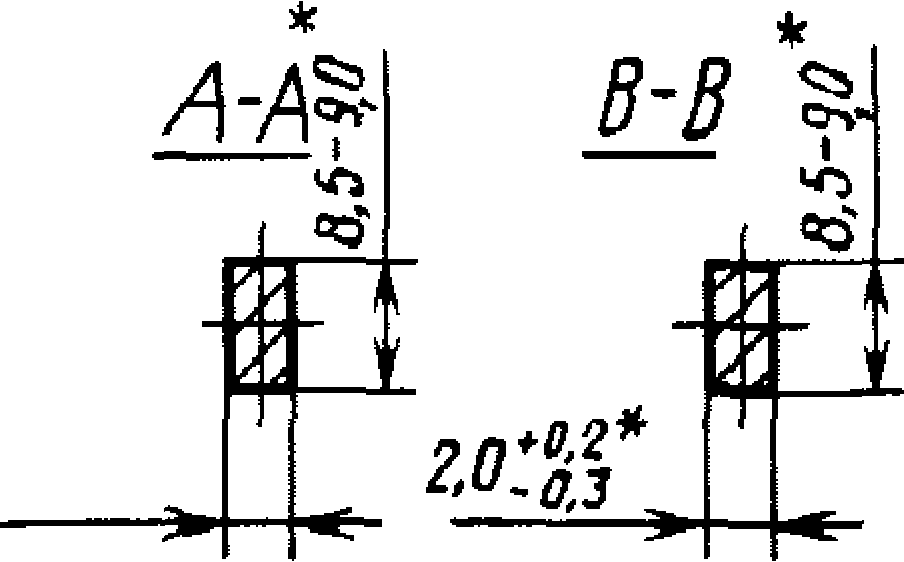
9П + М* t’U-0.3
А-А | ||
А | ||
9 п+0,2* | ГГ |
Форма 0107
Тонкости выбора
Понять, какой тип устройства для шлифовки вам необходим, можно, зная о характере задач, которые вам нужно выполнить. В зависимости от этого и следует выбирать напильник определенного размера, формы и длины. К примеру, если вам предстоит работать с алюминием, латунью, медью или бронзой, то самым подходящим для вас инструментом будет напильник с одинарной насечкой. А вот покупать бархатные или личные напильники не стоит. Очень скоро их зубья забьются стружкой, и они уже не будут исправно выполнять свою основную функцию








Важной характеристикой является номер насечки
При выборе советуем обращать внимание на толщину снимаемого слоя и точность обработки
Напильники с номером насечки 0 или 1 следует выбирать мастерам, которым требуется опилить 5−10 мм толщины и обеспечить точность обработки в пределах от 0,01 до 0,2 мм. Имейте в виду, что за один проход инструмент снимает не более 0,1 мм. При его использовании вы получите довольно шероховатую поверхность, поэтому лучше всего использовать эти напильники для черновой обработки. Гораздо проще выбрать инструмент по длине. Ориентируйтесь на размер поверхности, которую вам нужно опилить: чем он больше, тем более крупным должен быть и сам напильник.
Для более точного расчёта предлагаем специальную формулу: к длине поверхности изделия прибавьте 15 см. Полученное значение и будет длиной рабочей поверхности напильника, который вам нужен. Однако не забывайте, что во время обработки желательно проходить инструментом по всей площади рабочей поверхности.
Напильник для дома
Какой бы тип инструмента вы ни искали для обработки металлоизделий, советуем вам выбирать его, ориентируясь на стоящие перед вами задачи. Если вам нужен инструмент для будущего ремонта, то советуем приобрести хороший набор напильников, а не покупать их поодиночке в разных местах.
Мечтаете о том, чтобы создать своими руками для ребёнка экологически чистый конструктор, и уже присмотрели для этого подходящее дерево? Тогда вам стоит обратить внимание на рашпили по дереву и плоские напильники. Сперва пройдитесь по дереву рашпилем, с этим вы легко справитесь, он меньше других забивается
После уже можно использовать и напильник. В завершение обработки тщательно отшлифуйте детали наждачкой, чтобы ваш малыш не поранился во время игры.
Если вы хотите, чтобы ваш самодельный конструктор включал разнообразные арки, цилиндры и окошки, то советуем приобрести круглый напильник по дереву и рашпиль такой же конфигурации.
Выполнить обработку металлических и изделий из других материалов надлежащим образом невозможно, не имея под рукой специального инструмента. Поэтому в арсенале каждого домашнего мастера должен присутствовать напильник. Выбрать наиболее подходящий вид инструмента несложно, если знать, какие операции вы собираетесь выполнять.
Но ни в коем случае не экономьте, покупая из набора только один или два вида инструмента. Если вам предстоит выполнять большой объем работ или же решать однотипные задачи достаточно регулярно, то лучшим для вас решением будет приобрести набор напильников. Они станут для вас незаменимыми помощниками и помогут гораздо быстрее и качественнее обработать детали.
Применение надфиля
Только правильное использование надфиля позволяет существенно продлить его эксплуатационный срок. Среди рекомендаций отметим:
- Нельзя проводить обработку по масляному пятну, запрещается попадание смазывающих веществ.
- Не стоит забывать о том, что изделие не рассчитано на воздействие большого механического воздействия.
- Стоит учитывать, что обработка твердых сплавов, если рабочая часть не предназначена для этого, приводит к быстрому износу режущих кромок. Слишком мягкие сплавы могут стать причиной забивания стружкой.

После использования инструмента следует провести его очистку. Кроме этого, запрещается класть надфиль на металлические части, оказывать ударную нагрузку. Даже незначительный скол становится причиной существенного снижения эксплуатационного срока и основных качеств.
Особенности конструкции и виды напильников
Конструкция такого инструмента не слишком изменилась с течением времени. Это по-прежнему металлический брусок различной формы с насечками. Рабочая часть напильника заканчивается хвостовиком, на который может быть надета рукоятка. Существуют и автоматизированные напильники (речь о специальных станках и электрическом инструменте), но в бытовых условиях их использование не слишком актуально. Именно поэтому оставим их за рамками материала.
1. Слесарные напильники общего назначения;
2. Слесарные напильники для специальных работ;
3. Автоматизированные (машинные и ленточные) напильники;
4. Рашпили;
5. Надфили.
Слесарные напильники общего назначения используются как в профессиональной сфере, так и в быту. Это один из наиболее распространенных видов данного инструмента, который чаще всего и подразумевается при его упоминании.
https://stanok.guru/images/66752/primenenie-napilnikov.jpg
Машинные напильники устанавливаются в инструментальные станки. Их применение актуально при наличии большого объема работ. Именно поэтому наряду с представителями предыдущего вида машинные напильники популярны преимущественно на производстве. Ленточный напильник – это автоматизированный ручной инструмент, используемый, например, для обработки сложных по форме криволинейных поверхностей. Его отличает высокая производительность (по сравнению с ручными напильниками).
https://www.kuvalda.ru/_terminal/catalogue/main/landing-41591.png?v=68
https://www.tatianka.ru/userfiles/images/700101-Raspel,-flachstumpf.jpg
https://www.tdkalibron.ru/img/zoom/75492_01_mid.jpg
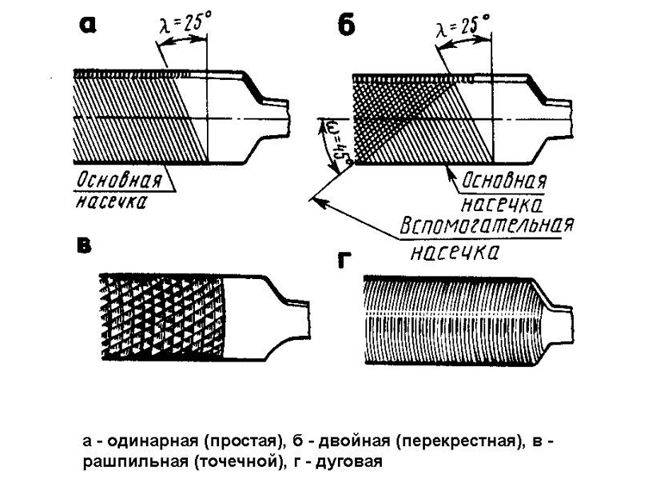
а) с простой одинарной насечкой;
б) с двойной или крестовой перекрестной насечкой;
в) с точечной рашпильной насечкой;
г) с фрезерной дуговой насечкой.
https://moiinstrumenty.ru/wp-content/uploads/2015/02/Vidy-nasechek.jpg
Двойная насечка усиливает воздействие на поверхность материала, что позволяет использовать такие напильники для работы со сталью, бронзой, чугуном и т.д. Напильники с простой и двойной насечкой позволяют добиться относительно грубой обработки поверхности материала.
Подвидом двойной является перекрестная насечка. По сути, это сочетание основной (для более глубокой обработки) и вспомогательной (для шлифовки) насечек. Такое расположение и сочетание позволяют добиться качественной обработки поверхности материала.
Точечная насечка (в виде маленьких заусениц на рабочей части напильника) актуальна при обработке кожи, мягких пород дерева, резины.
Наконец, дуговая насечка за счет особой формы позволяет добиться высокой производительности работ и хорошего качества обработки поверхности. Применяется при работе с цветными металлами и деревом.
Напильники делятся на шесть классов. А их насечки имеют номера от 0 до 5 (с учетом величины шага). Эти характеристики используются для обозначения эксплуатационных особенностей инструмента.
Напильники первого класса имеют насечки №№ 0-1, которые отличаются крупными редкими зубьями (от 4 до 12 штук на 10 мм). Такие напильники называют драчевыми. Они подходят для черновой обработки поверхности материала.
https://remoskop.ru/wp-content/plugins/texterpub/backgrounds/8555.png
https://www.220-volt.ru/f/a0/ru/images/catalogue/61/61508.jpg
https://toolfp.ru/images/photos/medium/shop_category283.jpg
https://www.e-reading.by/illustrations/129/129625-i_021.png
Какой должна быть зернистость наждачной бумаги для работы
Как вы понимаете, для разной обработки материалов применяется разная шлифовальная шкурка. Речь сейчас не о форме выпуска, а о размере зерна, способе его нанесения. Тип абразива и способ нанесения имеет вторичное значение. Они больше влияют на долговечность использования материала. Но как обычно, лучше — значит дороже. Тут каждый уже выбирает сам. А вот размер зерна лучше подбирать под конкретные задачи.
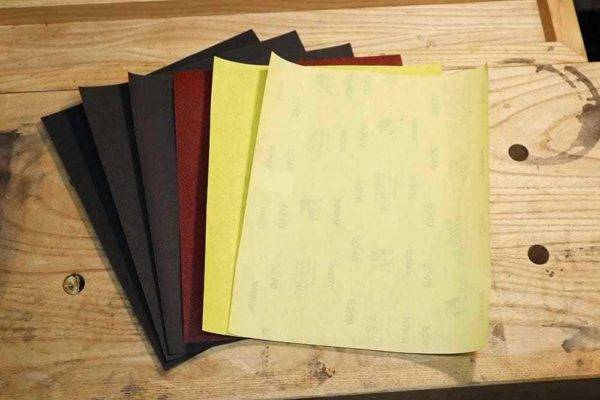
Наждачка для шлифования дерева под покраску: выбор размера зерна
Какой наждачкой шлифовать дерево
Для того чтобы шкурка не забивалась, зерно должно быть нанесено с промежутками. Это открытый тип нанесения. В таком случае не придется часто ее «выбивать» или менять. Тип основы — бумага или ткань. Бумага дешевле, ткань дороже. Если есть шлифмашинка, смотрите в рекомендациях к ней. Для обработки вручную, можно закрепить кусок на специальный держатель или прибить к бруску.
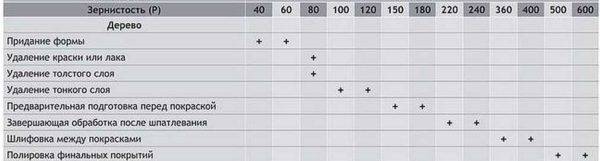
Как выбрать зернистость наждачной бумаги для обработки древесины
Рекомендации по выбору зернистости даны в таблице. Для первичной обработки, идет шлифшкурка от P40 до P80. Это придание формы, снятие толстого слоя. Теми же материалами снимаем лак и краску с древесины. Для подготовки дерева к покраске нужна уже P100 до P240. Для шлифовки после нанесения первого слоя лака, берем P360 или P400. А доведение до гладкости — собственно полировка и лакировка — это уже совсем мелкие P500 и выше. Вообще, полировка — это отдельная тема, и там надо пошагово шлифовать и наносить краску или лак. И с каждым разом зерно берут все более тонкое. А завершают полировку, вообще мягким полировочным (войлочным) материалом.
Каким наждаком обрабатывать металл
Для обработки металла придется брать более жесткие абразивные материалы, а значит и более дорогие. Обычный корунд справится с алюминием и его сплавами. Ими же обрабатывают чугун, бронзу и черную сталь. Для латуни нужен хотя бы циркониевый, но лучше титановый или легированный электрокорунд. А еще лучше — керамический
Еще обратите внимание — способ нанесения должен быть закрытым

Для шлифовки и полировки металла нужен другой тип шкурки, а размеры зерна подбираем под вид работы
Принцип подбора зернистости тот же: для грубой обработки повышенная «шершавость» крупного зерна, чем тоньше обработка, тем мельче абразив. Для снятия ржавчины и выравнивания основных шероховатостей берут самую грубую наждачку. Чем тоньше слой, тем меньше размер зерна. Так что тут все логично
Но обратите внимание, что на каждый вид работы приходится два или три размера зернистости. Это не значит, что надо брать любой из указанных. Это значит, что для получения хорошего результата надо обрабатывать каждым размером
Хотя, если внешний вид вам не так важен, тогда можно и одним размером из рекомендованных
Это значит, что для получения хорошего результата надо обрабатывать каждым размером. Хотя, если внешний вид вам не так важен, тогда можно и одним размером из рекомендованных.
Наждачная бумага для пластика, камня, керамики и стекла
По типу абразива и его нанесения рекомендации те же: более прочные, более плотное расположение. Но шлифовка рекомендована с подачей воды, так что требуется водостойкая модификация наждака.
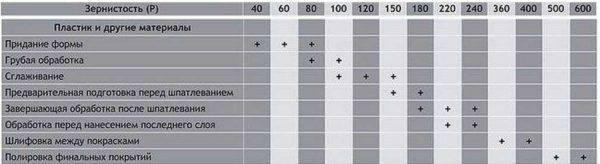
Наждачная бумага для пластика: выбор зернистости
Для финишной доводки пластика и стекла, шлифовальная шкурка даже с самым маленьким зерном — та самая нулевка или P800 — будет слишком грубой. Она будет оставлять видимые царапины. Доводят до гладкости эти материалы при помощи пасты ГОИ и еще более тонких шлифовальных составов. Но это уже отдельная история и свои технологии.
Разновидности надфилей
Классифицируют данный инструмент согласно размеру, профилю и насечке. Все эти три параметра и разделяют надфили на различные типы. Обо всех характеристиках, по порядку.
Размер.
Как уже и говорилось, обычно, размер стандартного надфиля равен 100-120 мм, однако на практике применяются и 200 мм надфили, так как работать с длинными надфилями, часто, очень удобно. Существует 5 различных размеров инструмента (№1, №2 и т.д.).
Профиль инструмента.
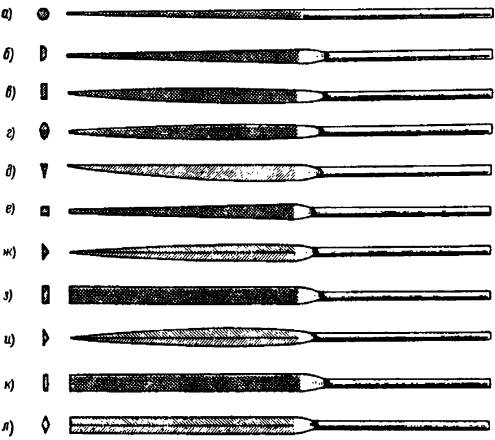
Согласно профилю, надфили можно разделить на следующие разновидности:
– трехгранные и клиновидные надфили;
– р омбические и плоские надфили;
– к вадратные и полукруглые надфили;
– р азновыпуклые, а также пазовые надфили;
– о вальные надфили и круглые.
В свою очередь, все эти типы инструментов, подразделяются еще, сразу на несколько категорий, которые мы подробно рассмотрим.
Трехгранные надфили
. Данный тип инструмента может быть остроносым или тупоугольным. Остроносый надфиль – это инструмент, который имеет три равные рабочие грани, а также три равные рабочие ребра. Используется данный тип надфиля во время угловых насечек на поверхности детали. Тупоугольным считается надфиль, который своей формой очень напоминает равносторонний треугольник с тупым углом. Также, тупоугольный надфиль бывает трехстороннего или одностороннего исполнения.

Клиновидный надфиль.
Понятно, что данный вид надфиля имеет клиновидную форму и острый нос. В таком инструменте присутствует 2 рабочие грани, а также ребро. Используются при обработке клапанов и кастов, а также при пропиливании высечек или же малых углов. К слову, существуют наборы надфилей, в которых присутствуют все разновидности данного инструмента.
Ромбический надфиль.
Выполнен в форме ромба, у которого углы при вершине являются тупоносыми, а грани образовывают между собой острые углы – они же и выступают в качестве рабочей поверхности. С помощью данного надфиля, обрабатывают всечки.

Плоский надфиль.
Такой надфиль исполнен в форме прямоугольника, у которого присутствует 4 рабочие стороны – 2 широкие поверхности, и 2 узкие.
Квадратный надфиль.
Собственно, надфиль, который выполнен в форме квадрата – у такого инструмента все стороны являются рабочими, и удобен он при работе с прямоугольными пазами или угловыми насечками и люфтами.
Полукруглый надфиль.
Применяется при обработке внутренних поверхностей колец, а выполнен он в виде полукруга – овальной и плоской части. Насечки, при этом, имеются на обеих сторонах инструмента.
Разновыпуклый надфиль.
Форма такого надфиля очень сильно напоминает двояковыпуклую линзу. Нос надфиля является острым, а насечка инструмента присутствует на обеих его сторонах. С помощью такого варианта надфиля, обрабатывают внутренние кольца и округлые поверхности.
Пазовый надфиль.
Также бывают остроносыми или тупоносыми. Часто, их можно спутать с плоскими надфилями, однако в отличие от них, торцевые грани таких инструментов имеют закругленную форму, собственно, они и представляют собой рабочую поверхность. Используются в труднодоступных участках – отверстиях, например.







Овальный надфиль.
Собственно, образовывает форму овала в своем сечении. Рабочей поверхностью считается вся поверхность инструмента, а применяется он во время обработки отверстий, имеющих закругленную форму.
Круглый надфиль.
Мало чем отличается от предыдущего вида – имеет правильную круглую форму, а область применения остается той же, что и у предыдущего надфиля.
И, конечно же, игольчатые надфили, которые стоит отнести к отдельной категории надфилей. Они отличаются тем, что имеют среднюю длину рабочей части 35-55 мм, а также отличны от других видов хвостовиком – имея квадратное сечение в этой части. Используются во время обработки труднодоступных мест и поверхностей.

Поэтому, покупая в магазине тот или иной тип надфиля, подумайте над приобретением набора надфилей, ведь он будет намного практичнее и проще в использовании, нежели покупка всякий раз новых надфилей, когда они будут необходимы.
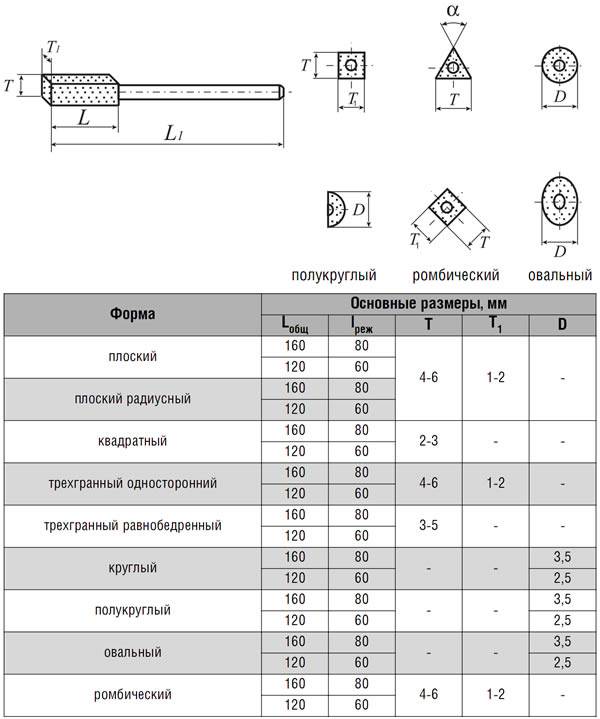
Какие формы имеют надфили?
Алмазный надфиль представлен 12 видами.
- Инструменты с тремя гранями. Они обладают острым или же тупым концом. Этот показатель и определяет область использования прибора.
- Приборы, выполненные в форме ромба. Они дают возможность играть с насечками под определенным углом.
- Устройства в форме клина применяются при работе с кастами и клапанами (ювелирные элементы), а также с углами с малыми показателями. Клиновидные устройства обладают как острым, так и округлым ребром, но при этом нос у прибора острый.
- Надфиль алмазный плоский обладает универсальностью применения. Область использования зависит от размера приспособления.
- Пазовые приборы похожи на плоские, но грани по бокам округлены. Это дает возможность обрабатывания труднодоступных областей.
- Квадратные устройства предназначены для работ с пазами аналогичной формы.
- С полукруглой формой. При помощи них возможна работа с рельефами.
- Надфили с разными выпуклостями подвергают обработке внутреннюю часть кольца.
- Овальные приспособления предназначены для отверстий.
- Надфиль алмазный круглый в состоянии работать с округлыми изделиями. Помимо этого, при помощи них создается требуемый рельеф.
- Игольчатая форма в корне отличается от всех других типов. Во-первых, следует отметить, что эти приспособления обладают миниатюрностью. Длина рабочей поверхности составляет 35-55 мм. Во-вторых, хвост у них имеет квадратную форму.
- Еще один особый вид — это надфиль-рифель. О нем следует говорить отдельно.
Приспособления с тупым носом по всей длине обладают одинаковым размером сечения. У остроносых моделей сечение стержня уменьшается к краю прибора.
Сама насечка также выполняется в соответствии со стандартами. На основные рабочие части инструмента нанесена двойная насечка: главного и вспомогательного характера. Инструменты с круглой или овальной формой могут обладать одинарной или же спиральной одинарной насечкой.
Определение и назначение
При рассмотрении вопроса что такое надфиль следует уделить внимание тому, что форма рабочей части может существенно отличаться. Опытный мастер, как правило, имеет целый набор инструментов в своем ассортименте
Эффективность обработки связано с двойной насечкой, одна из которых основная, а вторая вспомогательная.
Не стоит забывать о том, что надфиль это инструмент с рукояткой, на которой расположен номер насечки. В последнее время на поверхности наносится либо одна, либо две перекрестные насечки. Основная наносится под острым углом, она отвечает за снятие металла, вспомогательная под 45° и отвечает за отвод стружки с зоны резания. В соответствии с ГОСТ при производстве используется углеродистая инструментальная сталь (У8, У8А, У10 и др.). Этот материал обладает повышенной твердостью, за счет чего повышается эффективность снесения материала с поверхности.
Конструктивными особенностями изделия можно назвать наличие рабочей части и рукоятки, которая довольно большая. Форма рабочей поверхности надфиля может существенно отличаться, все зависит от поставленной задачи при работе. Алмазные надфили — их применение весьма обширное, за счет нанесения алмазного напыления существенно расширяется область применения инструмента, а также повышенную устойчивостью к износу.
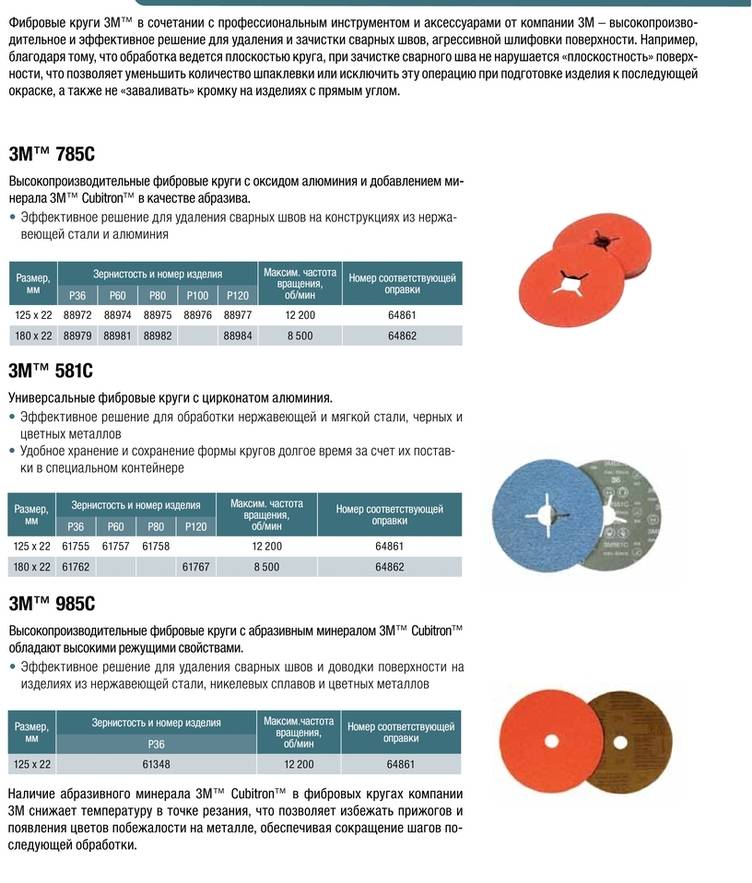
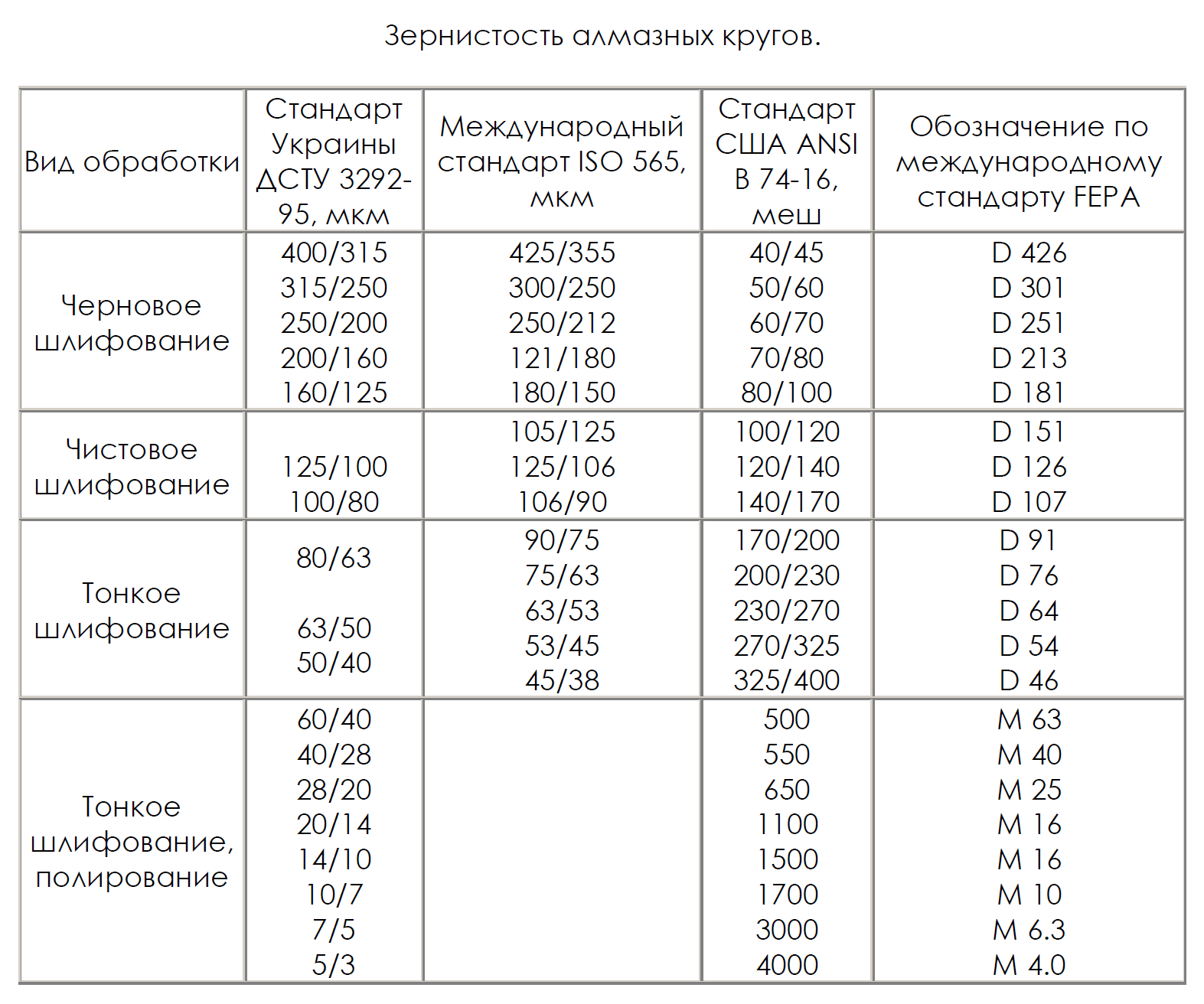
Тип абразива
На сегодняшний день при производстве наждаков применятся большое количество разнообразных материалов. Это позволяет добиться оптимальных характеристик диска, добиться его высокой прочности, долговечности или точности обработки.
Наиболее часто можно встретить следующие материалы:
- Электрокорунд – используется при работе с металлическими изделиями, обычно кованого железа. Он отличается высокой теплоустойчивостью, хорошим свойством сцепляемости со связкой. Абразив очень прочный и отличается высокой долговечностью. Наиболее распространенный электрокорунд нормальный.Также распространен электрокорунд белый. Абразив более однородный, имеет острые кромки, которые самозатачиваются. Из-за своих свойств он используется для финальной обработки, деталей из высококачественных сталей.Реже можно встретить хромистый, титанистый и циркониевый электрокорунд. Чем выше цифра маркировки, тем выше прочность круга.
- Карбид кремния – отличается повышенной прочностью и одновременно значительной хрупкостью. Он маркируется как 52-55С, используется при работе с фарфором, гранитом, керамикой, стеклом и множеством других прочных материалов.
- Эльбор – очень твердый материал, практически не уступающий алмазу, но более хрупкий. Такие круги имеют маркировку CBN, КНБ.
- Алмаз – очень прочный природный материала, отличается низкой хрупкостью. Такие диски используется при механической обработки сплавов на основе железа, стекла, керамики и кремния.
Алмазные круги делятся на несколько типов:
- обычной прочности (АС2);
- повышенной (АС4);
- высокой (АС6);
- монокристаллы (АС32).
Как выбрать надфиль?
Выбирая надфиль для работы, стоит внимательно осмотреть его в магазине. Материал изготовления инструмента зависит от типа материала, с которым предстоит работать. Для обработки керамики и стекла применяются алмазные надфили с разной зернистостью. Фогольцевые напильники используются в работе с ювелирными украшениями
Специалисты рекомендуют обратить внимание на ряд моментов перед покупкой
- Заводские дефекты, повреждения должны отсутствовать на его поверхности. Увидеть трещины на небольшом напильнике бывает невозможно, в этом случае поможет хитрый прием – следует ударить надфилем по любому твердому предмету и послушать звук, если он звонкий – инструмент можно брать.
- Небольшое искривление надфиля допустимо, это не считается дефектом. Слишком искривленный инструмент стоит положить обратно на полку, пользоваться им нельзя, он может быстро выйти из строя и даже сломаться.
- Внимательно необходимо осмотреть насечки на напильнике – они должны быть острыми, нанесены без пропусков, параллельно друг другу.
- Никакой ржавчины и грязи на поверхности быть не должно.
Насечки надфилей
ГОСТ 1513-77 был утвержден специально для определения типа насечек на надфилях. Значение указывается на ручках для удобства мастеров. Маленькие надфили имеют закономерность: с повышением номера насечек, напильник становится грубее в работе. Специалисты различают пять видов их нанесения:
- 1 и 2 – от 28 до 56 насечек на 1 см поверхности инструмента;
- 3, 4 и 5 – от 40 до 112 насечек.
Формы надфилей
Большой набор инструментов необходим для работы с любыми видами заготовок и для зачистки различных поверхностей
Понимать, какой напильник необходимо подобрать в конкретном случае, важно для достижения оптимального результата
- надфиль квадратный – напильник, которым можно отшлифовать пазы и углубления разного размера;
- ромбовидный надфиль незаменим для нанесения на поверхности разнообразных насечек;
- надфиль трехгранный можно применять для шлифования углов;
- клиновидные напильники с острыми наконечниками используются ювелирами;
- плоские считаются универсальными инструментами, незаменимыми для любой шлифовки;
- овальные и круглые надфили хороши для обработки отверстий различных размеров;
- игольчатые миниатюрные напильники применяются ювелирами при обработке украшений из драгоценных металлов;
- надфиль полукруглый , имеющий одну плоскую сторону, считается универсальным инструментом и может применяться для разных работ.

Ручка для надфиля
Какую пилку выбрать без рукоятки, или с удобной ручкой, каждый мастер решает самостоятельно. Все плотники знают, что тонким надфилем без ручки работать не очень удобно, но такие напильники занимают меньше места. Для удобства рукоятка напильника должна быть длиннее, чем его рабочая часть. Сколов и зазубрин на ее поверхности быть не должно. Маркировка надфиля на рукоятке – обязательна. Существуют инструменты с удобными съемными ручками. Можно купить универсальный вариант для нескольких инструментов, изготовленный из:
- современных пластиковых материалов;
- дерева различных пород, покрытого лаком;
- резины и каучука.
Маркировка надфилей
Согласно ГОСТ 1513-67 все напильники должны иметь соответствующую маркировку. Самые главные параметры надфилей для заточки, согласно утвержденным стандартам:
- Твердость стали, из которой изготовлен напильник, определяется по категориям и маркируется буквой У (углеродистая сталь), за которой следует цифра.
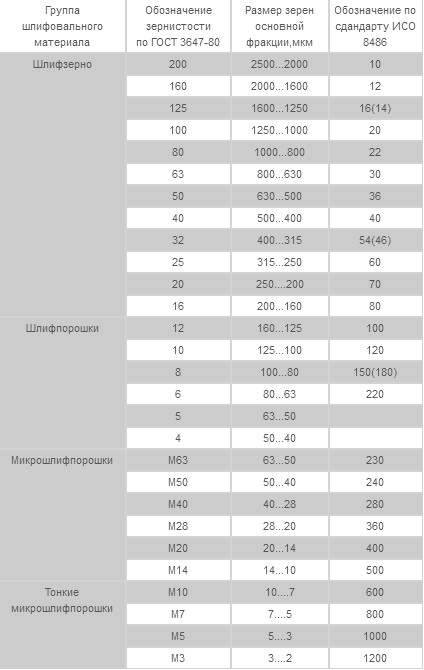
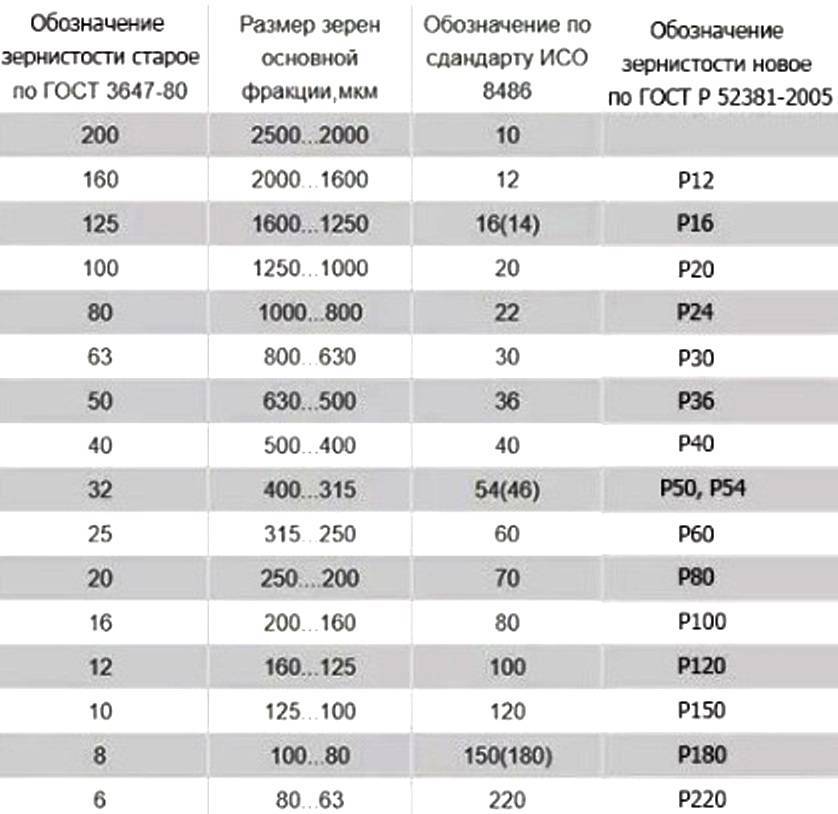
- Зернистость напильников обозначается цветными полосками на ручках инструментов, красная характеризует параметры от 160/125 до 10/80, синяя – от 80/63 до 63/55 зерен. Надфили без полос – самые мелкозернистые, имеют плотность от 50/40 до 40/28 зерен.





