

Оглавление

фото:токарный станок ТВ 6
Токарный станок ТВ 6 предназначен для обучения школьников и студентов основам токарного дела, изготовлению простых деталей в условиях единичного производства.
ТВ 6, как токарный станок ТВ 4 и токарный станок ТВ 16 позволяет выполнять следующие токарные операции:
- Наружное и внутреннее точение цилиндрических и конических поверхностей
- Нарезание резьбы, как резцом, так и метчиком
- Сверление и рассверливание отверстий
- Торцевание и отрезку деталей и т.д.
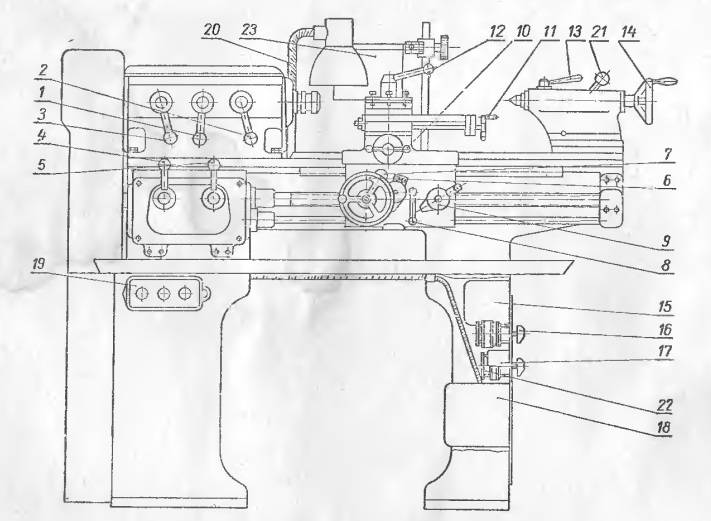
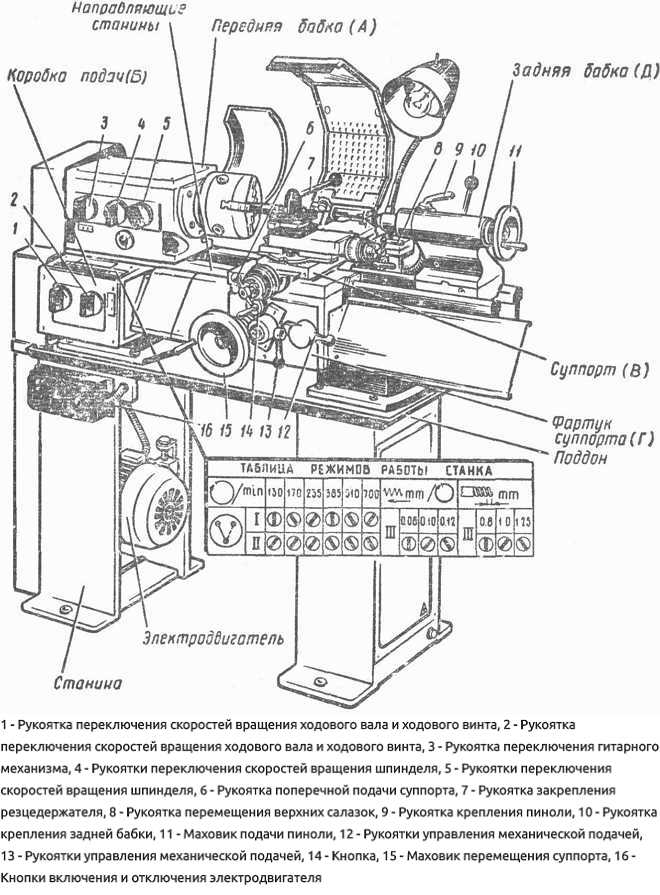
Органы управления токарного станка ТВ 6
- Ручка установки частоты вращения шпиндельной бабки;
- Ручка установки частоты вращения шпиндельной бабки;
- Ручка изменения направления подачи;
- Ручка установки подачи и шага нарезаемой резьбы;
- Ручка включения ходового валика и винта;
- Ручное перемещение продольной каретки;
- Включение реечной шестерни;
- Включение продольной механической подачи;
- Включение гайки ходового винта;
- Ручное перемещение поперечных салазок;
- Ручное перемещение верхних салазок;
- Крепление резцовой головки;
- Крепление пиноли задней бабки;
- Перемещение пиноли задней бабки;
- Фиксация задней бабки к направляющим станины;
- Местное освещение;
- Включение сети;
- Блок управления
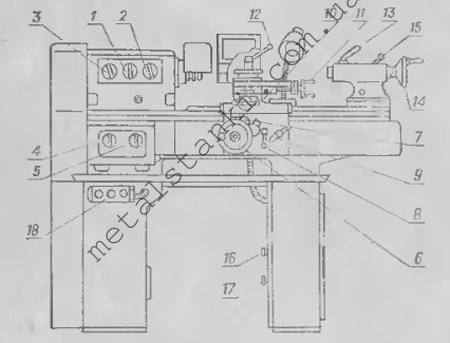
фото:органы управления токарного станка
Устройство токарного станка ТВ 6
- Передняя бабка;
- Гитара сменных зубчатых колес;
- Коробка подач;
- Фартук;
- Суппорт;
- Задняя бабка;
- Станина;
- Электрооборудование;
- Задняя тумба;
- Передняя тумба;
- Защитный кожух

фото:устройство токарного станка
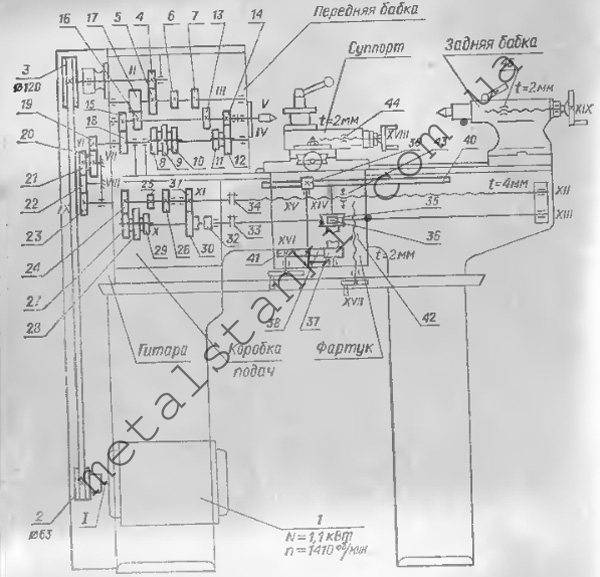
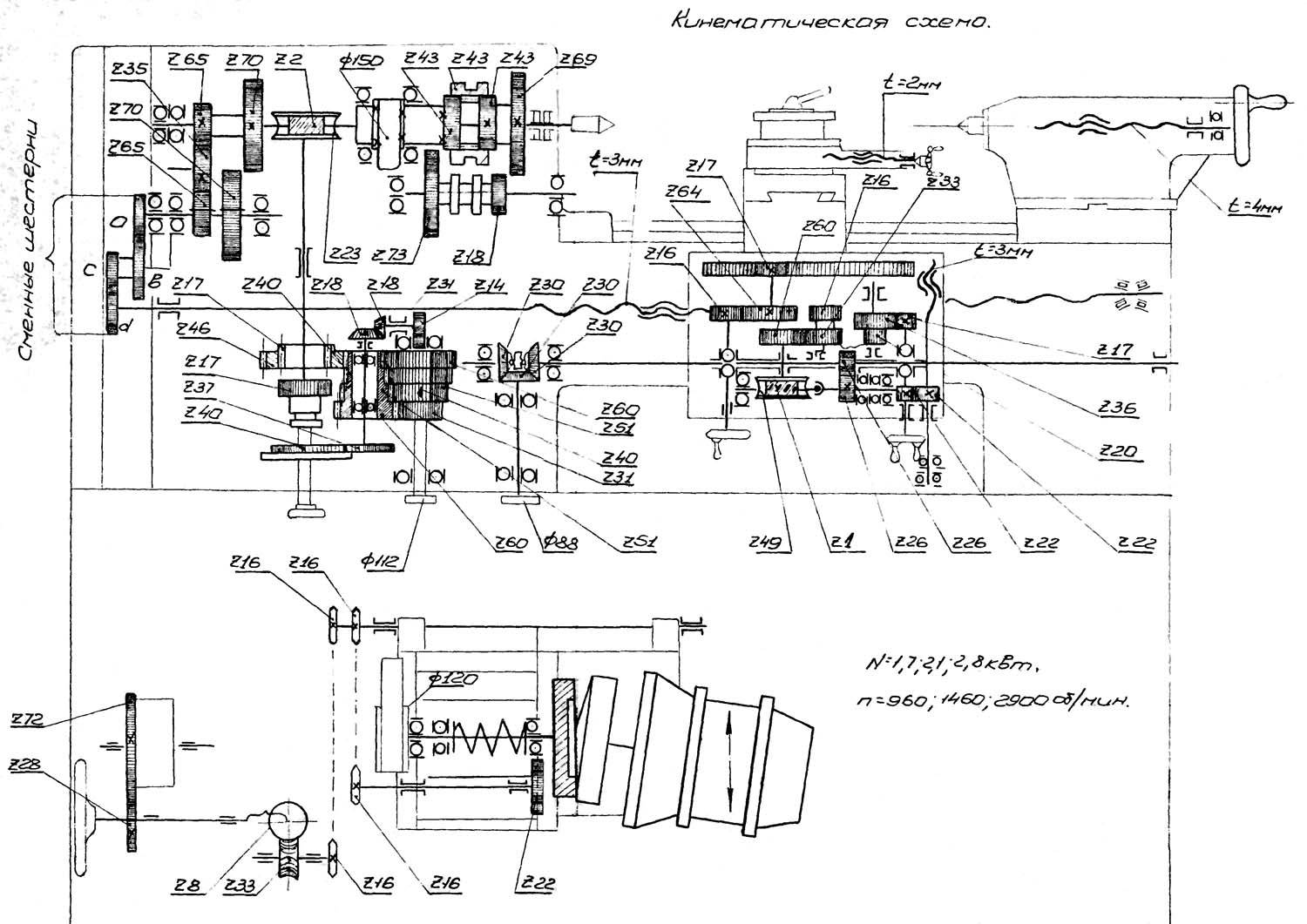
фото:кинематическая схема токарного станка
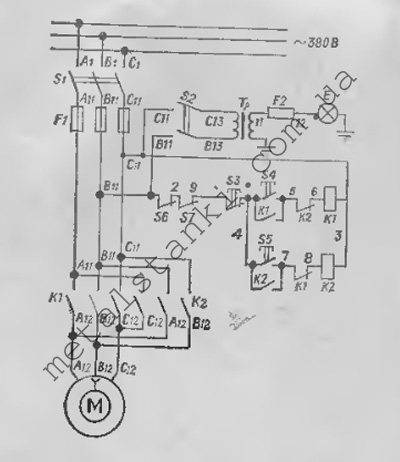
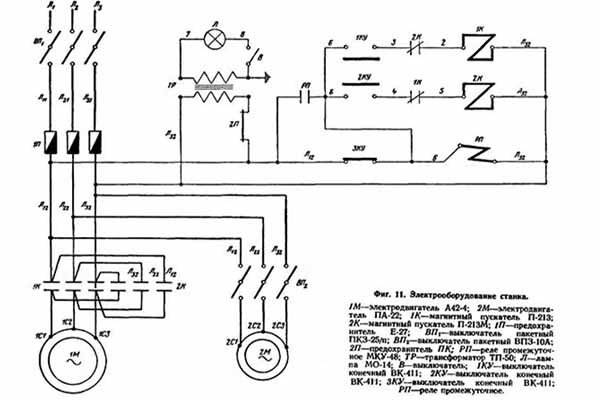
фото:электрическая схема токарного станка
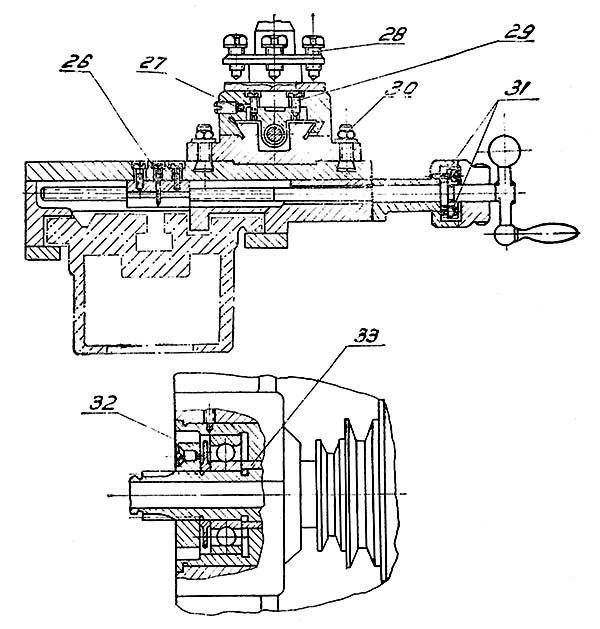
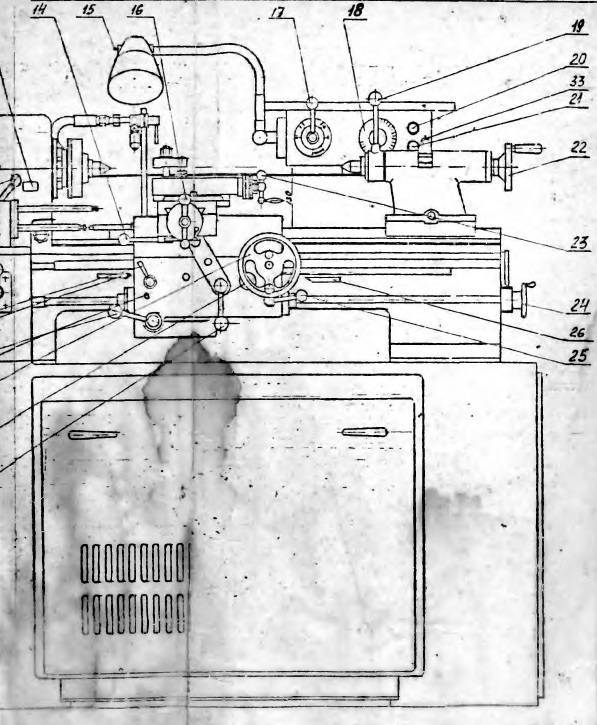
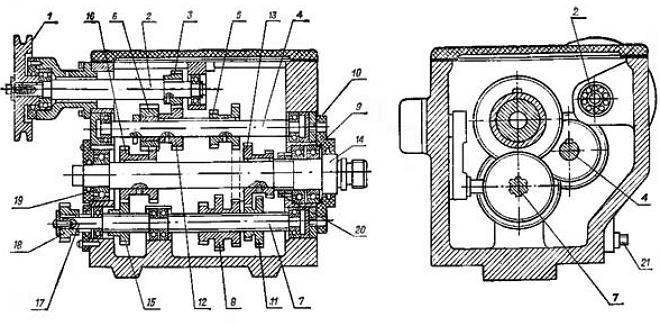
Передняя бабка токарного станка ТВ 6
Передняя бабка предназначена для поддержания обрабатываемой заготовки и передачи ей вращательного движения. В токарном станке ТВ 6 передняя бабка является и коробкой скоростей и имеет шесть ступеней скоростей.
Монтаж передней бабки осуществляется по линии центров в горизонтальной плоскости при помощи двух установочных винтов. Шпиндель передней бабки установлен на двух упорных подшипниках 9 и радиальном подшипнике 19.
Вращательное движение передается от электродвигателя через ременную передачу на ведущий вал коробки скоростей. Внутри коробки, движение передается через вал 2 и неподвижное зубчатое колесо 3 на вал 4 с неподвижными шестернями 12, 6 и блоком шестерен 5.
Блок шестерня 5 принимает участие только при реверсе подачи.
Вращение заготовки, закрепленной в трехкулачковом патроне или планшайбы, передается от шпинделя. При обработке заготовки в центрах, в шпиндель вставляется неподвижный центр.
В коробке скоростей установлено устройство для изменения направления суппорта. Это осуществляется перемещением зубчатого колеса 15 в левое или правое положение при помощи рукоятки 3.
В левом положении зубчатого колеса 15 выполняется прямое вращение от блока шестерен 16. В правом положении колеса 15 выполняется обратное вращение при помощи паразитной шестерни 6.
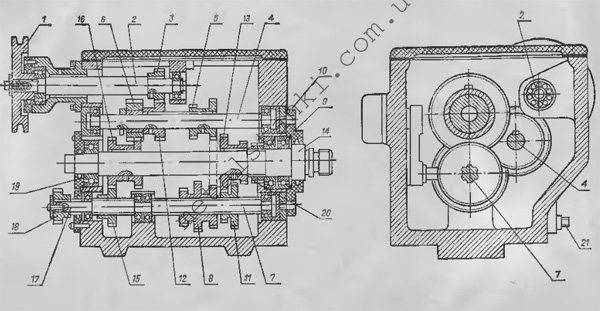
фото:передняя бабка токарного станка
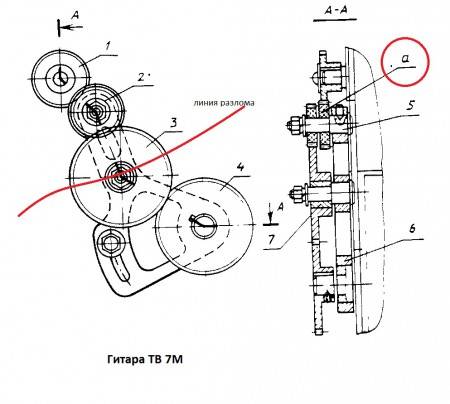
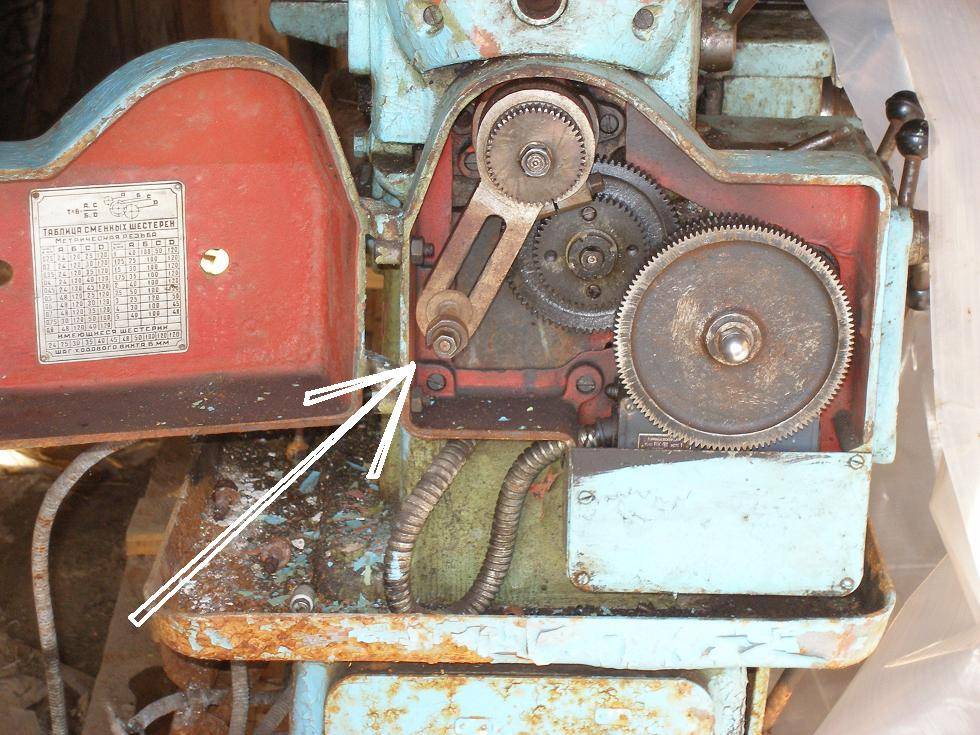
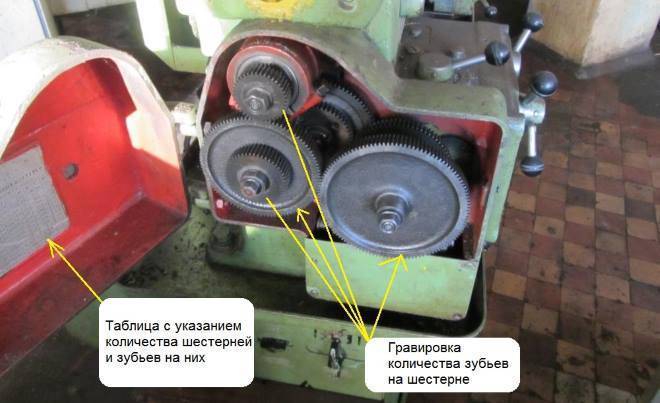
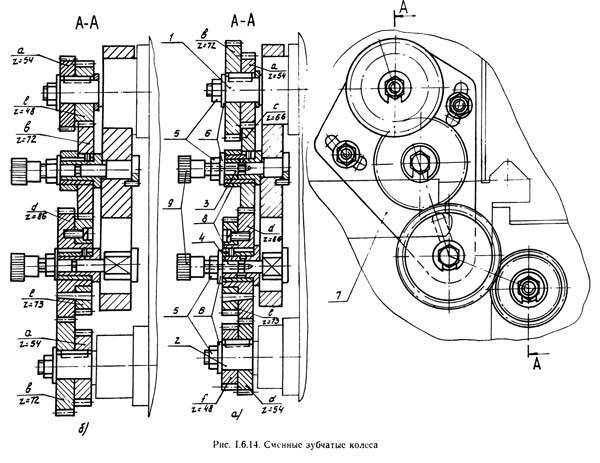
Гитара сменных зубчатых колес токарного станка ТВ 6
Гитара – передаточный механизм, служащий для передачи вращательного движения от шпинделя коробки скоростей к коробке подач.
Гитара состоит из кронштейна 1 и шестерен 2,4,7.
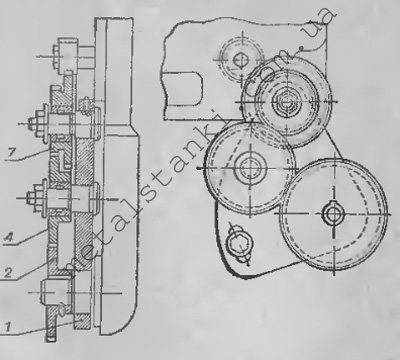
фото:гитара токарного станка
Коробка подач школьного токарного станка ТВ 6
Вращательное движение на коробку подач передается от коробки скоростей через передаточный механизм.
Поворачивая рукоятку 4 в трех положениях, блок-шестерен 6 перемещается по шлицам вала 5 и поочередно входит в зубчатое зацепление зубчатыми колесами 2,3,4. Что дает возможность нарезать метрическую резьбу с шагом 0,8; 1; 1,25 мм и продольную подачу суппорта 0,08; 0,1; 0,12 мм/об.
Рукояткой 5 осуществляется включение ходового винта и валика.
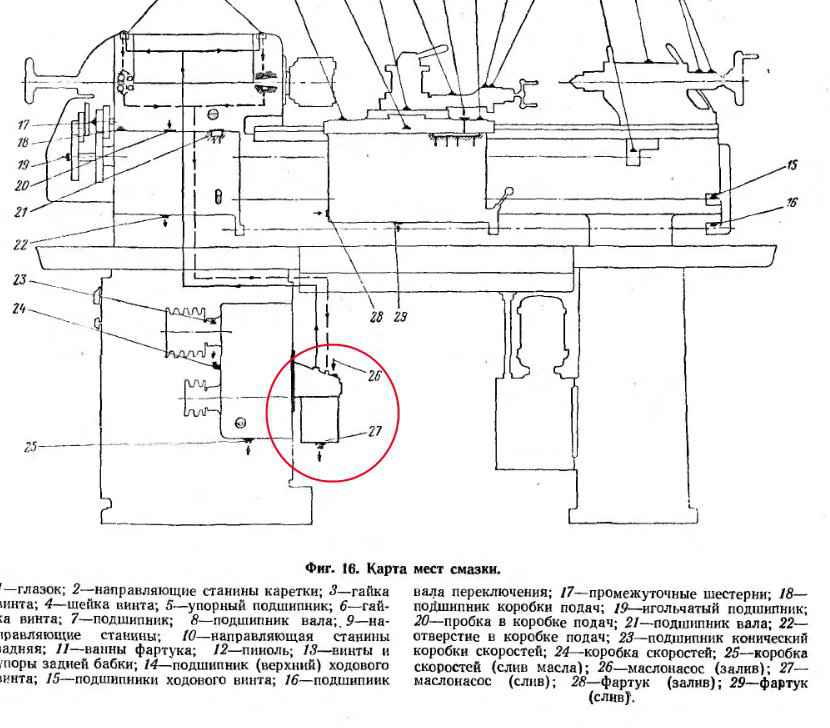
Смазка трущихся поверхностей и шестерен осуществляется фитилями.
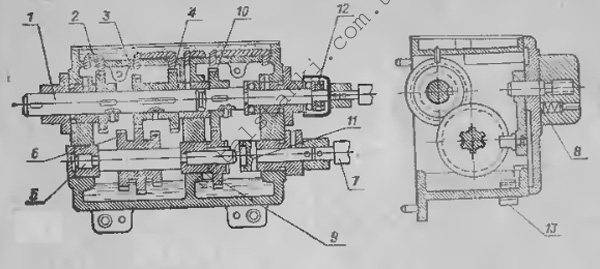
фото:коробка подач токарного станка
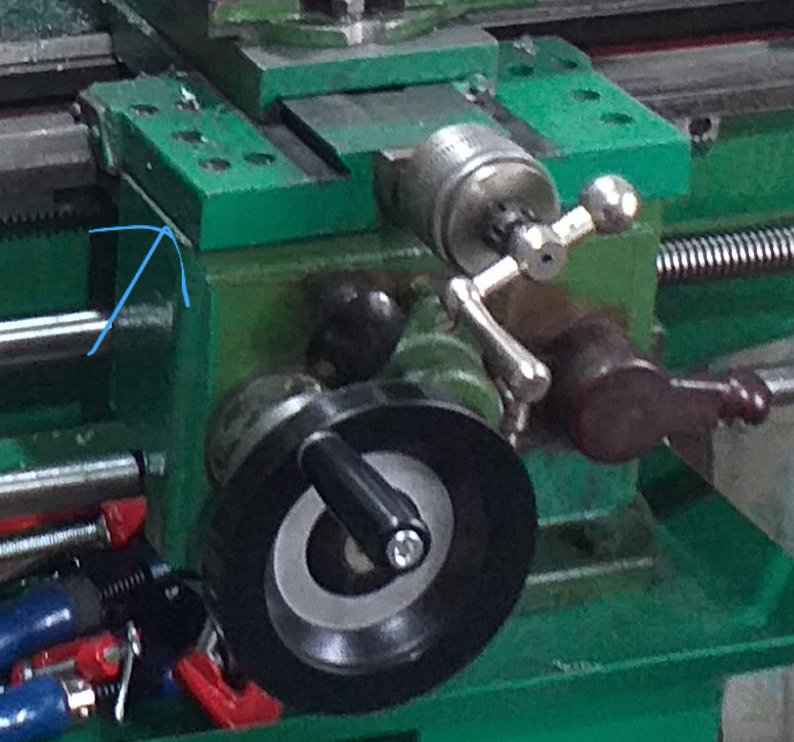
Фартук настольного токарного станка ТВ 6
Фартук предназначен для механической продольной подачи суппорта от ходового валика, винта и ручной продольной подачи.
Маховиком 1 осуществляется ручная подача. Маховик сидит на валу 4, на котором установлено зубчатое колесе 11, входящее в зацепление с шестерней 3. Шестерня 3 сидит на валике реечной шестерни 2.Реечная шестерня, в свою очередь, входит в зацепление с зубчатой рейкой.
Механическая подача осуществляется червяком 5, установленном на ходовом валике 10 при помощи шпоночного соединения. Червяк входит в зацепление с червячной шестерней 13 и далее через муфту передается на реечную шестерню.
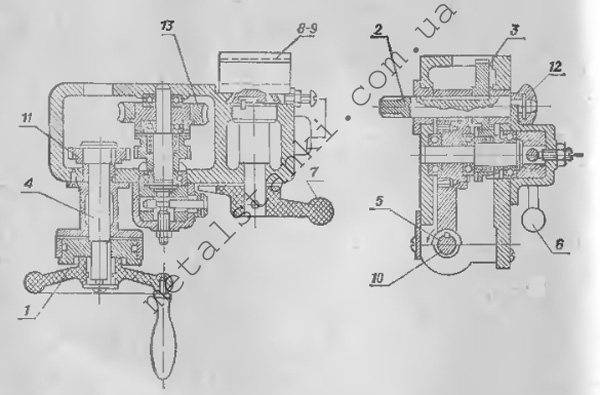
фото:фартук токарного станка
Технические параметры
Кинематическая схема станка
Объективно лучшим источником информации относительно токарно-винторезного станка является паспорт. Но проблема заключается в том, что отыскать оригинальный паспорт от завода-производителя сложно. В век Интернета всю информацию можно получить там. Потому не переживайте, если у вас в руках не оказалось бумажной инструкции по эксплуатации и руководство к токарно-винторезному станку.
Ваша задача в процессе покупки и начала эксплуатации станка — сравнить номинальные и эталонные технические характеристики.
Отметим наиболее значимые технические параметры, с которыми вы должны сравнить данные, актуальные для приобретенного вами токарно-винторезного агрегата с индексом ТВ 320.
- Габариты устройства для токарных и винторезных операций составляют 161 на 95 на 125 сантиметров;
- Масса агрегата — 900 кг;
- Предельный диаметр заготовки, которую можно обрабатывать на токарно-винторезном станке, зависит от ее расположения. Устанавливая под суппортом, максимальный диаметр детали — 320 мм, а если установка осуществляется над станиной — до 170 мм;
- Длина заготовки, которую способен обработать ТВ 320 — 500 мм;
- Резцы имеют сечение 20 на 20 миллиметров;
- Сквозное отверстие шпинделя отличается диаметром 26 мм. Это позволяет использовать на станке прутки, диаметр которых достигает 25 мм;
- Число ступеней для прямого и обратного вращения шпинделя одинаковое и составляет 18 единиц;
- Вне зависимости от направления вращения шпиндельной головки, частота ее вращения регулируется в пределах 36-2000 оборотов за минуту;
- Движение хода каретки идентично для работы по винту, валу и от руки — 580 мм;
- У токарно-винторезного станка количество поперечных и продольных подач одинаковое. Оно составляет 16 единиц;
- Максимальное смещение пиноли задней бабки составляет 90 миллиметров;
- Поперечное смещение — до 15 миллиметров.
Электрические двигатели
На токарно-винторезном устройстве рассматриваемой модели устанавливается пара электрических двигателей. Каждый из них отвечает за выполнение строго отведенных функций.
Оба электрических двигателя имеют надежную конструкцию, отличные технические характеристики и продолжительный срок службы.
- Главный электромотор. Он имеет мощность 2,8 кВт. Данный электродвигатель выполняет функции привода шпиндельной головки токарно-винторезного устройства.
- Дополнительный электрический двигатель. В его роли выступает двигатель, установленный в электронасос. Данный насос предназначен для работы системы охлаждения жидкостью. Мощность этого электромотора составляет 0,125 кВт. Этих параметров более чем достаточно для обеспечения эффективного охлаждения узлов токарно-винторезного оборудования.





Стоит добавить, что с целью повысить качество выполняемой обработки, на станке установили упоры для продольного движения.
Дополнительно токарно-винторезное оборудование получило систему защиты от возникающих перегрузок и систему блокировки рукоятки. Их функциональность не вызывает нареканий, о чем свидетельствуют соответствующие отзывы от владельцев данного токарно-винторезного устройства.
При всех объективных недочетах станка, он имеет целый ряд положительных характеристик. Его технические параметры, надежность и функциональные возможности позволяют сохранять актуальность спустя несколько десятков лет после прекращения производства. Но только вам решать, стоит ли оснащать свою мастерскую подобным агрегатом.
2 Конструктивные узлы станка и их характеристики
Школьный агрегат ТВ 4 располагает далее указанными составными частями:
Задняя тумба. В ней находится панель для управления электрическим оборудованием, необходимым для стабильной эксплуатации станка. Конструктивно П-образная тумба выполнена с нижними и верхними ребрами жесткости, которые придают оборудованию высокий уровень устойчивости.
Передняя тумба. Служит вместилищем двигателя приводного типа, размещенного сзади тумбы. Включается данный электрический двигатель (а также выключается) реверсивной кнопкой, находящейся на передней стороне тумбы.
Станина. Монтируется на описанные тумбы, соединяет воедино все составные части агрегата для выполнения токарных работ, располагает призматическими направляющими (по задней происходит передвижение задней бабки, по передней – каретки). Форма станины – коробчатая, предусмотрено наличие окон. В передней части описываемого узла располагается рейка и ходовой винт.
КП (коробка подач). Инструкция к станку указывает на то, что КП обеспечивается вращением через механизм шестеренной передачи от коробки скоростей. При помощи рукоятки на крышке КП можно выбирать требуемые подачи и резьбы, которыми располагает школьный станок. Рядом находится и другая рукоятка, необходимая для запуска ходового валика либо винта. Заметим – валик и винт не вращаются одновременно (паспорт станка отдельно оговаривает эту особенность, повышающую уровень безопасности работы на агрегате)
Инструкция по эксплуатации ТВ 4, кроме того, обращает внимание на потребность постоянной смазки КП – в ее корыте всегда должно быть немного смазывающего состава (масла). Из корыта смазка подается фитилями на трущиеся и вращающиеся компоненты станка.
Передняя и задняя бабка. При помощи соединительных изделий (две пары винтов и гаек) передняя бабка монтируется в горизонтальной плоскости по линии станочных центров
Находится она в станине (слева), выполняет функцию сообщения движения (вращательного) и крепления обрабатываемого изделия. Кстати, в описываемом станке коробка скоростей и передняя бабка – это один и тот же узел, внутри которого имеется несколько валов, блок-шестерня, блочные шестерни и шестерни неподвижного типа. Задняя бабка нужна для фиксации используемых при работе приспособлений, а также вращающегося или упорного центра
При помощи соединительных изделий (две пары винтов и гаек) передняя бабка монтируется в горизонтальной плоскости по линии станочных центров. Находится она в станине (слева), выполняет функцию сообщения движения (вращательного) и крепления обрабатываемого изделия. Кстати, в описываемом станке коробка скоростей и передняя бабка – это один и тот же узел, внутри которого имеется несколько валов, блок-шестерня, блочные шестерни и шестерни неподвижного типа. Задняя бабка нужна для фиксации используемых при работе приспособлений, а также вращающегося или упорного центра.
Шпиндель. Этот элемент находится в передней бабке, посредством патрона с тремя кулачками они вращает изделие, которое подвергается резке. Шпиндель имеет две шейки (задняя вращается в подшипнике радиальной конструкции, передняя – в подшипнике упорно-радиального вида).
Передаточное устройство. Его характеристики стандартны и неизменны (ТВ 4 поставлялся без сменных шестерен, поэтому его передаточное отношение одно – 1 к 4).
Электрооборудование. Технический паспорт перечисляет все элементы электрического оснащения станка – асинхронный короткозамкнутый двигатель, подключаемый к трехфазной сети, набор плавких вставок, электрощит, трансформатор локального источника света, кнопочная станция, смонтированная на магнитном пускателе, переключатели для запуска электрооборудования и локального освещения.
Оглавление
фото:токарный станок ТВ 6
Токарный станок ТВ 6 предназначен для обучения школьников и студентов основам токарного дела, изготовлению простых деталей в условиях единичного производства.
ТВ 6, как токарный станок ТВ 4 и токарный станок ТВ 16 позволяет выполнять следующие токарные операции:
- Наружное и внутреннее точение цилиндрических и конических поверхностей
- Нарезание резьбы, как резцом, так и метчиком
- Сверление и рассверливание отверстий
- Торцевание и отрезку деталей и т.д.
Органы управления токарного станка ТВ 6
- Ручка установки частоты вращения шпиндельной бабки;
- Ручка установки частоты вращения шпиндельной бабки;
- Ручка изменения направления подачи;
- Ручка установки подачи и шага нарезаемой резьбы;
- Ручка включения ходового валика и винта;
- Ручное перемещение продольной каретки;
- Включение реечной шестерни;
- Включение продольной механической подачи;
- Включение гайки ходового винта;
- Ручное перемещение поперечных салазок;
- Ручное перемещение верхних салазок;
- Крепление резцовой головки;
- Крепление пиноли задней бабки;
- Перемещение пиноли задней бабки;
- Фиксация задней бабки к направляющим станины;
- Местное освещение;
- Включение сети;
- Блок управления
фото:органы управления токарного станка
Устройство токарного станка ТВ 6
- Передняя бабка;
- Гитара сменных зубчатых колес;
- Коробка подач;
- Фартук;
- Суппорт;
- Задняя бабка;
- Станина;
- Электрооборудование;
- Задняя тумба;
- Передняя тумба;
- Защитный кожух
фото:устройство токарного станка
фото:кинематическая схема токарного станка
фото:электрическая схема токарного станка
Передняя бабка токарного станка ТВ 6
Передняя бабка предназначена для поддержания обрабатываемой заготовки и передачи ей вращательного движения. В токарном станке ТВ 6 передняя бабка является и коробкой скоростей и имеет шесть ступеней скоростей.
Монтаж передней бабки осуществляется по линии центров в горизонтальной плоскости при помощи двух установочных винтов. Шпиндель передней бабки установлен на двух упорных подшипниках 9 и радиальном подшипнике 19.
Вращательное движение передается от электродвигателя через ременную передачу на ведущий вал коробки скоростей. Внутри коробки, движение передается через вал 2 и неподвижное зубчатое колесо 3 на вал 4 с неподвижными шестернями 12, 6 и блоком шестерен 5.
Блок шестерня 5 принимает участие только при реверсе подачи.
Вращение заготовки, закрепленной в трехкулачковом патроне или планшайбы, передается от шпинделя. При обработке заготовки в центрах, в шпиндель вставляется неподвижный центр.
В коробке скоростей установлено устройство для изменения направления суппорта. Это осуществляется перемещением зубчатого колеса 15 в левое или правое положение при помощи рукоятки 3.
В левом положении зубчатого колеса 15 выполняется прямое вращение от блока шестерен 16. В правом положении колеса 15 выполняется обратное вращение при помощи паразитной шестерни 6.
фото:передняя бабка токарного станка
Гитара сменных зубчатых колес токарного станка ТВ 6
Гитара – передаточный механизм, служащий для передачи вращательного движения от шпинделя коробки скоростей к коробке подач.
Гитара состоит из кронштейна 1 и шестерен 2,4,7.
фото:гитара токарного станка
Коробка подач школьного токарного станка ТВ 6
Вращательное движение на коробку подач передается от коробки скоростей через передаточный механизм.
Поворачивая рукоятку 4 в трех положениях, блок-шестерен 6 перемещается по шлицам вала 5 и поочередно входит в зубчатое зацепление зубчатыми колесами 2,3,4. Что дает возможность нарезать метрическую резьбу с шагом 0,8; 1; 1,25 мм и продольную подачу суппорта 0,08; 0,1; 0,12 мм/об.
Рукояткой 5 осуществляется включение ходового винта и валика.
Смазка трущихся поверхностей и шестерен осуществляется фитилями.
фото:коробка подач токарного станка
Фартук настольного токарного станка ТВ 6
Фартук предназначен для механической продольной подачи суппорта от ходового валика, винта и ручной продольной подачи.
Маховиком 1 осуществляется ручная подача. Маховик сидит на валу 4, на котором установлено зубчатое колесе 11, входящее в зацепление с шестерней 3. Шестерня 3 сидит на валике реечной шестерни 2.Реечная шестерня, в свою очередь, входит в зацепление с зубчатой рейкой.
Механическая подача осуществляется червяком 5, установленном на ходовом валике 10 при помощи шпоночного соединения. Червяк входит в зацепление с червячной шестерней 13 и далее через муфту передается на реечную шестерню.
фото:фартук токарного станка
Технические характеристики
При всех широких возможностях агрегата, габариты, вес ТВ 320П достаточно скромны, что позволяет использовать станок в помещениях малого размера без жестких требований к характеру установки. Технические характеристики установки следующие:
- габариты 1800х950х1250 для длины, ширины, высоты соответственно;
- масса станка 900 кг;
- главный привод — электродвигатель мощностью 3 кВт, номинальные обороты в минуту — 1430;
- агрегат оснащен масляным насосом, его мощность 0,125 кВт, номинальные обороты 2800 в минуту, производительность 22 литра в минуту;
- коробка скоростей обеспечивает 18 переключений диапазонов оборотов шпинделя передней бабки;
- коробка подач имеет 16 ступеней регулировки (как в продольном, так и поперечном направлении);
- реализован механизм продольной подачи шпинделя со скоростью от 0,03 до 0,49 мм за один оборот, поперечной со скоростью 0,012 — 0,18 мм за оборот;
- пиноль задней бабки смещается на 90 мм;
- фиксация задней бабки осуществляется при помощи гайки;
- подъем уровня центров над станиной — 155 мм, расстояние между ними — 500 мм;
- над верхом суппорта можно обрабатывать заготовки с диаметром до 170 мм, в зоне станины — до 320 мм;
- максимальный диаметр прутковой заготовки — 25 мм;
- ограничение по протяженности обточки — 500 мм;
- диаметр посадки в шпинделе — 26 мм;
- наибольшие ходы суппорта: поперечный 280 мм, продольный 580 (при движении по винту, валу, от руки);
- обороты на шпинделе от 36 до 2000 в минуту (в прямом и обратном направлении).
Станок не оснащен системой торможения шпинделя. Полное описание технических характеристик не будет полным, если не указать точность обработки. Она соответствует классу Н, требованиям ГОСТ 8-82.





Описание
ТВ 320 П — станок специального сегмента, оборудование с высокими оборотами. При проведении обработки реализована схема комбинирования нескольких операций, причем они выполняются одновременно. Паспорт станка гласит, что при его эксплуатации возможно использовать все технологические особенности устройства в полной мере.
ТВ 320П используется для широкого списка работ по металлу. В частности, он может применяться при:
- изготовлении инструментов и приспособлений;
- производства приборов высокой точности;
- осуществлении огромного списка токарных операций;
- нарезке резьб, как метрических, так и дюймовых;
- точения конусов и производстве операций по обработке торцов заготовок.
Список производственных процессов, где может применяться данный токарный станок высокой точности — весьма обширен. Оборудование способно выполнять даже работы с мелкими заготовками. К примеру, с его помощью быстро и точно нарезается резьба М6.
Технические характеристики универсального токарного станка 1м63мф101
| Наименование параметра | 1м63ф101 | 1м63Бф101 | 1м63Мф101 |
|---|---|---|---|
| Основные технические данные станка | |||
| Класс точности по ГОСТ 8-82 | Н | Н | Н |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 630 | 630 | 630 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 350 | 350 | 350 |
| Высота центров, мм | 315 | 315 | 315 |
| Наибольшая длина устанавливаемой детали РМЦ, мм | 1400 | 2800 | 1500 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 320 | 320 | 335 |
| Наибольшая длина обработки детали (без перестановки резцовых салазок), мм | 1260 | ||
| Высота резца, установленного в резцедержатель, мм | 32 | 32 | 32 |
| Наибольшая масса обрабатываемой детали, кг | 2000 | ||
| Шпиндель | |||
| Частота прямого/ обратного вращения шпинделя, об/мин | 10…125018…1800 | 10…125018…1800 | 12,5..160022,4..2240 |
| Количество прямых/ обратных скоростей шпинделя | 22/ 11 | 22/ 11 | 22/ 11 |
| Диаметр отверстия в шпинделе, мм | 70 | 70 | 80 |
| Центр в шпинделе по ГОСТ 13214-79 | Морзе 6 | Морзе 6 | Морзе 6 |
| Конец шпинделя по ГОСТ 12593-72 | 8м | 8м | 8м |
| Размер внутреннего конуса шпинделя | Метрический 80 | Метрический 80 | Метрический 100 |
| Наибольший крутящий момент на шпинделе, кНм | 3,3 | ||
| Торможение шпинделя | есть | есть | есть |
| Суппорт. Подачи | |||
| Наибольшее перемещение продольное/ поперечное, мм | 1260/ 400 | 2520/ 400 | 1360/ 400 |
| Количество подач продольных/ поперечных/ резцовых салазок | 44/ 44/ 44 | 32/ 32/ 32 | 32/ 32/ 32 |
| Пределы рабочих подач продольных/ поперечных/ резцовых салазок, мм/об | 0,064-1,0250,026-0,380,028-0,34 | 0,06-1,40,024-0,5180,019-0,434 | 0,06-1,40,024-0,5180,019-0,434 |
| Пределы увеличенных подач подач продольных/ поперечных/ резцовых салазок, мм/об | 1,07-3,20,039..1,180,336..1,0 | 0,24-5,60,096-2,0720,076-1,736 | |
| Пределы/ количество шагов метрических резьб, мм | 1-192/ 56 | 1-224 | 1-224/ 46 |
| Пределы/ количество шагов дюймовых резьб, ниток/дюйм | 24-0,25/ 33 | 56-0,25 | 28-0,25/ 31 |
| Пределы/ количество шагов модульных резьб, модуль | 0,5-48/ 55 | 0,5-112 | 0,25-56/ 37 |
| Пределы/ количество шагов питчевых резьб, питч диаметральный | 96-7/8/ 52 | 112-0,5 | 112-0,5 /30 |
| Скорость быстрых перемещений продольных/ поперечных, м/мин | 4,5/ 1,6 | 4,5/ 1,6 | 4,5/ 1,6 |
| Наибольшее усилие резания, допускаемое механизмом подач, кН | 2,22 | 2,22 | |
| Цена деления лимба при продольном/ поперечном на диаметр перемещении, мм | 1/ 0,05 | 1/ 0,05 | 1/ 0,05 |
| Перемещение на оборот лимба при продольном/ поперечном перемещении, мм | 300/ 5 | 300/ 5 | 300/ 5 |
| Резцовые салазки | |||
| Наибольшее перемещение резцовых салазок, мм | 220 | 220 | 220 |
| Наибольший угол поворота резцовых салазок, град | ±90° | ±90° | ±90° |
| Цена деления лимба при перемещении резцовых салазок, мм | 0,05 | 0,05 | 0,05 |
| Перемещение на оборот лимба при при перемещении резцовых салазок, мм | 5 | 5 | 5 |
| Задняя бабка | |||
| Наибольшее перемещение пиноли, мм | 240 | 240 | 240 |
| Поперечное смещение задней бабки, мм | ±10 | ±10 | ±10 |
| Конус под центр в пиноли | Морзе 5 | Морзе 5 | Морзе 5 |
| Устройство цифровой индикации (УЦИ) | |||
| Модель УЦИ | Ф5071 | Ф5071 | Ф5290 |
| Тип датчика | Сельсин БС-155А | Сельсин БС-155А | Сельсин БС-155А |
| Диапазон измерений перемещения, мм | 0,01…9999,99 | 0,01…9999,99 | 0,01…9999,99 |
| Дискретность отсчета, мкм | 10 | 10 | 10 |
| Нестабильность (временный уход) показаний блока совместно с сельсином не превышает, мкм | ±2 | ±2 | ±2 |
| Масса УЦИ не превышает, кг | 8 | 8 | 5 |
| Электроборудование станка | |||
| Количество электродвигателей на станке | 3 | 3 | 3 |
| Электродвигатель главного движения, кВт (об/мин) | 13 (1460) | 15 (1460) | 18,5 (1465) |
| Электродвигатель быстрых перемещений, кВт (об/мин) | 1,1 (1400) | 1,1 (1400) | 1,1 (1400) |
| Электродвигатель насоса СОЖ, кВт (об/мин) | 0,12 (2800) | 0,12 (2800) | 0,12 (2800) |
| Габариты и масса станка | |||
| Габариты станка (длина, ширина, высота), мм | 3530 х 1680 х 1290 | 4950 х 1780 х 1550 | 3655 х 1590 х 1420 |
| Масса станка, кг | 4300 | 5620 | 4400 |
Список литературы
Станки токарно-винторезные модели 1м63м и 1м63мф101. Руководство по эксплуатации, Тбилиси, 1983
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки, 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Устройство
Рассматривать устройство станка ТВ 320П следует поэлементно, так как каждый функциональный узел, элемент конструкции специально проектировался так, чтобы обеспечивать уникальные характеристики оборудования.
Агрегат построен по классической схеме, расположение и функционал отдельных узлов знакомы как квалифицированному оператору, так и техническим специалистам. В конструкцию входят:
- коробка передач, изменяющая обороты шпинделя;
- коробка передач для изменения скорости подачи;
- узел передней бабки со шпинделем;
- блок задней бабки с мобильной пинолью;
- привод подачи;
- фартук, обеспечивающий передачу крутящего момента на механику суппорта;
- привод охлаждающего контура;
- каретка суппорта.
Отдельные узлы станка имеют особенности, которые гарантируют качество обработки при высоких оборотах, обеспечивают стабильность рабочих процессов.
Станина
Одна из задач, решаемых станиной — обеспечение высокой устойчивости станка, жесткости его конструкции. Данный элемент выполнен из чугуна, представляет собой две вертикальные стойки. К особенностям станины относятся:
- наличие диагональных ребер жесткости внутри каждого блока;
- расположение по верхней части четырех направляющих, три из которых имеют призматическую форму.
Данная деталь станка изготавливается методом литья. В левой части станины монтируется коробка скоростей для переключения оборотов шпинделя во время операций точения. Здесь же монтируется электрошкаф, двигатель с защитой в виде кожуха, бачок с эмульсией.
Передняя шпиндельная бабка
Прочная оболочка данного узла — чугунная отливка. В ее передней части монтируется механика изменения скоростей вращения шпинделя. В задней части — переключатель хода (прямой и обратный).
Блок шпинделя — пустотелая трубка с конусной шейкой в передней части. Она устанавливается на подшипник скольжения, в задней части — на радиально-упорном подшипнике высокого класса точности.
Такой вариант конструкции позволяет нейтрализовать изгибающие воздействия, оказываемые клиноременной передачей. Для принятия усилий резания — предусмотрена установка упорного подшипника.
Суппорт
Блок суппорта предназначен для установки и надежной фиксации резца (основного рабочего органа). Данный узел также отвечает за его продольную, поперечную подачу. Суппорт состоит из нескольких функциональных частей:
- каретки;
- поперечных салазок;
- поворотного узла;
- верхних салазок.
В станке ТВ 320П реализовано несколько методов перемещения суппорта. Это делается как вручную, вращением колеса, так и механически, передачей момента вращения на приводной винт.
На суппорте предусмотрена установка дополнительного блока резцов на Т-образные пазы. Для ограничения перемещения салазок поперечного типа — в конструкции используются концевые упоры.
Фартук
Задача фартука — передавать момент вращения привода и вала каретки на узел суппорта. В механике функционального блока предусмотрены меры защиты. В частности:
- механика падающего червяка отключает подачу при превышении критического значения нагрузки на валу;
- предусмотрена защит от одновременной активации винта и ходового валика.
Защита предусматривает блокировку работы в случае как превышения нагрузки, так и резкого падения оборотов при заклинивании, заедании резца.
Коробка скоростей
В конструкции коробки скоростей три вала и два тройных блока шестерен. Узел обеспечивает переключение 9 скоростей, предусмотрена возможность регулировки положения (смещения по пазам). Для этого следует ослабить крепежные болты и позиционировать коробку при помощи специального винта.
В конструкции данного элемента использованы шариковые и роликовые подшипники. Их расположение гарантирует нейтрализацию осевых и радиальных сил, действующих на валы коробки. Чтобы установить штатные (приведенные в инструкции к оборудованию) зазоры подшипников — следует провести регулировку предназначенными для этой цели винтом и гайкой.
Задняя бабка
Особенности задней бабки заключены в возможности продольного, поперечного смещения, регулировке положения пиноли. Данный элемент конструкции работает не только как поддержка, когда производится токарка длинных заготовок. Есть возможность закрепления режущего и иного инструмента (например, метчиков или плашек) для выполнения определенного набора операций.
При точении конусных поверхностей — механика поперечного смещения бабки становится крайне полезной. Позиционирование в продольном направлении осуществляется перемещением узла по направляющим и фиксация при помощи гайки.
Конструктивные элементы оборудования
Токарный станок модели ТВ-6 состоит из таких узлов, как:
- коробка регулировки подач;
- передняя и задняя тумбы;
- защитный экран;
- корыто для подачи смазывающего масла;
- передняя бабка;
- фартук устройства;
- задняя бабка;
- несущая станина;
- элементы электрической системы;
- гитара;
- защитный кожух.
Основные узлы и органы управления станка ТВ-6
Коробка подач токарного станка ТВ-6, приводимая в действие посредством коробки скоростей при помощи шестерен передаточного механизма, состоит из:
- двух валов;
- пяти шестерен с разными параметрами;
- блок-шестерни;
- ходового валика;
- муфты;
- круглой гайки;
- рукоятки переключения;
- сливной пробки.
Рукоятка на лицевой стороне коробки подач позволяет определять параметры нарезаемой на заготовке резьбы.
Еще одна ручка, находящаяся на панели коробки подач, отвечает за включение ходового валика станка. Устройство данного узла станка ТВ-6 делает невозможным одновременное включение ходового винта и ходового валика. Аналогичной системой безопасности оснащены и модели токарных станков, относящиеся к категории оборудования промышленного назначения. Смазка всех узлов коробки подач (шестерен и трущихся поверхностей) обеспечивается за счет масла, подающегося из корыта при помощи специальных фитилей.
Устройство передней бабки
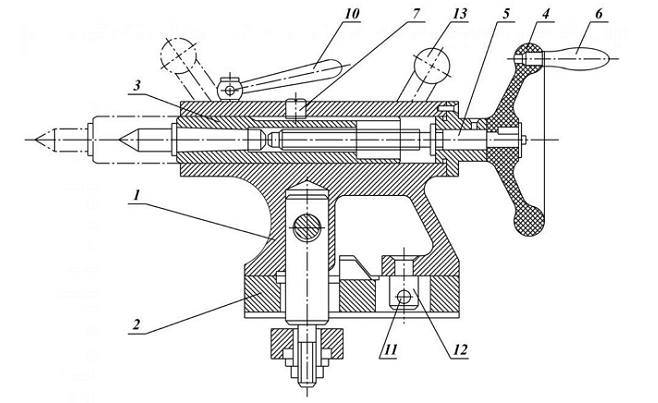
Устройство задней бабки
Передняя тумба имеет П-образную конфигурацию, а для усиления ее жесткости в ее верхней и нижней частях имеются специальные ребра. На ее задней стороне установлен приводной электродвигатель агрегата, а на передней – кнопка, которая управляет его реверсивными включениями. Аналогичную конструкцию имеет и задняя тумба ТВ-6, на ней монтируется щиток с электрооборудованием.
Задняя бабка, в которой имеется посадочное отверстие под конус Морзе №2, включает в себя следующие элементы:
- основание;
- корпус узла;
- соединительные винты;
- пиноль;
- винт-шпонку;
- маховик для управления перемещением пиноли;
- рукоятки для фиксации пиноли и самой задней бабки.
Конструкция задней бабки позволяет перемещать пиноль на расстояние до 65 мм.
Станина устройства, за счет которой все его конструктивные узлы соединяются и поддерживаются в заданном положении, имеет коробчатую конструкцию с несколькими окнами. На станине расположены две призматические направляющие, по одной из которой (передней) перемещается каретка, а по второй (задней) – задняя бабка агрегата. Несущими элементами самой станины, в передней части которой крепится рейка с ходовым винтом, являются две тумбы.






Важнейшим механизмом токарного станка ТВ-6 является его фартук, в котором необходимо выделить следующие элементы:
- четыре шестерни (две червячные и две реечные);
- управляющие рукоятки;
- маховик для управления ручной подачей;
- маточная гайка;
- ходовой валик, отвечающий за продольную подачу суппорта;
- вал.

Суппорт станка
Суппорт токарно-винторезного станка ТВ-6 скомпонован из четырех кареток. Данный узел оборудования отвечает за фиксацию режущего инструмента и его перемещение в процессе обработки металла. Резцедержатель, в котором и фиксируется рабочий инструмент, располагается на каретке №4, она способна перемещаться по направляющим каретки №3 только в продольном направлении. Поворотной является каретка №3, которая крепится на второй каретке. Каретка №2 крепится на каретке №1, она способна двигаться по ее направляющим в поперечном направлении. Каретка №1 передвигается по направляющим станины – в продольном направлении.
Для того чтобы передать вращение от коробки скоростей агрегата элементам коробки подач, используется передаточный механизм, называемый также гитарой. Основным конструктивным элементом гитары является кронштейн, на котором монтируются шестерни. Сменные шестерни для станка ТВ-6 не предусмотрены, поэтому передаточное число, которое обеспечивает гитара, является постоянным и составляет ¼.

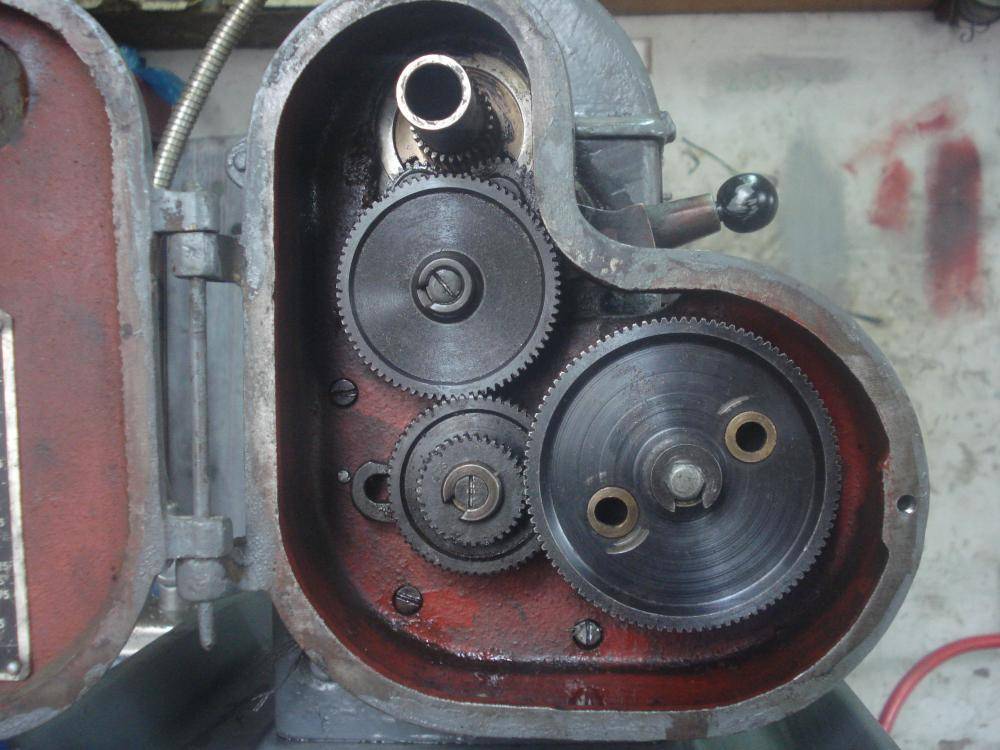
Коробка скоростей станка ТВ-6
Как приобрести «Догнать и перегнать»?
ДИП-300 уже давно не производится. Новую модель купить сложно, доступны только бывшие в употреблении. Однако больше, чем за полстолетия, подобных станков было выпущено множество. Многие из них сохранились в отличном техническом состоянии, по другим был проведен капитальный ремонт. Благодаря простоте и надежности, восстановить такой агрегат достаточно просто, хотя и затратно.
Цена – первый показатель состояния ДИП-300. Стоимость работоспособной модификации начинается от 180 тысяч рублей. Всё, что стоит меньше этой суммы, либо находится в плохом состоянии, либо не функционирует и требует ремонта.
Преимуществом можно назвать то, что запчастей для станка на рынке очень много. К агрегату ДИП-300 подходят детали от последующих модификаций, а также от современных станков, которые выпускаются сегодня.
Если есть необходимые знания, навыки и соответствующее оборудование, выгоднее даже купить ДИП-300 под восстановление.
При покупке ДИП-300 обратите внимание на:
— состояние патрона, особенно кулачков, на надежность зажима;
— работоспособность системы смазки;
— состояние направляющих, влияющих на точность работы;
— вращение шпинделя, отсутствие биения.
Найти для покупки легко через интернет, в котором множество площадок по продаже б/у агрегатов. Самая популярная из них – Avito, сайт бесплатных объявлений. Цена зависит от даты его производства, технического состояния и износа узлов, а также от конкретной модификации. Новые модели, например, 1М63М или 1М63Н, обладают большими возможностями и стоят дороже.
Серия токарно-винторезных станков ДИП производилась на Рязанском станкостроительном заводе начиная с 1956 года. Данная линейка состоит и множества модификаций оборудования ДИП-200, 300 и 500, о которых мы поговорив в данной статье.
В материале будут рассмотрены конструктивные особенности и технические характеристики оборудования, его функциональные возможности, преимущества и недостатки, а также представлены соответствующие схемы и чертежи.





