Мультиплаз – 3500 Руководство по эксплуатации
Мультиплаз — это компактный современный аппарат для резания, сварки и пайки металлов с помощью плазмы. Он имеет, без преувеличения, огромные преимущества перед уже давно известными аппаратами для газовой и электродуговой сварки. Аппарат использует плазму — ионизированный газ. Такой газ, состоящий из возбужденных атомов, ионов различного знака и заряда, электронов и излучения, может быть нагрет до очень высокой температуры и использован в технических целях. Обычная дуга, с которой имеют дело сварщики, с точки зрения физики, тоже является плазмой. Если сварка газовая, то источником энергии для такой плазмы является химическая реакция сгорания, например, ацетилена в кислороде. Если это электрическая сварка, то ионный газ образован ионами металла электрода и детали.
Являются ли мультиплазы альтернативой существующим технологиям?
Следует отметить, что основной недостаток традиционной сварки рассматриваемой техникой преодолевается: плазма с такими термическими характеристиками действительно эффективно варит чугун, высокоуглеродистую и легированную сталь, а также алюминий. При этом никаких особых изменений в технологию сварки (или резки таких металлов и сплавов) вносить не нужно. Тем более, что способ плазменного преобразования энергии дуги в энергию плазмы отличается существенным преимуществом – производительностью. Как известно, при обычной сварке возбуждение разряда производится импульсным путём, поэтому непрерывная сварка/резка невозможна. В аппаратах серии «Мультиплаз» горение дуги будет происходить до тех пор, пока вокруг столба плазмы существует паровая рубашка.

И вот тут возникает первая проблема. Ёмкость колбы с рабочей жидкостью для бытовых плазмоизлучателей (и, соответственно, время непрерывной работы аппарата) составляет:
- Для «Мультиплаз-2500»: часовой расход рабочей среды – 0,15…0,20 л/ч, при времени беспрерывной работы — в пределах 20…25 мин;
- Для «Мультиплаз-3500»: часовой расход рабочей среды – 0,25…0,30 л/ч, при времени беспрерывной работы — в пределах 10…15 мин;
- Для «Мультиплаз-4000»: часовой расход рабочей среды – 0,40…0,50 л/ч, при времени беспрерывной работы — в пределах 8…12 мин.
Не очень много, особенно, если разрезается или сваривается поверхность большого объёма или толщины. Поэтому работу приходится прекращать, и дозаправлять ёмкость. При этом свеженаложенный шов быстро остывает, и его конечные параметры при продолжении сварки могут существенно отличаться от первого участка. Напомним, что сварку агрегатами серии «Мультиплаз» целесообразно применять для соединений с повышенными показателями прочности и долговечности.

Вторая особенность работы с данной техникой – наличие опыта и овладения приёмами эксплуатации, которые нехарактерны для традиционной сварки. Зачастую именно этим объясняется большинство негативных отзывов о мультиплазах всех описываемых серий. Специфика работы заключается в следующем:
- Дуга поджигается методом осцилляции. Этот способ – довольно длительный, и уступает по простоте реализации традиционному контактному.
- Сразу после дозаправки работать горелкой невозможно, потому что её необходимо вывести на рабочий режим: прогреть в течение 3…4 минут. Нельзя работать также при кратковременных перерывах: паровая рубашка разрушается. Правда, в этом случае потребуется более кратковременный прогрев – не более 1,5…2 мин.
- Параметры столба плазмы зависят от расхода и качества жидкости, которая подаётся в зону обработки для последующего испарения. В частности, если водоспиртовая смесь заканчивается, то температура в столбе падает (судя по цвету факела – не менее чем на 1000 °С). Соответственно, снизится и качество шва.
- Особенности управления параметрами плазмы, в частности, порогового значения начального напряжения, которое не должно превышать 160…170 В. При этом изменение во времени напряжения поджига никак не отмечается в инструкции, и его следует устанавливать индивидуально.

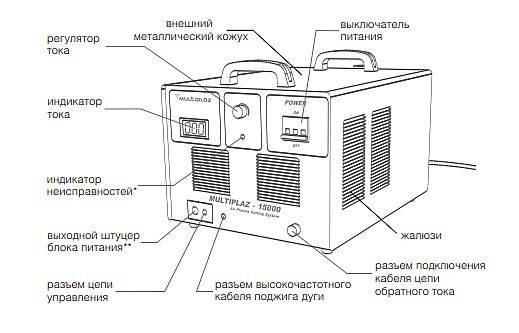
Устройство аппарата
При работе плазмореза (плазменной головки) требуется стабильный постоянный или переменный ток. Его обеспечивает мощный импульсный преобразователь с выпрямителем на IGBT-транзисторах со стабилизатором тока.
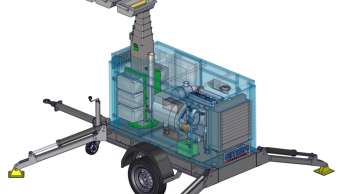
Для примера, модель 15000
Преобразователь управляется встроенным в аппарат контроллером, который непрерывно поддерживает выбранный режим работы и защиту от перегрузок. Вся силовая и управляющая электроника находится в корпусе аппарата. Внутри корпуса имеются вентиляторы для охлаждения радиаторов силовых ключей. На передней панели пульт управления и клеммы для подключения кабелей горелки и дополнительного анода.
Более подробно про устройство каждой модели смотрите в статьях, ссылки на которые даны внизу этой страницы.
Горелка Мультиплаз
Основной частью горелки является вольфрамовый катод, легированный металлами, которые повышают эмиссионную способность и устойчивость к высокой температуре. Анодом является медное сопло или деталь, которую обрабатывают. То есть, плазмотрон может работать в двух режимах. Плазменный газ продувается через сопло в виде тонкого факела.
В младших моделях аппаратов Мультиплаз горелка содержит встроенный резервуар для воды или водно-спиртовой смеси. Эти жидкости разогреваются от тепла дуги при помощи теплопередачи от сопла. Зажигание дуги производится коротким замыканием катода на сопло, для этого сзади имеется кнопка. Этой же кнопкой при вращении регулируется зазор между катодом и соплом.
В старших моделях Мультиплаз дуга поджигается импульсом высокого напряжения.
Газ (или спирто-водяная смесь в парообразном состоянии) продувается мимо катода и выходит наружу через сопло. После того, как импульсом высокого напряжения между катодом и анодом зажигается дуга, источник питания поднимает и удерживает заданный сварщиком ток. В небольших аппаратах Мультиплаз рабочее напряжение дуги в плазме может достигать 160-170 В, а ток 20-30 А.
Плазму выдувает давлением газа, причем устанавливается равновесие между образованием плазмы и расходом газа. Этот режим относительно маломощный.
Если анодом служит деталь, то плазма дополнительно ускоряется электрическим полем между катодом и анодом, приобретает дополнительную энергию и становится мощнее. Этот режим наиболее мощный, применяется, главным образом, для резки толстых листов металла.
В мощных аппаратах Мультиплаз (старше 4000) газ подается от внешнего источника (используется воздух), а в младших моделях на горелке есть резервуар, который заправляется водой или водно-спиртовой смесью.
Горелки младших моделей сделаны так, что их можно ставить на горизонтальную поверхность, чтобы освободить руки.
Использование трансформаторов ЛАТР
Данная конструкция трансформатора используется при лабораторных исследованиях с нестандартным напряжением. С его помощью, в ручном режиме поддерживается номинальное напряжение нагрузки. Как правило, ЛАТРы применяются при тестировании низковольтных приборов и оборудования.
Нередко, трансформаторы ЛАТР выполняют функцию блока питания в приборах, предназначенных для нагревания нихромовой нити и разрезания пенопластовых, акриловых и прочих материалов.
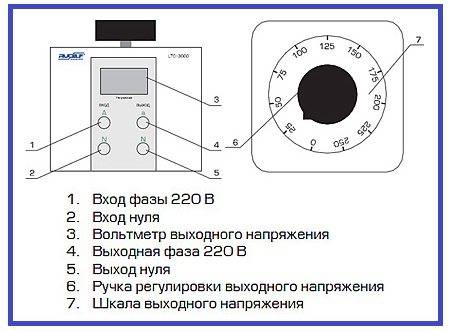
В трансформатор встраивается вольтметр и регулятор, изменяющий переменный ток на выходе. Коэффициент трансформации изменяется при перемещении контакта, подключающего нагрузку в обмотке ЛАТР.
Мультиплаз. Вся правда о инструменте
Тема в разделе ” Сварочные аппараты “, создана пользователем sarmatt , Искать только в заголовках Сообщения пользователя: Имена участников разделяйте запятой. Новее чем: Искать только в этой теме Искать только в этом разделе Отображать результаты в виде тем. Быстрый поиск. Сварочный инвертор или плазма: Горыныч или Мультиплаз и режет и варит Тема в разделе ” Сварочные аппараты “, создана пользователем sarmatt , Регистрация: Сварочный инвертор или плазма: Горыныч или Мультиплаз и режет и варит.
9 отзывов о Мультиплаз: Для улучшения качества выполненных работ приобрели в данной компании Мультиплаз в количестве 3 штук.
Процедура плазменной сварки
При организации работ обязательно соблюдение требований безопасности: проходы между сварочными аппаратами – не менее 1,5 метра, между установкой и стеной – не менее 1 метра. Обязательно выполнение требований правил пожарной безопасности и техники безопасности – защита органов зрения, работа в спецодежде.









Алгоритм действий сварщика состоит:
- из предварительных работ – подготовки оборудования, обезжиривания, зачистки и закрепления детали;
- из выбора режима сварки – в зависимости от толщины металла определяют силу тока, напряжение дуги, скорость сварки, расход защитного и плазмообразующего газа;
- из процесса сварки.
Диаметр сопла устанавливают в зависимости от силы тока. Перед возбуждением дуги в зону сварки 10-15 секунд подают защитный газ. Включают постоянный ток, зажигают дугу и приступают к плавлению. Рекомендуемое расстояние от сопла до изделия – не более 10 мм. Дуга по мере возможности прерываться не должна, горелка перемещаться стабильно и плавно, колебательными движениями амплитудой 2-3 мм. Не допускается перегрев детали.
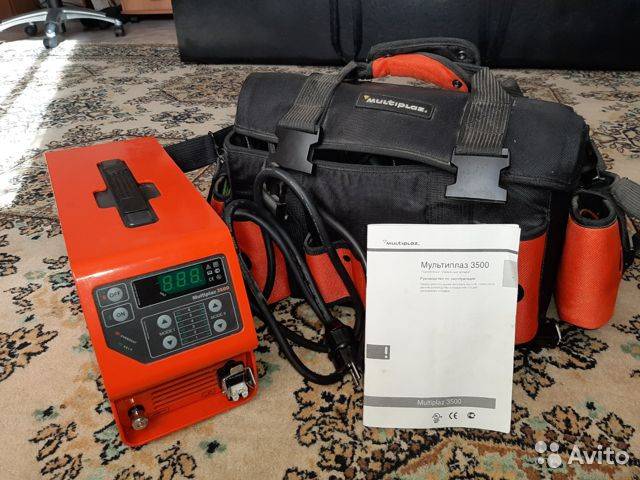
Многофункциональный плазменный аппарат Мультиплаз 3500
Резка, сварка и пайка неметаллов и металлов!
Мультиплаз — 3500 — это многофункциональный портативный плазменный аппарат для сварки, пайки и резки неметаллов и металлов: стали, алюминия, меди, чугуна, бронзы и других сплавов
Плазменный аппарат Мультиплаз 3500 режет все металлы, в том числе нержавейку, которую нельзя разрезать кислородной резкой. Резка керамической плитки, кварцевого стекла, кирпича, бетона и прочих негорючих материалов – еще одна уникальная особенность этого аппарата.
Благодаря уникальным свойствам факела Мультиплаз 3500 может очищать металл от коррозии или нагревать только ту деталь, которую необходимо, например, гайку на болте.
Световой луч идущий от сопла, обеспечивает работу аппарата в полной темноте.
Конструкцию Мультиплаз 3500 отличают особая простота и большая надежность. При этом его многочисленные функции быстро осваивают даже начинающие пользователи.
Мультиплаз 3500 — компактный комплекс, который помещается в небольшую сумку. С таким инструментом удобно перемещаться на личном автомобиле или в общественном транспорте. Аппарат обходится без громоздкого компрессора, и для перевозки не требуется специально оборудованный транспорт, поэтому Вы без труда доберетесь в нужное место и сможете быстро выполнить все необходимые работы.
Для резки и сварки в защитной среде Мультиплазу 3500 не требуется обычного для таких случаев взрывоопасного баллонного оборудования и стационарного сварочного поста, требующего регулярной аттестации.
Для дуговой сварки Мультиплазу 3500 не требуется обычного в таких случаях подключения к трехфазным сетям, а достаточно бытовой электросети 220/110 В.
Особенности
- Уникальность оборудования. В мире не так много сварочных аппаратов, способных при работе относительно экономно расходовать электроэнергию. В полевых условиях работы, сварка аппаратом «Мультиплаз-3500» очень удобна, так как нет необходимости подключать его к генератору повышенной мощности, а можно питать его от обычной бытовой сети. При его эксплуатации не надо таскать за собой баллоны с газом, трансформаторы, компрессоры и другие тяжёлые приборы. Это, несомненно, является еще одним аргументом в пользу покупки именно данных приборов. «Мультиплаз-3500» переносится в небольшой сумке на плече – вместе с горелкой это всего около 9 кг!
- Дешевая рабочая жидкость. В роли последней выступает либо раствор этилового спирта, когда необходимая качественная сварка, либо обычная вода, когда сварочным аппаратом пользуются преимущественно для резки.
- Многофункциональность прибора. Плазменный аппарат «Мультиплаз-3500» хорош тем, что с помощью него не только проводится эффективная обработка металла, но он также способен обработать любой другой материал — кирпич, бетон, керамику и др. Отлично справляется с нержавеющей и высоколегированной сталью, что также является еще одним достоинством данного сварочного аппарата.
Комплект поставки
- Блок питания — 1шт
- Горелка — 2шт
- Насадка защитная — 1шт
- Ключ комбинированный — 1шт
- Держатель присадки — 1шт
- Шприц заправочный — 1шт
- Подставка для горелки — 2шт
- Толкатель — 1шт
- Провод с зажимом РЕЖИМА II (MODE II)- 1шт
- Смазка графитовая специальная — 1шт
- Упор шариковый — 1шт
- Упор — 1шт
- Циркуль — 1шт
- Комплект запасного имущества (ЗИП-комплект*)- 1шт
- Хомут-кронштейн — 1шт
- Сумка — 1шт
2) Плазменные аппараты – это даже не бытовой прибор, который можно использовать в косметологии.
В законе существует лазейка, которая позволяет использовать
в медицинской практике приборы, которые относятся к бытовым, а не к
медицинским. Граница между двумя этими категориями очень тонкая, общепринято считать,
что всё что не нарушает дермальный слой и не воздействует на кожные и подкожные
ткани, можно отнести к бытовым приборам. Как пример, часто приводятся различные
электромеханические тренажеры, которые применяются для всевозможных массажей и
похудения в косметологических салонах.
Бытовые приборы не нужно регистрировать в Росздравнадзоре,
но необходимо получить экспертное заключение, что прибор является бытовым.
Как мы понимаем, плазмо-лайнеры нарушают как минимум поверхностный
слой кожи, поэтому к бытовым их отнести нельзя совершенно! Смысл в дальнейшей
дискуссии отпадает.
Недостатки технологии и пути их преодоления
Большинство пользователей отмечают неудачную эргономику установки. Сам пистолет в плазмоизлучателе компактен и довольно лёгок (в частности, для модели «Мультиплаз-2500»), но не обеспечивает возможность проведения сварки или резки в труднодоступных местах.
Цена аппаратов довольно высока. Для «Мультиплаз-2500» она стартует с 30000 рублей, что существенно дороже, чем сварочные инверторы, газокислородные резаки и т.д. За «Мультиплаз-4000» придётся выложить уже 140 тыс. рублей.
Главное же – для эффективного применения мультиплазов в быту потребуется приобрести сноровку и опыт. Отечественные умельцы предлагают различные способы доработки рассматриваемой техники, которые можно реализовать в домашних условиях. К ним относятся:
- Оснащение аппаратов дополнительными ёмкостями с рабочей жидкостью, которые посредством гибких трубопроводов могли бы быстро подключаться к устройству. За счёт этого удаётся увеличить объём подаваемой рабочей среды вдвое, без утраты аппаратом своей компактности.
- Перенос кнопки включения на рукоятку пистолета, что создаёт удобства управления техникой.
- Изменения формы сопла с прямой на изогнутую (как вариант, таким соплом могли бы комплектовать аппарат его производители, но вместо этого они предлагают только два варианта горелки – под резку и сварку соответственно).
- Способы очистки катода и анода. Предполагается, что сама рабочая жидкость будет это делать, но её интенсивное испарение (особенно к концу заправки) способствует образованию нагара на поверхностях инструмента, что ухудшает энергические параметры плазмы и снижает стойкость электродов (практически она не превышает 40…50 часов). Поэтому некоторые изобретатели проделывают в нижней части горелок мультиплазов небольшие отверстия, куда шприцом закачивают рабочую жидкость. Считается, что в таком случае химический состав жидкой смеси будет более равномерным, и термические параметры столба плазмы станут стабильнее.

Суммируя всё изложенное выше, необходимо отметить:
- Мультиплазы вполне можно использовать в домашних условиях: они не отличаются высокими энергозатратами, удобны в хранении, экологически безопасны, не требуют дефицитных компонентов (газа, соответственно – баллонов, шлангов и пр.);
- Данными устройствами можно соединять и разрезать все материалы, которые трудно поддаются обычным методам сварки и резки;
- Бытовые исполнения техники не могут работать со сложными и объёмными заготовками, а также разрезать толстолистовой прокат, зато вполне приемлемы для точной контурной резки и сварки;
- Шов получается более качественным из-за отсутствия брызг. Также можно сэкономить на последующей очистке соединённых поверхностей, поскольку видимых дефектов практически не наблюдается.
Главное же заключается в том, что агрегаты серии «Мультиплаз» не являются универсальными, а потому имеют свою оптимальную нишу использования.
Недостатки технологии и пути их преодоления
Большинство пользователей отмечают неудачную эргономику установки. Сам пистолет в плазмоизлучателе компактен и довольно лёгок (в частности, для модели «Мультиплаз-2500»), но не обеспечивает возможность проведения сварки или резки в труднодоступных местах.
Цена аппаратов довольно высока. Для «Мультиплаз-2500» она стартует с 30000 рублей, что существенно дороже, чем сварочные инверторы, газокислородные резаки и т.д. За «Мультиплаз-4000» придётся выложить уже 140 тыс. рублей.
Главное же – для эффективного применения мультиплазов в быту потребуется приобрести сноровку и опыт. Отечественные умельцы предлагают различные способы доработки рассматриваемой техники, которые можно реализовать в домашних условиях. К ним относятся:
- Оснащение аппаратов дополнительными ёмкостями с рабочей жидкостью, которые посредством гибких трубопроводов могли бы быстро подключаться к устройству. За счёт этого удаётся увеличить объём подаваемой рабочей среды вдвое, без утраты аппаратом своей компактности.
- Перенос кнопки включения на рукоятку пистолета, что создаёт удобства управления техникой.
- Изменения формы сопла с прямой на изогнутую (как вариант, таким соплом могли бы комплектовать аппарат его производители, но вместо этого они предлагают только два варианта горелки – под резку и сварку соответственно).
- Способы очистки катода и анода. Предполагается, что сама рабочая жидкость будет это делать, но её интенсивное испарение (особенно к концу заправки) способствует образованию нагара на поверхностях инструмента, что ухудшает энергические параметры плазмы и снижает стойкость электродов (практически она не превышает 40…50 часов). Поэтому некоторые изобретатели проделывают в нижней части горелок мультиплазов небольшие отверстия, куда шприцом закачивают рабочую жидкость. Считается, что в таком случае химический состав жидкой смеси будет более равномерным, и термические параметры столба плазмы станут стабильнее.

Суммируя всё изложенное выше, необходимо отметить:
- Мультиплазы вполне можно использовать в домашних условиях: они не отличаются высокими энергозатратами, удобны в хранении, экологически безопасны, не требуют дефицитных компонентов (газа, соответственно – баллонов, шлангов и пр.);
- Данными устройствами можно соединять и разрезать все материалы, которые трудно поддаются обычным методам сварки и резки;
- Бытовые исполнения техники не могут работать со сложными и объёмными заготовками, а также разрезать толстолистовой прокат, зато вполне приемлемы для точной контурной резки и сварки;
- Шов получается более качественным из-за отсутствия брызг. Также можно сэкономить на последующей очистке соединённых поверхностей, поскольку видимых дефектов практически не наблюдается.
Главное же заключается в том, что агрегаты серии «Мультиплаз» не являются универсальными, а потому имеют свою оптимальную нишу использования.










Тепловизоры для обследования зданий и сооружений
Шпильковёрт. Простое решение сложной задачи
Сварочные аппараты Мультиплаз 2500 и Мультиплаз 2500м: обзор
Серия устройств «Мультиплаз» — это качественные многофункциональные приборы, способные резать любой твердый (и не горючий!) материал. Преимуществом устройства плазменной резки является то, что он не требует массивного оборудования в виде баллонов, трансформаторов и прочих киловаттных источников питания.
Весь плазменный резак «Мультиплаз» прекрасно помещается в небольшой сумке, и резчик не устанет, даже если будет весь день переносить его с места на место. В качестве жидкости для работы можно использовать дистиллированную воду или 40% раствор спирта, в зависимости от того, какой материал необходимо разрезать.
 Энергопотребление таких устройств не превышает 2 киловатт, а значит, окупаемость наступит очень быстро, в течение 2-3 месяцев.
Энергопотребление таких устройств не превышает 2 киловатт, а значит, окупаемость наступит очень быстро, в течение 2-3 месяцев.
Овладеть прибором Мультиплаз можно очень быстро и для этого не нужно специальных навыков и умений. Достаточно лишь поработать с прибором несколько часов, чтобы понять все основные особенности управления и технику резки.
Конечно-же, генератор плазменного потока, как и любое другое устройство, имеет некоторые недостатки, и это несколько ограничивает сферу его применения.
В чем отличия?
Мультиплаз 2500М представляет собой более мощную версию устройства Мультиплаз 2500 (буква М – модернизированное). Главное отличие заключается в большем количестве потребляемой энергии, измененной горелки. Как следствие имеется возможность работать с более толстыми металлами.


Технические характеристики плазменных резаков Мультиплаз 2500 и Мультиплаз 2500м
Для большей наглядности все основные технические характеристики этих устройств будут сведены в единую таблицу
| Мультиплаз 2500 | Мультиплаз 2500М | |
| Напряжение питания, в | 220 | 220 |
| Частота сети, Гц | 50-60 | 50-60 |
| Мощность потребления, кВт | Пиковое до 2,5 | Пиковое до 2,8 |
| Габаритные размеры, м | 11.6х17.2х32.5 | 11,5х17х32,5 |
| Масса горелки, кг | 0,7 | Около килограмма |
| Масса источника питания, кг | Около 6 | 5,5 |
| Максимальная температура факела, с | 8 000 | 8 000 |
| Предельная толщина разреза, мм | До 10 | До 10 |
| Предельная толщина свариваемого материала, мм | от 0,2 | от 0,3 |
| Скорость разрезания металла (измеряется при толщине металла в 2 миллиметра), сек | До 7 | До 7 |
| Величина получаемого разреза, мм | Не более 1,5 | Не более 1,5 |
| Расход используемой жидкости, л | Около 0,2 | Около 0,25 |
| Допустимое время работы, мин | 30 | 30 |
Сварочный аппарат Мультиплаз: принцип работы, действия
Аппараты Мультиплаз для получения тепловой энергии используют плазмотроны.
В качестве рабочего газа для плазмы в аппаратах Мультиплаз младших моделей используют водяной пар или пары водно-спиртовой смеси (40% воды и 60% этанола). Этот газ, разогретый до необходимой температуры, и производит резку, сварку и пайку. В старших моделях рабочим газом служит сжатый воздух, получаемый от внешних источников. Аппараты до марки 7500 питаются от однофазной сети 220 В, а 7500 и от трехфазной 380 В.
 Плазменный резак и сварочный аппарат Мультиплаз состоит из инверторного источника питания с микропроцессорным управлением, кабель-шланга и плазменной горелки. В младших моделях используют две горелки для удобства в работе: одна на воде, другая на водно-спиртовой смеси.
Плазменный резак и сварочный аппарат Мультиплаз состоит из инверторного источника питания с микропроцессорным управлением, кабель-шланга и плазменной горелки. В младших моделях используют две горелки для удобства в работе: одна на воде, другая на водно-спиртовой смеси.
Сварка — это сложный физический процесс, выполнение которого очень сильно зависит от величины и даже формы сварочного тока.
Пайка также требует поддержания стабильной температуры и восстановительной атмосферы.
Проще всего резка — она требует лишь высокой температуры, чем больше энергии, тем быстрее плавится и выдувается из прорези материал, а именно в этом и заключается высокотемпературная резка.
Для каждого из этих процессов источник питания в любой из моделей Мультиплаза поддерживает необходимый режим.
Кроме аппарата, в комплект входит и плазменная головка с кабелем, а также второй кабель с зажимом типа «крокодил» и специальный ключ для регулировки горелки и замены сопел. Катоды и сопла относятся к расходным материалам и тоже прилагаются в комплекте.
Разумеется, все расходные материалы можно приобретать отдельно.
Толщина реза
Толщина реза зависит от мощности аппарата и обрабатываемого материала. При работе аппарата в первом режиме он может резать непроводящие тугоплавкие материалы. При этом мощность плазмотрона меньше. Но благодаря низкой теплопроводности таких материалов (по сравнению с металлом), толщина реза сохраняется примерно такой же, как для металлов.
Толщина реза для металлов (сталь), приводится в списке ниже:
- Мультиплаз 3500: 10мм,
- Мультиплаз 4000: 15мм,
- Мультиплаз 7500: 25мм,
- Мультиплаз 15000: 50мм.
МППК Горыныч
В плазменном сварочном аппарате Горыныч плазма вырабатывается из воды или водно-спиртового раствора, причём пар играет роль защиты. При сварке на поверхности шва образуется специальная плёнка, обладающая антикоррозионными свойствами.

Сваривание таким аппаратом имеет следующие плюсы:
- нет необходимости в приобретении газобаллонных агрегатов;
- устройство легко можно перемещать;
- для работы требуется стандартное напряжение в 220В;
- широкий диапазон толщины обрабатываемого металла;
- повышенная система безопасности;
- хорошая эргономика;
- небольшие размеры и малый вес;
- дешёвые расходные материалы.

Принцип работы
Сварка плазменная возможна только в том случае, если из обычной дуги удастся получить плазменную. Достигается это обычно сжатием и с помощью системы принудительной подачи специального газа в дугу. В качестве плазмообразующего газа используется аргон с небольшим количеством гелия или же водорода
Крайне важно создать защитную оболочку вокруг электрода, для этих целей лучше всего подходит все тот же аргон. Кстати, электроды выполняются из вольфрама, активированного торием или иттрием
Стоит отметить, что стенки плазмотрона сильно нагреваются из-за высокого давления, поэтому их требуется постоянно охлаждать. Из всего вышесказанного можно сделать вывод, что сварка плазменная примечательна высокой температурой в сочетании с небольшим диаметром дуги. Последний параметр позволяет увеличить давление на металл в несколько раз. Кроме того, процесс поддерживается при небольшом токе в 0,2-3,0 Ампер.









Являются ли мультиплазы альтернативой существующим технологиям?
Следует отметить, что основной недостаток традиционной сварки рассматриваемой техникой преодолевается: плазма с такими термическими характеристиками действительно эффективно варит чугун, высокоуглеродистую и легированную сталь, а также алюминий. При этом никаких особых изменений в технологию сварки (или резки таких металлов и сплавов) вносить не нужно. Тем более, что способ плазменного преобразования энергии дуги в энергию плазмы отличается существенным преимуществом – производительностью. Как известно, при обычной сварке возбуждение разряда производится импульсным путём, поэтому непрерывная сварка/резка невозможна. В аппаратах серии «Мультиплаз» горение дуги будет происходить до тех пор, пока вокруг столба плазмы существует паровая рубашка.

И вот тут возникает первая проблема. Ёмкость колбы с рабочей жидкостью для бытовых плазмоизлучателей (и, соответственно, время непрерывной работы аппарата) составляет:
- Для «Мультиплаз-2500»: часовой расход рабочей среды – 0,15…0,20 л/ч, при времени беспрерывной работы — в пределах 20…25 мин;
- Для «Мультиплаз-3500»: часовой расход рабочей среды – 0,25…0,30 л/ч, при времени беспрерывной работы — в пределах 10…15 мин;
- Для «Мультиплаз-4000»: часовой расход рабочей среды – 0,40…0,50 л/ч, при времени беспрерывной работы — в пределах 8…12 мин.
Не очень много, особенно, если разрезается или сваривается поверхность большого объёма или толщины. Поэтому работу приходится прекращать, и дозаправлять ёмкость. При этом свеженаложенный шов быстро остывает, и его конечные параметры при продолжении сварки могут существенно отличаться от первого участка. Напомним, что сварку агрегатами серии «Мультиплаз» целесообразно применять для соединений с повышенными показателями прочности и долговечности.

Вторая особенность работы с данной техникой – наличие опыта и овладения приёмами эксплуатации, которые нехарактерны для традиционной сварки. Зачастую именно этим объясняется большинство негативных отзывов о мультиплазах всех описываемых серий. Специфика работы заключается в следующем:
- Дуга поджигается методом осцилляции. Этот способ – довольно длительный, и уступает по простоте реализации традиционному контактному.
- Сразу после дозаправки работать горелкой невозможно, потому что её необходимо вывести на рабочий режим: прогреть в течение 3…4 минут. Нельзя работать также при кратковременных перерывах: паровая рубашка разрушается. Правда, в этом случае потребуется более кратковременный прогрев – не более 1,5…2 мин.
- Параметры столба плазмы зависят от расхода и качества жидкости, которая подаётся в зону обработки для последующего испарения. В частности, если водоспиртовая смесь заканчивается, то температура в столбе падает (судя по цвету факела – не менее чем на 1000 °С). Соответственно, снизится и качество шва.
- Особенности управления параметрами плазмы, в частности, порогового значения начального напряжения, которое не должно превышать 160…170 В. При этом изменение во времени напряжения поджига никак не отмечается в инструкции, и его следует устанавливать индивидуально.

5) Принцип работы плазменных ручек не соответствует задачам. Научно этот метод никак не подтверждён.
По сути – нечто среднее между старым добрым электрокоагулятором и аппаратом
электроэпиляции. Принцип действия – ожог кожи, который должен запустить
процессы восстановления в зоне воздействия. Профессионалы применяют для
этих целей мощное лазерное оборудование.
Разбираемся,
какая мощность у Plasma Pencil, на какую глубину проходит тепло и как это
влияет на результат:
- Это маломощный аппарат, который
работает на аккумуляторе. Выходящее напряжение от встроенных
аккумуляторных батарей 12 V. - Луч проходит до 0.06 мм в
глубину. Он выжигает отверстия в роговом и, возможно, в зернистом слое
кожи. До базального слоя импульс не доходит. Затем тепло диффузно
рассеивается. - Каждая точка выжигается
вручную. В инструкции сказано: “Расстояние между точками старайтесь делать
0.5 – 1.0 мм”. Посмотрите на фото – соблюдается ли рекомендация?
Луч CO₂-лазера проникает в дермальный и эпидермальный слой кожи и
фрагментирует пигмент. Луч Plasma Pen в принципе не способен проникнуть глубже
зернистого слоя. В итоге – ожог, корки и мацерация.
Иллюстрация beautysystems.ru
Все манипуляции плазменной ручкой проводятся вручную. Дрогнула рука у доктора и..?
При проведении той же лазерной блефаропластики – очень важна
периодичность и точность фракционной сетки. Есть ли уверенность у
пациента в ювелирной точности специалиста?
CO₂-лазер в зависимости от модели,
создаёт около 4000 тысячи контролируемых микроповреждений на одинаковом
расстоянии и глубине.
Отверстия в коже от плазмо-ручки получаются толстыми
(к сожалению, нигде нет точных данных о диаметре точки), поверхностными, с
неровными обугленными краями.
Сколько на самом деле продержатся корки и последствия повреждения, сколько
времени понадобится для полного заживления – никто не знает. Это может быть 3
месяца, а может быть год. Зависит от индивидуальных особенностей организма.
Дешёвые модели создают НЕСТАБИЛЬНУЮ плазменную дугу. Это утверждение оценочное, но множество роликов на Youtube производят именно это впечатление.