

Способы
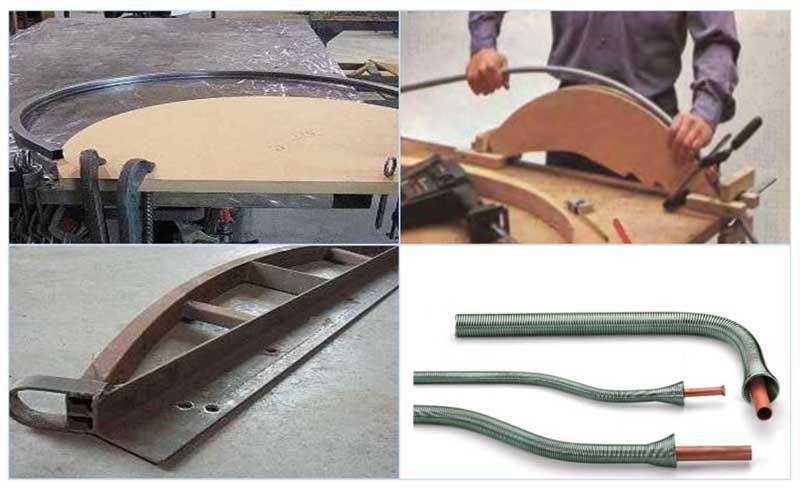
Согнуть профиль 40×20 или 20×20 в домашних условиях особого труда не составит. Для этого подойдут все способы, перечисленные ниже. Узкие профтрубы (менее 20*20), особенно тонкостенные, гнутся с помощью примитивного захвата или даже на любой криволинейной и гладкой поверхности.
Болгаркой
Болгарка (или углошлифовальный ручной электростанок с отрезным диском по металлу) позволяет согнуть профильную трубу своими руками, используя пропилы. Они отстоят на равном расстоянии друг от друга, когда их более двух. Один пропил позволит сделать лишь резкий, прямоугольный изгиб. Чем больше пропилов – тем плавнее изгиб. Он примет вид правильной ломаной. Пропилы нужны, чтобы лишний металл с внутренней стороны не образовывал складки, придающие трубе неприглядный вид.
Величина угла каждого пропила определяется общим гибочным углом, делённым на количество выпиленных зазоров. Чтобы профтруба приняла аккуратный вид, и внутрь не затекала дождевая вода, пропилы должны быть с острым углом у наружной стенки трубы, а не прямоугольными. Например, арочная труба, имеющая угол сгиба в 180 градусов, при 20 пропилах требует угол для каждого из них в 9 градусов. Добиться этого можно лишь на крупногабаритном профиле и при использовании более тонких дисков – либо делать пропилы ножовкой по металлу, а не болгаркой.
Разогревать для этого профтрубу незачем. Пропилы размечаются и выполняются в соответствии с радиусом изгиба, запрашиваемого заказчиком. При этом одна из стенок – наружная остаётся целой, что позволит конструкции не развалиться, но труба теряет прочность. Для обретения профтрубой исходной прочности получившиеся стыки провариваются с помощью сварки.
Данный метод относят к холодному гнутью трубы. Термообработка (сваривание) осуществляются уже после сгибания – а не до него, как это происходит в случаях, описанных ниже. Недостаток – ребристая наружная и внутренняя поверхности сгиба, что исключает плотный контакт с криволинейными конструкциями, например, при накладывании композитных или пластиковых кровельных листов поверх каркаса, собранного из таких труб.
Заполняем песком
Перед тем как прогреть трубу, её заполняют песком. Сила упругости, которой обладает песок, позволит профилю не смяться. Внутренняя сторона сгиба останется гладкой. Чтобы согнуть трубу таким образом, сделайте следующее.
- Закройте концы трубы деревянными заглушками, в которых прорезаны продольные отверстия. Последние нужны, чтобы нагреваемый воздух выходил из трубы, заглушки не выбило. Длина заглушек в 10 раз больше ширины профиля.
- Прокалите участок трубы, на котором она согнётся.
- Насыпьте в трубу песок со средней зернистостью. Предпочтительно использовать просеянный и хорошо вымытый песок, предварительно прокалённый до 150 градусов.
- Проверьте, что труба хорошо закрыта, и отметьте участок трубы, подвергаемый сгибанию.
- Зафиксируйте трубу в тисках на верстаке.
- Нагрейте трубу до вишнёво-красного цвета и согните её в отмеченном месте.
- После остывания трубы удалите заглушки и высыпьте песок.
Согнутая дугой труба готова к дальнейшей работе.
С помощью пружины
Если под рукой песка не оказалось, доступа к нему нет – воспользуйтесь квадратной пружиной, витки которой расположены плотно. Пружина предотвратит деформацию и неравномерное изменение толщины стенок трубы, поможет сохранить ей форму.
Посредством воды
Сгибание с помощью воды впору назвать «ледяным гибом». Закройте один конец плотной заглушкой, налейте воду, закройте второй конец и дождитесь морозного дня. Когда вода замёрзнет и расширится, согнуть её будет намного легче, чем в обычных домашних условиях. Изгиб при этом выйдет ровным, без сморщивания и разрывов. Недостаток такого способа – слишком короткую трубу согнуть не удастся, а стальная труба (если она не из нержавейки) может покрыться ржавчиной изнутри, потеряв при этом значительную часть прочности.
Как сделать трубогиб самостоятельно
В некоторых случаях можно обойтись без приобретения ручного профилегиба. Данное устройство можно смастерить самостоятельно. Оно подойдет для обработки трубных изделий малых диаметров, например, для каркаса беседок или теплиц.
бетонного блокастальных штыков
Для трубных конструкций диаметром свыше 2,5 см необходимо создать профилегиб с применением роликов. Их закрепляют на основании бетона. Величина радиуса боковых граней роликов должна быть равна радиусу изгибаемой трубы. Профтруба, размещенная между колесиками, закрепляется на одном конце. Другим концом ее прикрепляют к лебедке, которая приводится в действие и придает трубе необходимый изгиб.
При создании самодельных трубогибов для профильной трубы необходимо учитывать следующие параметры:
- Расстояние от трубы до ведущего колеса профилегиба зависит от размеров трубы: для изделия с радиусом в 2,5 см необходим зазор в 6 мм, для более крупных трубных конструкций эта цифра варьируется от 6 до 12 мм.
- Слишком малое расстояние между колесом и трубой приведет к тому, что нужно будет приложить намного больше физических усилий для сгиба трубной конструкции.
- Слишком большой зазор повлечет за собой неравномерность изгиба и нарушение целостности конструкции.
Разравнивание труб и сгибание вручную

Металлопластиковые трубы обладают различными техническими характеристиками, например, коэффициентами деформации и допустимой механической нагрузки.
Именно эти показатели являются определяющими, когда речь заходит о сфере применения данных изделий.
Металлопластиковые изделия продаются в бухтах, перед началом работы трубу следует разровнять. Для этого на один конец кладется металлическая деталь весом 10-15 кг, труба раскатывается по полу. После этого изделие примет приемлемую конфигурацию, отдельные участки можно сделать вручную. Если пластиковая труба имеет диаметр порядка 16 мм, то ее несложно согнуть без каких-либо приспособлений. Порядок разравнивания происходит по такому алгоритму: два больших пальца ставим вместе, под углом 90 градусов, аккуратно сгибаем изделие. Процесс очень хорошо показан в этом видео:
По такому принципу делаются загибы, если приходится обходить углы стен или какие-либо препятствия. Нередко происходит так, что сгибая изделие на 90 градусов, нет возможности «догнуть» его до нужного параметра. В таких случаях применяется специальный трубогиб. Следует помнить, что не рекомендуется делать слишком острый угол, материал может треснуть.
Многие применяют металлопластиковые трубы с сечением 20 мм. Гнуться они по сходному принципу: два больших пальца упираются друг друга, труба располагается в зажатых ладонях, происходит небольшой загиб. Таким образом, получается угол в 90 градусов, изделие также можно деформировать в обратную сторону. Не всегда удается правильно согнуть изделие, в этом случае рекомендуется задействовать собственное колено. Нередко также применяют дверной косяк, при этом угол не должен быть слишком острым, иначе труба сломается.
Внутренний слой труб более гладкий, поэтому они на треть обладают большей пропускной способностью, чем металлические аналоги. Гарантийный срок эксплуатации может составлять до 50 лет. Коэффициент расширения невысокий, под воздействием температуры трубы почти не деформируются. При этом показатель теплопроводности также невысокий. На таких изделиях не накапливается статическое электричество, не необходимости его покрывать защитной краской или грунтовкой. Перед тем как купить продукт прочесть и понять следует маркировку, она присутствует на протяжении всей длинны.
Правила выгибания металлопластика
Особенности укладки теплого пола подразумевают наличие большого количества сгибов. Однако в свободной продаже таковые отсутствуют. Делать изгибы приходится самостоятельно, а для этого необходимо знать все секреты материала и процедуры проведения.
Так же, как и в случае с металлической заготовкой, есть несколько способов получения необходимого заворота:
- самый простой и дешевый метод согнуть трубу собственными силами, без применения подручных средств. Для этого стройконструкцию следует зажать крепко в кулаках и сгибать ее плавно. Старайтесь исключить возможность появления сильного перегиба. Существует норма для этого, которая предполагает наличие 15° кривизны на каждые 1-2 см металлопластиковой заготовки;
- для иного способа вам надо позаботиться о наличии кусков проволоки, которыми нужно заполнить полости. Это позволит добиться плавного и ровного изгиба в кратчайшие сроки;
- так как и для металлического трубопровода можно эксплуатировать в качестве наполнителя сухой мелкий песок, который нужно засыпать в полость и закрыть отверстия трубы заглушками. Один конец стройконструкции нужно закрепить, причем сделать это желательно достаточно надежно и прочно, а затем, используя паяльную лампу или газовую горелку, нагреть место дальнейшего изгиба. Проверка готовности материала к изменению формы проверяется листком бумаги.

Согнутые трубы
Как влияет форма и технические характеристики профтрубы на выбор способа изгиба
Профильные трубы не бывают круглыми, они прямоугольные, овальные или квадратные. Для изготовления теплиц около дачного дома рекомендовано брать квадратные или прямоугольные модели, у них плоские стенки, на них проще крепить покрытие.

Модельный ряд профилей огромен. Они имеют различные геометрические параметры. К основным относятся — размер поперечного сечения и толщина стен. Важна пластичность, от этого показателя зависит возможный радиус изгиба. Стоит отметить, что у нагретой профильной трубы повышается пластичность, тем самым изогнуть её легче.
Есть два технологических способа:
- «холодный» — без воздействия температурой;
- «горячий» — участок предварительно нагревается.
Кроме того, трубопровод из низколигерованного и углеродистого материала имеет повышенную упругость, и он может «отпружинить» при згибе, поэтому для изготовления теплиц не используется. Не рекомендованы профильные трубы диаметр, у которых 2 мм, так как у них низкий показатель прочности в месте загиба.
Строгих нормативов для выбора методики гибки квадратных труб нет, есть лишь для овальных. По данным нормам применяется «горячая» технология к трубопроводу от 100 мм, но эти стандарты не распространяются на профильные изделия.
Рекомендовано провести пробную гибку в домашних условиях — один конец профтрубы надо зажать в тиски, а на второй одеть трубку большего диаметра. Данное «плечо» необходимо подтянуть, выгибая заготовку — гнётся легко, тогда можно не проводить подогрев. Каким из этих способов загнуть профтрубу в домашних условиях — решать вам.








Способы гибки по виду материала труб, для:
- металлопрокатных — сварной, с подрезкой болгаркой;
- стальных — с нагреванием;
- пластиковых или алюминиевых — любой вариант, так как материал мягкий.
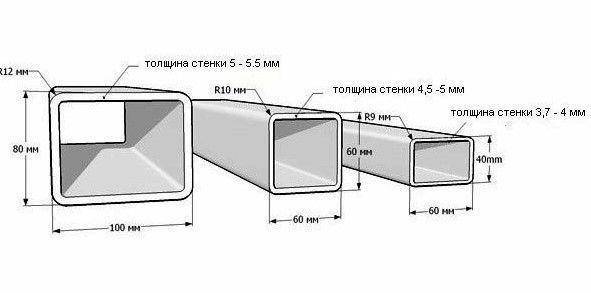
Квадратный металлопрокат отличается показателем сечения и размером стенок. Эти факторы влияют на угол сгиба.
Инженерных нюансов в вопросе существует большое множество. Но для домашней работы их все знать не обязательно
Важно лишь обратить внимание на следующие аспекты
- Тонкие изделия с сечением до 20 мм без трубогиба необходимо сгибать в зоне, которая в 2,5 раза длиннее, чем высота самой трубы.
- Толстый металлопрокат можно согнуть в зоне, которая в три раза длиннее, чем сечение. Если этот момент проигнорировать, то металл трескается снаружи или деформируется изнутри.
- Сгибание квадратный трубы опасно в одном отношении: возникновении перелома по месту выполнения операции, в результате которого деталь отправляется в окончательный брак.
- Ограничивающим условием являются следующее соотношение – минимальный радиус не должен быть меньше двух с половиной размеров по сечению сгиба. Например, для изделия толщиной 40 мм минимальный внутренний радиус составит 40 х 2,5 = 100 мм.
До того, как согнуть стальную профильную трубу следует помнить еще одно правило.

Изделие после воздействия стремиться вернуть первоначальную форму. По этой причине лучше выполнить изгиб немного больше, чем необходимо по схеме. Если согнуть заготовку немножко больше, то в конечном итоге закругление получиться таким, как требует схема.
Все эти условности перед тем, как начать работы, необходимо обязательно учитывать, иначе наедятся на качественный результат бесполезно.
Как выполняется расчет?
Чтобы разобраться с количеством пропилов, нужно выполнить простой расчет. Предположим, что требуется выполнить следующие условия:
- имеется труба размером 30·50 мм;
- необходим разворот под углом 180 ⁰;
- радиус полного разворота R = 100 мм;
- движение производится по стенке b = 30 мм.
Нужно определить наружную длину образующей половины окружности.
Lнар = π (R + b)/2
здесь π = 3,14 отношение длины окружности к радиусу.
Попутно определяется половина образующей по внутреннему радиусу.
Lвн = π R/2
Разница между значениями определяет общую ширину пропилов.
С = Lнар – L вн
Зная толщину пильного диска (h = 2 мм), нетрудно определить количество пропилов.
n = C/h
Остается подставить все данные в расчетную формулу и определить количество пропилов для поворота на 90 ⁰. Полное количество можно определить в виде.
N = 2n
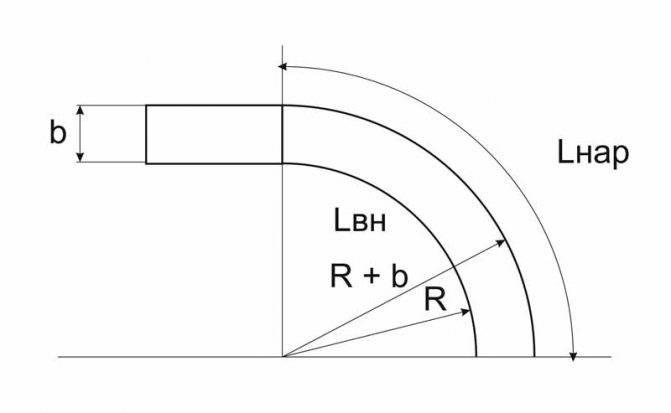
Расчетная схема для определения параметров пропилов
Расчет лучше оформить в виде таблицы 1
Таблица 1. Определение количества пропилов для начальных условий
| Ширина трубы b, мм | 30 |
| Радиус внутреннего слоя R, мм | 100 |
| Наружный радиус R нар, мм | 130 |
| Длина половины окружности по наружному слою Lнар, мм | 408,2 |
| Длина половины окружности по внутреннему слою Lвн, мм | 314 |
| Разница между длиной наружного и внутреннего слоя С, мм | 94,2 |
| Ширина пропила h, мм | 2 |
| Количество пропилов n | 47 |
| Полное количество пропилов N | 94 |
Часто вопрос о сгибании труб с помощью резов обращаются желающие построить теплицу. Их интересует: «Сколько раз нужно пропилить стенки для получения гиба с определенным радиусом образующей?» Пользуясь предложенными зависимостями, можно легко рассчитать пазы трубы для теплицы. В таблице 2 приведены расчеты для труб разного диаметра и радиусов внутренней образующей.
Таблица 2. Расчет для профильных труб теплицы
| № | Ширина трубы b, мм | Радиус внутреннего слоя R, мм | Наружный радиус R нар, мм | Длина половины окружности по наружному слою Lнар, мм | Длина половины окружности по внутреннему слою Lвн, мм | Разница между длиной наружного и внутреннего слоя С, мм | Ширина пропила h, мм | Количество пропилов n | Полное количество пропилов N |
| 1 | 20 | 1000 | 1020 | 3202,8 | 3140 | 62,8 | 2,4 | 26 | 52 |
| 2 | 25 | 1000 | 1025 | 3218,5 | 3140 | 78,5 | 2,4 | 33 | 66 |
| 3 | 30 | 1000 | 1030 | 3234,2 | 3140 | 94,2 | 2,4 | 39 | 78 |
| 4 | 35 | 1000 | 1035 | 3249,9 | 3140 | 109,9 | 2,4 | 46 | 92 |
| 5 | 40 | 1000 | 1040 | 3265,6 | 3140 | 125,6 | 2,4 | 52 | 104 |
| 6 | 20 | 1250 | 1270 | 3987,8 | 3925 | 62,8 | 2,4 | 26 | 52 |
| 7 | 25 | 1250 | 1275 | 4003,5 | 3925 | 78,5 | 2,4 | 33 | 66 |
| 8 | 30 | 1250 | 1280 | 4019,2 | 3925 | 94,2 | 2,4 | 39 | 78 |
| 9 | 35 | 1250 | 1285 | 4034,9 | 3925 | 109,9 | 2,4 | 46 | 92 |
| 10 | 40 | 1250 | 1290 | 4050,6 | 3925 | 125,6 | 2,4 | 52 | 104 |
| 11 | 20 | 1500 | 1520 | 4772,8 | 4710 | 62,8 | 2,4 | 26 | 52 |
| 12 | 25 | 1500 | 1525 | 4788,5 | 4710 | 78,5 | 2,4 | 33 | 66 |
| 13 | 30 | 1500 | 1530 | 4804,2 | 4710 | 94,2 | 2,4 | 39 | 78 |
| 14 | 35 | 1500 | 1535 | 4819,9 | 4710 | 109,9 | 2,4 | 46 | 92 |
| 15 | 40 | 1500 | 1540 | 4835,6 | 4710 | 125,6 | 2,4 | 52 | 104 |
Чтобы оценить эффективность подобной технологии, желательно оценить трудоемкость и затраты материалов (таблица 3).
Таблица 3. Затраты труда и стоимость расходных материалов для изгибания дуг для теплицы
| Количество пропилов | Длительность одного пропила, мин | Общая длительность пропиливания трубы, мин | Расход отрезных дисков диаметром 125 мм, шт. | Общий расход отрезных кругов, шт. | Длительность сгибания по пазам, мин | Длительность заварки шва по пропилу, мин |
| 52 | 0,3 | 15,6 | 0,2 | 10,4 | 0,3 | 1,3 |
| 66 | 0,3 | 19,8 | 0,2 | 13,2 | 0,3 | 1,3 |
| 78 | 0,3 | 23,4 | 0,2 | 15,6 | 0,3 | 1,3 |
| 92 | 0,3 | 27,6 | 0,2 | 18,4 | 0,3 | 1,3 |
| 104 | 0,3 | 31,2 | 0,2 | 20,8 | 0,3 | 1,3 |
| – | – | – | – | – | – | – |
| Количество пропилов | Общая длительность заварки пазов, мин | Расход электрода 3 мм на один паз с трех сторон | Всего требуется электродов, шт. | Общая длительность процесса, мин | Общая длительность процесса, час | Приведенные затраты на приобретение дисков и электродов, руб. |
| 52 | 67,6 | 0,25 | 13 | 83,5 | 1,39 | 322,4 |
| 66 | 85,8 | 0,25 | 16,5 | 105,9 | 1,77 | 409,2 |
| 78 | 101,4 | 0,25 | 19,5 | 125,1 | 2,09 | 483,6 |
| 92 | 119,6 | 0,25 | 23 | 147,5 | 2,46 | 570,4 |
| 104 | 135,2 | 0,25 | 26 | 166,7 | 2,78 | 644,8 |

Вид гнутых изделий, полученных методом пропила пазов с последующей сваркой
Из представленных расчетов видно, что технология гибки труб по радиусу может быть оправдана только для выполнения изгибов профильных заготовок только в ограниченном количестве. Если требуется создать сложную пространственную конструкцию, то следует воспользоваться специальными приспособлениями для промышленной гибки.










При пропиливании пазов необходимо контролировать глубину пропила со всех трех сторон. Потребуется специальное приспособление, которое сможет ограничить вхождение инструмента по мере стачивания диска.
Изгиб при помощи трубогиба
 Трубы нередко сгибают с использованием наружного или внутреннего трубогиба. Приспособления эти очень просты и одновременно функциональны. Возьмем, например, трубу сечением 20 мм, на нее одеваем наружный трубогиб. После того, как фиксатор одет на трубу, изделие можно загибать. По такому же принципу работает внутренний кондуктор. Преимущество подобных приспособлений: можно не опасаться, что материал потрескается, труба сломается. Внутренний трубогиб имеет преимущества в том, что иметь дело непосредственно приходится с самой трубой. При работе с наружным фиксатором существуют некоторые неудобств. Он может скользить относительно изделия, тяжело трубу гнуть и находить приемлемый угол. У наружного трубогиба есть свои положительные стороны. Если труба слишком длинная, а угол необходимо выгнуть на расстоянии 2-4 метров от конца, то в этом случае наружный элемент вполне подходит для подобной работы. Часто к внутреннему трубогибу прикрепляют небольшую проволоку, изделие заталкивают в трубу, после завершения работы внутренний элемент несложно вынуть.
Трубы нередко сгибают с использованием наружного или внутреннего трубогиба. Приспособления эти очень просты и одновременно функциональны. Возьмем, например, трубу сечением 20 мм, на нее одеваем наружный трубогиб. После того, как фиксатор одет на трубу, изделие можно загибать. По такому же принципу работает внутренний кондуктор. Преимущество подобных приспособлений: можно не опасаться, что материал потрескается, труба сломается. Внутренний трубогиб имеет преимущества в том, что иметь дело непосредственно приходится с самой трубой. При работе с наружным фиксатором существуют некоторые неудобств. Он может скользить относительно изделия, тяжело трубу гнуть и находить приемлемый угол. У наружного трубогиба есть свои положительные стороны. Если труба слишком длинная, а угол необходимо выгнуть на расстоянии 2-4 метров от конца, то в этом случае наружный элемент вполне подходит для подобной работы. Часто к внутреннему трубогибу прикрепляют небольшую проволоку, изделие заталкивают в трубу, после завершения работы внутренний элемент несложно вынуть.
Если приходится использовать «утку», то трубу следует оставлять с запасом, после это будет возможность отрезать концы нужной длины. Если сгибы металлопластиковой трубы будут делаться близко к краю, то произвести желаемый изгиб будет затруднительно. У самого края если гнуть трубу, то ее легко можно сломать, изделие не обладает высоким коэффициентом прочности. Участок рекомендуется брать побольше. Загибается в обратную сторону, отрезается столько, сколько требуется.
Трубы сечением 26 и 32 мм согнуть руками под 90 градусов довольно сложно, рекомендуется использовать металлические уголки в 90 градусов. Такие изделия нет необходимости сваривать, что намного удешевляет процесс монтажа коммуникаций. Во время работ образуется минимальное количество отходов. Пластичность материала позволяет обходиться без дорогостоящих фитингов.
Советы
Для того, чтобы труба легче гнулась, участок изгиба перед работой нужно прогреть строительным феном
Обратите внимание – температура плавления полиэтилена не превышает 135 градусов. Нагрев выше этого значения приведет к непоправимым последствиям
На многих сайтах встречается рекомендация проверять температуру при помощи полоски бумаги
Обугливание бумаги свидетельствует о достижении нужной температуры. Но нигде не указано, что температура обугливания бумаги выше 150 – 200 градусов. Отсюда же следует вывод, что использование паяльной лампы или горелки для нагрева недопустимо, поскольку температура пламени распределяется неравномерно и превышает минимальные значения в несколько раз
На многих сайтах встречается рекомендация проверять температуру при помощи полоски бумаги. Обугливание бумаги свидетельствует о достижении нужной температуры. Но нигде не указано, что температура обугливания бумаги выше 150 – 200 градусов. Отсюда же следует вывод, что использование паяльной лампы или горелки для нагрева недопустимо, поскольку температура пламени распределяется неравномерно и превышает минимальные значения в несколько раз.
Применение трубогибов позволяет изгибать трубы с радиусом менее допустимого, но предварительно необходимо проверить качество на ненужном отрезке из одной партии. Получившийся сгиб распиливают ножовкой и внимательно осматривают на наличие отслоений и иных дефектов. При их отсутствии можно приступать к чистовой работе.
Виды профилегибочных станков и их устройства
Профильные трубы имеют различную толщину стен и диаметр, поэтому трубогибы требуются разные. Механизмы для гибки профтруб имеют конструктивные отличия от стандартных трубогибов для круглых труб. Ведь профили обладают большой устойчивостью к изгибанию, а также радиус сгиба у них обычно больше.
Станок для гибки профильной трубы
Основные виды трубогибов для профильного изделия:
- по типу привода;
- по методу изгиба;
- по месту расположения подвижного валика.
По типу привода
От угла загиба, а так же материала профтрубы и требуемой точности, зависит выбор гибочного станка, которые бывают:
- Гидравлическими — предназначены для изгиба трёхдюймовых элементов. Они обладают высоким уровнем производительности, точности и скорости. Встречаются ручного и автоматического типа. Это самый мощный профилегиб, способный изогнуть любую трубу. В него входит — швеллер (широкие и узкие отрезки, по три каждого вида), петлевой замок, ролики — 3 шт. (размещённые на подшипниковых узлах), передающая ручка с втулкой, машинный домкрат.
- Электрическими — рекомендованы для гибки профильной трубы большого диаметра. Используются чаще для магистральных трубопроводов. Аппарат состоит из:
- рамки из швеллеров;
- прокатных валов из металла— 2 шт;
- трёх шестерёнок;
- металлической цепи;
- редуктора, электрического двигателя с механическим приводом.
- Ручными — они работают за счёт физической силы человека. Предназначены для профиля малого диаметра. Инструмент работает по типу прокатного станка. Основные детали в большинстве своём металлические:
- опорный каток;
- ролики;
- элементы шасси;
- винт регулировки;
- подающая рукоятка.
По способу изгиба
Одну и туже деталь можно изогнуть разными способами, с использованием трубогибов различного типа:
- сегментных — популярность их в том, что деталь, возможно, протаскивать, для получения нескольких поворотных фрагментов;
- арбалетных — суть работы в натягивание металла и сгибание его в одной месте;
- пружинных — предназначенных для пластиковых изделий.
По месту расположения подвижного вала
Подвижной валик может находится в середине, или по бокам (справа или слева):
- Конструкция, в которой подвижной ролик находится в середине, а крайние валики фиксируются к его корпусу. Они слегка приподняты над основой. Средний ролик устанавливается на специально смонтированном П-образном постаменте, посредине которого крепится крупный прижимной винт. С нижнего края, к винту приваривается прижимной ролик. В процессе вращения этого винта, происходит опускание или поднимание профиля, что приводит его к изгибу. К одному неподвижному ролику следует приварить ручку, с её помощью профиль перемещается по станку. Чтобы облегчить процесс прокатки, неподвижные валы объединяются цепью.
- С подвижным валом с краю — он размещается справа или слева. Вращается вместе с частью основы, которая соединена со станиной металлическими петлями. На угол изгиба влияет уровень подъёма стола, высота которого меняется домкратом. Конструкция вращается за счёт центрального ролика, к которому приваривается ручка. Чтобы уменьшить прикладываемые усилия, устройство можно снабдить цепью.
Подводя итог, скажем, что наиболее подходящий вид трубогиба, для придания нужного загиба профильной трубе, при монтаже теплицы или некой конструкции на придомовом участке — с ручным приводом. Ведь размер профильной заготовки и объёмы работ небольшие.
Способы изгиба труб
Для начала необходимо определиться с тем, как будет происходить процесс, и что необходимо иметь под рукой.
Если у вас имеется станок Вольнова или трубогиб, то процесс изгиба не доставит особенного труда. С его помощью можно осуществить сгиб в виде скобы, отвода, калача и утки. Подвергаются трубы разного диаметра от 15 до 25 мм.

Процесс заключается в следующем:
- Помещаем трубу в хомут станка длинным концом
- Место, где будет происходить изгиб, следует смазать машинным или другим маслом
- Приложив усилия, загнуть короткий конец трубы.

В интернете можно посмотреть процесс более подробно на фото, и понять, как согнуть трубу с помощью данного станка.

В случае, если под рукой нет такого прибора, предстоит немного приложить усилий и подойти к процессу серьёзно.

Визуально, кажется, при сгибе металлической трубы все происходит хорошо и труба не деформируется. Но на самом деле, во внутренней стороне сгиба образуются складки, тем самым уменьшая радиус трубы, а на внешней стороне материал сильно подвергается растяжке, за счет чего существует вероятность появления микротрещин.
Чем быстрее происходит сгиб, тем больше вероятность повредить трубу и сделать ее непригодной к использованию.

Прежде чем начать сгибать трубу необходимо ее подогреть до оптимальной для сгиба температуры. Бывалые мастера советуют проверять температуру с помощью бумажного листа. Если при соприкосновении бумаги с трубой он начинает тлеть, значит можно начинать процесс.










Чтобы избежать нежелательных резких сгибов, нужно наполнить трубу песком и закупорить ее с обеих сторон. Зажать в тиски и начинать процесс.
Потребуется приложить усилия и уйдет время, но зато не придется прибегать к помощи специалистов, покупке специального оборудования и вы будете знать, как согнуть трубу в домашних условиях.

С пластиковыми трубами дела обстоят немного иначе. Их согнуть проще, но вероятность образования микротрещин гораздо выше. В отличие от металла, стоит следить за температурой подогрева, иначе попросту труба сгорит.


Трубы из металлопластика можно не прогревать, они и так отлично гнутся за счет наличия алюминиевого стержня внутри, нужно только позаботиться о стабилизаторе.
Тонкие пластиковые трубы часто ломаются при попытке сгиба, поэтому нужно прогреть место планируемого сгиба строительным феном до температуры порядка 180-200 градусов и аккуратно произвести сгиб. Это произойдет легко и быстро, достаточно лишь зафиксировать готовый изгиб и дождаться, когда труба остынет.
Изгиб профильных труб немного сложнее и к нему стоит подойти серьезнее. Если толщина стенки трубы менее 2 мм, трубу даже не стоить пытаться согнуть, проще будет воспользоваться сваркой при сооружении.

Изгиб трубы осуществляется с подогревом труб и в холодном состоянии. Несомненно подогретую трубу будет проще согнуть. Без подогрева можно обойтись, если высота профиля не больше 10 мм, в случаях с большей высотой стоить воспользоваться горелкой.

Обязательно нужно заполнить профиль прокаленным песком, закупорив отверстия с обеих сторон деревянными заглушками, длиной 7-10 мм. Отметить мелом место изгиба, поместить трубу в тиски и начать подогрев. Достигнув нужной температуры аккуратно начать процесс изгиба.

Стоить помнить о средствах защиты: перчатках и маске. После сравнения полученного изгиба с шаблоном, убедившись, что все соответствует, дождаться, когда остынет труба, удалить пробки и высыпать песок.

Все способы показывают, что можно самостоятельно и легко обойтись без трубогиба для гибки труб.





