

Самодельный гидравлический трубогиб
Гидравлические трубогибы имеют немало преимуществ по сравнению с ручными приспособлениями, но все они обуславливаются сложностью конструкции. Поскольку гидравлическое оборудование отличается сложностью, то и хлопот с его самостоятельной сборкой будет гораздо больше. Для сборки такого трубогиба потребуется прочная основа, п-образная металлическая деталь, вал, шкив, цепь и гидравлический шток.

Изготовление гидравлического самодельного трубогиба выглядит так:
- Первым делом нужно установить вал на основе;
- К одному торцу вала крепится шкив, а ко второму – цепь, после чего можно устанавливать следующий вал и соединять его цепью с первым;
- В нижней части конструкции нужно вырезать проем для движения штока;
- Далее устанавливается третий ролик, который и является основным элементом, изгибающим трубы;
- Вал третьего ролика устанавливается в пазах основы.
Как работает трубогиб для профильной трубы?
Трубогибочные станки загибают детали, а профилегибы (или вальцы для профильной трубы) – деформируют заготовки, прокатывая их. У всех устройств данного вида (как профессиональных, так и сконструированных самостоятельно) принцип работы практически одинаковый.
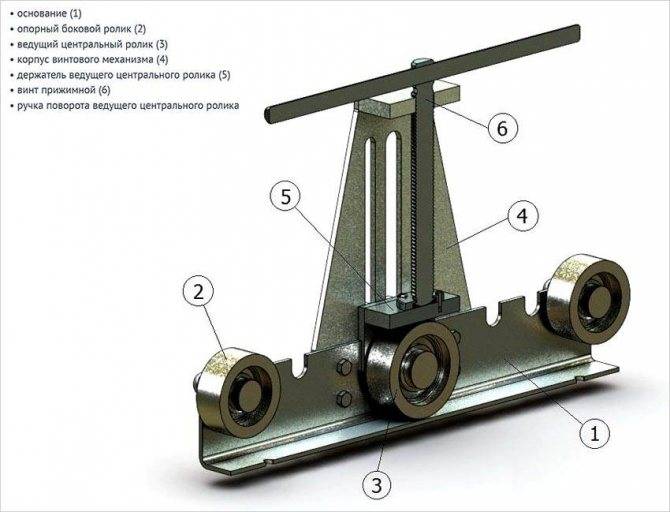
Схема простейшего профилегиба
Чертеж вальцев для профильной трубы
Перед началом работы с деталью нужно удалить смазку с устройства сухой тряпкой и запустить его вхолостую примерно на полчаса. Это необходимо для обнаружения погрешностей и поломок перед началом работы. При обнаружении неисправностей с деталью в устройстве, устранить их будет гораздо сложнее.
Важно! Не забудьте заземлить и проверить все соединения (электрические и механические) перед началом работы. Теперь займемся настройкой валов для трубогиба профильной трубы (купить или заказать в мастерской которые не составит труда и не отнимет много денег при самостоятельном изготовлении устройства):
Теперь займемся настройкой валов для трубогиба профильной трубы (купить или заказать в мастерской которые не составит труда и не отнимет много денег при самостоятельном изготовлении устройства):
- Откручиваются гайки валиков (опорного и прижимного).
- Устанавливаются и фиксируются ролики для профилегиба (покупку которых при самостоятельном изготовлении прибора, можно осуществить в любом профильном магазине).
- Поднимается прижимной валик.
- Очищается и фиксируется заготовка (при помощи специальных болтов).
Далее происходит деформация детали при помощи ее прокатывания между валами, поэтому для регулировки достаточно двигать вверх или вниз верхний вал. Причем в ручном устройстве это происходит путем поднятия рычага, в электрическом – при помощи электропривода.
Простой в использовании ручной профилегибочный станок

Современное электромеханическое устройство
Подготовка к изготовлению станка

Давайте разберем вариант изготовления трубогибочного станка своими руками.
Во-первых, необходимо определиться, каких будет размеров станок, то есть будет ли он использоваться стационарно, в каком-то помещении, либо он будет мобильный, чтобы его можно было перемещать и производить работы по изгибу труб в удобном месте.
Во-вторых, необходимо приготовить чертеж, по которому затем будет проводиться сборка станка для изготовления гнутой трубы. Это можно сделать самостоятельно или найти в интернете. Далее в этой статье мы предложим готовые варианты схем станка средних размеров, которые детально разберем по его конструкции.
Трубогиб должен иметь мощное основание, на которое затем крепятся все остальные детали, механизмы и прочая оснастка, участвующая в работах по изгибу трубы. Это основание лучше делать из листового металла толщиной 16-20 мм.
Приспособления для изгиба труб могут иметь различный привод, а именно: ручной, электрический, гидравлический, пневматический либо гибридный.
Вальцовочный станок для изгибания труб и пластин из подручных средств как сделать самостоятельно
Если предстоит изогнуть не один десяток труб большого диаметра, тогда следует изготовить более серьезное приспособление. Для этого понадобятся не только расходные материалы, но и сварочный аппарат. Вальцовочные станки пользуются популярностью, что связано с их достоинствами:
- Возможность изогнуть трубки и профиль разного диаметра, толщины и размера
- Предварительное установление радиуса или угла изгиба
- Отсутствие необходимости выполнять работу вручную, так как процесс происходит автоматически, а человеку необходимо только вращать рукоятку, посредством которой происходит перемещение материала
- Компактность — станки такого типа являются мобильными, и не требуют много места для их хранения
Рассмотрим простейший вариант изготовления трубогиба из подручных средств по предварительно подготовленному чертежу. Для изготовления оснастки понадобятся такие материалы:
- Швеллер размером 50х100 мм и длиной 1 метр
- Труба диаметром 80 мм и длиной до 50 см
- Винтовой домкрат. Если есть масляный домкрат, то можно его использовать
- Подшипники в количестве 6 штук, из которых изготавливаются прокаточные ролики
- Трубки диаметром, равным размеру внутренней обоймы подшипников. Из нее будут изготавливаться прокаточные ролики
- Уголки для закрепления прокаточных элементов
- Расходные материалы — стальные пластины, болты с гайками стальные и прочее
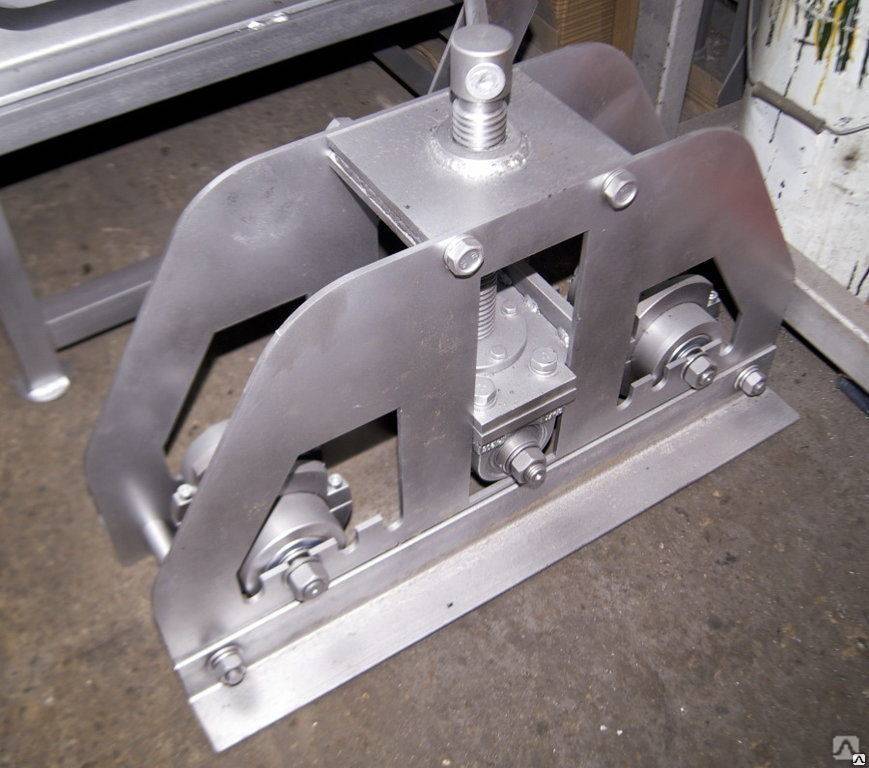
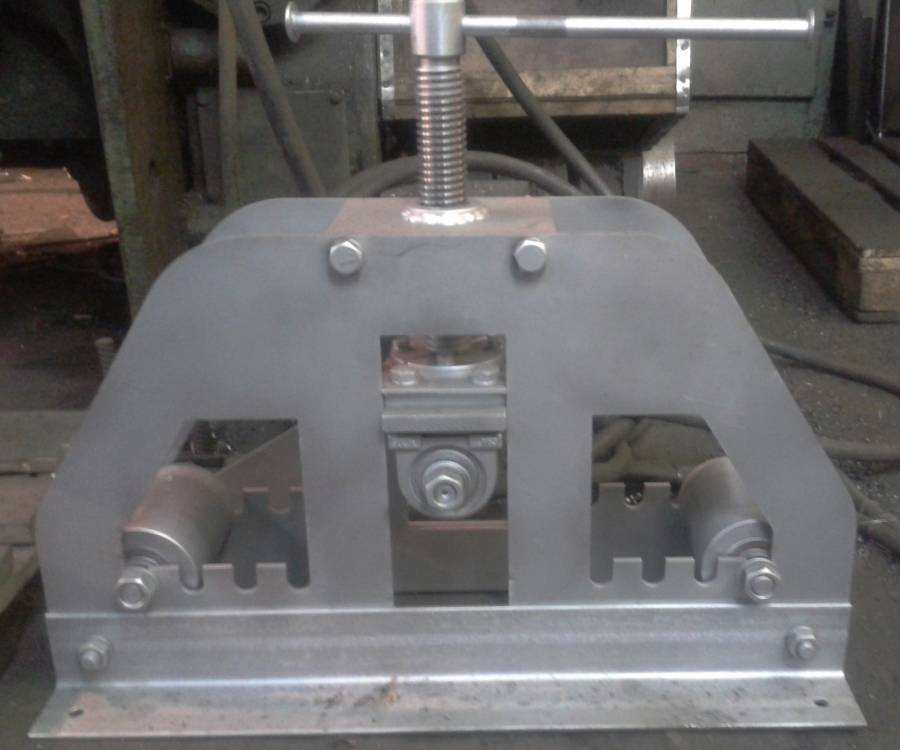
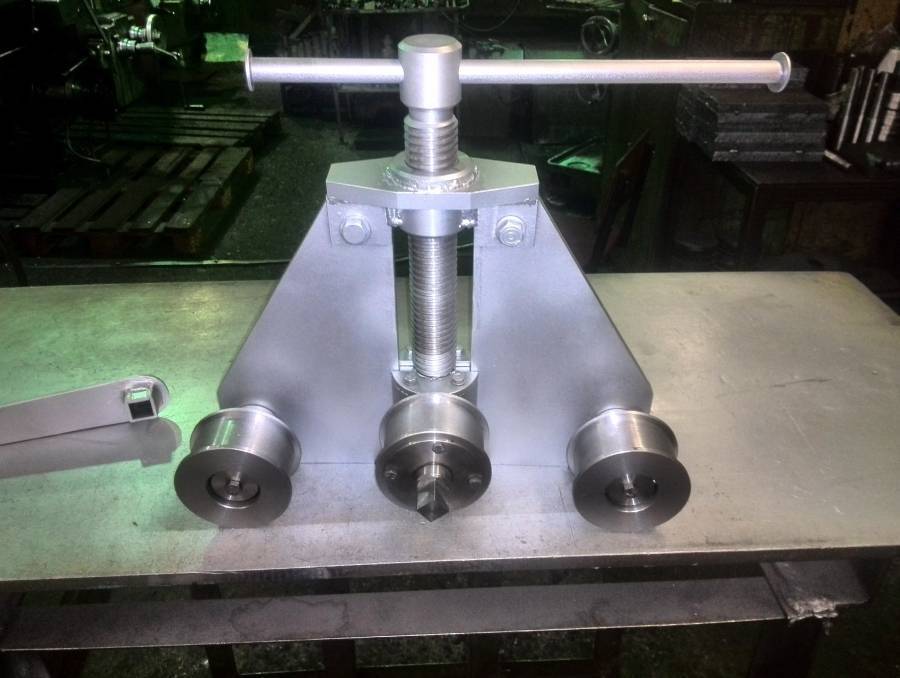
Предварительно следует начертить схему, по которой будет собираться установка. Ниже приведено фото готовой установки, по образцу которой можно сделать трубогиб.
Процесс изготовления вальцовочного трубогиба из подручных средств имеет следующий вид:
- Из швеллера длиной 500 мм изготавливается основание. К основанию необходимо приварить два отрезка трубок по 200 мм на расстоянии друг от друга 15 см
- Сверху необходимо приварить отрезок швеллера длиной 250 мм
- Изготовить из подшипников ролики, соединив их между собой трубками
- Изготовленные ролики следует расположить на верхней части швеллера в разных плоскостях. Для закрепления элементов на швеллере, необходимо воспользоваться уголками, приварив их к наружной поверхности швеллера
- Расстояние между осями крайнего и среднего ролика составляет 20-25 см
- На следующем этапе следует изготовить подвижную станину, которая будет приводиться в действие посредством резьбового домкрата
- Нижняя ножка домкрата приваривается к нижней станине, а верхняя часть со швеллером, на которой следует расположить третий ролик из подшипников и трубки. Соединить подвижную часть с неподвижной, следует посредством болтов с гайками, предварительно просверлив отверстия
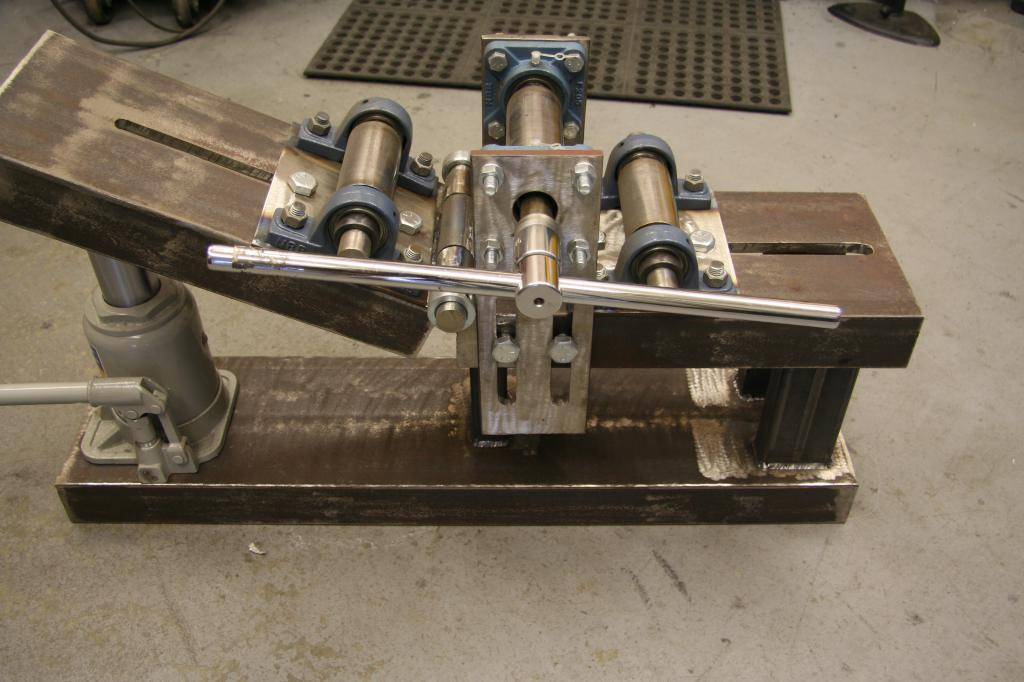
- Соединив подвижную станину с неподвижной, получается конструкция, как показано на фото ниже
- Заключительный штрих — изготовление рукоятки (можно использовать педаль от велосипеда), посредством которой в действие приводится средний ролик. При вращении рукоятки приводится в движение закрепленная оснастка или швеллер
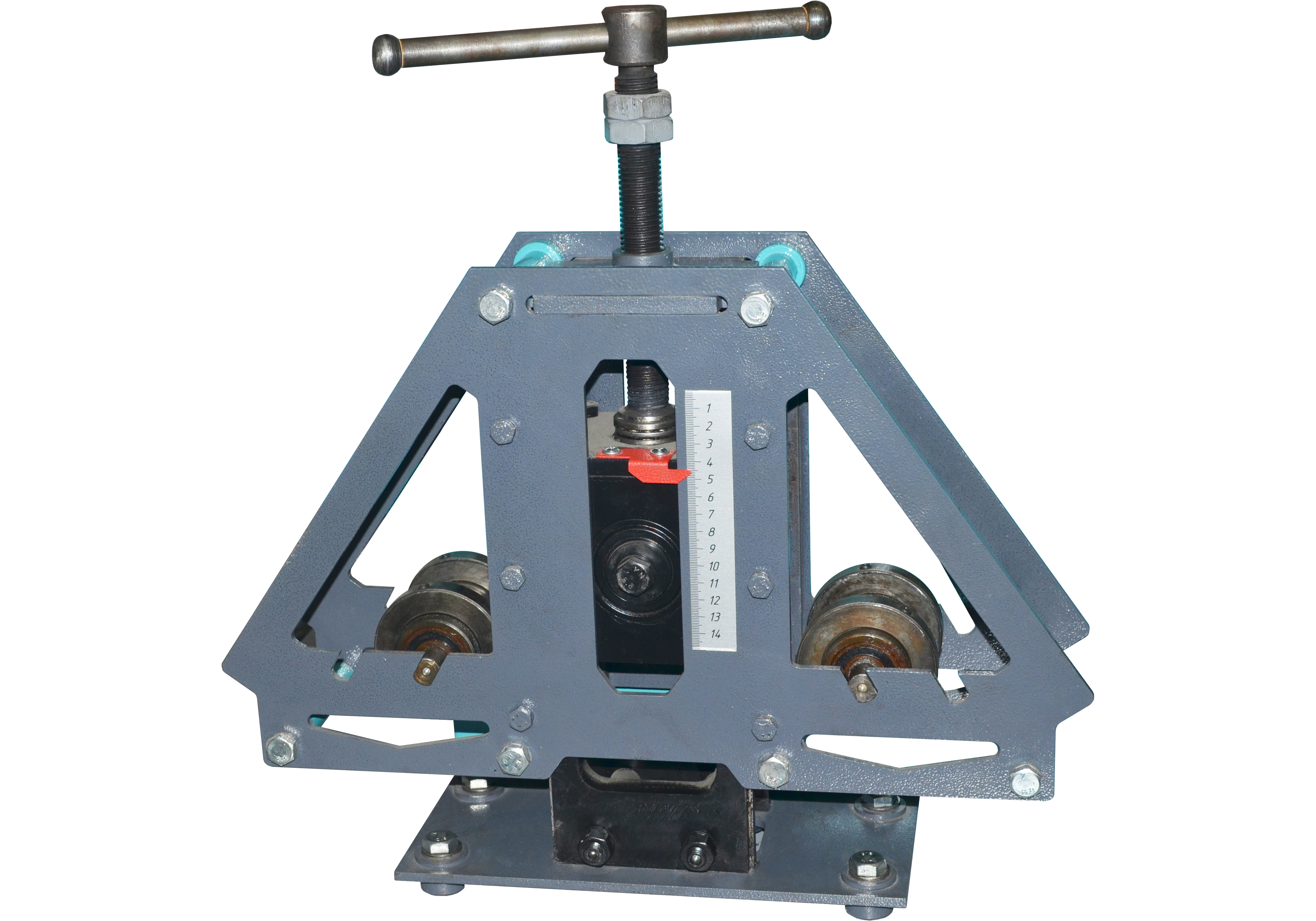
Домкратом регулируется угол изгиба, а посредством рукояти приводится в действие труба. Для размеренной регулировки приспособление можно дополнить стальной линейкой, по которой можно ориентироваться на величину изгиба. В итоге получается удобный станок для сгиба профилей, пластин и арматуры, фото которого показано на схеме ниже.
Вместо рукоятки можно подключить электродвигатель через редуктор, что позволит увеличить скорость изгибания труб, что актуально, например, когда изготавливается теплица или арка. Видео материал, который представлен ниже, поможет изготовить трубогиб в домашних условиях с минимальными затратами времени и сил.
https://youtube.com/watch?v=wxTnQp0UZKc%3F
Разновидности трубогибов
Эти механизмы предназначены для сгибания различного проката, труб и прутков без разрушения их структуры в поперечном сечении.
Принцип работы:
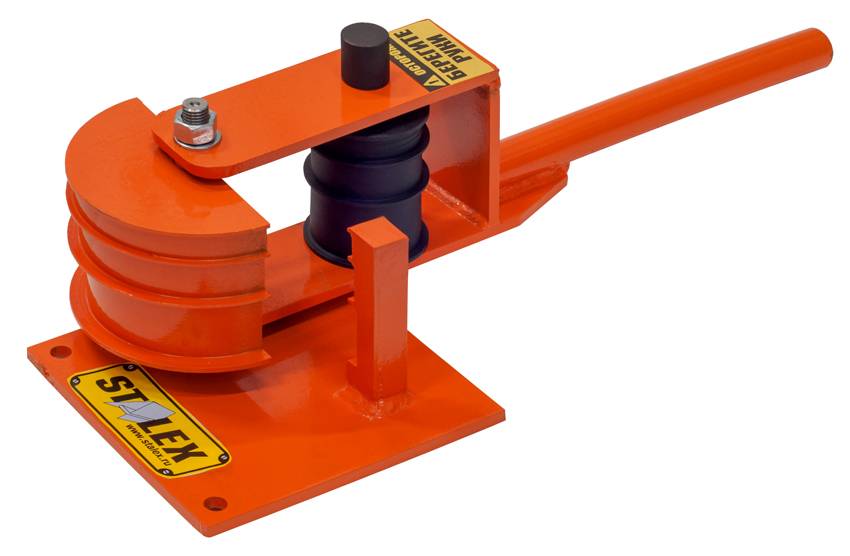
Механические ручные. Предназначены для деформации различных профилей небольших размеров, преимущественно из мягких металлов.
Гидравлические. В основном арбалетного типа, используются для придания рызличным профилям криволинейной формы в конкретном месте.
С храповым механизмом. Используется физическая энергия человека и при этом. достигается фиксация величины изгиба после каждого движения рычага.







С электрическим приводом. Облегчает работу, но финансовые затраты значительно выше.
Как сделать самостоятельно станок для гибки труб
Чтобы сделать станок для гибки профильной трубы своими руками необходимо помнить о тому, что конечное изделие должно отличаться предельной простотой и выполняло свою функцию.
1-й способ
Чтобы сделать и пользоваться гибочным станком для профильной трубы необходимо подготовить два куска швеллера, два обрезка пальцев, являющихся частью гусениц трактора, и четыре уголка.
Чтобы согнуть заготовку понадобится домкрат, способный развивать усилие в 5 тонн и более. При этом потребуется его модернизация за счет установки на выдвижном штоке стальной платформы, для изготовления которой можно использовать выработанный шкив, имеющей ширину «ручейка» сопоставимую с профилем трубы. В данном случае обустройство гидравлического привода предполагает отрезание половины шкива и высверливание в нем посадочного места под шток домкрата.
Станина будущего станка собирается из уголков, закрепленных на стальной плите посредством сварки. Всего используется четыре уголка, имеющих полку от 60 до 80 мм, на верхних концах которых фиксируют с помощью сварки два швеллера. Для регулировки угла загиба предусматривается необходимость наличия симметричных отверстий в стенках швеллеров, которые требуется высверлить.
Чтобы привести готовый станок в исходное для работы положение, достаточно:
- в полученные в швеллерах отверстия вставить оси (пальцы) и закрепить на них ролики в качестве упоров для заготовки;
- поднять платформу домкрата до того уровня, чтобы в образовавшийся промежуток могла пройти заготовка;
- установить заготовку в станок для профильной трубы и создать требуемый изгиб с помощью домкрата, используя его функциональность.
2-й способ
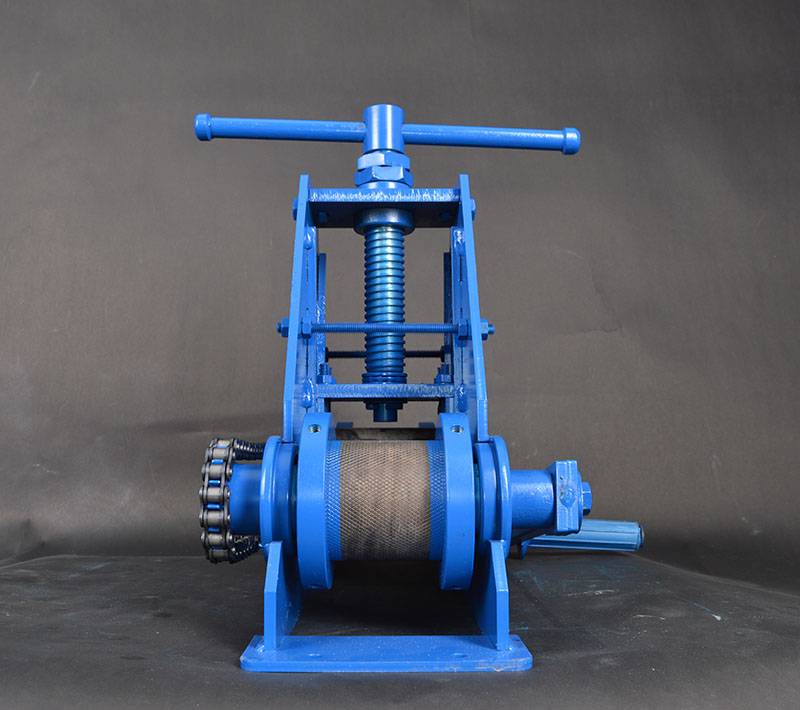
Самодельный трубогиб для профильной трубы на основе проката подразумевает, что заготовка будет уложена на боковые ролики, а сверху прижата третьим. После фиксации трубы в этом положении останется только привести посредством цепной передачи в движение валы для достижения нужного изгиба.
Чтобы сделать станок для прокатки профильной трубы потребуется:
- изготовить ролики и обоймы для размещения подшипников, что может быть достигнуто за счет обращения к услугам профессионального токаря. Всего конструкцией создаваемого устройство предусмотрено наличие трех валов, где один крепится на пружинах, а другие фиксируются в боковинах рамы;
- подготовить полку. Для этого понадобится швеллер (50 мм), из которого надо будет собрать прямоугольник 100 на 30 см. Затем в собранной полке следует проделать отверстия под валы и нарезать резьбу, необходимую для реализации возможности изменять силу воздействия прижимного вала;
- посредством сварки собрать конструкцию из имеющихся деталей;
- полку подвесить на пружины, а боковые валы соединить цепью посредством звездочек, приварив на один из валов рукоятку;
- установить домкрат таким образом, чтобы его использование позволяло изменять силу прижатия.
Внимание! Проблематично изготовить функциональный прокаточный трубогиб без соответствующих расчетов и чертежей. При этом не все обладают необходимыми для этого знаниями, поэтому лучше всего воспользоваться готовой документацией.
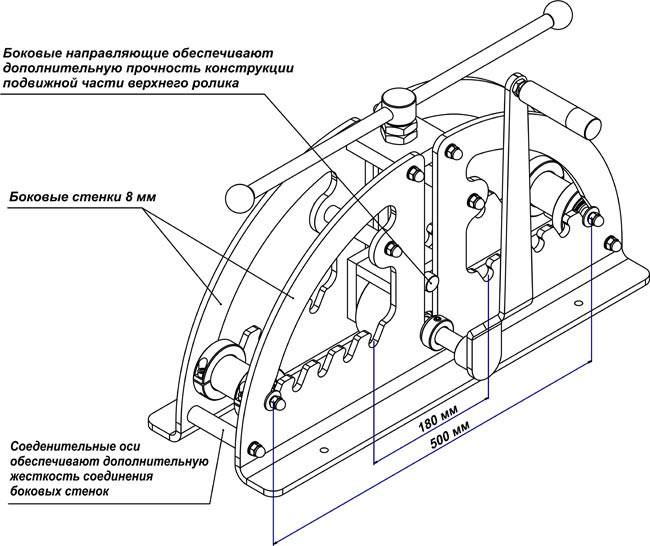
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями
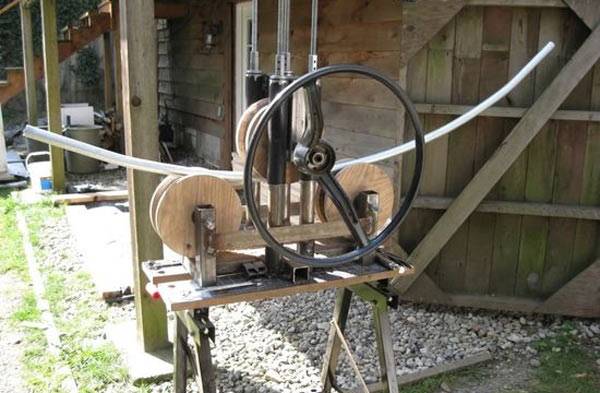
Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями. Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции.
Чтобы собрать стационарное устройство, востребованное для изгиба труб, необходимо сделать следующее:
- смонтировать металлический каркас, соединив его элементы с помощью болтов и сварки;
- установить оси и валы на них в соответствии с имеющимся чертежом, соблюдая уровни размещения: два выше третьего;
- собрать цепную передачу, используемую для приведения станка в действие, для чего понадобится не только цепь, которую можно позаимствовать, например, со старого мотоцикла, но и три шестерни;
- закрепить на одном из валов ручку.
Шаблонный тип станка
Самый простой станок шаблонного типа часто изготавливают из такого мягкого материала, как дерево. При постройке такого станка нужно понимать, что на нем можно будет работать только с тонкостенными трубами. Диаметр должен быть меньше толщины шаблона, который изготавливается из дерева.
Упростить конструкцию такого станка можно заменив деревянный шаблон на крюки. Крюки выполняются из металла и располагаются по заданному радиусу. Плюс такого станка в том, что смену радиуса сгиба можно произвести, просто перекрутив крюки на другой необходимый радиус. Таким образом, получается, что станок с крюками будет более гибким в работе.
Как устроен трубогиб?
Конкретная конструкция приспособления зависит, прежде всего, от его предназначения, однако в обязательном порядке трубогиб включает в себя:
раму; пару трубных упоров; гидроцилиндр; планки (верхняя/нижняя).
Заметим также, что рама может быть как открытой, так и закрытой. Что касается гидроцилиндра, то он – это главная часть приспособления, которая выполняет силовую функцию.
Также в схеме трубогиба своими руками присутствует нагнетательное устройство, которое размещается на тыльной части корпуса; в этом же месте располагается винт перепускного клапана, рукоятка. А вот сверху цилиндра имеется пробка, посредством которой внутрь заливается масло и проверяется его уровень. Размещенная внизу планка агрегата накручивается на резьбу, находящуюся спереди корпуса, а затем прижимается специальной фиксирующей гайкой. Дополнительно планка крепится замком и парой винтов.

Для ручного усиления применяется выдвижной шток, возвращающийся назад благодаря пружине, которая располагается в цилиндре. Планки трубогиба выполнены как сварная конструкция. На поперечных пластинах имеются отверстия, посредством которых устанавливаются упоры. В нижней части корпуса есть еще резьбовые отверстия для установочных болтов, регулируемые по высоте.
Рассматривая трубогиб своими руками, нельзя не отметить тот факт, что профильные трубы с тонкими стенками пользуются в последние годы все большей популярностью, более того, они дают возможность создавать долговечные и привлекательные конструкции, а также экономить на строительных работах. Именно из таких труб сегодня делают теплицы, различные навесы. Чем же отличается профильная труба от обыкновенной? Прежде всего, поперечным сечением, которое в данном случае не круглое, а овальное, прямоугольное либо квадратное. Именно этим и объясняются конструктивные особенности трубогиба для данного типа труб – ролики должны быть такого же сечения, что и сгибаемые изделия, в противном случае сечение последних может быть деформировано.
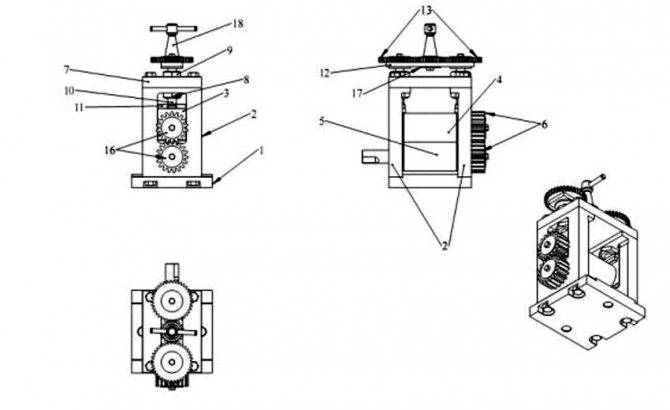
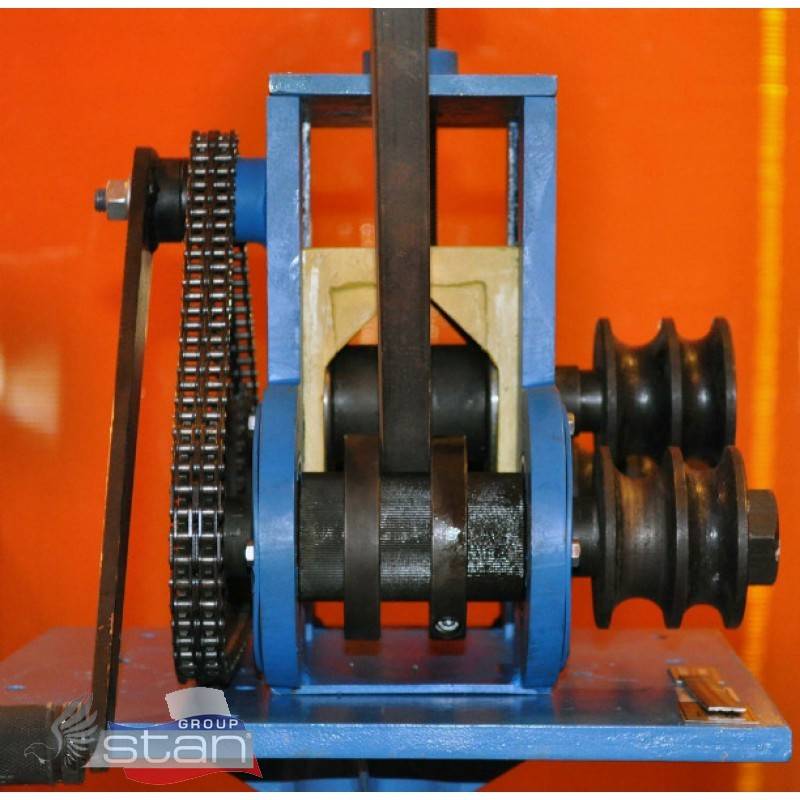
Еще одна конструкция гибочного станка
Для начала рекомендуем ознакомиться с чертежами данной конструкции, которые представлены ниже.
Здесь, как видите, ролик прижимается посредством резьбовой передачи. В данном примере будет применяться гидравлический домкрат и ручной привод, в котором будут присутствовать элементы газораспределительного механизма (речь идет о тех, что в автомобильных двигателях). И еще один момент: не забывайте о личной безопасности! Всегда пользуйтесь при работе средствами индивидуальной защиты!








Теперь – непосредственно к процессу изготовления трубогиба своими руками
Шаг первый. Для начала сделайте нажимной вал и опорные валы. Если не умеете работать с токарным станком, то потребуется помощь профессионала
При этом важно, чтобы ролики имели хвостовики, необходимые для монтажа звездочек
Шаг второй. Прикрепите к валам подшипниковые опоры, закрепите шестерни на шпонки.
Шаг третий. Сварите каркас будущего станка трубогиба. Прежде всего, изготовьте квадратную раму, на которой имеются опорные ножки, после чего установите на нее конструкцию, посредством которой будет двигаться плита с роликом.
Шаг четвертый. Плитой в данном случае послужит швеллер (Н- или П-образный). Чтобы установить нажимной вал, проделайте на краях плиты отверстия с учетом габаритов подшипниковых опор.
Шаг пятый. Кусок швеллера с роликом подвесьте на четырех пружинах сверху каркаса (по углам предварительно приварите гайки, которые послужат вам в роли монтажных петель). Затем установите, наконец, гидравлический домкрат.
Шаг шестой. На нижней раме зафиксируйте приводные валы.
Шаг седьмой. Наденьте на звездочки цепь, надавите на нее внизу, дабы определить место, где будет располагаться натяжитель. Установите последний на станине конструкции.
Шаг восьмой. Установите ручку, чтобы вращать валы конструкции. Рекомендуем использовать ручку с вращающейся трубкой, чтобы работать было легче, а на руках не было мозолей.
Шаг девятый. Готовый трубогиб своими руками можете обработать специальным преобразователем ржавчины, после чего покрасить.
В конце остается только проверить полученную конструкцию на предмет работоспособности. На этом все, надеемся, что вы, следуя нашим инструкциям, обязательно получите желаемый результат! И в конце – еще один тематический видеоматериал.
Удачи в работе!
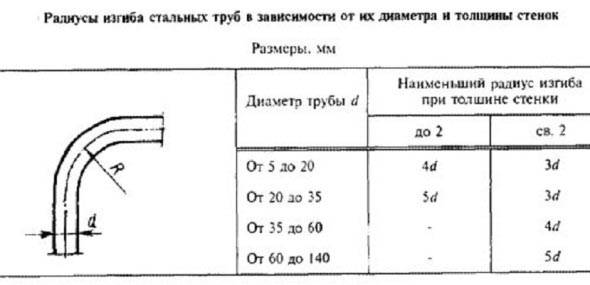
Гибка труб в холодном состоянии
Трубы небольших диаметров (до 40 мм) с большими радиусами кривизны можно гнуть в холодном состоянии, применяя простые ручные приспособления с неподвижной оправкой (рис. 156). Гибочная оправка 4 крепится к верстаку 1 с двух сторон скобами 2. Трубу для гибки вставляют между гибочной оправкой и хомутиком 3, нажимают руками и гнут ее по желобообразному углублению гибочной оправки.
Рис. 156. Гибка трубы в холодном состоянии на ручном приспособлении с неподвижной оправкой
Приспособление для гибки труб диаметром до 20 мм в холодном состоянии (рис. 157) состоит из плиты 4, гибочного ролика 3, нажимного ролика 7, рукоятки 6. упора 2, зажимного устройства 5. Приспособление крепится в слесарных тисках 1. При повороте рукоятки подвижной ролик давит на трубу и огибает ее по гибочному ролику до тех пор, пока ее конец не упрется в упор, после чего труба изгибается на участке, находящемся между гибочным роликом и упором, в результате получается труба с двумя изгибами.
Гибкие материалы: Виды гибких подводок и сроки эксплуатации
Рис. 157. Ручное приспособление для гибки труб диаметром до 20 мм в холодном состоянии







Основную гибочную оправку 9 и гибочные прижимные оправки 7 и 8 изготовляют с профилем, соответствующим профилю изгибаемой трубы, или с корректированным профилем в целях получения наименьшей деформации поперечного сечения трубы. В трубу вставляют оправку с пальцем (дорном), после чего закладывают ее между основной гибочной оправкой и гибочными прижимными оправками.
Вращением рукояток 4 и 5 трубу закрепляют перед гибкой. При гибке трубы рукоятку основной гибочной оправки вращают плавно, без рывков. Наружный диаметр дорна должен быть равным внутреннему диаметру трубы; перед работой дорн смазывают машинным маслом; находясь все время в месте изгиба, он предохраняет трубу от овальности и складок.
Рис. 158. Ручной трубогибочный станок для гибки труб диаметром от 10 до 24 мм
На трубогибочном ручном станке (рис. 159, а) гнут трубы диаметром до 50 мм с толщиной стенок 1 — 1,5 мм. На станине 1 укреплены упор 2 цилиндрической оправки, цилиндрическая оправка с пальцем 3, прижимная оправка 4, гибочный ролик. 5. Вращение гибочного ролика осуществляется рукояткой 6. Перед гибкой трубу надевают на цилиндрическую оправку с пальцем (дорном) и помещают ее между прижимом и гибочным роликом.
В процессе гибки трубы рукоятку вращают плавно и без рывков. В механических трубогибочных станках вместо цилиндрического дорна часто применяют цилиндрические оправки с одним или тремя шариками (рис. 159, б, б). При изгибе шарик все время остается в месте изгиба (рис. 159, г), препятствуя образованию складок на трубе.
Рис. 159. Работа на трубогибочном станке, позволяющем гнуть трубы диаметром до 50 мм при использовании оправок: а — момент гибки, б — оправка с одним шариком, в — оправка с тремя шариками, г — положение шарика в момент гибки
Гибку труб в кольцо осуществляют на трехроликовых гибочных станках. На рис. 160 изображен момент гибки на трехроликовом станке в кольцо труб диаметром до 25 мм без наполнителя. Для гибки предварительно производят наладку станка. Наладка верхнего ролика 5 относительно двух нижних роликов 1 и 2 осуществляется вращением рукоятки 4.
Рис. 160. Гибка трубы в кольцо на трехроликовом гибочном станке
Трубу в кольцо изгибают на трехроликовом станке в несколько переходов. После каждого перехода трубе придается форма, все более приближающаяся к форме кольца.
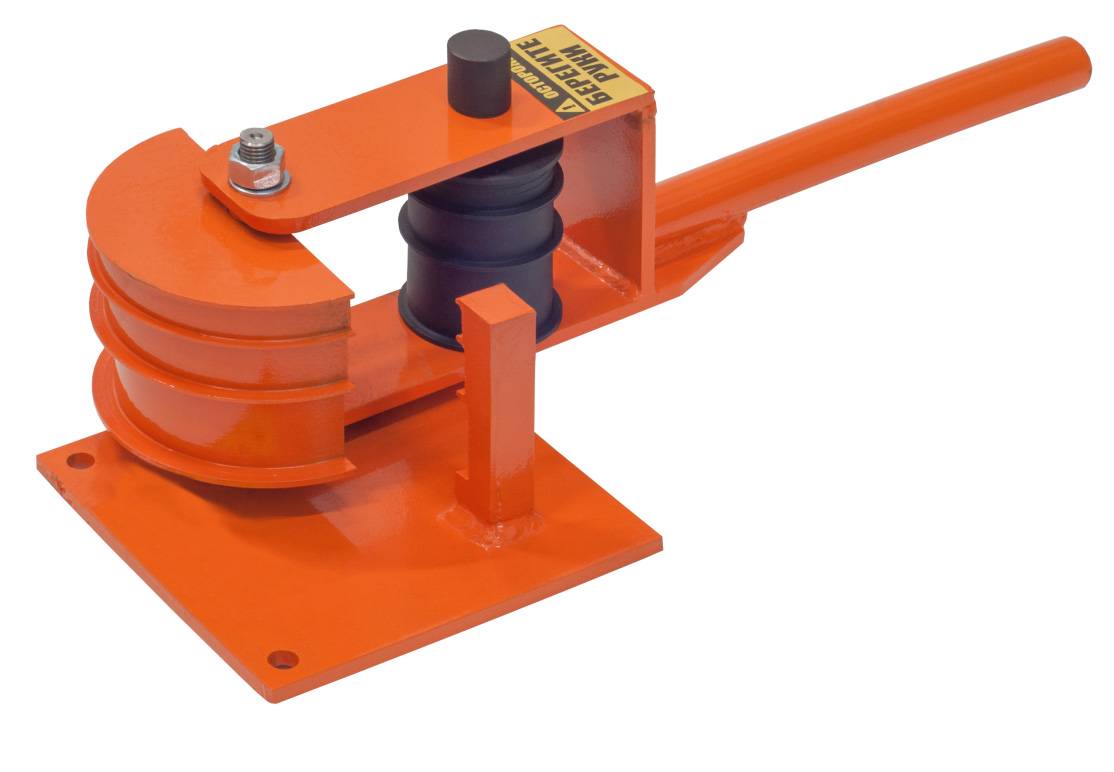
Простейший шаблонный трубогиб ручной
Привод — ручной. Материал — дерево. Способ — обкатка. Если стальная труба тонкостенная с небольшим диаметром, то прижимной ролик можно не использовать, а гнуть трубу «голыми» руками.
Из дерева изготавливают шаблон. Толщина шаблона должна быть больше диаметра трубы, а форма соответствовать необходимому радиусу изгиба. Лучше, если она буде профилирована в торце, чтобы обеспечить необходимый профиль можно даже использовать две доски по высоте со скошенной во внутрь линией распила.
Шаблон крепят к неподвижному основанию, прикладывают трубу и с одного бока (для правши слева) прикручивают к основанию упор.
Если рычаг недостаточен, то его можно увеличить куском арматуры. Гнуть надо медленно, следя за тем, чтобы труба не соскочила с шаблона.
В отличие от фабричных механизмов этот «примитивный» способ позволяет быстро и без существенных затрат сделать приспособление трубогиба с большим диаметром изгиба трубы. На основании чертят линию изгиба, монтируют по этой линии шаблон из нескольких сегментов. Дальше по стандарту — упор, труба, рычаг.
Есть варианты, когда в таких случаях используют «разборную» модель — на вертикальной деревянной основе вместо шаблона по окружности крепят точечные упоры (лучше стальные крюки с диаметром под трубу).
После использования крюки снимают. Их можно всегда переустановить с новыми размерами.
Это были простейшие стационарные модели с шаблоном. Более сложные используют классическую схему с прижимным роликом.





