

Динамический твердомер Equotip Live Leeb
Линейка твердомеров металла Equotip швейцарской компании Proceq представлена моделями, реализующими разные методы измерения твердости, за счет этого достигается универсальность их применения в различных отраслях промышленности. Твердомеры Proceq зарегистрированы в реестре средств измерений РФ и имеют положительные отзывы российских специалистов: (отзыв ОАО “Техдиагностика”, отзыв ОАО «Магнитогорский металлургический комбинат»). Твердомеры металла Proceq разработаны и собраны в Швейцарии. Срок гарантии всех приборов линейки составляет 2 года с возможностью продления до 3 лет.
Линейку твердомеров металла Proceq можно условно разделить на три группы:
АЛМАЗ твердомер для измерения твёрдости по Роквеллу клинков холодного оружия
5. Порядок эксплуатации и хранения
5.1. Общие требования.
5.1.1. Обращаться с изделием «Алмаз» необходимо бережно, предохранять от ударов, особенно алмазный наконечник инденто-ра, головку измерительную и ключ динамометрический.
5.1.2. Изделие «Алмаз» должно быть аттестовано и подлежит поверке с периодичностью 1 раз в год по методике поверки МП РТ 2113-2014.
5.1.3. Перед началом работы изделие должно быть надёжно закреплено на столе, рабочее положение изделия – горизонтальное.
5.1.4. Головку измерительную закреплять на рычаге без пережима. Не разворачивать измерительную головку в зажатом положении.
5.1.5. Перед началом работы проверять работоспособность изде-лия по мере твёрдости. При наличии отклонений от показаний величины твёрдости – обратиться на предприятие-изготовитель.
5.1.6. При пользовании изделием необходимо соблюдать следующие требования:
– перпендикулярность действующей нагрузки (как предварительной, так и основной) к поверхности меры твёрдости или проверяемого объекта;
– плавное приложение предварительной нагрузки;
– плавное приложение в течение 5-10с основной нагрузки до максимального значения;
– плавное снятие через 2с основной нагрузки после резкого замедления движения стрелки индикатора;
– проведение отсчета результатов измерения твёрдости по шкале индикатора с их округлением до 0,5 деления шкалы при продолжающемся действии предварительной нагрузки;
– при съёме меры твёрдости или клинка, после замера твёрдости на объекте винт упорный 4 должен быть полностью завёрнут.
5.2. Проверка работоспособности.
5.2.1. Проверка работоспособности изделия проводится на собранном изделии в соответствии с рисунком 1,для чего необходимо:
а) корпус изделия 1 надёжно закрепить на столе 3 (толщина столешницы от 20 до 60 мм, при вылете столешницы относительно боковой стенки от 40 до 100 мм) с помощью прилагаемых струбцин 2 со стороны маркировки изделия;
б) вращением винта 4 поднять рычаг 5 в верхнее положение;
в) установить в соответствующее отверстие рычага 5 индентор 6 до упора и закрепить его винтом 7;
г) установить меру твёрдости 10 и прижать её винтом упорным 11 к опорной площадке корпуса изделия 1.
д) произвести контрольный замер твёрдости установленной меры твёрдости в соответствии с её обозначением, для чего:
1) вывернуть винт упорный 4 на рычаге, опустить остриё индентора на меру твёрдости. При этом индентор давит на неё с усилием 98Н (10 кгс) (предварительная нагрузка);
2) установить головку измерительную 8 и закрепить её винтом 9, положение стрелки измерительной головки 8 на нача-ле шкалы (для типа 2МИГ стрелка может устанавливаться в любом отмеченном положении, которое считать за начало отсчёта);
3) установить ключ динамометрический 12 с рукояткой 13 со стороны струбцин 2;
4) приложить к рукоятке 13 (вращение по часовой стрелке) момент равный 80 Нм (отмечен красной риской на индикаторе, см. рис. 2), при этом индентор давит на меру твёрдости 10 с общим усилием 1471 Н (150 кгс) (основная нагрузка). Под действием основной нагрузки индентор 6 внедряется в испытуемую меру твёрдости 10. Когда стрелка измерительной головки 8 остановится, основную нагрузку снимают;
5) стрелка головки измерительной 8 (вращение по часовой стрелке) показывает глубину внедрения (разность между начальным и конечным положением стрелки) индентора 6 под действием основной нагрузки, после её снятия;
6) при измерении твёрдости по шкале «HRC», изменение одной единицы твёрдости HRC соответствует внедрению индентора на 2 мкм.
Допустимое отклонение полученного значения твёрдости от указанного на мере твёрдости не должно превышать ±3 ед.
Для перевода показаний индикатора в единицы твёрдости HRC шкалы «C» Роквелла необходимо пользоваться таблицей А1 (приложение А).
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Основные параметры:
– диапазон измерения твёрдости по шкале HRC, ед. твердости……………..от 20 до 68*
– погрешность измерения, ед. твёрдости………………………………………………….±1,5
– толщина измеряемого объекта, мм………………………………………………..от 2 до 11
– длина рукоятки, мм…………………………………………………………………………..500
Габаритные размеры (без учёта размеров рукоятки), мм, не более……………..200х205х190
Масса, кг, не более……………………………………………………………………………………8,5
Среднее время наработки на отказ, ч………………………………………………………….20000
Динамический твердомер Т-Д3
Универсальный динамический твердомер NOVOTEST Т-Д3 –это модификация поставки универсального комбинированного твердомера NOVOTEST Т-УД3 с динамическим датчиком и предназначен для измерения твердости металлов и их сплавов: чугуна, стали, легированной и нержавеющей стали, алюминия, латуни, бронзы и меди. Кроме того, прибором Т-Д3 можно измерять твердость иных металлов и сплавов помощью пользовательских калибровок по известному образцу.










В твердомере Т-Д3 применяется динамический метод измерения твердости (метод Либа), стандартизованный согласно ASTM A596. Это идеально подходит для измерения твердости массивных деталей, материалов с крупнозернистой структурой, чугунов и цветных металлов с поверхностями плохо подготовленными для измерения.
Твердомер Бринелля – комплектация и возможности
Немецкая компания КВ Pruftechnik производит универсальные твердомеры с широким диапазоном нагрузок. Такие приборы применяются для автоматических испытаний твердости незакаленной стали, чугунных деталей, цветного металла и мягкого сплава. Этот прибор используется при промышленной диагностике, научно-исследовательской работе, в образовательных учреждениях, в тех комплексах, где возникает потребность в высокой надежности металлов и точности их испытаний.
Твердомеры – это стационарно установленные приборы, которые состоят из пресса и измерительного блока. Действие прибора основывается на статическом вдавливании наконечника в виде шара из твердого сплава, в испытываемый образец. Затем производится замер диаметра оставленного отпечатка. Отличие модификаций зависит от производимых нагрузок по шкале Бринелля. Она определена от 250 кг до 3 000 кг. Буквенные обозначения выпускаемых приборов – КВ. Модификации приборов: КВ 3 000, КВ 1 000, КВ 750, КВ 250.
Модификации твердомеров оснащаются камерами высокого разрешения и объективами с 10-ступенчатыми электроприводами, чтобы изменять степень увеличения изображений. В корпусе прибора устанавливается электронный блок, все это подсоединяется к выносному компьютеру. Универсальность приборов позволяет выполнить проводимые замеры твердости металлов автоматически. Увеличенные с помощью объектива изображения фиксируются встроенной камерой и отображаются на дисплее.
Дисплей обеспечивает сверхвысокую точность передачи полученной картинки. Изображения проведенных замеров при испытании проявляются на экране и сохраняются в нужном для дальнейшего анализа формате. Моторизованный столик и программное обеспечение обусловили полную автоматизацию процесса. Автоматизация статистической обработки результатов серий измерений выдает средние значения, максимальные и минимальные, среднеквадратичные отклонения. Также выдаются результаты в виде построенных графиков и гистограмм.
Приборы комплектуются встроенной цифровой камерой, цветным LCD-дисплеем, пленочной пылезащищенной клавиатурой, светодиодной подсветкой. Дополнительно прибор может комплектоваться пылезащитным кожухом. При использовании приборов в помещении с температурой окружающей среды более 30 °С заказывается система охлаждения прибора. Если происходит частая смена режима работ, модели приборов могут комплектоваться турелью объективов и индукторов. При обеспечении такими дополнительными комплектами автоматически выбирается и устанавливается необходимый индентор и перемещается для проведения измерений необходимый объектив.
Состав комплектации твердомера по Бринеллю, как правило, включает сам прибор с базовым устройством, стандартную меру твердости, индентор из твердого сплава диаметром от 2,5 до 10 мм, микроскоп с 20 кратным увеличением и 2 плоских стола (80 мм, 120 мм). Все приборы проходят сертификацию на территории России и должны соответствовать стандартам ASTM E-10, ISO6506.2. Производители предлагают дополнительно к твердомеру по Бринеллю шарики из твердых сплавов диаметром от 2,5 до 10 мм, плоские столы размером 60 мм, 70 мм, 150 мм и дополнительные меры твердости. Время испытательной нагрузки приборов (параметр регулируется) составляет от 6 до 99 сек. Электрическое питание требуется 220 В/110 В, 50–60 Гц, 2 А, габаритные размеры твердомера – 730х230х890 мм, а масса установки – 218 кг.
Ультразвуковой твердомер МЕТ-У1
Ультразвуковой твердомер МЕТ-У1 реализует метод ультразвукового контактного импеданса (UCI). Данный метод наиболее подходит для контроля твердости однородных материалов и для тонких или легких по весу изделий, где другие портативные методы испытаний невозможны или недостаточно надежны.
Твердомер МЕТ-У1 дает возможность измерения твёрдости металлов и сплавов по стандартным шкалам Роквелла (HRC), Бринелля (HB), Виккерса (HV) и Шора (HSD). Прибор производится в России и имеет положительные отзывы отечественных специалистов. На сегодняшний день твердомеры серии МЕТ-У1 зарегистрированы в государственных реестрах средств измерений РФ (описание типа средства измерения), Украины, Белоруссии и Казахстана. Гарантия на твердомер – 3 года
Обзор методов измерения твердости металлов и сплавов
Исторически с развитием технологий обработки металлов появлялись и совершенствовались способы контроля качества металлических изделий. Известно множество способов определения твердости металлов и сплавов:
- Вдавливание индентора под действием статической нагрузки (нагрузка прикладывается плавно) — по методу Бринелля, Роквелла, Супер-Роквелла, Виккерса, М.С.Дрозда, Герца, Лудвика, монотрон Шора;
- Динамическое вдавливание индентора (нагрузка прикладывается ударом) — по методу Мартеля, Польди, вертикальный копер Николаева, пружинный прибор Шоппера и Баумана, маятниковый копер Вальцеля, маятник Герберта, маятниковый склерометр Кузнецова;
- Измерение микротвердости статическим вдавливанием — по методу Липса, Егорова, Хрущева, Скворцова, Алехина, Терновского, Шоршорова, Берковича, Кнупа, Петерса, Эмерсона, микротвердомер Цейсса-Ганеманна;
- Метод упругого отскока бойка — склероскоп Шора;
- Измерение твердости царапанием — по Моосу, напильник Барба, прибор Мартенса, Хенкинса, микрохарактеризатор Бирбаума, склерометр О’Нейля, Григорович, Беркович).
Многие приемы сейчас используются редко или вовсе ушли в прошлое. На данный момент основные и самые распространенные методы контроля твердости металлов условно делят на две группы: прямые и косвенные.
Прямые методы измерения твердости основаны на способности материала сопротивляться внедрению другого, более твердого тела — индентора. Инденторы изготавливаются в форме конуса или пирамиды из алмаза, в форме шарика — из закаленной стали или карбида вольфрама.
Прямые методы реализуют cтационарные твердомеры по шкалам Бринелля (HB), Роквелла (HRA, HRB, HRC), Супер-Роквелла (HRN и HRT), Виккерса (HV).
Сущность испытаний заключается в том, что после внедрения индентора, при приложении заданной статической нагрузки, происходит пластическая деформация исследуемого материала. На поверхности образца остается отпечаток. Вычисление значения твердости строится на зависимости приложенного усилия и определенных геометрических параметров отпечатка. Для каждого прямого метода предусмотрена своя зависимость (см. таблицу ниже). Например, при замерах по Роквеллу фиксируется глубина отпечатка: чем она меньше, тем выше твердость объекта.
Плюсы: стационарные твердомеры применяются для контроля любых металлов и сплавов; выдают результат с минимальной погрешностью; не требуют дополнительной калибровки.
Минусы: работают на одном месте, как правило в специально оборудованной лаборатории; необходимо заранее готовить образцы, либо изделие должно иметь конкретные габариты; необходима квалификация оператора; невысокая скорость выполнения исследований.
Косвенные методы измерения твердости подразделяются на ультразвуковой и динамический — они не напрямую измеряют твердость, а только оценивают значение твердости металла в зависимости от других физических свойств.
Косвенные методы реализуют портативные твердомеры — ультразвуковые и динамические . Результаты можно получить по основным шкалам: Бринелля (HB), Роквелла С (HRC), Виккерса (HV).
Ультразвуковой метод (ультразвуковой контактный импеданс) основан на фиксации степени затухания резонансной частоты колебаний металлического стержня с алмазным наконечником (индентором) при внедрении его в поверхность металлического изделия.
При глубоком внедрении индентора в мягкий металл будет большая площадь контакта алмаза с материалом, значит будет выше степень затухания частоты колебаний.
Применим к изделиям практически любых габаритов по массе и размерам; оставляет незаметный отпечаток; подходит для измерения твердости поверхностно упрочненных слоев; удобен для образцов со сложной конфигурацией (шестерни, подшипники, метизы). Применение на изделиях с крупнозернистой структурой ограничено (чугуны, бронза).
Динамический метод (Либа) основан на определении отношения скорости бойка при отскоке от поверхности измеряемого образца к скорости бойка при соударении с поверхностью образца. В качестве бойка используется твердосплавный шарик (карбид вольфрама WC-Co) диаметрами 1,39 / 1,5 / 2,5 мм.
Методика измерения
Метод определения твердости металла по Роквеллу применяется в случае, когда нужно протестировать заготовку небольшой толщины. Кроме этого, подобным образом проверяется твердость поверхностного слоя изделия, к примеру, прошедшего закалку или процесс цементирования.
Проводится определение твердости металлов методом Роквелла следующим образом:
- Метод основан на вдавливании более твердого объекта в испытуемый. Для этого используется специальный алмазный наконечник, который имеет форму правильной пирамиды.
- Нагрузка прикладывается к наконечнику на протяжении определенного времени. При этом время выдержки и величина нагрузки могут существенно различаться. Согласно установленным стандартам в ГОСТ 9013-59, нагрузка может быть от 1 до 100 кгс. При этом уточняются конкретные значения из этого промежутка.
- Полученные отпечатки алмазного конуса измеряются. Наиболее важными показателями в этом случае можно назвать размер диагоналей оставшегося отпечатка.
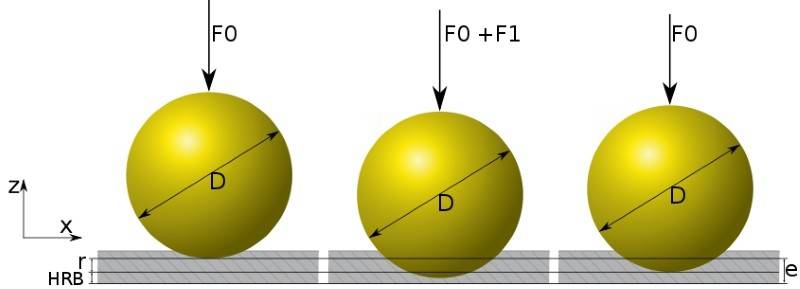
Принцип измерения твердости по Роквеллу
Полученные данные сверяются с табличными значениями, в которых учитывается величина приложенной силы и время выдержки. Рассматриваемая методика позволяет получить показатель твердости в своих условных единицах.
Процесс измерения можно разделить на несколько этапов:
Определяется тип шкалы.
Устанавливается подходящий индикатор
Важно выбрать индикатор, который будет соответствовать типу установленной шкалы.
Проводится два пробных теста, которые необходимы для корректирования работы применяемого оборудования.
Прикладывается предварительная нагрузка, равная 10 кгс.
Прикладывается основная нагрузка и выдерживается определенный период, который позволяет получить максимальное значение.
Убирается нагрузка и считывается полученный результат.. Современное оборудование позволяет существенно упростить процесс и повысить точность получаемых результатов в ходе проводимых измерений
Современное оборудование позволяет существенно упростить процесс и повысить точность получаемых результатов в ходе проводимых измерений.
Преимущества и недостатки метода
Каждый метод вычисления твердости поверхности обладает своими определенными достоинствами и недостатками. Принято считать, что испытание на твердость по Роквеллу и Бринеллю являются основными, так как позволяют получить наиболее точный результат.
К достоинствам метода измерения твердости по Роквеллу HRC можно отнести нижеприведенные моменты:
- Технология определяет возможность тестирования поверхностей с повышенной твердостью.
- При тестировании поверхность повреждается несущественно, что позволяет исследовать уже готовые изделия.
- Существенно упрощается процесс расчетов показателя твердости, так как нет необходимости в замере диаметра получаемого отпечатка после снятия прилагаемой нагрузки.
- На проведение измерений по Роквеллу уходит всего несколько секунд.
Однако есть и несколько существенных недостатков, которые также нужно учитывать:
- В сравнении с методом по Бринеллю, получаемый результат не так точен.
- Для повышения точности проводимых измерений следует тщательно подготовить поверхность.
Несмотря на то, что получаемые результаты могут иметь достаточно высокую погрешность, этот метод получил широкое распространение в машиностроительной и других отраслях промышленности, так как на тестирование уходит мало времени.
Показатель твердости зависит от достаточно большого количества моментов, к примеру, химического состава. Кроме этого, металлы могут улучшаться закалкой и другими видами термической обработки. Сегодня можно встретить довольно много методической литературы с таблицами, в которых указывается твердость для распространенных материалов. Принимаются эти значения зачастую при выполнении расчетов или проектировании.
На точность проводимых измерений может оказывать влияние:
- Толщина испытуемого образца. Согласно принятым нормам при проникновении алмазного наконечника на 0,2 мм толщина испытуемого образца должна быть не меньше 2 см. В противном случае, полученные данные будут считаться искаженными.
- Если один образец применяется для проведения нескольких тестов, то расстояние между отпечатками должно быть не менее трех их диаметров. Соблюдение этого правила также позволяет получить более точные результаты.
- Результаты на циферблате могут отличаться в зависимости от положения исследователя. Повторные тестирования должны проводиться с одной точки обзора, иначе полученные результаты могут отличаться.
https://youtube.com/watch?v=tJsDHGPNuG0










В заключение отметим, что сегодня подобные исследования проводятся все реже. Это связано с тем, что при изготовлении заготовок достигают высокой точности химического состава и физико-механических свойств. Поэтому каждой марке металла соответствует определенный показатель твердости по Роквеллу. Измерения зачастую проводятся после выполнения химико-термической обработки, когда от соблюдения применяемой технологии зависит конечный результат.
Источник
Твердомеры Роквелла
Метод определения твёрдости металлов по Роквеллу состоит во вдавливании алмазного конуса или стального закалённого шарика в предварительно зашлифованную поверхность образца. В отличие от предыдущего способа твёрдость по Роквеллу заключается в определении глубины вдавливания. Метод Роквелла считается более оперативным, а в таких твердомерах автоматизируется как процесс испытания, так и последующая обработка его результатов.
Суть метода Роквелла заключается в том, что предварительно выбирается некоторая реперная точка, и полученная для этой координаты глубина внедрения индентора вычитается из произвольно выбранной наибольшей глубины вдавливания.
Метод Роквелла имеет несколько разновидностей, каждая из которых применяется в определённых условиях испытаний (см. таблицу):
| Вариант метода | А | В | С | F | N | T |
| Форма индентора | Конус | Шарик | Конус | Шарик | Конус | Шарик |
| Материал индентора | Алмаз | Сталь | Алмаз | Сталь | Алмаз | Сталь |
| Условное обозначе-ние твёрдости | HRA | HRB | HRC | HRF | HRN | HRT |
| Диапазон замера твёрдости | 60…80 | 35…100 | 30…70 | 60…100 | 17…92 | 5…94 |
Металлы | Стали весьма высокой твёрдости | Стали средней твёрдости, цветные сплавы | Стали повышенной твёрдости | Тонколистовые металлы | Для испытания тонких или малогабаритных изделий |
https://youtube.com/watch?v=g9IN9RgxyZk
Стационарные твердомеры для металлов, реализующие метод Роквелла (типа ТК), подразделяют на приборы с электрическим и механическим приводом. Ручной твердомер ТК включает в себя:
- Подвижный измерительный стол, на который устанавливается деталь.
- Рычажный привод нагружения.
- Измерительную систему (она может быть с цифровой или аналоговой индикацией результата).
- Рабочую измерительную головку, с регулируемыми установками.
- Масляный амортизатор.
- С-образную станину.
Последовательность действия твердомера Роквелла следующая. Образец шлифованной поверхностью вверх размещают на измерительном столе, после чего перемещают его вверх, до начала вдавливания индентора в поверхность, что отслеживается по шкале твердомера. Так происходит предварительное нагружение, признаком окончания которого является вертикальное расположение большой стрелки. Это означает, что индентор внедрился в поверхность на глубину, при которой упругая деформация металла уже перешла в пластическую. Далее, освобождают рукоятку, которая амортизатором возвращается до упора, и нагружают испытуемое изделие основным усилием. В конечном положении нагрузка на деталь должна быть не менее 5…10 с., когда на индикаторе появится искомое значение твёрдости по Роквеллу. После этого маховичком возвращают столик в исходное положение, и снимают с него деталь.

Условная единица твёрдости Роквелла соответствует 2 мкм перемещения рабочего наконечника индентора.
Существуют и переносные разновидности приборов Роквелла. К числу наиболее популярных относится прибор типа ТКП, испытательная головка которого прикрепляется к измеряемой детали. Нагрузку от рукоятки производит трёхкулачковый валик, передающий усилие шпинделю, в котором размещается индентор. Последовательность приложения нагрузок – предварительной и основной – в приборах типа ТКП такая же, так и в стационарных твердомерах для металла, где применяется метод Роквелла.
Применяются также и другие типы твердомеров для металла – Шора, Виккерса и пр. Их цена зависит от технических характеристик прибора. Например, диапазон цен на портативные динамические твердомеры составляет 30000…50000 руб, на стационарные установки – от 275000 до 420000 руб.
Пневмопробойник. Бестраншейная замена труб
Электроды. Обзор цен
Твердомер Equotip 550 Portable Rockwell
Линейка твердомеров металла Equotip швейцарской компании Proceq представлена моделями, реализующими разные методы измерения твердости, за счет этого достигается универсальность их применения в различных отраслях промышленности. Твердомеры Proceq зарегистрированы в реестре средств измерений РФ и имеют положительные отзывы российских специалистов: (отзыв ОАО “Техдиагностика”, отзыв ОАО «Магнитогорский металлургический комбинат»). Твердомеры металла Proceq разработаны и собраны в Швейцарии. Срок гарантии всех приборов линейки составляет 2 года с возможностью продления до 3 лет.
Линейку твердомеров металла Proceq можно условно разделить на три группы:
Твердость основных металлов и сплавов
Измерение значения твердости проводится на готовых деталях, отправляющихся на сборку. Контроль производится на соответствие чертежу и технологическому процессу. На все основные материалы уже составлены таблицы значений твердости как в исходном состоянии, так и после термической обработки.
Цветные металлы
Твердость меди по Бринеллю составляет 35 НВ, значения латуни равны 42-60 НВ единиц в зависимости от ее марки. У алюминия твердость находится в диапазоне 15-20 НВ, а у дюралюминия уже 70НВ.
Черные металлы
Твердость по Роквеллу чугуна СЧ20 HRC 22, что соответствует 220 НВ. Сталь: инструментальная – 640-700 НВ, нержавеющая – 250НВ.
Для перевода из одной системы измерения в другую пользуются таблицами. Значения в них не являются истинными, потому что выведены империческим путем. Не полный объем представлен в таблице.
| HB | HV | HRC | HRA | HSD |
| 228 | 240 | 20 | 60.7 | 36 |
| 260 | 275 | 24 | 62.5 | 40 |
| 280 | 295 | 29 | 65 | 44 |
| 320 | 340 | 34.5 | 67.5 | 49 |
| 360 | 380 | 39 | 70 | 54 |
| 415 | 440 | 44.5 | 73 | 61 |
| 450 | 480 | 47 | 74.5 | 64 |
| 480 | 520 | 50 | 76 | 68 |
| 500 | 540 | 52 | 77 | 73 |
| 535 | 580 | 54 | 78 | 78 |
Значения твердости, даже если они производятся одним и тем же методом, зависят от прилагаемой нагрузки. Чем меньше нагрузка, тем выше показания.
Методы измерения твердости
Все методы определения твердости металлов используют механическое воздействие на испытуемый образец – вдавливание индентора. Но при этом не происходит разрушение образца.
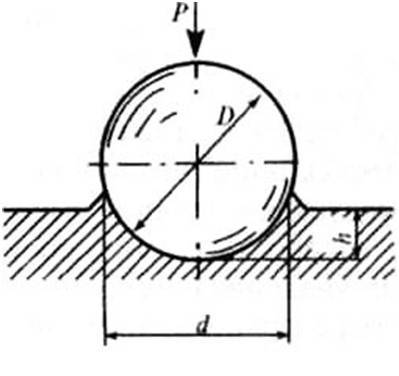
Метод определения твердости по Бринеллю был первым, стандартизованным в материаловедении. Принцип испытания образцов описан выше. На него действует ГОСТ 9012. Но можно вычислить значение по формуле, если точно измерить отпечаток на образце:
HB=2P/(πD*√(D 2 -d 2 ),
- гдеР – прикладываемая нагрузка, кгс;
- D – окружность шарика, мм;
- d – окружность отпечатка, мм.Шарик подбирается относительно толщины образца. Нагрузку высчитывают предварительно из принятых норм для соответствующих материалов:сплавы из железа — 30D 2 ;медь и ее сплавы — 10D 2 ;баббиты, свинцовые бронзы — 2,5D 2 .
Условное изображение принципа испытания
Схематически метод исследования по Роквеллу изображается следующим образом согласно ГОСТ 9013.
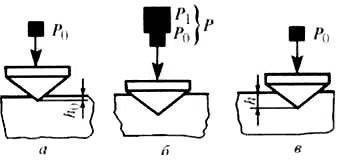
Метод измерения твердости по Роквеллу
Итоговая приложенная нагрузка равна сумме первоначальной и необходимой для испытания. Индикатор прибора показывает разницу глубины проникновения между первоначальной нагрузкой и испытуемой h –h
Метод Виккерса регламентирован ГОСТом 2999. Схематически он изображается следующим образом.
Математическая формула для расчета:HV=0.189*P/d 2 МПаHV=1,854*P/d 2 кгс/мм 2 Прикладываемая нагрузка варьируется от 9,8 Н (1 кгс) до 980 Н (100 кгс). Значения определяются по таблицам относительно измеренного отпечатка d.
Метод считается эмпирическим и имеет большой разброс показаний. Но прибор имеет простую конструкцию и его можно использовать при измерении крупногабаритных и криволинейных деталей.
Измерить твердость по Моосу металлов и сплавов можно царапанием. Моос в свое время предложил делать царапины более твердым минералом по поверхности предмета. Он разложил известные минералы по твердости на 10 позиций. Первую занимает тальк, а последнюю алмаз.
После измерения по одной методике перевод в другую систему весьма условен. Четкие значения существуют только в соотношении твердости по Бринеллю и Роквеллу, так как машиностроительные предприятия их широко применяют. Зависимость можно проследить при изменении диаметра шарика.
| d, мм | HB | HRA | HRC | HRB |
| 2,3 | 712 | 85,1 | 66,4 | — |
| 2,5 | 601 | 81,1 | 59,3 | — |
| 3,0 | 415 | 72,6 | 43,8 | — |
| 3,5 | 302 | 66,7 | 32,5 | — |
| 4,0 | 229 | 61,8 | 22 | 98,2 |
| 5,0 | 143 | — | — | 77,4 |
| 5,2 | 131 | — | — | 72,4 |
Как видно из таблицы, увеличение диаметра шарика значительно снижает показания прибора. Поэтому на машиностроительных предприятиях предпочитают пользоваться измерительными приборами с однотипным размером индентора.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Твердостью металла называют его свойство оказывать сопротивление пластической деформации при контактном воздействии стандартного тела-наконечника на поверхностные слои материала.
Испытание на твердость – основной метод оценки качества термообработки изделия.
Определение твердости по методу Бринелля. Метод основан на том, что в плоскую поверхность под нагрузкой внедряют стальной шарик. Число твердости НВ определяется отношением нагрузки к сферической поверхности отпечатка.









Метод Роквелла (HR) основан на статическом вдавливании в испытываемую поверхность наконечника под определенной нагрузкой. В качестве наконечников для материалов с твердостью до 450 HR используют стальной шарик. В этом случае твердость обозначают как HRB. При использовании алмазного конуса твердость обозначают как HRA или HRC (в зависимости от нагрузки).
Твердость по методу Виккерса (HV) определяют путем статического вдавливания в испытуемую поверхность алмазной четырехгранной пирамиды. При испытании измеряют отпечаток с точностью до 0,001 мм при помощи микроскопа, который является составной частью прибора Виккерса.
Метод Шора. Сущность данного метода состоит в определении твердости материала образца по высоте отскакивания бойка, падающего на поверхность испытуемого тела с определенной высоты. Твердость оценивается в условных единицах, пропорциональных высоте отскакивания бойка.
История
Измерение твёрдости по относительной глубине проникновения индентора было предложено в 1908 году венским профессором Людвигом (Ludwig) в книге «Die Kegelprobe» (дословно «испытание конусом»).
Метод определения относительной глубины проникновения индентора, предложенный Хью и Стэнли Роквеллами, исключал ошибки, связанные с механическими несовершенствами измерительной системы, такими, как люфты и поверхностные дефекты и загрязнения испытуемых материалов и деталей.
Твердомер Роквелла, прибор для определения относительной глубины проникновения, был изобретён уроженцами штата Коннектикут Хью М. Роквеллом (1890—1957) и Стэнли П. Роквеллом (1886—1940). Потребность в этом устройстве была вызвана необходимостью оперативного определения результатов термообработки обойм стальных шарикоподшипников. Метод Бринелля, изобретённый в 1900 году в Швеции, был медленным, не применимым для закалённых сталей, и оставлял слишком большой отпечаток, чтобы считать этот метод методом неразрушающего контроля.
Патентную заявку на новое устройство они подали 15 июля 1914 года; после её рассмотрения был выдан патент № 1294171 от 11 февраля 1919 года.
Во время изобретения Хью и Стэнли Роквеллы (они не были прямыми родственниками) работали в компании New Departure Manufacturing (Бристоль, Коннектикут). New Departure, бывшая крупным производителем шарикоподшипников, в 1916 году стала частью United Motors, а затем — корпорации General Motors.
После ухода из компании в Коннектикуте, Стэнли Роквелл переехал в Сиракьюс (штат Нью-Йорк) и 11 сентября 1919 года подал заявку на усовершенствование первоначального изобретения, которая была утверждена 18 ноября 1924 года. Новый прибор был также запатентован под № 1516207. В 1921 году Роквелл переехал в Западный Хартфорд, в Коннектикуте, где сделал дополнительные усовершенствования.
В 1920 году Стэнли Роквелл начал сотрудничество с производителем инструментов Чарльзом Вильсоном (Charles H. Wilson) из компании Wilson-Mauelen с целью коммерциализации изобретения и разработки стандартизированных испытательных машин.
Около 1923 года Стэнли Роквелл основал фирму по термообработке Stanley P. Rockwell Company, которая существует до сих пор в Хартфорде, в Коннектикуте. Через несколько лет она, переименованная в Wilson Mechanical Instrument Company, сменила владельца. В 1993 году компанию приобрела корпорация Instron.
В чем заключается сущность метода Роквелла?
Сущность метода определения твердости по Роквеллу заключается во внедрении индентора в испытуемый образец, c измерением глубины отпечатка во время испытания.
- где:
- Рпр– предварительная нагрузка;
- Росн– основная нагрузка;
- h0 – глубина вдавливания индентора при предварительной нагрузки Рпр;
- h – глубина вдавливания индентора при основной нагрузки Росн;
Это интересно: Измерение твердости металлов — методы Бринелля, Роквелла, Виккерса
Шкалы твердости
Мера твердости по Роквеллу обозначается HRC. За время проведения тестирования различных металлов было разработано 11 шкал, которые отличаются по соотношению геометрических размеров наконечника и прилагаемой нагрузки. Стоит учитывать, что сегодня в качестве вдавливаемого тела сегодня используются не только алмазные наконечники. Распространение получили:
- сферы, изготавливаемые из закаленной стали;
- шарики из сплава карбида и вольфрама.
Обозначение проводится с использованием заглавных букв латинского алфавита.
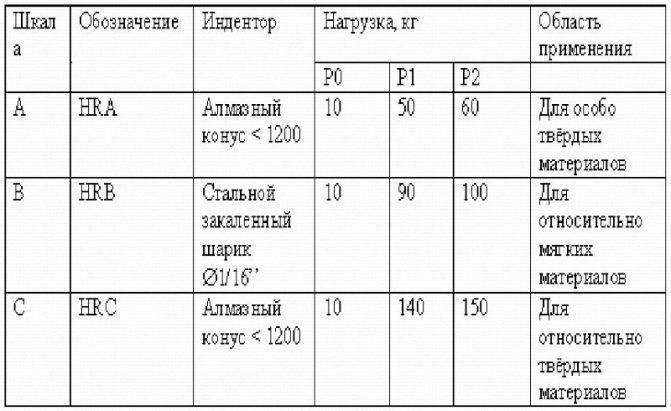
Шкалы для определения твердости по Роквеллу
Прочему так важно учитывать тип применяемой шкалы? Причин довольно много:
- От нее зависит вид вдавливаемого индикатора. При этом есть определенная связь между геометрической формой и размерами индикатора и получаемыми данными.
- У каждого типа вдавливаемого объекта есть свое ограничение по показателю максимальной нагрузки.
Читать также: Распиновка проводов юсб кабеля
Получаемые результаты важны при изготовлении подшипников и прочих ответственных элементов, используемых при создании автомобилей или авиатехники. Размерность твердости, определяемой по Роквеллу, учитывается и при выборе изделий из закаленной стали.





