

Ручной трубогиб для профильных труб своими руками
Чтобы согнуть профильную трубу с небольшими размерами сечения без трубогиба, мастера используют шаблоны нужной кривизны, изготовленные из металла или дерева. Заготовку прижимают вручную к краям сегмента, жестко зафиксировав один конец.

Шаблон из дерева
Тонкостенный элемент можно деформировать в нагретом виде. Разогревают участок паяльной лампой до температуры 350-400°С и, применяя ручную силу, придают профилю дугообразную форму.
Если воспользоваться простыми способами не разрешают параметры изделия, можно сконструировать ручной роликовый трубогиб для профильной трубы. С его помощью изготавливают арки и дуги для навесов, теплиц и других сооружений сложной формы.
Необходимые материалы и инструмент
Чтобы смастерить приспособление, понадобятся:
- швеллер №8 или №10 для жесткой рамы;
- 2 ролика из закаленной стали со ступеньками под профили разной высоты или ограничительными кольцами;
- ролик с насечками для подвижного вала;
- готовые подшипниковые узлы;
- 2 или 3 шестерни или «звездочки»;
- стальная цепь;
- прижимной винт;
- тонкая труба для ворота;
- рукоятка;
- сварочный аппарат;
- дрель;
- «болгарка»;
- молоток.
Еще нужны шплинты, гайки, втулки с резьбой, шайбы. Для обработки готовой конструкции потребуются краска и смазка.
Чертежи
Чертеж — это основа, которая поможет изготовить трубогиб без грубых ошибок
При трудоемкой работе с металлом это особенно важно
В интернете размещены готовые чертежи. Имея достаточный опыт, в них легко разобраться и подогнать под свои возможности.
Представить примерное устройство трубогиба можно при изучении заводского аналога, а потом разработать детальную схему своей модели.
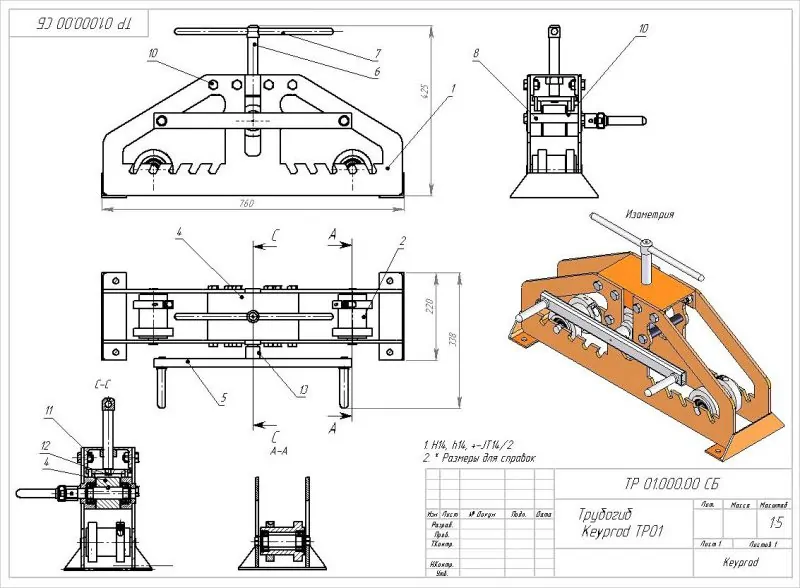
Чертеж и общий вид ручного инструмента
Этапы сборки конструкции
Последовательность операций по изготовлению самодельного роликового трубогиба:
- Раскроить швеллер по размерам стоек и основания.
- Просверлить отверстия в деталях рамы под крепление роликов.
- Сварить из швеллера опорную раму со стойками.
- Вырезать и сварить из швеллера корпус с отверстиями для установки ведущего ролика. Вал должен легко вращаться внутри.
- Закрепить прижимной винт к получившейся коробочке с помощью подшипников. В верхней части винта просверлить отверстие под ворот.
- Вставить между стойками корпус с ведущим роликом. Конструкция должна свободно перемещаться вертикально. Сверху закрепить крышку с гайкой под винт.
- Прикрутить подшипниковые узлы к раме.
- Вставить ворот в отверстие прижимного болта.
- На оси валов снаружи насадить шестерни на шпонку или конусные разрезные втулки с гайками. Третью «звездочку» прикрепить к стойке. Надеть цепь, напрессовать втулку для ручки.
- Провести пробные испытания, если нужно, внести коррективы.
Последний шаг — разобрать, очистить металл от заусенцев, покрасить неподвижные детали, собрать. Узлы, которые подвергаются трению при эксплуатации, обработать Литолом или другой густой смазкой.

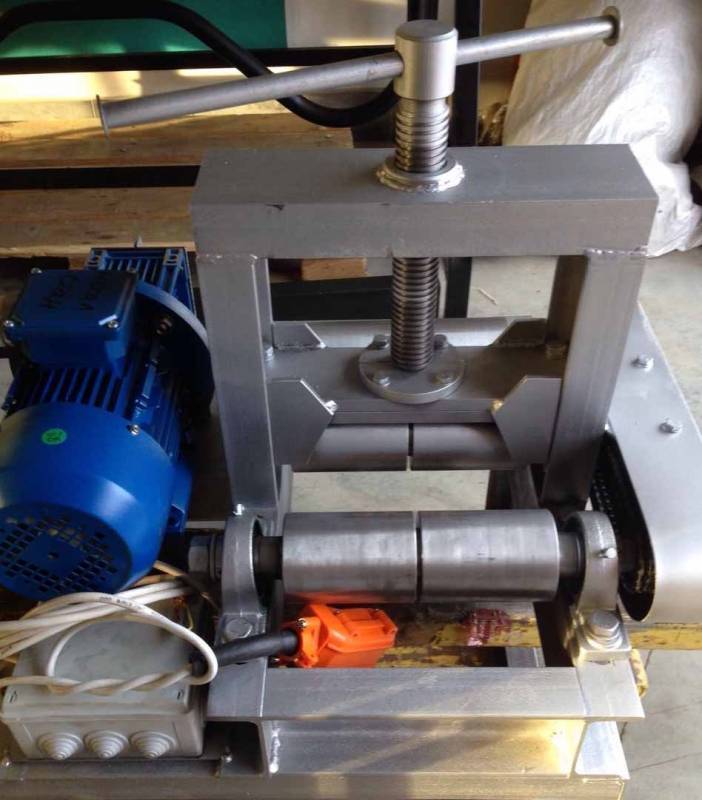
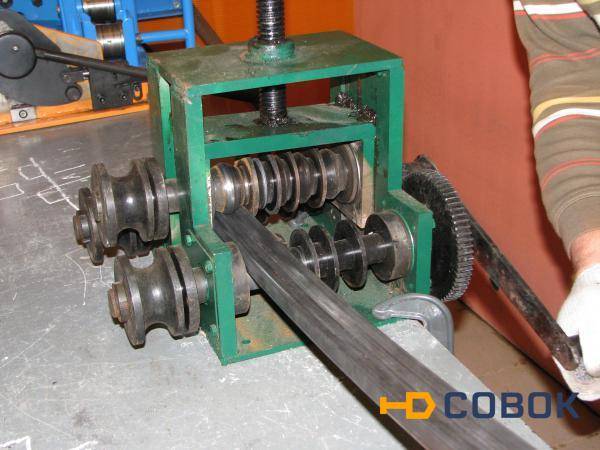
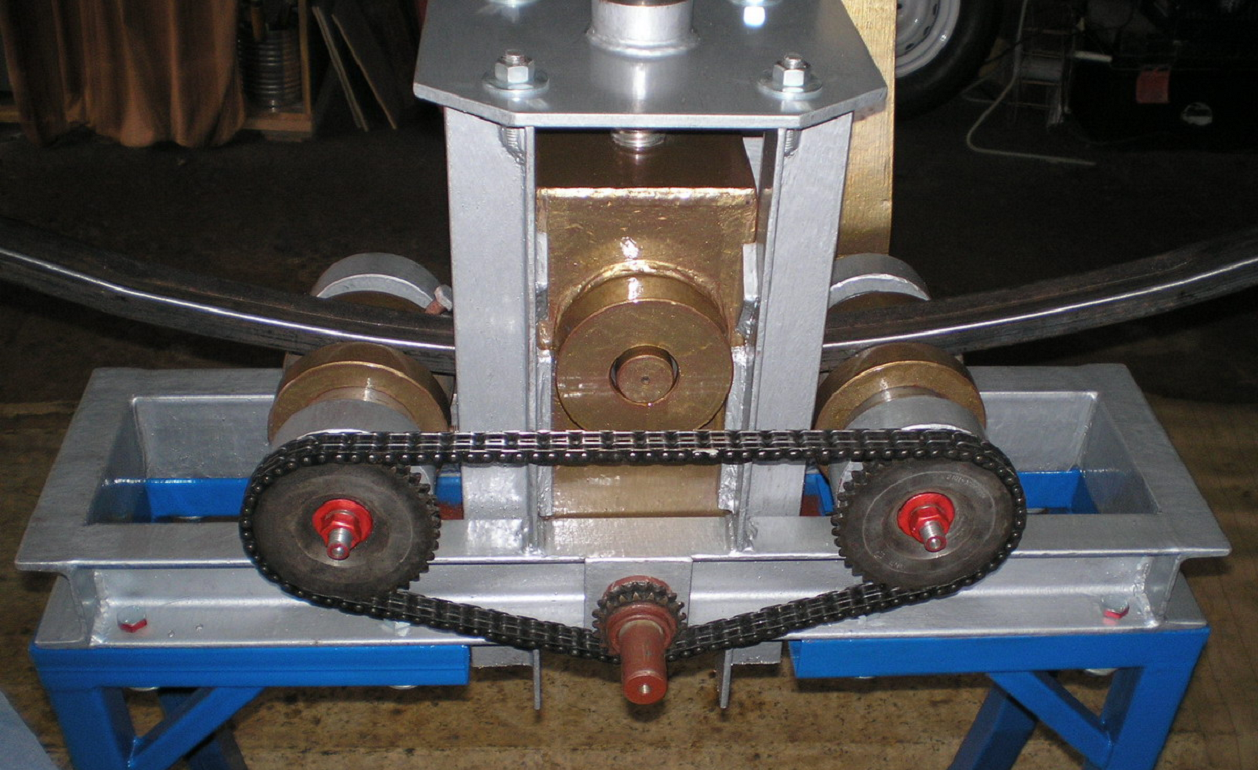
Готовый самодельный станок
Чтобы согнуть заготовку, ее помещают на неподвижные вальцы, опускают прижимной винт до упора и протягивают с помощью крутящейся рукоятки поочередно в одну и другую сторону.
После каждого проката винт затягивают воротом. Когда дуга приобретет достаточную кривизну, гайку винта фиксируют контргайкой. Это позволит согнуть несколько арок с одинаковым радиусом.
Такой самодельный трубогиб можно использовать даже в профессиональных целях. Он «осилит» профили размером до 60х60 мм или одновременно 3 трубы с шириной сечения 20 мм.
Подробности процесса изготовления ручного станка можно увидеть здесь
https://youtube.com/watch?v=W3SXjpAF1GM
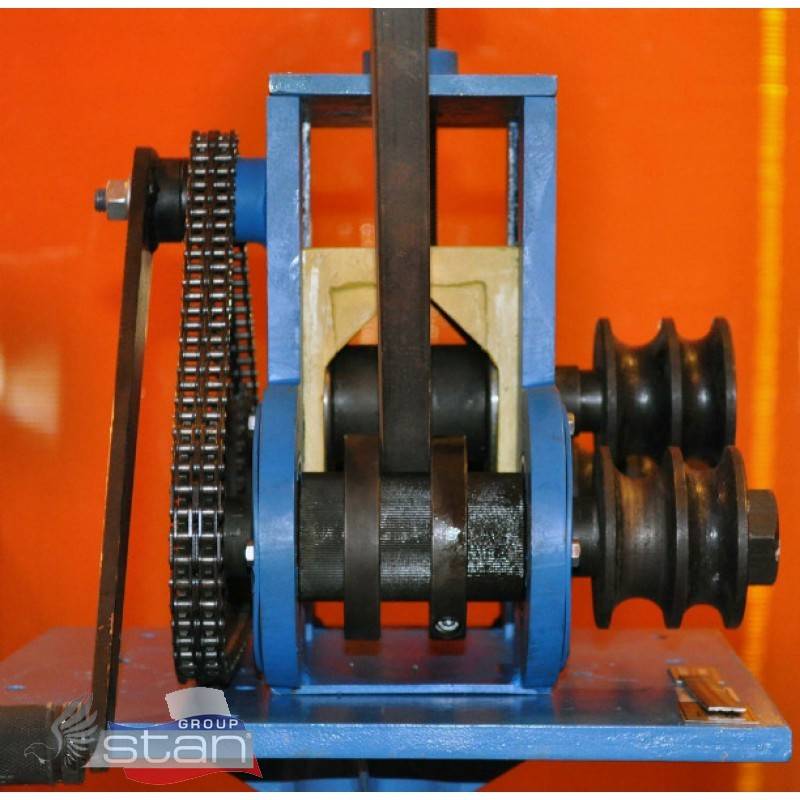
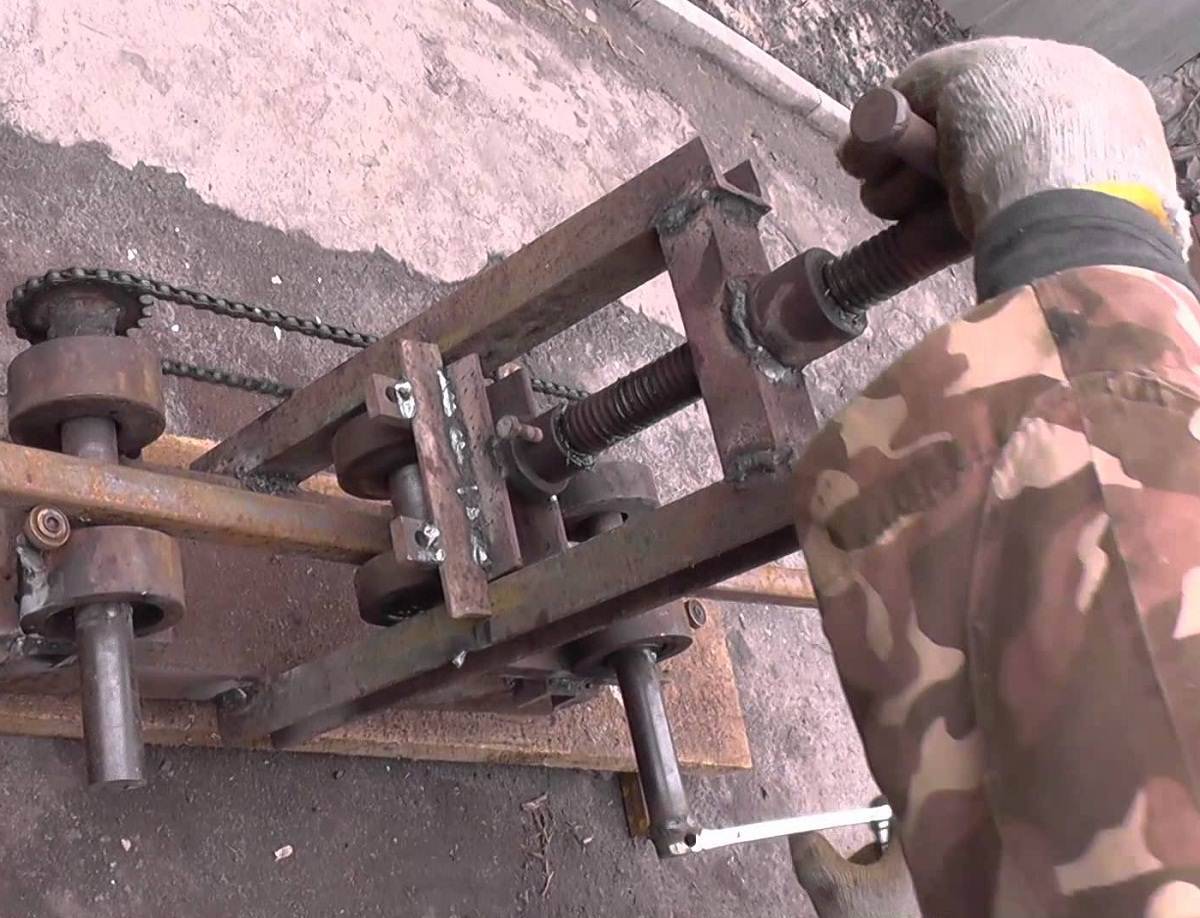
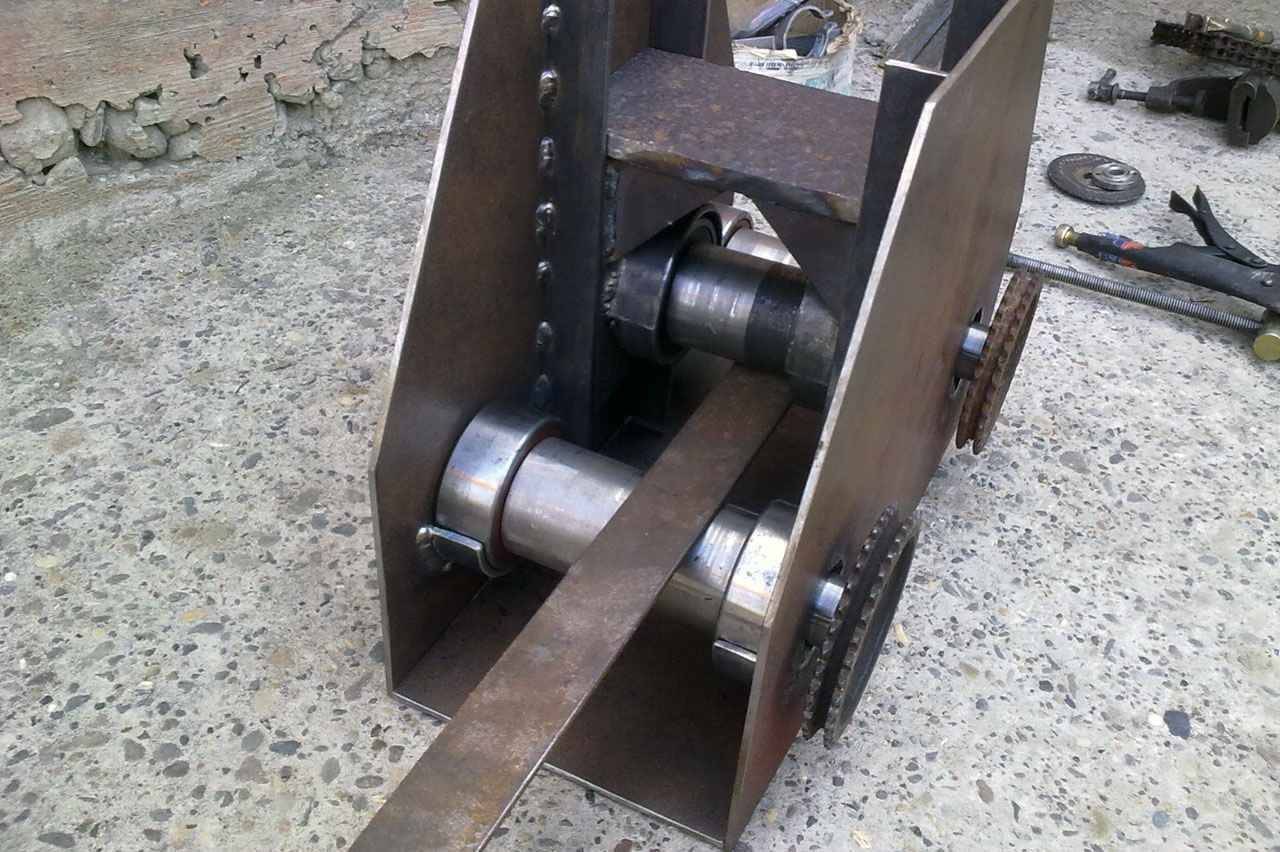
Ручной самодельный станок
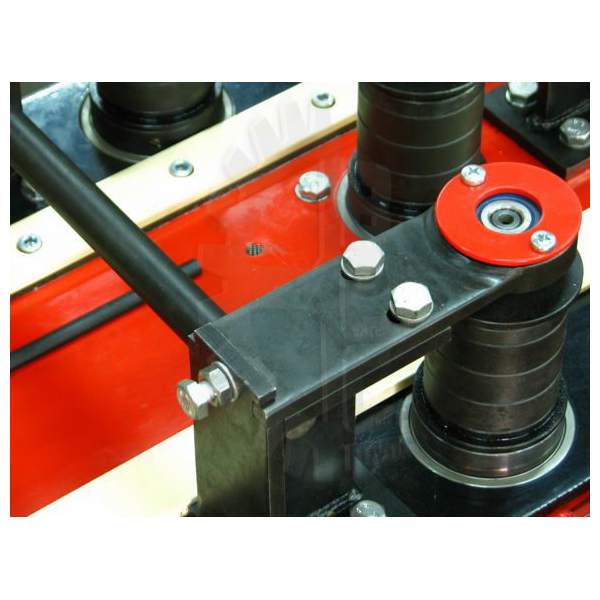
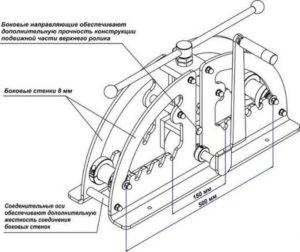 Устройство заводского профилегиба
Устройство заводского профилегиба
Для создания ручного профилегиба своими руками, необходимо определиться с размерами деталей, подлежащих обработке.
Для выполнения простейших работ используют обычную систему упоров, в которые вставляют конец профиля и, понемногу перемещая деталь, сгибают ее в нужных размерах.
Простейший вариант самодельной конструкции — бетонное основание с залитыми в него металлическими опорами.
Такие конструкции используются для работ с профилем до 20 мм. Если предстоит обработка деталей сечением более 25 мм, понадобится создание более сложной конструкции.








Потребуется прочное основание, на котором закреплены два опорных ролика. Они снабжены бортиками, высота которых соответствует размерам обрабатываемого профиля. Между ними устанавливается натяжное устройство с верхним прижимным роликом. Он изменяет свое положение при помощи натяжного устройства, регулируя при этом радиус изгиба детали. Прокат детали выполняется вручную, для чего на одном из опорных роликов устанавливается рычажный механизм вращения.
Необходимые инструменты и материалы
Для сборки самодельного профилегибочного станка потребуются:
- отрезок швеллера или двутавра большого размера (от 150 мм) длиной около 1 м;
- отрезки уголка или швеллера для сборки станины;
- ролики соответствующего размера, установленные на оси диаметром не менее 20 мм;
- звездочки и цепь для привода вращения;
- натяжной механизм — винтовой или на базе гидравлического домкрата;
- болты, гайки, шайбы;
- сварочный инвертор, электроды;
- сверлильный станок;
- болгарка, ножовка по металлу;
- измерительные инструменты — линейка, рулетка, угольник;
- обычный набор слесарного инструмента — молоток, напильник, зубило и т.д.
В зависимости от возможностей и навыков мастера могут пригодится и дополнительные инструменты или материалы, позволяющие улучшить конструкцию станка и повысить его прочность. Некоторые элементы в домашних условиях изготовить сложно, поэтому их обычно заказывают у токаря. Это относится к роликам, осям и ступицам. Если имеется возможность, следует заказать изготовление натяжного устройства, хотя бы винта и гайки с прямоугольной резьбой.
Чертежи с размерами
Размер будущего станка определяется величиной обрабатываемых деталей. Учитывая, что ручные инструменты не способны работать с профилем большого сечения, принято ограничиваться максимальным расстоянием между осями опорных роликов 500 мм (иногда меньше). Для более детального определения размеров установки используются сборочные чертежи.
Некоторые варианты:
Перед началом сборки следует определиться с конструкцией и создать собственный чертеж. Это позволит окончательно определиться с размерами деталей, уточнить некоторые рабочие моменты и исправить возможные ошибки.
Пошаговая инструкция
Порядок действий:
- изготовление станины. На опорный отрезок швеллера большого размера привариваются две поперечины для устойчивости. Затем по углам крепятся вертикальные стойки, на которых сверху крепится обвязка. Высота станины составляет 40-50 см.
- Установка опорных роликов. На горизонтальные поверхности станины устанавливаются опорные ролики в сборе (вместе со ступицами и подшипниками). Отмечаются точки крепления, сверлятся отверстия и ролики фиксируются с помощью болтовых соединений. На ступицах одна сторона проходная, позволяющая установить звездочки для цепной протяжки.
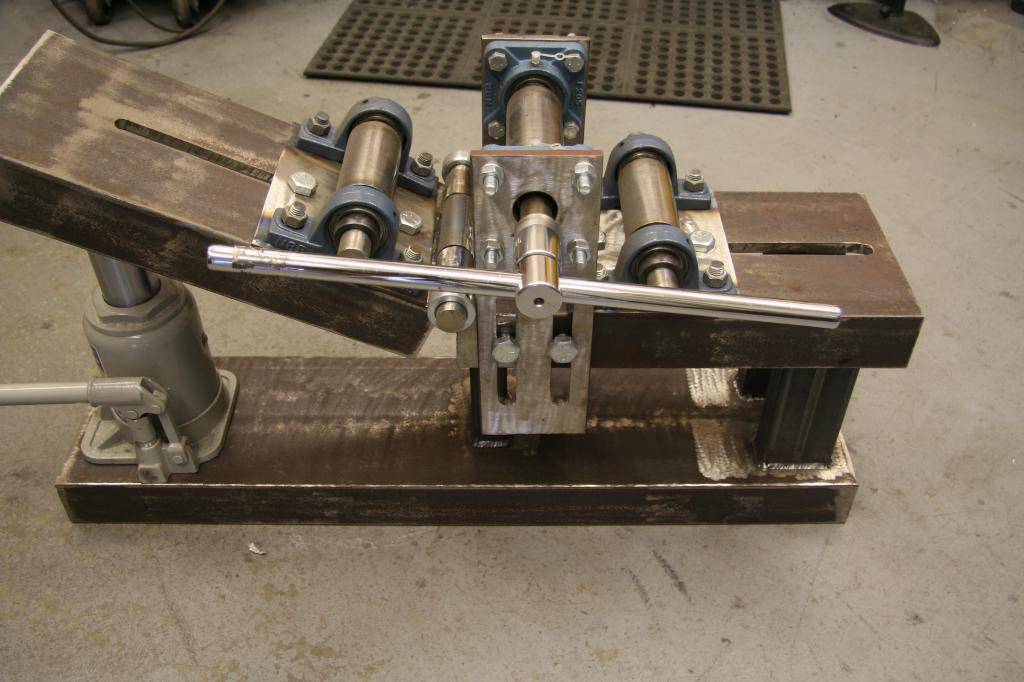
- Монтаж натяжного устройства. Существует два варианта — установка снизу и сверху. Первый способ дает экономию высоты, способствует устойчивости станка. Второй способ удобнее в эксплуатации, позволяет приложить значительные физические усилия при регулировке натяжного ролика. Оба варианта имеют свои достоинства, но отличием является тип натяжки — нижний вариант рассчитан на использование гидравлического домкрата, верхний — под винт с прямоугольной резьбой. Конструктивно они отличаются тем, что домкрат поднимает один из опорных роликов, поэтому натяжной ролик в данном случае неподвижен и жестко закреплен на станине. При верхнем расположении резьба давит на натяжной ролик, опуская его вниз.
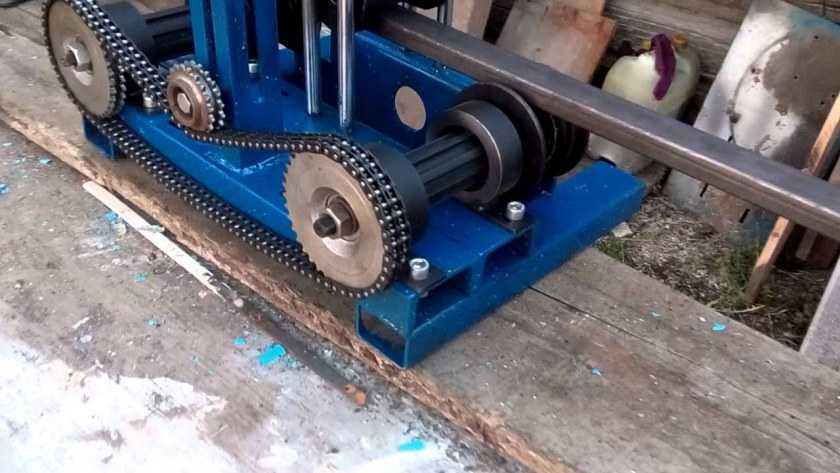
- Установка звездочек и цепи. Необходимо следить, чтобы все три звездочки находились в одной вертикальной плоскости, иначе цепь будет слетать или порвется.
- Присоединение приводного рычага. На опорные ролики устанавливаются рычаги, с помощью которых будет производиться протяжка профиля.
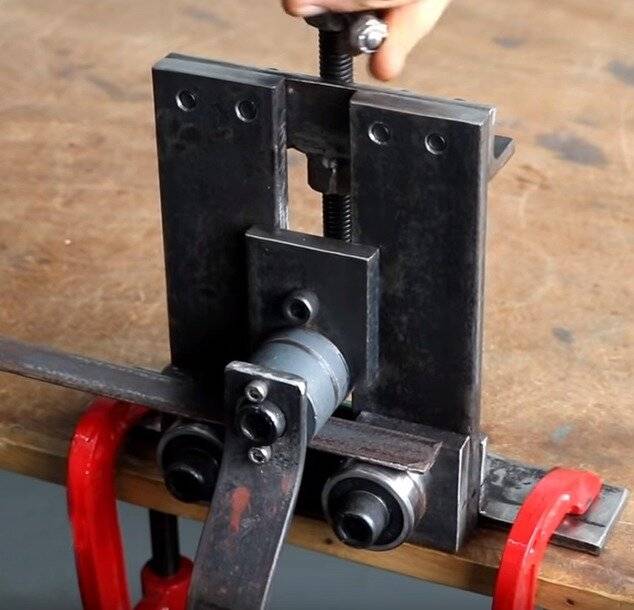
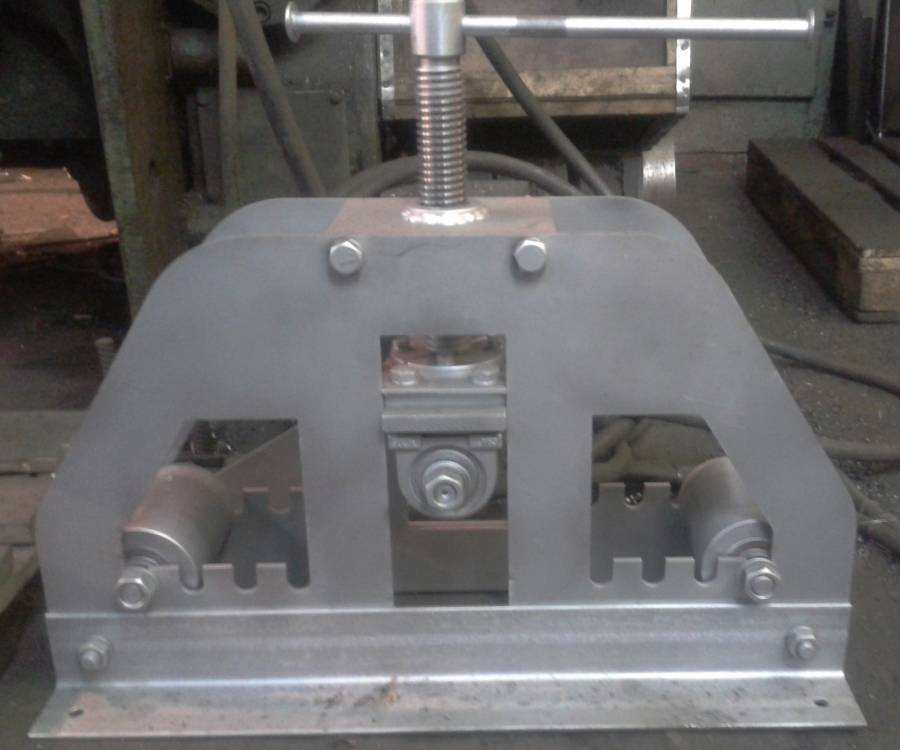
Простой в изготовлении вариант станка из тисков:
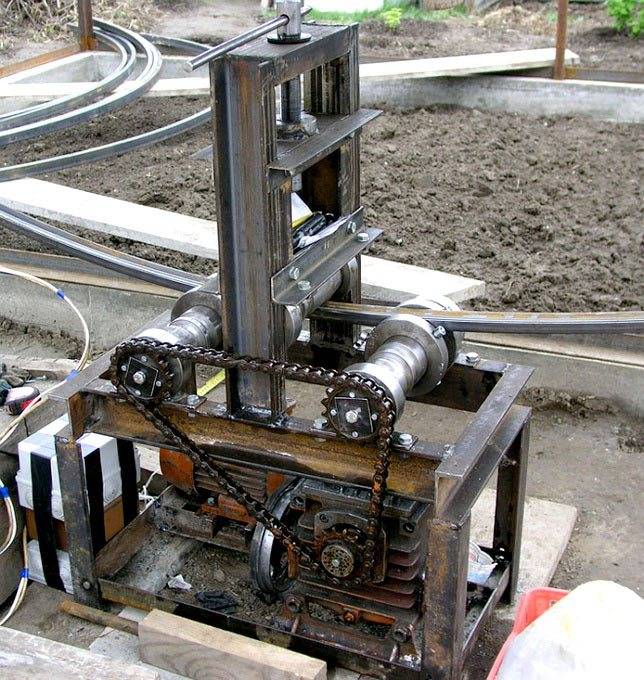
Профилегиб из автозапчастей(ступиц автомобиля):
Особенности конструирования станка
- В качестве оснований или каркасов используйте металлические пластины и уголки, имеющие большое сечение. Это самая простая конструкция. Направляющими являются уголки. Их сваривают с пластиной. Можно использовать деревянные основания, но не следует забывать, что они не выдержат сильного механического воздействия.
- Дополнительно ролики, применяющиеся для фиксации заготовки, закрепляются болтами через отверстия, которые сформированы в уголках. Болты позволяют проводить быструю регулировку расстояния между роликами, легко меняя радиус кривизны.
- Увеличение жесткости и прочности основания в нижней части требует установки дополнительных уголков. К ним крепятся составляющие, которые позволяют фиксировать станок на основании.
- Верхние направляющие посредством сварки соединяются с пластиной, имеющей диаметр отверстия больше диаметра винта, который передает усилия.
- Соединение винта и рабочего ролика должно быть достаточно крепким.
- Привод передает усилия и чем больше длина рукоятки, тем больше будет передаваемое усилие.
- Ролики изготавливают из трубы определенного диаметра. Можно использовать деревянные ролики, но они обладают невысокой нагрузкой.

Изготовление самодельных профилегибов
Для того чтобы согнуть арматуру в арки своими руками для парника или изготовить ножки для садовой мебели из алюминиевых трубок, необязательно приобретать специальное профилегибочное оборудование. Его тоже можно сделать своими руками из того, что есть в хозяйстве. У каждого рачительного автомобилиста в гараже найдётся всё необходимое. А для того чтобы согнуть алюминиевую трубу, даже металлических частей может не понадобится.
Видео обзор профилегиба, изготовленного своими руками
Самый простой способ изогнуть алюминиевую трубку в подпорку арочного типа, не повредив её – это сделать шаблон из древесины. Внешний диаметр шаблона должен совпадать с внутренним диаметром арки, которую необходимо изготовить. Деревянный трафарет необходимо закрепить на тяжелом столе так, чтобы он не двигался и не крутился. На удалении равном толщине изгибаемого материала крепится толстый прямоугольный брус. Между деревянными частями вставляется обрабатываемая труба. При помощи рычага, вставленного в противоположный закреплённому конец, трубу аккуратно загибают по шаблону.
За неимением надёжной горизонтальной поверхности, в качестве вертикального стола можно использовать стену надворной постройки. Большое количество металлических крючков может освободить от выпиливания трафарета из досок. Вычертив дугу внутреннего диаметра дуги, на небольшом удалении друг от друга необходимо прикрутить крючки к стене так, чтобы их загнутые части находились на отчерченной линии. При большом диаметре дуг можно использовать несколько упоров из бруса. Так дуга получиться более точной. На таком приспособлении, сделанном своими руками, при достаточной жёсткости крючков, можно гнуть не только алюминий, но и более прочные сплавы.
Изготавливая самостоятельно садовую мебель, лучше своими руками изготовить ручное профилегибочное оборудование из металлических частей от старого автомобиля. При необходимости сделать небольшой диаметр загиба трубы для мебели, изготавливаемой своими руками, можно использовать в качестве шаблона старую ступицу автомобиля, закреплённую на ровной поверхности. Все остальные требования как в первом примере. При необходимости, на таком шаблоне можно получить не только дугу или арку, но и петлевидный элемент. Такая ножка станет прекрасным украшением для мебели изготавливаемой своими руками.
Фото подборка самодельных профилегибов
Своими руками можно создать ручной станок, не уступающий заводскому по производительности. В его изготовлении пригодятся:
- уголки для станины и ножек;
- сварочный аппарат;
- валы. их можно изготовить из старой автомобильной оси при помощи болгарки или выточить на токарном станке;
- газораспределительный механизм со старых моделей лады или с «копеечки» может послужить для цепного узла приводящего валы в движение;
- натяжитель для ручного трубогиба так же легко найти среди старых запчастей.
Такие ручные трубогибы самостоятельно изготавливать есть смысл при наличии всех материалов, сварочного аппарата, болгарки, настольного сверлильного станка. Если платить за все услуги, тогда проще купить заводской ручной аппарат. Это выйдет дешевле и времени на поиски материала займёт меньше.
При условии, что всё нашлось в собственном хозяйстве, тогда необходимо сварить станину и ножки станка, сделать направляющие из 2 уголков шириной 20 мм направляющие с квадратным сечением. Держатель регулируемого вала изготавливается из трубы с прямоугольным сечением, имеющей стороны 20 и 40 мм. Понадобится регулируемый винт и ручка, которая приведёт станок в действие. Для неё стандартов нет, поэтому найти в гараже подходящую железку не сложно.
Чтобы ручной станок, сделанный своими руками, работал в разных режимах создания дуги, есть смысл просверлить под болты в станине, на которых будут крепиться валы, не отверстия, а прорези. Перемещающиеся валы дадут изменение глубины дуги.
На что обратить внимание при выборе ручного трубогиба?
Если вы решили купить трубогиб, обратите внимание на рекомендации специалистов:
Выбирайте продуманные до мелочей трубогибы, чтобы выпускать серийные изделия с постоянным качеством
Чтобы получать дуги без заломов и трещин, боковые опорные ролики должны быть прочно зафиксированы. Металл не должен смещаться в процессе.






Чтобы гнуть дуги одинакового радиуса, выбирайте трубогибы с линейкой. Она упрощает работу — по ней удобно замерять показания и ориентироваться на них во время гибки нескольких дуг.
Чтобы процесс не был в тягость, выбирайте трубогибы, на которых гибка происходит без усилий. Гнуть трубы легко на тех трубогибах, конструкция которых продумана до мелочей.
Выбирайте надежные станки из закаленной стали
Если вы покупаете трубогиб от 10 тысяч рублей, то обратите внимание на качество сборки и металла. Все детали станка должны быть выполнены только из высокопрочной стали
Например, модели BendMax изготовлены из стали твердостью 42-48 HRС, она устойчива к изнашиванию и деформации. Поэтому станки служат долго, не требуют ремонта или покупки расходников
Все детали станка должны быть выполнены только из высокопрочной стали. Например, модели BendMax изготовлены из стали твердостью 42-48 HRС, она устойчива к изнашиванию и деформации. Поэтому станки служат долго, не требуют ремонта или покупки расходников.
Когда вы часто сгибаете металл на трубогибе, большая нагрузка приходится на опорные и прижимной ролики. Поэтому выбирайте модели с роликами из закаленной стали.
Выбирайте компактные, мобильные трубогибы
Если вы хотите использовать станок на даче или в гараже, выбирайте переносной и компактный трубогиб. На трубогибе должно быть подготовлено достаточно отверстий, чтобы зафиксировать его на рабочей поверхности.
Выбирайте трубогиб исходя из ваших потребностей
Если вам нужно согнуть теплицу или навес для дачи, подойдет модель Bendmax-200.
Если вы используете трубогиб на производстве и гнете дуги часто, выбирайте Bendmax-300.
Обе модели сделаны в России. Гарантия на каждую — 3 года.
Отличия — в максимальном размере материала.
На BendMax-200 работают с квадратной трубой 40х40х2 мм.
На BendMax-300 работают с квадратной трубой 40х40х2,5 мм.
Не переплачивайте — выбирайте трубогиб по принципу “Цена = Качество”
Цена трубогибов не всегда определяется качеством, рекомендуем выбирать модели отечественного производства и анализировать комплектацию. Оптимальные расценки предлагает сайт www.kovka-stanki.ru. Популярные модели трубогибов можно приобрести за 15 — 19 тысяч рублей.
Посмотрите видео о сравнении трубогибов. Все три стоят одинаково, но разительно отличаются по качеству.
ВИДЕО
Информация и характеристики трубогибов Bendmax взяты с официального сайта www.kovka-stanki.ru.
3 марта 2017
Применение трубогибов
Впрочем, основная сфера применения такого оборудования – это прокладка различных трубопроводов и монтаж зданий, в котором профильные трубы часто используются в качестве арматуры. Независимо от формы и вида сырья, используемого для производства труб, их все равно можно гнуть только при помощи специальных станков – в противном случае положительного результата добиться не удастся.
Сфера применения очень сильно влияет на параметры изгибания труб. Дело в том, что материал может иметь разные размеры и исходное сырье, да и требования к изгибу предъявляются разные. Чтобы обработать трубы должным образом, нужно использовать оборудование соответствующей мощности и способностей. Кроме того, немаловажным аспектом является привод устройства, который может быть ручным, электрическим или гидравлическим.




Принцип работы профилегиба
Работа заключается в механическом воздействии на металл для его холодной деформации. Разные станки воздействуют на профиль при помощи определенной направленности механического усилия:
- Вал для прижимания заготовки движется по направлению сверху вниз. Такое воздействие заложено в основе работы многих гибочных станков, применение силы домкрата в большинстве случаев не требуется.
- Прижимной вал профилегиба работает по направлению снизу вверх, и сила давления действует так же. Этот простой принцип работы применяется в устройствах с применением гидравлического домкрата. Характерно движение серединного вала, а самые боковые валы остаются стационарно неподвижными.
Работа профилегибочного станка по обоим принципам сама по себе является эффективной.
Конструкция самодельного гибочного станка на чертеже
Для изготовления профилегиба своими руками чертежи просто необходимы. Сборка станины и расположение валов нельзя сделать самому «на глазок», так как гибка профиля отличается тем, что нужно выдерживать размер, радиус. В неправильном расположении узлов кроется опасность выпуска бракованных арочных конструкций, которые придется еще раз пропускать через вальцы для исправления.
Помимо неправильного радиуса, есть опасность скручивания профиля, если продвижение заготовки не выровнено в одной плоскости. Как изготовить чертежи можно посмотреть на видео, но актуальным такое копирование будет только в случае:
- если чертежи предназначаются именно для гнутья того вида профиля, что требуется гнуть на самодельном станке, причем даже материал должен совпадать;
- если предлагаемая схема в интернете или другом информационном поле технически совершенна и будет работать, для этого следует досконально разобраться в конструкции или показать чертеж ручного профилегиба специалисту;
- если искомый чертеж содержит описание технологического процесса сборки, а изображения на чертеже имеют все размеры, сечения, диаметры, информацию о расположении узлов и деталей;
- если детали, заготовки и узлы чертежа имеются в свободной продаже, и не возникнет сложностей с их изготовлением или поиском аналогов для самодельного станка.
Изготовление самодельных схем
 Чаще всего те мастера, которые изготавливают гибочный станок для профиля своими руками, стараются разработать свои чертежи для работы. При черчении узлов, деталей учитывают вышеизложенные принципы составления схем, а для основы берут готовую конструкцию. При этом проектируют детали и заготовки, которые легко доступны в продаже и без проблем изготавливаются своими руками.
Чаще всего те мастера, которые изготавливают гибочный станок для профиля своими руками, стараются разработать свои чертежи для работы. При черчении узлов, деталей учитывают вышеизложенные принципы составления схем, а для основы берут готовую конструкцию. При этом проектируют детали и заготовки, которые легко доступны в продаже и без проблем изготавливаются своими руками.
Вальцы или ролики, пропускающие профиль, должны иметь торцевые поверхности, повторяющие сечение профиля, который будет допущен к обработке гнутьем. Для некоторых профилей, например, уголок или усеченный тавр учитывается направление требуемого изгиба, например, в сторону полки или по внутреннему ребру жесткости. Некоторые специалисты при изгибании полого профиля наполняют его сыпучим материалом, песком, концы при этом закрывают заглушками. Эта процедура помогает избежать сминания или разрыва сечения при прохождении через вальцы.
С учетом типажа своего изгибаемого профиля
Рабочие поверхности вальцов, через которые проходит заготовка профиля в процессе изгибания, выполняются своими руками в полном соответствии с сечением проката. Для сложных конфигураций желательно повторить все мельчайшие элементы конструкционных особенностей. Выработаны стандартные формы торцевых поверхностей роликов для:
- трубы круглого или овального сечения, арматуры, прута – в форме желоба по диаметру профиля или круглой канавки по форме изделия;
- квадратной или прямоугольной трубы — в виде правильного сечения соответствующей формы с размерами по внешним габаритам проката;
- уголка для гибки по наружной стороне (когда снаружи арки окажется внутренняя сторона уголка) – торец вальца делается плоским, предусмотрен удерживающий кант в виде борта;
- в предыдущем случае изгибающий и прижимающий элементы должны работать в паре, так, что борт первого четко прижимал металлическую полку к боковой поверхности другого;
- уголка, если гибка осуществляется по внутренней поверхности, тогда удерживающий борт располагается на опорном ролике, а изгибающий имеет плоский торец;
- швеллера, который гнется так же, как и уголок, для него применяется похожая система;
- двутавра – по принципу гладкой торцевой поверхности вальцов, и поперечным сечением, равным по размеру внутреннему габариту профиля, чтобы ролик при пропуске профиля проходил внутри проката.





