Как нарезать резьбу
Нарезание резьбы выполняется достаточно просто, но требует особой аккуратности при работе, точной последовательности действий. От выбора способа нарезки будет зависеть список используемых инструментов, особенности подготовки детали для обработки.
Понадобится технический справочник с данными о размерах используемых инструментов. Шаг резьбы можно найти на используемом метчике.
Подготовка к нарезке резьбы
Нарезают резьбу только после выполнения подготовительных работ:
- в справочнике ищут необходимую информацию о диаметрах режущих инструментов для дальнейшего подбора;
- собирают нужные для работы инструменты;
- керном намечают расположение отверстия для внутренней нарезки, затем просверливают его дрелью;
- для наружной нарезки следует подготовить на фрезерном станке заготовку по нужному диаметру и срезать фаску;
- очищают поверхность заготовки от грязи и масляных пятен, затем на неё и инструмент наносят смазку.
Инструмент для нарезки резьбы
Порядок выполнения работ
Только после подготовительных работ следует приступать к обработке заготовки, так как иначе правильно выполнить нарезку резьбы не получится. Пошагово нарезка выполняется так:
- Нужно жёстко зафиксировать заготовку в тисках, чтобы предотвратить вращательные или поступательные движения с отклонением от первоначального положения.
- В зависимости от типа резьбы снять фаску (внешняя) или просверлить сквозное или глухое отверстие при помощи дрели. Применяются свёрла с углами заточки, зависящими от твёрдости материала, но не более 140.
- В отверстии нужно снять фаску зенковкой. Глубина должна быть в пределах 0,5-1 мм, подбирается на основе размеров детали и резьбового диаметра.
- Выполняется нарезание метчиком или плашкой. Режущая часть обязательно должна быть смазана.
- Очистка поверхности от стружки при помощи ёршиков.
При нарезке нужно последовательно использовать инструменты по номерам от 1 до 3, входящие в комплект набора. Для повышения скорости работы не допускается использовать большие номера без использования предыдущих. Последний номер служит для формирования финишных витков, без создания которых винт при вкручивании может заклинить.
Используемое оборудование для нарезания резьбы
Еще несколько десятилетий назад использовали специальные машины для вытачивания валов и других изделий, а также нарезания на некоторых резьбы. В машиностроении полуавтоматический резьбонарезной станок позволял получить качественную резьбу с различными параметрами, но в большинстве случаев использовали из-за универсальности токарно-винторезные, сверлильные резьбонарезные станки. Качество получаемой резьбы постепенно увеличивалось, так как со временем на смену опыта и умений оператор пришла дополнительная оснастка, которая позволяла существенно упростить проводимую работу. Условно оборудование можно разделить по следующим признакам:
- расположению инструмента;
- какой из элементов, инструмент или заготовка, во время обработки находится в неподвижном состоянии;
- по степени автоматизации;
- по виду используемого инструмента.
Ранее для образования резьбы на цилиндрической поверхности использовали резцы, плашки и метчики. Для их использования приспосабливали обычное оборудование, которое могло работать с рассматриваемым инструментом. Через некоторое время появились резьбонарезной станок Ridgid или резьбонарезной станок Rems, которые специально производятся для выполнения подобной работы.
2 Виды резьбонарезных станков
Существует множество моделей, условно разделенных на три вида:
Ручные резьбонарезные станки — используются при выполнении небольшого объема работ. За счет небольшого веса и скромных габаритов их можно перевозить и устанавливать непосредственно на месте производимых работ, к примеру, при ремонте или прокладке водопроводных, отопительных, газовых труб.
Процесс нарезки внутренней резьбы на станке
Электрические модели имеют более совершенную конструкцию, большие габариты и, соответственно, вес. Такое оборудование используется на малых и средних производствах для аккуратного и точного нарезания резьбы. Небольшие устройства имеют вес около 60 кг и могут поддаваться транспортировке с объекта на объект. Более мощные модели, весом от 150 до 200 кг уже имеют стационарное место расположения и перемещению не подвергаются.
2.1 Станок ВМС-2А
Резьбонарезное устройство ВМС-2А используется для нарезания цилиндрической и метрической резьбы (внутренней и наружной) на трубах, прокате круглого сечения из черного, цветного, нержавеющего металла.
Диаметр труб, с которыми можно работать на ВМС-2А, колеблется от 0,5 до 2,5 дюймов. Нарезаемая резьба на ВМС-2А имеет шаг 3 мм, а длина нарезания 120 мм (без зенкера) и 65 мм (с зенкером).
Частота вращения шпинделя ВМС-2А варьируется и может быть установлена по таким параметрам — 64, 104, 132, 214 оборотов в минуту. Шпиндель имеет отверстие диаметром 45 мм, а резьбонарезная головка — 79 мм.
2.2 Резьбонарезной полуавтомат 5Д07
Полуавтомат 5Д07 используется для нарезания наружной (цилиндрической) резьбы на болтах, стержнях, изделиях из труб и др. При этом используется вращающаяся резьбонарезная головка, которая оснащена плоскими гребенками.
Резьбонарезной станок 5Д07
На 5Д07 можно обработать деталь длиной до 150 мм и диаметром до 40 мм. Нарезаемая резьба имеет параметры — М40. Частота вращения шпинделя полуавтомата 5Д07 варьируется от 63 до 355 оборотов в минуту.
2.3 Полуавтомат 5993
Резьбонарезной полуавтомат 5993 используется для нарезания наружной и внутренней цилиндрической резьбы и практически не требует ручной работы. Максимальная длина обрабатываемой на станке 5993 детали составляет 400 мм, максимальный диаметр — 42 мм. Размер нарезаемой резьбы — М42.
2.4 Станок VIRAX (162120)
VIRAX (162120) идеально подходит для применения на заготовительном участке или небольшой мастерской. Является портативным устройством и может использоваться как настольный, так и расположенный на треноге инструмент.
При помощи VIRAX (162120) можно высокопроизводительно нарезать правые цилиндрические и конические резьбы от ¼» до 2″.
VIRAX (162120) оснащен универсальным однофазным электрическим двигателем мощностью 1,5 кВт, который питается от сети 220 В, 50 Гц. Резьбонарезная головка VIRAX (162120) оснащена автоматической подачей масла из поддона через фильтрационную систему.
Настольный станок для нарезки резьбы Virax до 2-х дюймов
Фиксация труб происходит при помощи механизма ударного типа имеющего три губки, что позволяет надежно закрепить обрабатываемую деталь и качественно выполнить нарезку с минимумом ручной работы.
2.5 Станок KERN
Высокопроизводительный автоматический электрический резьбонарезной станок KERN предназначен для быстрой, точной и качественной нарезки конической и цилиндрической резьбы диаметром ½» — 2″ за один проход.
Используется резьбонарезной станок KERN в проведении монтажных и ремонтных работ труб по поставке воды и тепла. Быстрооткрывающаяся автоматическая резьбонарезная головка позволяет качественно провести нарезку на болтах и трубах диаметром до 2″.
2.6 Резьбонарезной станок RIDGID
Резьбонарезной станок RIDGID позволяет нарезать резьбу на трубах диаметром от 4″ до 6″. Во время нарезания резьбы возможно переключение направления вращения влево или вправо.
Резьбонарезной станок RIDGID 535А
2.7 Сверлильно резьбонарезной станок
Сверлильно резьбонарезной станок, по сути, является обычным устройством для сверления, на которое установлена резьбонарезная головка. Это позволяет избежать ручной нарезки резьбы, так как есть подходящее электрическое устройство.
Для нарезания резьбы рабочий стол сверлильного станка дополнительно оснащается для прочной фиксации детали.
Основные параметры современных агрегатов
Группа резьбонарезного оборудования отличается от станков фрезерной или токарной категории, так как на них не происходит изменение качества поверхности или ее формы, а образовываются канавки с требуемыми размерами, которые и задают резьбовой тип. Станки характеризуются следующими параметрами:
- разброска диаметров обрабатываемых заготовок для болтовой резьбы и ее шагов;
- разброска диаметров труб для выполнения резьбы и их шагов;
- в соответствии с нормами и ГОСТами определен класс точности;
- протяженность нанесения резьбы, ее зависимость от диаметра конструкции;
- угол наклона и параметры наибольшей возможной фаски;
- тип резьбового рисунка.
Высокопроизводительное оборудование позволяет точно настроить параметры. Но при выборе и покупке станка нужно определиться с другими характеристиками, которые отличаются при выборе проводимых работ.
https://youtube.com/watch?v=vz1X2vlFXLU
Сведения о производителе резьбонарезного станка 5993
Производителем резьбонарезного станка 5993 — Читинский станкостроительный завод, основанный в 1957 году.
Завод производил следующее оборудование:
- универсально-заточные станки модели 3640, 3В641
- хонинговальный станок модели 3833М
- алмазно-заточной станок модели 3Б632В
- резьбонарезные полуавтоматы 5Д07 (1960-1982 гг), 5991, 5992, 5993, 5994 (1977 г), 5А993, ЧС 5А100С
- магнитные плиты, магнитные патроны, синусные плиты и другая магнитно-технологическая оснастка на постоянных магнитах — всего около 46 видов.
Станки, выпускаемые Читинским станкостроительным заводом
- 3В641 — станок заточной универсальный Ø 250 х 650
- 5Д07 cтанок резьбонарезной для нарезания наружной цилиндрической резьбы Ø 39 х 320
- 5993 cтанок резьбонарезной для нарезания наружной цилиндрической резьбы Ø 42 х 280
МЕТОДЫ КОНТРОЛЯ
4.1. Контроль внешнего вида гребенок осуществляют визуально.
4.2. Контроль геометрических параметров следует проводить
средствами контроля, имеющими погрешность, не более:
при измерении линейных размеров –
значений, указанных в ГОСТ
8.051-81;
при измерении углов – 35 % значений
допуска на проверяемый параметр;
при контроле формы и расположения
поверхностей – 25 % значения допуска на проверяемый параметр.
4.3. Контроль параметров шероховатости гребенок проводят
сравнением с образцами шероховатости по ГОСТ 9378-75 или с образцовыми деталями, имеющими предельные
значения шероховатости поверхностей.
Сравнение осуществляется визуально при
помощи лупы ЛП-1-4× по ГОСТ
25706-83.
4.4. Контроль твердости гребенок – по ГОСТ 9013-59.
4.5. Испытания гребенок на работоспособность, средний и
установленный периоды стойкости, установленных на резьбонарезных тангенциальных
головках, должны проводиться на револьверных, токарных, сверлильных станках и
специальных полуавтоматах, соответствующих установленным для них нормам
точности и жесткости.
4.6. Испытания должны проводиться на заготовках из стали
марок 30 или 40, или 45 по ГОСТ 1050-74 твердостью 160 … 190 НВ. Допускается проводить
испытания на заготовках из стали марок 15 или 20 по ГОСТ 1050-74 или легированных конструкционных сталей по ГОСТ 4543-71, или серого чугуна по ГОСТ 1412-85 твердостью 160 … 190 НВ.
4.7. Испытания следует проводить на режимах, указанных в
табл. 9.
Таблица 9
Размеры, мм
Комплект гребенок для | Скорость, | Длина | |||||
метрической | трубной | дюймовой | |||||
Диаметр | Шаг Р | Обозначение | Число | Обозначение | Число | ||
6 | 1,00 | – | – | – | – | 15 | 100 |
8 | 1,25 | – | – | – | – | ||
10 | 1,50 | – | – | – | – | ||
12 | 1,75 | ¼ | 19 | ¼ | 20 | ||
– | – | – | 5/16 | 18 | 17 | 150 | |
16 | 2,00 | 3/8 | 3/8 | 16 | |||
– | – | – | 14 | 7/16 | 14 | ||
20 | 2,50 | ½ | ½ | 12 | |||
– | – | – | 5/8 | 11 | 12 | ||
24 | 3,00 | ¾ | 3/4 | 10 | |||
– | – | – | 11 | 7/8 | 9 | ||
30 | 3,50 | 1 | 1 | 8 | |||
– | – | – | 1 1/8 | 7 | |||
36 | 4,00 | – | – | – | |||
– | – | 1¼ | 1¼ | 7 | 14 | ||
– | – | 1½ | 1½ | 6 | |||
– | – | – | 1¾ | 5 | |||
– | – | 2 | 2 | 4½ | |||
– | – | – | 2¼ | 4 |
Примечание. Скорость
резания в зависимости от конкретного оборудования может быть уменьшена до 10 %.







4.8. Поправочные коэффициенты на скорость резания взависимости от
обрабатываемого материала указаны в табл. 10.
Таблица 10
Обрабатываемый | Кυ |
Сталь | 1,0 |
Сталь | 0,9 |
Чугун | 0,8 |
4.9. B качестве
смазочно-охлаждающей жидкости следует применять сульфофрезол по ГОСТ 122-84.
4.10. Приемочные значения среднего и установленного
периодов стойкости комплекта гребенок с углом режущей части j = 25°, установленных в
головке, должны быть не менее указанных в табл. 11.
Таблица 11
Размеры, мм
Комплект гребенок для нарезания резьбы | Приемочные периоды стойкости, мин | ||||||||
метрической | трубной | дюймовой | средний | установленный | |||||
Диаметр резьбы | Шаг Р | Обозначение размера резьбы | Число шагов на длине 25,4 мм | Обозначение размера резьбы, дюймы | Число ниток на 1″ | с вышлифованным профилем | с нешлифованным профилем | с вышлифованным профилем | с нешлифованным профилем |
6 | 1,00 | – | – | – | – | 38 | 29 | 15 | 11 |
8 | 1,25 | – | – | – | – | ||||
10 | 1,50 | – | – | – | – | ||||
12 | 1,75 | ¼ | 19 | ¼ | 20 | 45 | 34 | 17 | 13 |
– | – | – | 5/16 | 18 | |||||
16 | 2,00 | 3/8 | 3/8 | 16 | |||||
– | – | – | 14 | 7/16 | 14 | ||||
20 | 2,50 | ½ | ½ | 12 | |||||
– | – | – | 5/8 | 11 | |||||
24 | 3,00 | ¾ | ¾ | 10 | |||||
– | – | – | 7/8 | 9 | |||||
30 | 3,50 | 1 | 1 | 8 | |||||
– | – | – | 11 | 11/8 | 7 | ||||
36 | 4,00 | 1¼ | 1¼ | 48 | 37 | 19 | 14 | ||
– | – | 1½ | 1½ | 6 | |||||
– | – | – | 1¾ | 5 | |||||
– | – | 2 | 2 | 41/2 | |||||
– | – | – | 2¼ | 4 |
Примечание.
Для гребенок с углом режущей части j = 11° Кт = 1,5
4.11. После испытания на работоспособность гребенки не
должны иметь сколов и выкрошенных мест и должны быть пригодны для дальнейшей
работы.








4.12. Допускается проводить испытания на стойкость и
работоспособность на предприятии-потребителе в производственных условиях.
Резьбонарезной станок своими руками — Металлы, оборудование, инструкции
Резьбовые соединения распространены при сборке различных конструкций, так как они надежно фиксируют элементы, позволяют производить неоднократную разборку и сборку частей оборудования. Соединения подобным способом применяются на протяжении длительного времени, но создание качественной резьбы является сложным процессом даже при современных технологиях машиной обработки.
Конструкторами созданы резьбонарезные станки, ручные и работающие от электричества, разработаны токарные и фрезеровальные станки специальной модификации для выполнения функции нарезания резьбы. Такое оборудование имеет особенности работы для выполнения резьбы на множественных формах труб, изготовленных из различных материалов.
Резьбонарезной станок
Станки для нарезания резьбы, представляют собой конструктивно сложные механизмы, оснащенные электрическим приводом и обеспечивающим высокую производительность и надежность. К основным видам работ производимых на этом оборудовании относится нарезание резьбы, нарезание ниппелей, снятие заусенца (грата) и накатывание желобков. Применяются подобные станки в строительной индустрии, ремонтных мастерских, в мелкосерийном и полномасштабном производстве. При том, что станки для нарезания резьбы легки в управлении и перенастройке, они обеспечивают безупречное качество резьбы и высокую скорость ее нарезки. Станки выпускаются на передвижной платформе и в настольном исполнении.
Конструкция самого маленького резьбонарезного станка основана на концепции компактности и мобильности. Такие конструкции оснащают универсальной резьбонарезной головкой, и они работают в диапазоне труб диаметрами до двух дюймов. Отличительной особенностью конструкции является расположение механизма станка на тележке, оборудованной столом, которая позволяет его легко перемещать к нужному месту. Станки применяются в различных мастерских осуществляющих ремонтные работы и на строительных площадках, интенсивность применения трубных резьбовых соединений в производстве работ которых, не значительна. Станок может нарезать, как правые, так и левые резьбы дюймового или метрического типа. В комплект резьбонарезных станков входят ножи, изготовленные из специальной быстрорежущей стали. Потребляемая мощность электроэнергии станков не превышают 1,5 кВт, оборудованы системой безопасности и полностью отвечают международным стандартам качества, применяемых к промышленному оборудованию.
Следующий вид станков выпускается для стационарной установке на верстаках, в мастерских и коммунальных предприятиях. Основной особенностью такого типа станков является их комплектация специальным механизмом фиксации трубы. Принцип действия механизма основан на ударном расклинивании трубы между тремя зажимными губками позволяющими создать жесткое закрепление трубы для последующей обработки. Кроме того в станке реализован механизм автоматической смазки процесса нарезания резьбы путем подачи масла из специальной емкости непосредственно в резьбонарезную головку. Конструкция резьбонарезной головки сделана оригинальным способом и представляет собой самораскрывающуюся конструкцию. Такие станки обычно комплектуются отдельным гратоснимателем и труборезом. Оборудование оснащено системой безопасности реализованной через ножную систему аварийного отключения. Помимо своей основной функции по нарезке резьбы, станки данного вида могут осуществлять порезку труб, для чего укомплектовываются режущими роликами. Потребляемая мощность такого оборудования не превышает 1100 Вт и отвечает всем требованиям, предъявляемым международными стандартами к такого типа станкам и инструментам.
Моделей резьбонарезных станков производится огромное множество, каждая из которых отличается от предыдущей дополнительной функцией или расширением уже имеющейся. Но существуют станки, которые являются собирательным образом всех модификаций и выполняющих самый полный набор возможных операций для устройства резьбы как дюймового, так и метрического типа. Эти модели применяются в промышленном производстве и основным отличительным элементом конструкции, является оснащение станка автоматическим патроном. Станок адаптируется к требоаниям производства путем применения различных двигателей и резьбонарезных головок.
Станки для нарезания резьбы на ПрофТехСнаб
Устройство и классификация
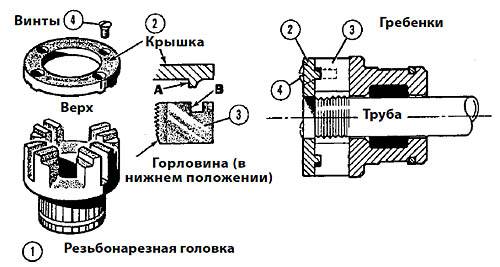
Получение резьбовых профилей методом нарезания может быть реализовано по двум схемам – инструментом, который движется возвратно-поступательно, и инструментом, который вращается. Рабочий профиль резьбонарезных гребёнок представляет собой плоскость, являющуюся половиной поверхности будущей резьбы. Этим гребёнки отличаются от клуппов, которые в процессе получения резьбы движутся по дуге окружности.

Возвратно-поступательное движение характеризуется наличием стадии холостого хода, во время которого резьба не нарезается, поскольку комплект гребёнок перемещается в исходное положение. Это влияет на производительность оборудования, но зато никак не сказывается на предельной длине резьбы, в то время, как клуппы для крупных резьб существенно увеличиваются в габаритах, что неудобно.
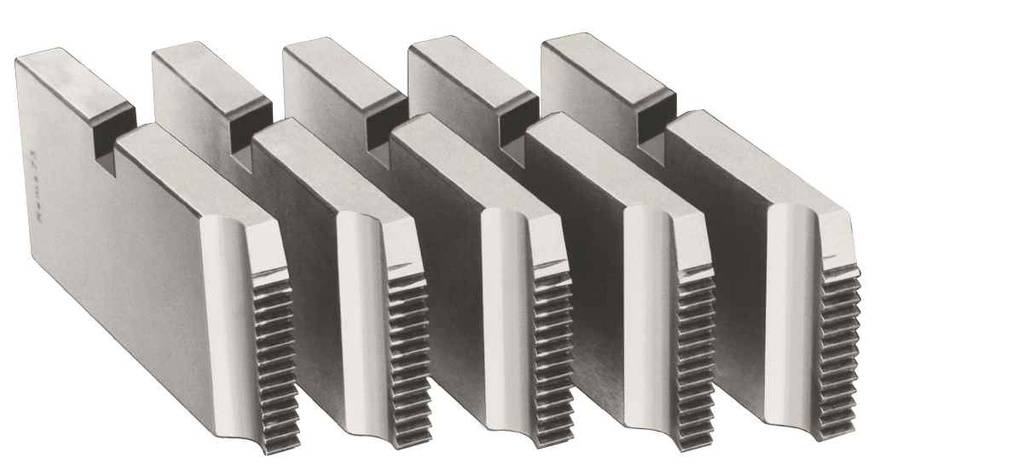
Плоская резьбонарезная гребёнка выполнена в виде параллелепипеда и включает в себя режущую и калибрующие части. Для повышения универсальности обе половины монтируются на плите, которая имеет посадочную часть, унифицированную под определённый типоразмер резьбонарезного станка.

ГОСТ 2287-88 предусматривает четыре исполнения инструмента:
- Основное (тип А), при котором угол и форма заточки выполнены так, чтобы обеспечить самозатягивание исходной заготовки в зазор между гребёнками. Форма заточки рассчитывается для получения метрической, дюймовой и трубной резьбы. Посадочная часть – типа «ласточкин хвост».
- Дополнительное (тип А), отличающееся тем, что для подачи заготовки в зазор необходима принудительная её досылка специальной деталью станка – досылателем. Применяется при получении резьб на закалённых заготовках, либо выполненных из сталей повышенной прочности. Форма посадочной части – та же, что и в предыдущем случае.
- Основное (тип Б) с теми же параметрами, что и в п.1, но посадочная часть плиты – плоская.
- Дополнительное (тип Б), аналогичное п.2, но с плоской опорной поверхностью плиты.

Технологические характеристики
Корпус резьбонарезной гребёнки должен быть выполнен из стали повышенной износостойкости. Для этого призму с готовым профилем подвергают термообработке до твёрдости НRC 60…64. Если гребёнка изготовлена цельной, то материалом корпуса принимают быстрорежущие стали типа Р6М5 или Р9М5К6 по ГОСТ 19265-73. Однако большинство участков цельных гребёнок не испытывает значительных сдвигающих усилий, из-за чего использование дорогостоящей стали экономически не оправдано. Поэтому в большинстве случаев корпус изготавливают из легированных конструкционных сталей типа 45Х или 40ХМ по ГОСТ 4543-81 и закаливают до НRC 58…62. После закалки корпус подвергают отпуску и шлифуют, чтобы снять коробление и обеспечить наилучшее скольжение в направляющих резьбонарезного станка.
Резьбонарезные вставки гребёнок, хотя и усложняют демонтаж инструмента, зато обеспечивают более экономный расход материалов. Вставки изготавливают их тех же марок быстрорежущей стали, что и для гребёнок цельного типа, однако стараются обеспечить инструменту повышенную вязкость. Это предохраняет гребёнки от выкрашивания на стадии врезания и исключает необходимость искусственно снижать скорость перемещения опорной плиты. Твёрдость вставок выдерживают в пределах НRC 61…63, для чего режим термообработки принимают следующим:
- предварительный подогрев заготовок в соляной ванне;
- покрытие заготовок слоем буры;
- окончательный нагрев в термической печи;
- охлаждение под прессом, который снабжается водоохлаждаемыми плитами.
Для особо ответственных разновидностей инструмента после охлаждения следует ещё одно- или двукратный отпуск до НRC 59…62.
Если скорость врезания невелика, а материал заготовок имеет высокую твёрдость, то вставки резьбонарезных гребёнок могут быть выполнены из твёрдого сплава ВК3М или ВК4 по ГОСТ 3882-74. Твёрдость такого инструмента – 89…91 НRА, при пределе прочности на изгиб не менее 1100 МПа. Твердосплавные вставки соединяют с плитой станка пайкой медью.
Режимы резания для резьбонарезных гребёнок, м/мин:
- нарезка трубной резьбы – 18…20;
- резьбообразование на конструкционных среднеуглеродистых сталях – 8…12;
- получение резьбы на легированных конструкционных сталях – 4…6;
- для получения резьб и профилей на цветных металлах и сплавах – 25…30.
Нормативная стойкость инструмента не превышает 60 мин, поэтому выгоднее использовать резьбонарезные гребёнки составной конструкции.
Плазмотрон. Устройство и принцип работы
Кримпер. Как выбрать и пользоваться?
Фасонные резцы для нарезания резьбы
При использовании токарно-винторезного оборудования для нарезания резьбы следует подобрать наиболее подходящий резец. Производители выпускают специальные варианты исполнения резцов для нарезки резьбы, которые характеризуются своими определенными особенностями:
- При производстве создается режущая часть определенной формы. За счет этого образуется канавка требуемой формы.
- Режущая часть изготавливается из инструментальной стали, которая подвергается закалке. За счет этого при работе исключается вероятность быстрого износа режущей кромки.
- Применение рассматриваемого метода позволяет обрабатывать поверхности крупных заготовок.

Фасонные резцы
В производственных цехах часто используется именно токарно-винторезный станок, так как плашек и метчиков для работы с заготовками большого диаметра практически нет. Кроме этого, при резьбонарезании возникает серьезная нагрузка.
Указания по заточке и установке резьбонарезных гребенок
Заточку и промер гребенок для головок винторезных самооткрывающихся типоразмеров 2651-0021 (1КА-25); 2651-0022 (2КА-30); 2651-0024 (ЗКА-40); 2651-0026 (4КА-70) и 2651-0028 (5КА-70) по ГОСТ 21760—76 производить в соответствии с инструкцией по эксплуатации этих головок, прилагаемой к станку.
Заточку плоских гребенок для резьбонарезных головок 1T, 2T, 3Т можно производить по ГОСТ 2287—61 по двум формам: форме I и форме II в приспособлении для заточки, рис. 13 (узел 5993.98.000), поставляемом за отдельную плату. При этом форма 1 заточки рекомендуемая.
Геометрия заточки показана на рис. 28. Рекомендуемые углы заточки в зависимости от обрабатываемого материала приведены в таблице на рисунке. Установка вылета гребенок, режимы резания и применяемая смазочно-охлаждающая жидкость приведены в руководстве по эксплуатации резьбонарезных головок 1T, 2T и 3Т.
Разновидности резьбонарезных станков
Станки для нарезания резьбы делятся по группам:
- ручные — с небольшой массой, не требуют специальной квалификации работника, но служат для нарезки резьбового соединения на трубах диаметром не больше 50 см;
- электрические — громоздкие и тяжелые, сложной конструкции, но в работе надежные и аккуратные, они распространены в производстве. Разработаны компактные модели с небольшой функциональностью и массой 60 кг, более мощные агрегаты весят под 250 кг;
- в работе автоматического оборудования от оператора требуется грамотно задать параметры резьбы, включить станок и отслеживать процесс на программном контролирующем устройстве, такие станки используют в поточном производстве большого количества труб.
Для нарезки применяют станки:
- резьбонакатные;
- резьбофрезерные;
- резьбошлифовальные.
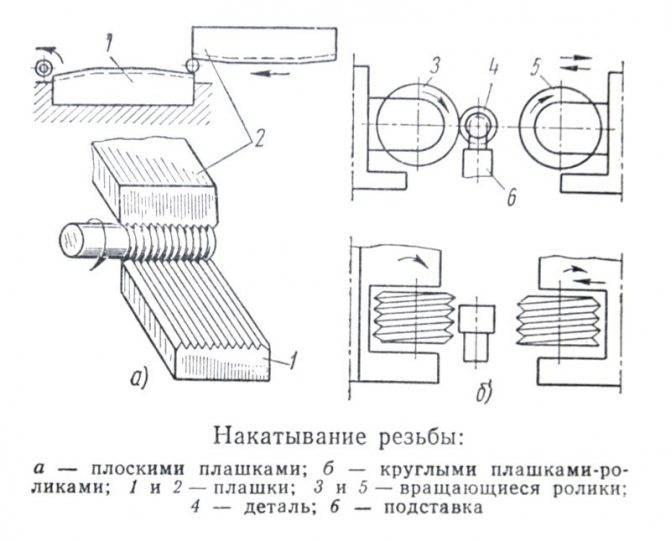
Резьбонакатные
Принцип работы состоит в пластической деформации поверхности без удаления стружки. Установленная заготовка прокатывается между инструментами плоской или круглой формы и сдавливается. Металл под давлением заполняет впадины между прочными витками рабочего инструмента, и создается резьба.
В качестве рабочего инструмента для накатывания используют резьбовые сегменты, плашки, ролики. Процесс накатывания выполняется на резьбонарезных станках для труб полуавтоматического и автоматического действия, иногда используют револьверные и токарные агрегаты. Делают дюймовую и метрическую резьбу с круглыми, треугольными, тангенциальными профилями.
Резьбофрезерные
Производительный метод широко используется в промышленности, используются специальные станки с установленными на них гребенчатыми и дисковыми фрезами. Применяет принцип формообразующего продвижения. Заготовка вращается медленно (подача круговая), согласованно с ней перемещается продольно подаваемая фреза, что позволяет нарезать резьбу с большим шагом на довольно протяженном участке. Требуется строгое согласование одновременных подач.
Гребенчатые фрезы (представлены в виде набора дисковых фрез) используются для нарезки мелких резьб сразу по всей длине. Одновременное формирование витков значительно ускоряет работу по нарезке внутренней и наружной резьбы в трубах, при этом наименьшая длина гребенчатого инструмента должна быть на два-три шага длиннее прогнозируемой резьбы.
Резьбошлифовальные
Шлифование резьбы используют в процессе изготовления рабочего инструмента для нарезания резьбы, резьбовых калибров, роликов накатки, червячных фрез, ходовых винтов для серийного и мелкосерийного производства. Процесс шлифования происходит с использованием многониточных и однониточных абразивов. Схемы производства профиля резьб аналогичны резьбофрезерованию, только вместо фрез используют шлифовальные профилированные круги (однониточные применяют по типу дисковых, а многониточные используют как гребенчатые).
Профиль на кругах нанесен в соответствии с профилем впадины изготавливаемой резьбы. Абразив во время работы совершает круговое движение, а заготовка движется продольно с поворотом на шаг. Технология позволяет получить резьбовой инструмент высокой точности с различными параметрами длины и профиля.
Шлифование резьб многониточными абразивами производят продольной подачей в комплексе с врезным шлифованием. Оси заготовки и круга располагают параллельно, способ использует для производства резьбового инструмента с короткой резьбой и нарезкой кольцевых витков. В результате многониточного шлифования получают рабочий инструмент с невысокой точностью и шагом 4 мм и меньше. Параллельное расположение осей ведет к небольшому искажению профиля резьбы.
Характеристики резьбонарезного оборудования
Чтобы агрегат работал с наименьшими потерями и развивал высокую производительность, играют роль следующие показатели:
- Мощность станка для производственных целей должна быть до 2,2 КВт, такие агрегаты используют в поточном производстве больших партий товара. Для кустарного изготовления маленьких партий труб используют станки с минимальным показателем мощности — 750 Вт.
- Частота оборотов шпинделя является показателем, который исходит из показателя мощности, и от него зависит скорость работы. Диапазон показателей колеблется в пределах от 28 до 520 вращений в минуту. У профессионального оборудования предусмотрено, как минимум три скорости, которые могут переключаться при необходимости. Для небольших мастерских приобретают маломощные станки со скоростью вращения шпинделя 28 оборотов за минуту.
- Диапазон размера деталей, с которыми работает агрегат и разброс возможной протяженности резьбы. Такой параметр определяет тип заготовок, например, для нарезки на болтах подойдет размерность 3−16 мм или 8−24 мм. Промышленная обработка труб большого диаметра отличается другими показателями.
- Вес станка определяет, является агрегат переносным или стационарным. Минимальный вес устройства для резьбового нанесения имеет вес 50 кг, он легко переносится или перевозится.
Дополнительные параметры
В каждом станке конструкторами заложены удобные дополнительные функции, в зависимости от них резьбонарезное оборудование делится на типы:
- Простые устройства, предназначенные только для операции резьбования, остальная работа (перемещение труб, установка упора, фиксация и другие) выполняется работником. Эти станки размещает мастер в небольшом помещении для разовых работ по ремонту авто и разных слесарных работ.
- Автоматическое оборудование позволяет свести работу к установке заготовки и включению кнопки пуска. Такие агрегаты совмещают основную функцию с дополнительным сверлением отверстий, которые могут иметь диапазон диаметров от 2,5 до 30 мм.
Исполнительный инструмент может располагаться в станке вертикально или горизонтально. В первом случае, который встречается наиболее часто, нарезание происходит с помощью метчика. Горизонтальное расположение режущего инструмента используется для создания резьбового соединения на газопроводных и водопроводных трубах.
Для наружной резьбы применяются плашки, винторезные головки, резьбовые резцы. Внутренняя резьба нарезается метчиками и специализированными резцами. Крупные производственные цеха используют вихревые головки для создания деталей в виде одноразовых и многоразовых винтов. С помощью современного оборудования создают типы резьбы:
- метрическую или дюймовую на трубах;
- коническую и цилиндрическую;
- трапецевидную.
С помощью дополнительных приспособлений задают несколько типов нарезки, варьируют разные формы, выбирают шаг и наклон резьбовых витков. В станках предусмотрена для этого возможность смены рабочего исполнительного инструмента. В некоторых агрегатах ставят самоцентрирующиеся резцы с острозаточенными роликами для резки труб в требуемый размер. Для их изготовления берут специально закаленные высокопрочные стали для длительной работы.
Резьбонарезная гребенка
| Основные типы и размеры плоских резьбонарезных гребенок. |
Резьбонарезные гребенки предназначены для нарезания резьбы на специальных станках.
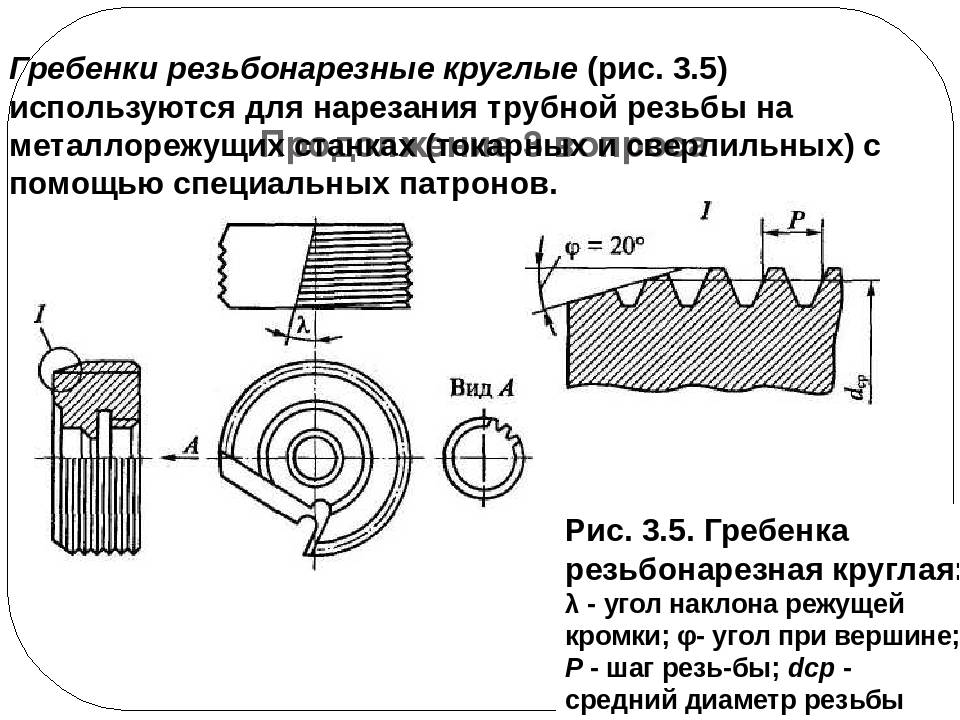
Резьбонарезные гребенки представляют собой как бы несколько резьбовых резцов ( от 2 до 8), соединенных вместе в ряд. Благодаря наличию нескольких зубьев гребенкз не требует большого числа ходов, как резьбовой резец, и, следовательно, обеспечивает большую производительность. Гребенки изготовляют плоскими ( призматическими) и круглыми.
Настройку резьбонарезных гребенок на размер производят или по готовой детали, или по проходному рабочему резьбовому калибру, которые устанавливают в рабочую зону.
Геометрические параметры и материал режущей части резьбонарезных гребенок аналогичны резьбонарезным резцам.
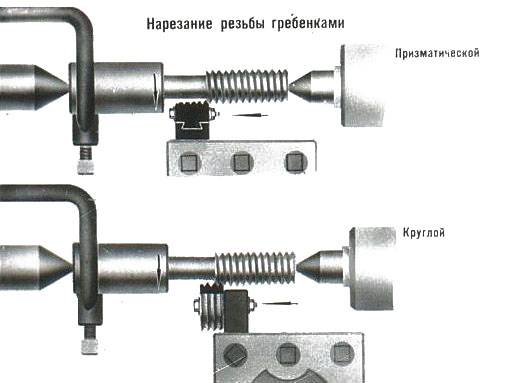
| Схема резьбонарезного устройства – приклона.| Схема ( а-г нарезания резьбы гребенками. |
В суппорте закрепляют резьбонарезной резец или резьбонарезную гребенку. Рукояткой 6 рычаг 5 со штифтом 7 опускается на линейку 8, в результате чего резец касается заготовки. Если в зацеплении находятся колеса Z4 и ze, то передаточное отношение равно единице и шаг нарезаемой резьбы на детали равен шагу резьбы на копире. На рис. 10.19 показаны схемы нарезания резьбы гребенками.
Опорная поверхность кулачков обеспечивает угол наклона ф витков резьбонарезных гребенок, а также смешение витков соседних гребенок на 1 / z шага резьбы, где г – число гребенок.
| Конструкция круглой гребенки. |
Износ ручных, машинных и гаечных метчиков, круглых плашек и круглых резьбонарезных гребенок происходит по задней поверхности режущей части и первым двум ниткам калибрующей части. Признаками затупления инструмента являются ухудшение чистоты резьбы и снижение ее точности.
На рис. 10.21, а приведена конструкция винторезной головки для нарезания наружной резьбы круглыми резьбонарезными гребенками 2 с кольцевой нарезкой. Гребенки устанавливают выточкой 3 на кулачках 4 и крепят винтами / равномерно но окружности на равном расстоянии от центра в зависимости от диаметра нарезаемой резьбы.
К плоским относят следующие инструменты: стержневые и призматические резцы, ножи для сборного инструмента, зуборезные и резьбонарезные гребенки, расточные блоки, накатные плашки, плоские протяжки и др. Характерным признаком этого класса инструмента является оформление его по широким или узким плоскостям. Плоский инструмент подразделяют на цельные, паяные, специальные, сборные.
Гребенки для нарезания внутренних резьб почти не применяют, так как метчик представляет собой как бы комплект нескольких резьбонарезных гребенок, соединенных вместе, и в то же время он значительно лроще в изготовлении, чем гребенка.
Гребенки для нарезания внутренних резьб почти не применяют, так как метчик представляет собой как бы комплект нескольких резьбонарезных гребенок, соединенных вместе, и в то же время он значительно проще в изготовлении, чем гребенка.
К инструментам с цилиндрическим отверстием относятся насадные фрезы, дисковые шеверы, дисковые зуборезные долбяки, накатные ролики, круглые фасонные резцы, резьбонарезные гребенки.