

Общая компоновка станка 2н55
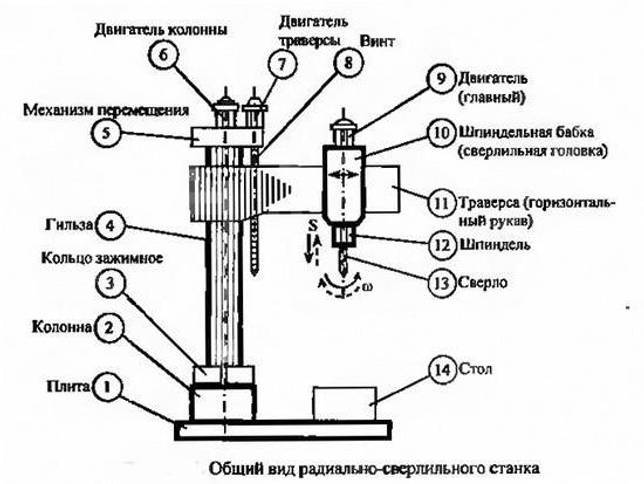
Основанием станка является фундаментная плита, на которой неподвижно закреплен цоколь. В цоколе на подшипниках монтируется вращающаяся колонна, выполненная из стальной трубы. Рукав станка со сверлильной головкой размещен на колонне и перемещается по ней с помощью механизма подъема, смонтированного в корпусе на верхнем торце колонны. В этом же корпусе расположено гидромеханическое устройство для зажима колонны и токоподводящее устройство для питания поворотных и подвижных частей станка. Механизм подъема связан с рукавом ходовым винтом.
Сверлильная головка выполнена в виде отдельного силового агрегата и заключает в себе узлы: коробки скоростей и подач, механизм подачи, шпиндель с противовесом и др. Она перемещается вручную по направляющим рукава. В нужном положении головка фиксируется установленным на ней механизмом зажима.
В фундаментной плите выполнен бак и насосная установка для подачи охлаждающей жидкости к инструменту. На плите устанавливается стол для обработки на нем деталей небольшого размера.
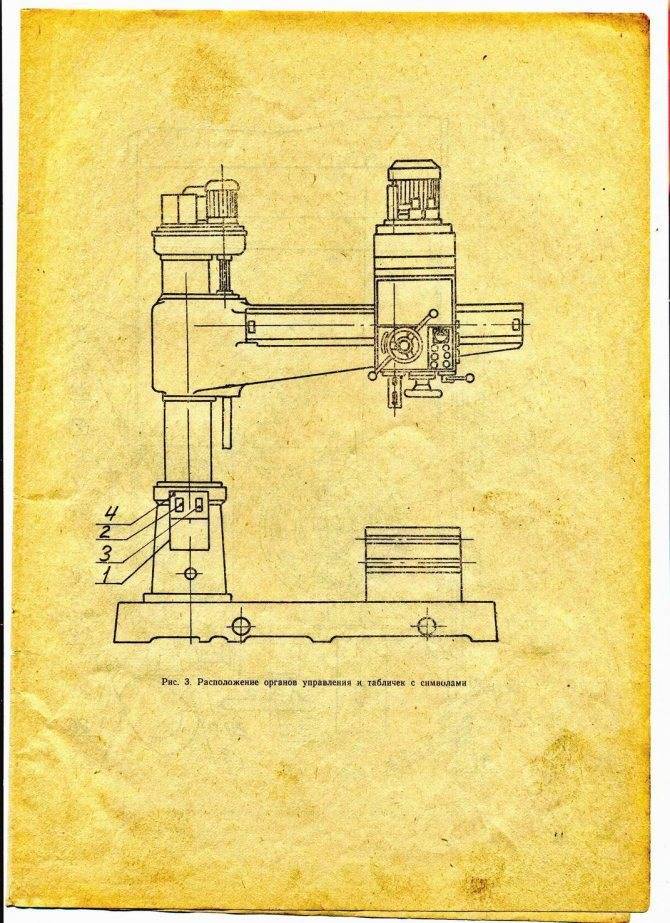
Все органы управления станка сосредоточены на сверлильной головке. На панели цоколя размещены кнопки вводного выключателя, подключающего, станок к внешней электросети, и кнопки управления насосом охлаждения. Для освещения рабочей зоны в нижней части сверлильной головки, за шпинделем, установлена люминесцентная лампа.
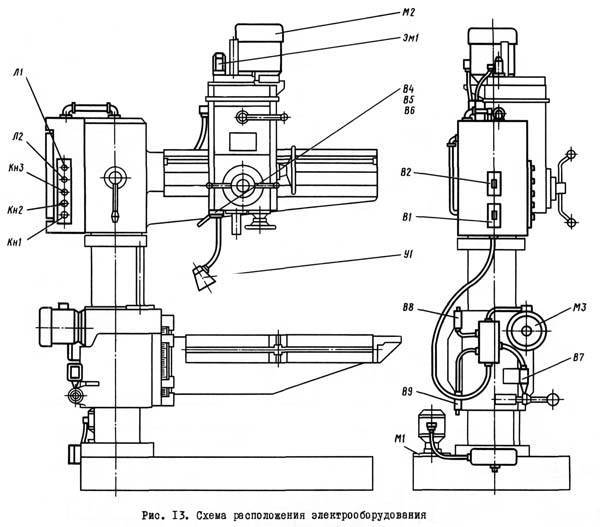
Электроаппаратура смонтирована в нише, которая расположена с обратной стороны рукава.
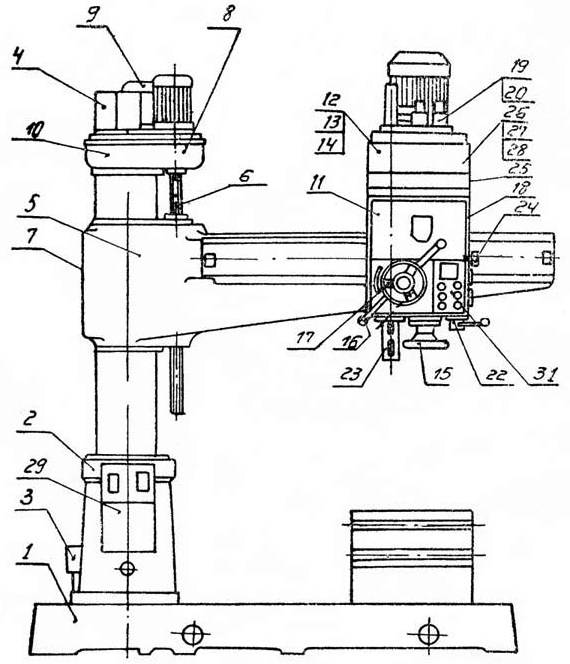
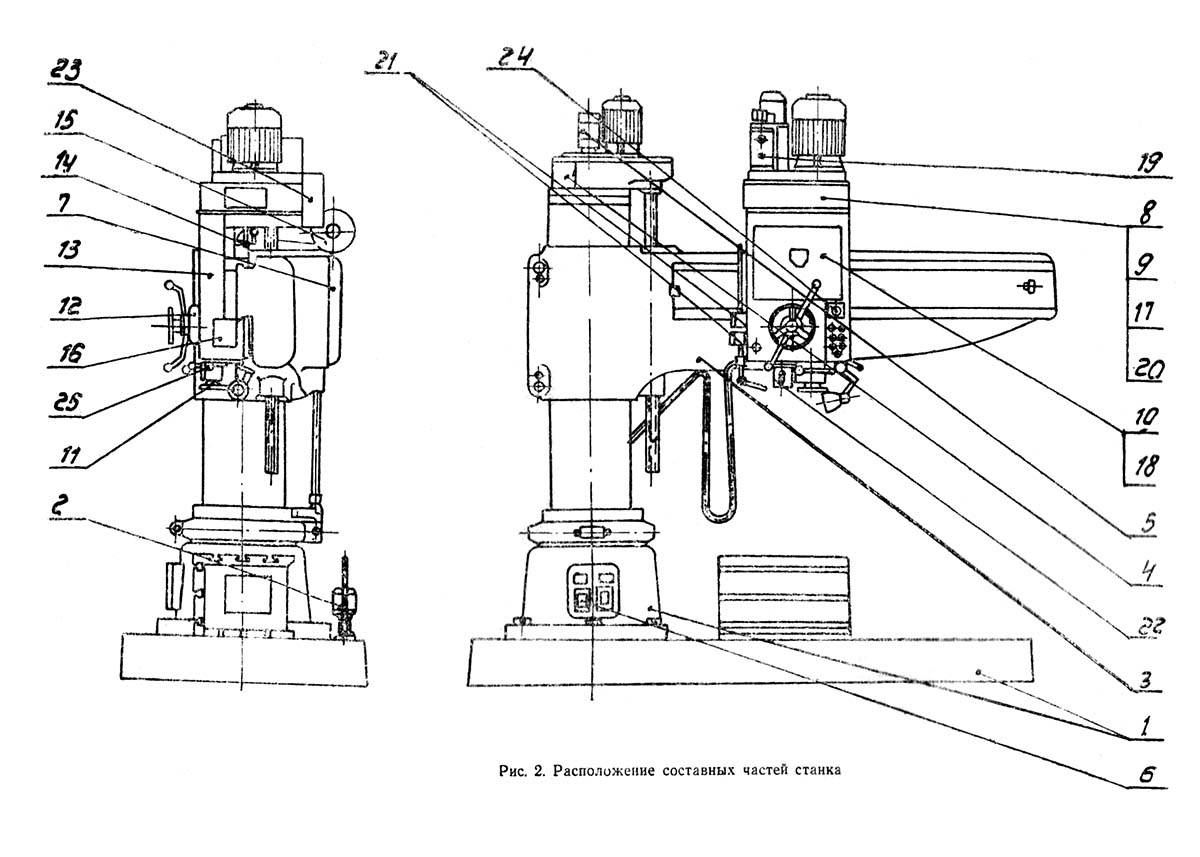
Расположение составных частей радиально-сверлильного станка 2Н55
Спецификация составных частей сверлильного станка 2Н55
- Плита, цоколь, колонна – 11 (номер узла)
- Охлаждение – 12
- Рукав и зажим – 21
- Механизм подъема сверлильной головки – 31
- Механизм гидрозажима – 32
Спецификация составных частей сверлильной головки СГ-50Н, СГ-350Н
- Фрикционная муфта – 15
- Коробка скоростей – 16
- Коробка подач – 17
- Вал червяка – 25
- Механизм включения подач – 26
- Зажим сверлильной головки – 36
- Противовес – 37
- Гидропреселектор – 45
- Привод гидропреселектора – 46
- Гидрооборудование – 47
- Управление фрикционной муфтой – 48
- Управление набором скоростей и подач – 49
- Шпиндель –
- Электрооборудование – 93
- Электропульт – 95
- Электрошкаф – 96
- Вводная панель – 97
Общая компоновка станка 2н55
Основанием станка является фундаментная плита, на которой неподвижно закреплен цоколь. В цоколе на подшипниках монтируется вращающаяся колонна, выполненная из стальной трубы. Рукав станка со сверлильной головкой размещен на колонне и перемещается по ней с помощью механизма подъема, смонтированного в корпусе на верхнем торце колонны. В этом же корпусе расположено гидромеханическое устройство для зажима колонны и токоподводящее устройство для питания поворотных и подвижных частей станка. Механизм подъема связан с рукавом ходовым винтом.
Сверлильная головка выполнена в виде отдельного силового агрегата и заключает в себе узлы: коробки скоростей и подач, механизм подачи, шпиндель с противовесом и др. Она перемещается вручную по направляющим рукава. В нужном положении головка фиксируется установленным на ней механизмом зажима.
В фундаментной плите выполнен бак и насосная установка для подачи охлаждающей жидкости к инструменту. На плите устанавливается стол для обработки на нем деталей небольшого размера.
Все органы управления станка сосредоточены на сверлильной головке. На панели цоколя размещены кнопки вводного выключателя, подключающего, станок к внешней электросети, и кнопки управления насосом охлаждения. Для освещения рабочей зоны в нижней части сверлильной головки, за шпинделем, установлена люминесцентная лампа.
Электроаппаратура смонтирована в нише, которая расположена с обратной стороны рукава.
Конструктивные особенности
Компоновка устройства выполнена в двухколонном виде. В результате создана жесткая конструкция. Она не допускает перемещение оси шпинделя при фиксации колонны. Для жесткой установки используется специальный фиксатор, гарантирующий надежную установку. Поэтому сверление может выполняться с высоким значением подачи инструмента.
Поворот колонны происходит при небольшом приложении силы (10…15 Н). Достаточно ослабить фиксацию в ней. Поэтому оператор легко перенастраивает станок для выполнения нового вида работы.
21 скорость вращения шпинделя позволяет подобрать оптимальный режим сверления для самых разных типов конструкционных материалов, а также видов используемого инструмента.
При завершении сверления на заданную глубину автомат отключит подачу исполнительного инструмента вглубь обрабатываемой детали.
Работа противовеса заключается в уравновешивании нагрузок на сверлильной колонне, что облегчает настройку оборудования даже при использовании довольно тяжелого инструмента.
Выполнение работы по сверлению на станке
Вращение от электродвигателя передается на:
- упругую муфту, сглаживающую вибрацию;
- фрикцион, позволяющий включать передачу в «мягком» режиме;
- коробку скоростей, имеющую передвижные блоки шестерен (4 шт.).
Наличие в коробке скоростей накидной шестерни позволяется организовывать обратное вращение шпинделя. Ее включение происходит после остановки фрикционов. На каждые две скорости прямого вращения имеется одна скорость обратного.
В двойных блоках зубчатых колес имеется возможность перемещения ползуна так, что в третьем промежуточном положении зацепления нет. Тогда оператор может производить вращение от руки, не прилагая больших усилий (зацепления нет, не нужно вращать блоки шестерен).
Для вертикального перемещения шпинделя вверх и вниз используется муфта включения подачи. Здесь применяется червячная передача: червячное колесо и червяк. Они осуществляют движение пиноли шпинделя в прямом и обратном направлениях (изменяется путем включения реверсированного включения двигателя).
Возможны грубая и точная подача инструмента с использованием рукояток и маховиков управления на сверлильной колонне станка. При выполнении производственного процесса можно сверлить детали в ручном режиме, вращая маховик. При выборе необходимой подачи на пульте управления (необходимое перемещение шпинделя в мм/об сверла) работа выполняется автоматически. Нужно задать требуемую глубину сверления.
При реверсированном переключении двигателя подачи шпинделя используется кулачковая предохранительная муфта. В случае увеличения предельного усилия перемещения происходит ее отключение. Такое техническое решение позволяет не перегружать инструмент (предотвращает его поломку) при сверлении отверстий.
Технические характеристики сверлильного станка 2М58-1
| Наименование параметра | 2М58-1 |
| Основные параметры станка | |
| Класс точности станка | Н |
| Наибольший условный диаметр сверления в стали 45, мм | 100 |
| Наибольший условный диаметр сверления в чугуне, мм | |
| Диапазон нарезаемой резьбы в стали 45, мм | |
| Расстояние от оси шпинделя до направляющей колонны (вылет шпинделя), мм | 500..3150 |
| Наибольшее горизонтальное перемещение сверлильной головки по рукаву, мм | 2650 |
| Наименьшее и наибольшее расстояние от торца шпинделя до плиты, мм | |
| Наибольшее вертикальное перемещение рукава по колонне (установочное), мм | 1500 |
| Наибольшее осевое перемещение пиноли шпинделя (ход шпинделя), мм | 630 |
| Угол поворота рукава вокруг колонны, град | 360 |
| Размер поверхности плиты (ширина длина), мм | |
| Наибольшая масса инструмента, устанавливаемого на станке, кг | |
| Шпиндель | |
| Диаметр гильзы шпинделя, мм | |
| Обозначение конца шпинделя по ГОСТ 24644-81 | Морзе 6 |
| Частота прямого вращения шпинделя, об/мин | 12; 12; 15; 16; 20; 25; 31,5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250 |
| Количество скоростей шпинделя прямого вращения | 22 |
| Частота обратного вращения шпинделя, об/мин | |
| Количество скоростей шпинделя обратного вращения | |
| Пределы рабочих подач на один оборот шпинделя, мм/об | 0,063; 0,08; 0,10; 0,125; 0,16; 0,20; 0,25; 0,315; 0,40; 0,50; 0,63; 0,80; 1,25; 1,60; 2,00; 2,5; 3,15 |
| Число ступеней рабочих подач | 18 |
| Пределы рабочих подач на один оборот шпинделя при нарезании резьбы, мм | |
| Перемещение шпинделя на одно деление лимба, мм | |
| Перемещение шпинделя на оборот лимба, мм | |
| Наибольший допустимый крутящий момент, кгс*см | 280 |
| Наибольшее усилие подачи, кгс | 5000 |
| Зажим вращения колонны | Гидр |
| Зажим рукава на колонне | Электр |
| Зажим сверлильной головки на рукаве | Гидр |
| Электрооборудование. Привод | |
| Количество электродвигателей на станке | |
| Электродвигатель привода главного движения, кВт | 13 |
| Электродвигатель привода перемещения рукава, кВт | 3,0 |
| Электродвигатель гидронасоса колонны, кВт | 0,75 |
| Суммарная мощность установленных электродвигателей, кВт | |
| Габариты и масса станка | |
| Габариты станка (длина ширина высота), мм | 4850 х 1830 х 4885 |
| Масса станка, кг | 18000 |
Список литературы:
Глухов Н.М. Работа на координатно-расточных станках, 1953
Григорьев С.П., Григорьев В.С. Практика координатно-расточных и фрезерных работ, 1980
Кашепава М.Я. Современные координатно-расточные станки, 1961
Кудряшов А.А. Станки инструментального производства, 1968
Бернштейн-Коган В.С. Электрооборудование координатно-расточных и резьбошлифовальных станков, 1969
Ипатов С.С. Координатно-расточные станки в точном приборостроении, 1954
Богданов А.В. Расточное дело, 1960
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики сверлильно-фрезерно-расточной группы станков
- Выбор подходящего станка для металлообработки
- Технология ремонта станков
- Методика проверки и испытания сверлильных станков на точность и жесткость
- Справочник сверлильных станков
- Заводы производители сверлильных станков в России
- Заводы производители металлорежущих станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
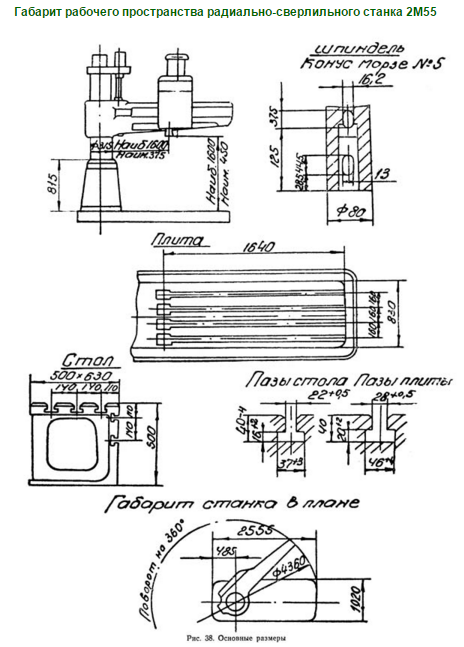
Радиально сверлильный станок 2М55
- Описание
- Комментарии
- Отзывы
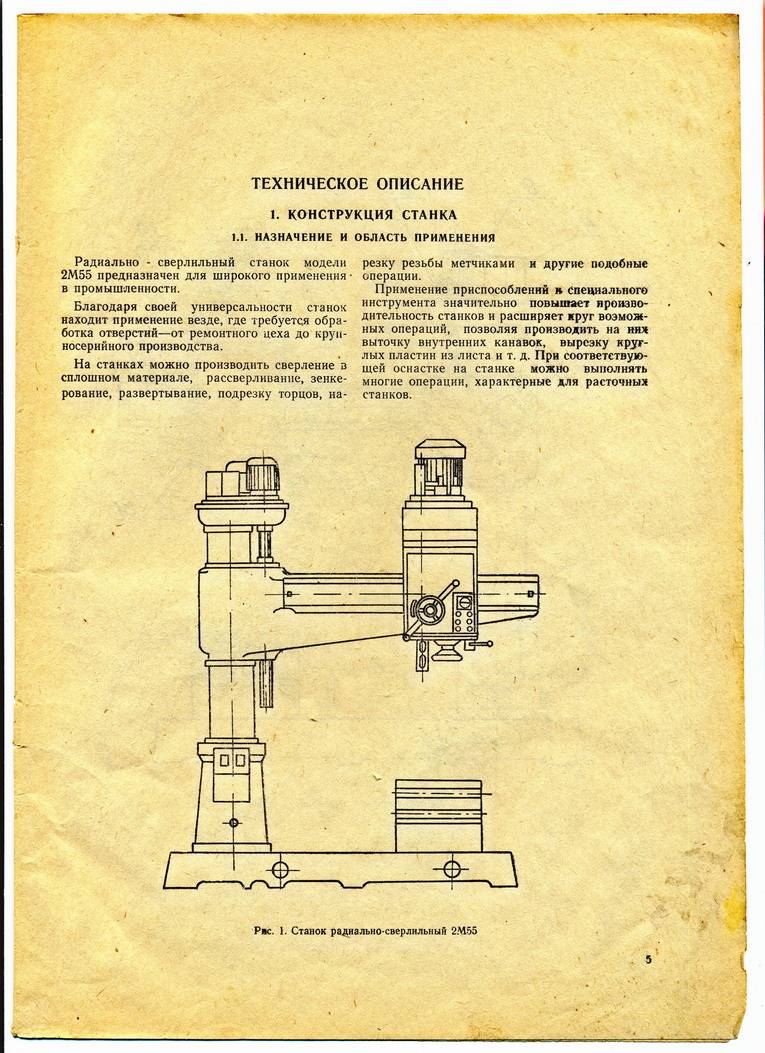
Cтанок радиально-сверлильный 2М55 предназначен для сверления, рассверливания, зенкерования, развертывания, растачивания отверстий, нарезания резьбы метчиками, подрезки торцов резцом, а также выполнения других аналогичных операций при обработке различных корпусных деталей.
Станок имеет двухколонную компоновку станочной части, что позволяет создать жесткую конструкцию узла, не допускающую смещение оси шпинделя при зажиме колонны. Специальный зажим колонны центрального типа создает тормозной момент, гарантирующий высокопроизводительное сверление.



Для поворота колонны требуется незначительное усилие на самом малом радиусе сверления, что также обеспечивает высокую производительность работы и снижает утомляемость оператора.
Широкий диапазон чисел оборотов и подач шпинделя обеспечивает высокопроизводительную работу при любых сочетаниях обрабатываемых материалов, инструмента, размера и т.д.
Преселективное дистанционное электрогидравлическое устройство позволяет менять режимы с предварительным их набором. Станок имеет механизм автоматического выключения при достижении заданной глубины сверления. Уравновешивание шпинделя обеспечивается специальным противовесом, допускающим удобную регулировку с рабочего места в случае изменения массы инструмента.
Радиально сверлильный станок 2М55 технические характеристики
| Характеристика | 2М55 |
|---|---|
| Наибольший диаметр сверления в стали средней твердости, мм | 50 |
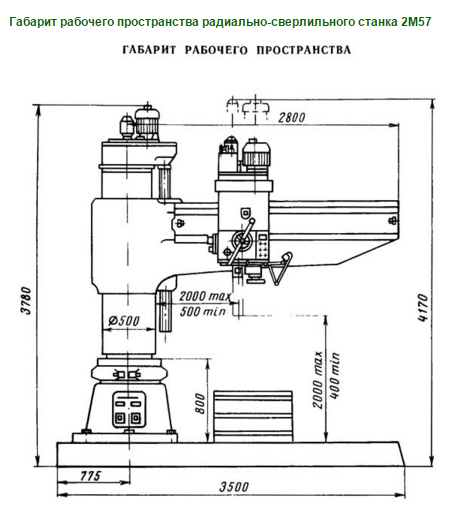
| Вылет шпинделя (расстояние от оси шпинделя до образующей колонны), мм. | 450 — 1500 |
| Расстояние от нижнего торца шпинделя до плиты, мм. | 470 — 1500 |
| Наибольшее вертикальное перемещение рукава по колонне, | 680 |
| Наибольшее осевое перемещение шпинделя, мм. | 350 |
| Конус шпинделя | Морзе 5 |
| Наибольший вес инструмента, управляемый противовесом при наибольшей допускаемой затяжке, кг. | 30 |
| Количество скоростей вращения шпинделя | 19 |
| Пределы чисел оборотов в минуту | 30 — 1700 |
| Мощность электродвигателя привода шпинделя, кВт. | 4,5 |
| Мощность электродвигателя перемещения рукава, кВт. | 1,7 |
| Габариты станка, мм. | 2625 х 968 х 3265 |
| Вес 2М55 2М55 станка, кг. | 4100 |
Особенности конструкции узлов станка
Рабочий стол
Опорная плита изготовлена в виде отливки из модифицированного чугуна. Для усиления в конструкции предусмотрены продольные и поперечные ребра. Специальные Т-образные пазы позволяют использовать разные способы фиксации обрабатываемых деталей. Можно устанавливать:
- Трехкулачковый патроны, в них закрепляют цилиндрические детали. Тогда осевые сверления будут выполнены с высокой точностью.
- Четырехкулачковые патроны предназначены для фиксации несимметричных деталей на столе.
- Пневматические или эксцентриковые фиксаторы используют для позиционированного закрепления специальной формы.
Опорная колонна
Для фиксации колонны используется конусное кольцо. При осевом перемещении конус зажимает цилиндр, не позволяя ему проворачиваться во втулке. Непроизвольный поворот колонны невозможен. Она жестко фиксируется.
Для облегчения перемещений конусного кольца использованы специальные фланцы. Для их смещения применяют винтовые зажимы, соединенные рукоятками управления и соответствующими механизмами продольного перемещения.
1 Назначение и особенности станка
Агрегат может за счет своей универсальности использоваться на любых предприятиях, где возникает необходимость в эффективной и быстрой обработке отверстий. Он рекомендован для применения и при крупносерийном производстве, и в совсем небольших ремонтных цехах. Станок относится к группе радиально-сверлильного оборудования, которое признается оптимальным для выполнения множества отверстий в тяжелых и крупногабаритных деталях.
Суть в том, что на таких агрегатах шпиндель с рабочим инструментом передвигается относительно неподвижной детали. Это экономит время и нивелирует все возможные неудобства, связанные с необходимость кантования по рабочей поверхности больших по массе заготовок.

Станок 2М55, созданный специалистами Одесского конструкторского бюро “АРС”, относится к оборудованию высшей категории качества по принятой в СССР классификации. Он характеризуется такими преимуществами:
- эргономичная конструкция за счет отсутствия обслуживаемых устройств наверху станка, подобная компоновка, кроме того, позволяет эксплуатировать его с большим удобством для оператора;
- развитый конус делает зажим колонны более жестким, что дает возможность использовать агрегат для выполнения операций на высоких режимах;
- продуманная конструкция направляющих увеличивает ремонтопригодность оборудования, позволяет выполнять плановые осмотры и ремонты в сжатые сроки;
- увеличенный ход головки по рукаву и рукава по колонне существенно расширяют рабочее пространство;
- зажим станка отличается быстродействием, что позволяет на большой скорости без каких-либо затруднений переустанавливать по высоте рукав.
Также отметим – рукав располагает развитыми направляющими, а компоновка агрегата выполнена в двух колоннах. Это обеспечивает достижение запланированной точности обработки деталей вне плиты.

Можно выделить и другие особенности рассматриваемого оборудования радиально-сверлильной группы:
- Шпиндель уравновешивается противовесом, который дает возможность оператору при изменении веса инструмента непосредственно с рабочего места выполнять его регулировку.
- Человек, работающий за станком, тратит меньше физических сил на поворот колонны агрегата, так как он прилагает при осуществлении данной операции минимум усилий, благодаря особой конструкции станка.
- Не требуется частая шабровка направляющих станка, вполне достаточно выполнения плановых операций.
- В момент достижения необходимой глубины сверления специальный механизм в автоматическом режиме отключает вращение инструмента.
- Высокая производительность обработки изделий достигается за счет тормозного момента, создаваемого зажимом колонны особой конструкции.
- Электрогидравлический преселективный механизм, управляемый дистанционно, обеспечивает возможность заранее набирать требуемые режимы сверления и мгновенно изменять их в процессе работы.
- При зажиме колонны ось шпинделя не смещается благодаря высокой жесткости сверлильной установки.
2Н55 станок радиально-сверлильный. Назначение и область применения
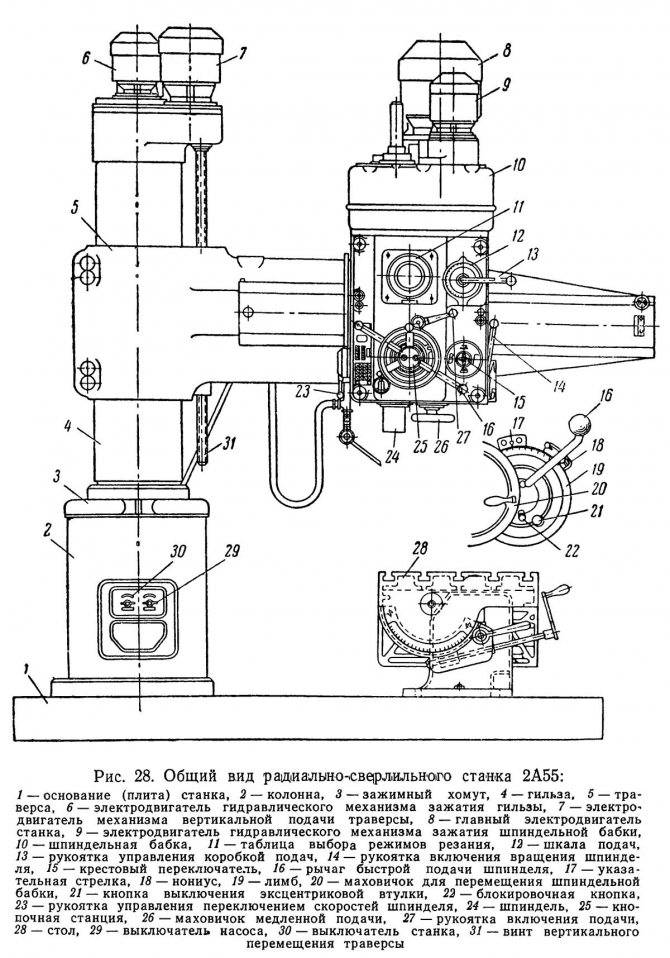
Радиально-сверлильный станок модели 2Н55 заменил устаревшую модель станка этой же серии 2А55.
Станок рассчитан на сверление в стали отверстий диаметром до 50 мм сверлами средней твердости (предел прочности при растяжении σ = 55..65 кг/мм²).
Станок радиально-сверлильный 2Н55 предназначен для сверления, рассверливания, зенкерования, развертывания, растачивания отверстий, нарезания резьбы метчиками, подрезки торцов резцом, а также выполнения других аналогичных операций при обработке различных корпусных деталей в механических цехах единичного, мелкосерийного и серийного производства, а также в сборочных цехах заводов тяжелого транспортного машиностроения. При оснащении станка приспособлениями и специальным инструментом его можно использовать для высокопроизводительной обработки крупногабаритных деталей в крупносерийном производстве.
Радиально-сверлильный станок 2Н55 имеет двухколонную компоновку станочной части, что позволяет создать жесткую конструкцию узла, не допускающую смещение оси шпинделя при зажиме колонны. Специальный зажим колонны центрального типа создает тормозной момент, гарантирующий высокопроизводительное сверление.
Для поворота колонны требуется незначительное усилие на самом малом радиусе сверления, что также обеспечивает высокую производительность работы и снижает утомляемость оператора. Широкий диапазон чисел оборотов и подач шпинделя обеспечивает высокопроизводительную работу при любых сочетаниях обрабатываемых материалов, инструмента размеров и т. д.
Уравновешивание шпинделя обеспечивается специальным противовесом, допускающим удобную регулировку с рабочего места в случае изменения массы инструмента.
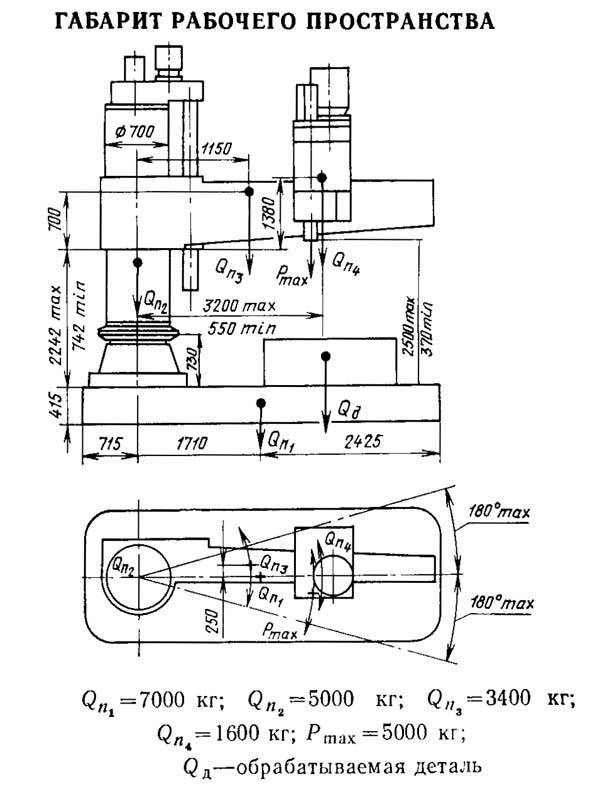
Режимы резания, допустимые на станке, определяются динамическими параметрами станка:
- Эффективная мощность на шпинделе, кВт — 4,0
- Наибольший крутящий момент на шпинделе кг*см — 7100
- Наибольшее усилие подачи, кгс — 2000
При этом надо иметь в виду, что наибольшая мощность на шпинделе может быть использована, начиная с 7-й ступени чисел оборотов (80 об/мин см. раздел паспорта «Механика главного движения»).
Низшие числа оборотов шпинделя применяются на станке для выполнения операций, требующих меньшей мощности, но большего крутящего момента. Поэтому на шести первых ступенях скорости мощность на шпинделе не достигает максимально-эффективного значения.
Величина наибольшего допустимого усилия подачи обусловлена прочностью деталей станка и жесткостью его конструкции. Превышение допустимого значения усилия подачи вызывает отключение предохранительной муфты механизма подачи. Поэтому величину механической подачи следует выбирать так, чтобы не превзойти допустимого усилия подачи. Усилие подачи в значительной, степени зависит от правильной заточки сверла.
Широкие диапазоны скоростей вращения шпинделя и механических подач позволяют повысить производительность станка.
Преселективное дистанционное электрогидравлическое устройство позволяет менять режимы с предварительным их набором. Станок имеет механизм автоматического выключения при достижении заданной глубины сверления.



Наличие в станке преселективного управления скоростями и подачами, легкого гидрофицированного управления фрикционом шпинделя, возможность отключения шпинделя от коробки скоростей, наличие надежных гидравлических зажимов колонны и сверлильной головки, работающих как совместно, так и раздельно, а также сосредоточение всех органов управления на небольшом участке сверлильной головки позволяет максимально сократить вспомогательное время.
При необходимости частой смены инструментов рекомендуется пользоваться быстросменным патроном. Для нарезания резьб следует применять предохранительный патрон для метчиков.
Станок имеет следующие преимущества по сравнению с ранее выпускавшейся моделью:
- ужесточение зажима колонны благодаря развитому конусу, что позволяет работать на высоких режимах резания; увеличение объема рабочего пространства за счет увеличения ходов рукава по колонне и головки по рукаву;
- достижение заданной точности и достижение точности вне плиты благодаря двухколонной компоновке и развитым направляющим рукава;
- сокращение времени на переустановку рукава по высоте благодаря увеличенной скорости его перемещения и быстрому действию зажима;
- повышение ремонтопригодности благодаря новой конструкции направляющих колонны;
- отсутствие на верхнем торце механизмов, требующих обслуживания, что обеспечивает удобство при эксплуатации станка, улучшает его внешний вид.
Разработчик — СКБ APC г. Одесса
Категория качества высшая.
Класс точности станка Н по ГОСТ 8—77.
Обзор сверлильного станка 2М55: конструкция, характеристики, паспорт
Радиально-сверлильные станки серии 2М55 предназначены для обработки неподвижных деталей и заготовок с большой массой, смещение которых на рабочей поверхности стола затруднено. Проектированием и изготовлением этой марки оборудования занимался Одесский завод радиально-сверлильных станков. Паспорт для эксплуатации также составлялся этим объединением.
Конструктивные особенности станка
Радиально-сверлильный станок 2М55 имеет достаточно широкий набор операций. С его помощью можно выполнять сверление, рассверливание, зенкерование, подрезку торцов заготовки специальным инструментом, формирование резьбы и много другое. В паспорте оборудования указан полный перечень функций.
Конструкция станка во многом стандартна — на плите станка располагается колонна. На ней с помощью специального зажима крепится подвижный рукав. Именно на нем располагаются основные узлы и агрегаты оборудования – электродвигатель, коробка передач и шпиндельная головка. В конструкции предусмотрены механизмы смещения рукава по вертикальной плоскости колонны, а также изменение положения шпинделя в горизонтальном направлении.
Согласно техническим характеристикам из паспорта у станка 2М55 есть следующие особенности эксплуатации:
- высокая точность выполняемых работ. Она обеспечивается минимальным усилием для смещения шпинделя даже при формировании малых диаметров сверления;
- функциональность. Это обусловлено большим количеством числа передач и оборотов. Производительность не падает при обработке заготовок из различных материалов. Удобная система замены режущего инструмента;
- предварительная установка режимов работы. Для этого в конструкции есть преселективное устройство. Оператор предварительно устанавливает набор режимов, которые запускаются в порядке очередности.
Еще одним преимуществом станка перед аналогичными моделями является двухколонная компоновка. Она позволяет добиться максимальной жесткости при фиксации колонны. Это минимизирует вероятность неконтролируемого смещения шпинделя во время работы.
На верхнем торце станка 2М55 отсутствуют компоненты, которые требуют обслуживания. Это повышает эксплуатационные качества оборудования, так как сокращается время выполнения ремонтных и профилактических работ.
Технические характеристики оборудования
С помощью станка можно обрабатывать заготовки и детали из различных материалов. Наиболее популярными являются сталь и чугун. Благодаря широкому выбору режимов возможно формирование качественных отверстий в специальных сплавах чугуна с особыми характеристиками. Рекомендации по эксплуатации указаны в паспорте.
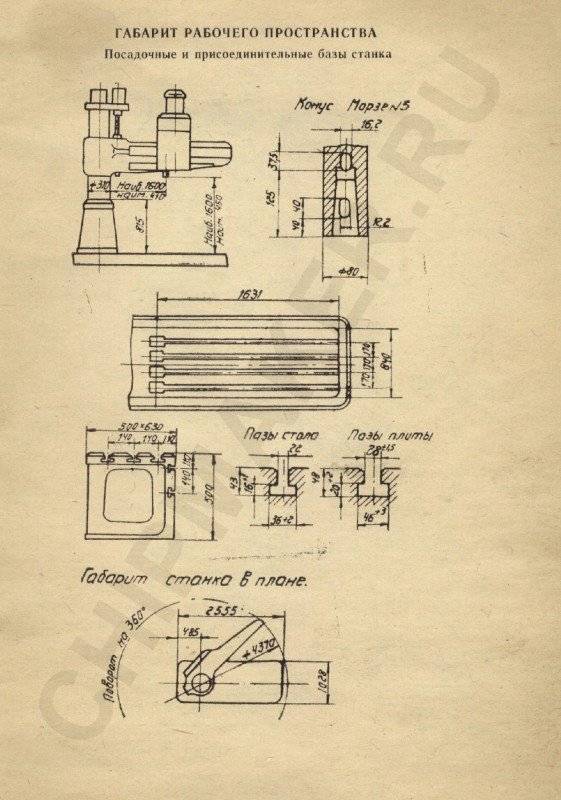
Общая масса оборудования в собранном виде составляет 4700 кг. Габариты станка при максимальном вылете шпиндельной головки по направляющему рукаву не превышают 266,5*102*343 см. Максимально допустимый диаметр сверления в деталях из стали равен 50 мм. Для чугунных заготовок этот параметр больше и составляет 63 мм. При настройках можно установить вылет шпинделя от 37,5 до 160 см. Рабочая головка смещается по направляющим рукава на расстояние до 122,5 см. Минимальное и максимальное расстояние от торца шпинделя до плиты варьируется в пределах от 45 до 160 см. Высота подъема рукава составляет 75 см. Размеры станины, на которую устанавливается обрабатываемая деталь – 100*255,5 см.
Для настройки работы необходимо знать следующие технические характеристики, указанные в паспорте станка:
- пределы частот вращения шпиндельной головки – от 20 до 2000 об/мин;
- число скоростей. При прямом вращении — 24, для обратного – 12;
- максимально допустимый показатель крутящего момента – 7100 кгс*см;
- усилие подачи не должно превышать значение 20 кН;
- мощность электродвигателей. Главного привода – 4,5 кВт; для смещения рукава — 2,2 кВт; устройства гидравлического зажима – 0,55 кВт; для набора скоростей и подач – по 0,15 кВт.
Для оптимизации работы механизмов в конструкции станка есть несколько типов зажимов. Согласно данным паспорта фиксация рукава на колонне происходит с помощью электрического устройства. Гидравлические фиксаторы установлены в приборах вращениях колонны и сверлильной головки, расположенной на рукаве.
Несмотря на функциональность и высокие технологические характеристики станка 2М55 в настоящее время выпускаются более совершенные аналоги. Среди них можно выделить модели 2С550, 2К550 и АС2550. Разница между описываемым устройством и ними заключается в улучшенных эксплуатационных качествах и увеличению точности обработки за счет внедрения устройств цифрового управления.
С примером функциональности станка 2М55 можно знакомиться из содержания видеоматериала:
stanokgid.ru
Система охлаждения
В пустоты плиты размещена емкость для СОЖ. Охлаждающая жидкость подается в территорию резания, к наконечнику, насосом по шлангу. В зависимости от габаритов детали можно делать управление высоты наконечника.
В 2М55 кол-во СОЖ заливают в зависимости от продуктивности насоса. Его продуктивность 22 л/мин.
Какой эпилятор выбрать в 2018-2019 году Рейтинг лучших по отзывам покупателей
Система охлаждения станка
Список компонентов системы охлаждения:
- крышка закрывающая емкость -1;
- насос в сборе – 2;
- шланг – 3;
- тройник – 4;
- регулятор опускания – 5;
- штанга – 6;
- наконечник – 7;
- шарнирное соединение – 8;
- сетка – 9.
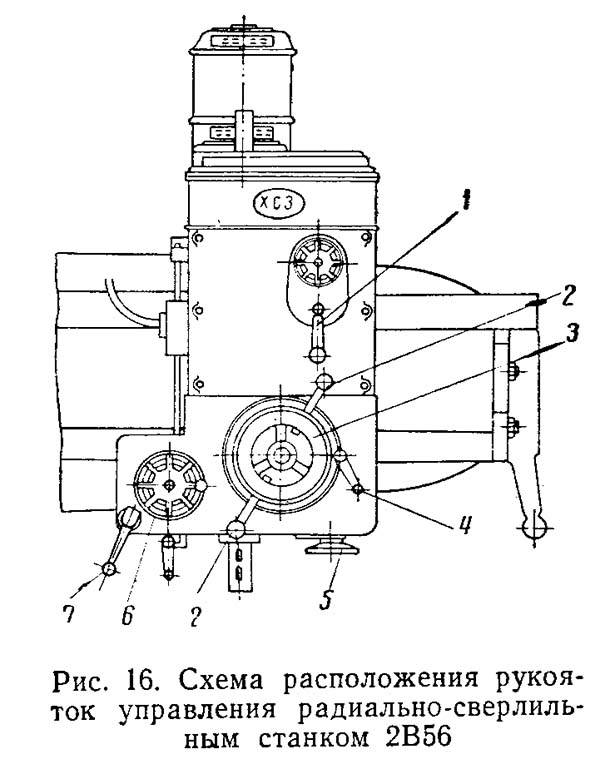
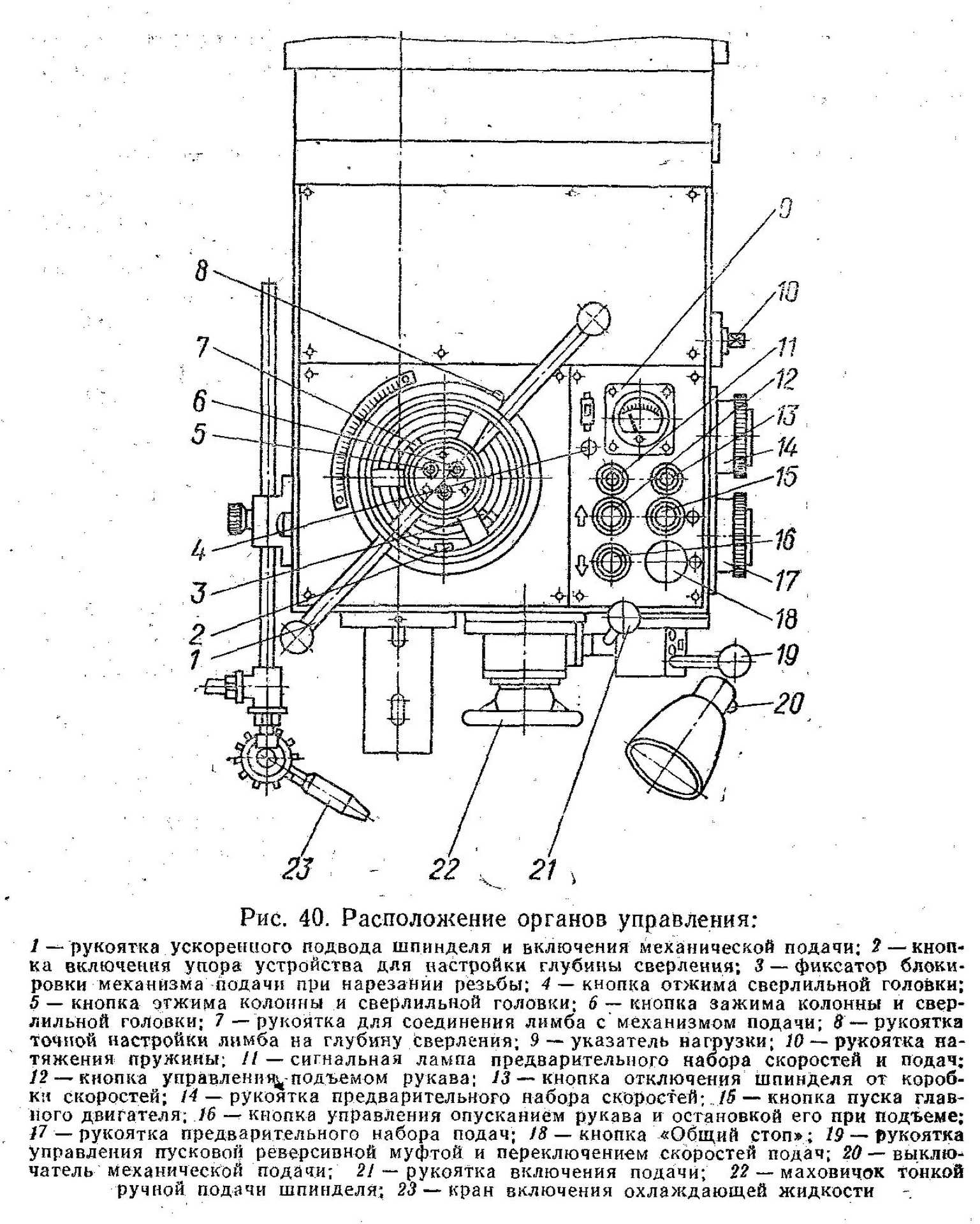
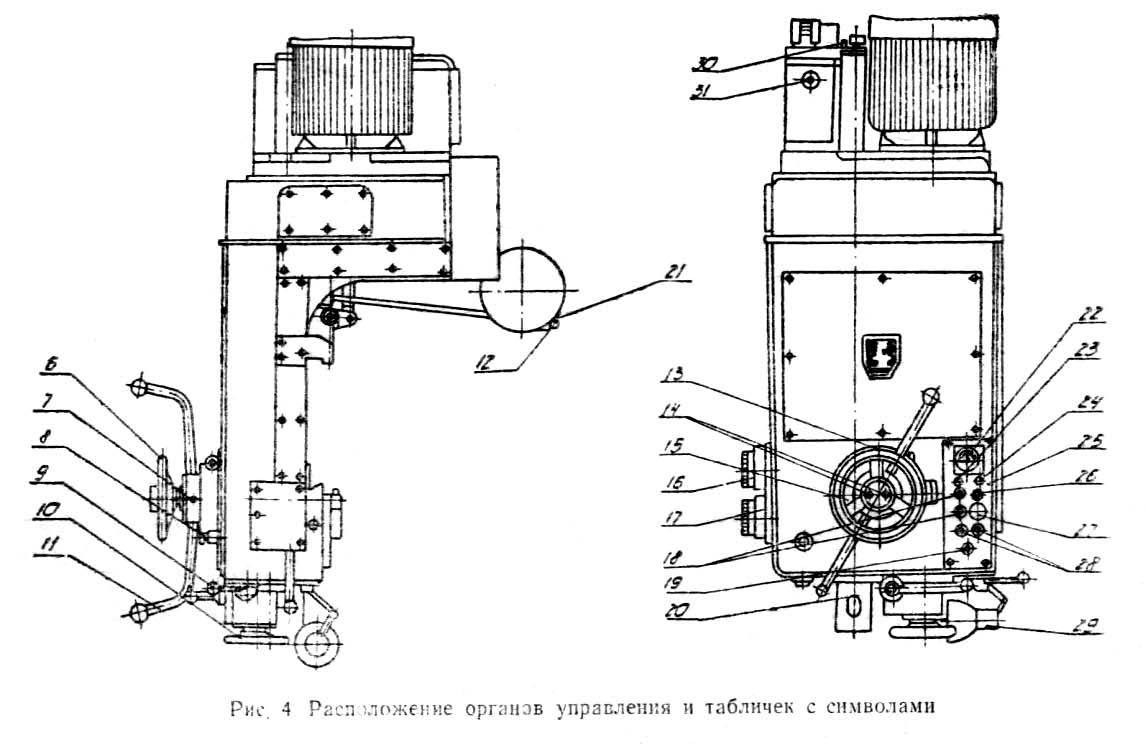
Органы управления
На станок 2М55 руководство по эксплуатации приводит описание управления станком.
Органы управления станком 2М55
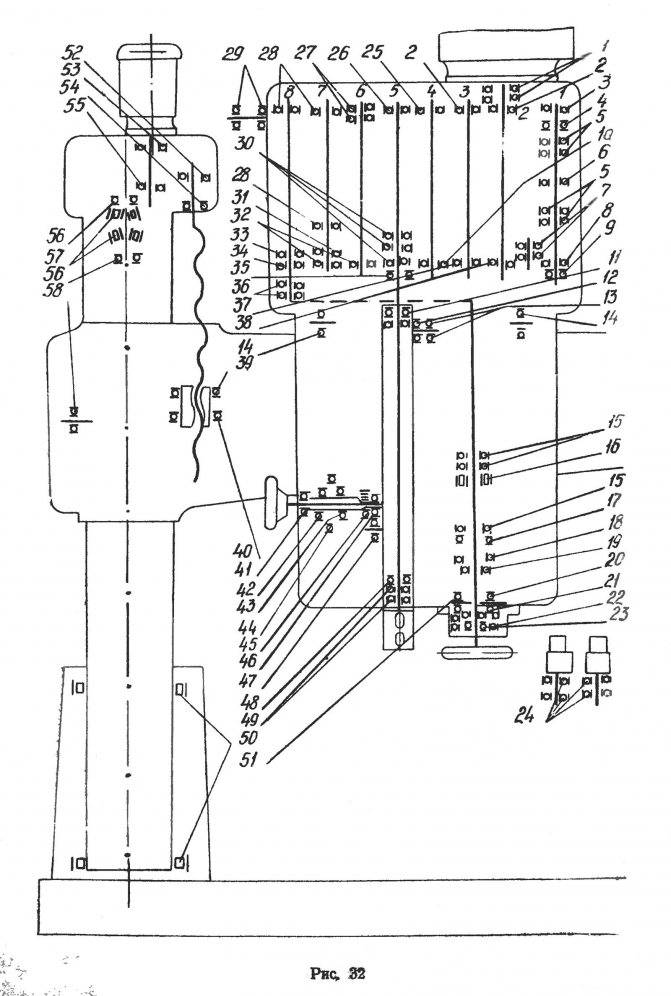
На рисунке представлены следующие органы управления, находящиеся на сверлильной головке:
- ускоренный подвод шпинделя, подключение рабочей подачи – 5;
- настройка глубины сверления – 6;
- блокировка подачи во время нарезания резьбы – 7;
- фиксатор регулирования опускания крана СОЖ – 8;
- отжим сверлильной головки – 9;
- отжим колонны вместе с сверлильной головкой – 10;
- зажим колонны вместе с сверлильной головкой – 11;
- соединение лимба и механизма подач -12;
- точная настройка лимба -13;
- амперметр (индикатор нагрузки) – 14;
- регулятор натяжения пружин в противовесе – 15;
- индикатор преднабора – 16;
- подъем рукава – 17;
- отключение шпинделя – 18;
- рукоятка преднабора – 19;
- пуск главного двигателя – 20;
- опускание рукава – 21;
- преднабор подач – 22;
- кнопка стоп – 23;
- реверс – 25;
- местное освещение – 26;
- включение механической подачи – 29;
- точная подача вручную – 30;
- кран СОЖ – 31;
- маховик движения сверлильного узла — 32.
Related Posts via Categories
- Сверлильный станок – о незаменимом оборудовании во всех ракурсах
- Приспособление для сверления отверстий – сверлильный станок станет в разы функциональнее!
- Настольный сверлильный станок и другие виды сверлильного оборудования
- Bosch PBD 40 – высокоточный настольный сверлильный станок
- 2М112 – простой в конструкции настольный сверлильный станок
- 2Р135Ф2 – популярный сверлильный станок с числовым программным управлением
- 2Н125 – универсальный станок вертикального типа
- Сверлильный станок своими руками – все достаточно просто!
- 2А135 – сверлильный станок для мелкосерийного производства
- 2Н118 как универсальный и максимально простой в работе сверлильный станок
Рекомендации при работе на станке
Существует еще несколько рекомендаций, которые относятся к работе с горизонтально-сверлильными станками по дереву:
- Вводить сверло в заготовку из дерева необходимо очень плавно, для того чтобы не повредить ее. Чтобы добиться такого эффекта, необходимо несколько снизить скорость вращения сверла, пока оно не будет введено в древесину.
- После того, как заготовка подверглась обработке при помощи спирального сверла, она будет требовать дополнительной операции. Это из-за того, что при работе спирального сверла будут образовываться ребра, которые можно удалить при помощи повторной обработки обычным расходным элементом.
- Удобной функцией является то, что система управления такого рода станками позволяет выполнить все операции всего одному оператору. Количество рычагов для управления не слишком велико, а их удобное расположение способствует тому, что с любой задачей способен справиться всего один рабочий.
- Если планируется работать с деталями довольно больших размеров, то есть возможность переформировать рабочий стол. В домашних условиях, его чаще всего удлиняют. В зависимости от степени модификаций, такой стол позволит работать с заготовками от 1 до 2 м в длину.

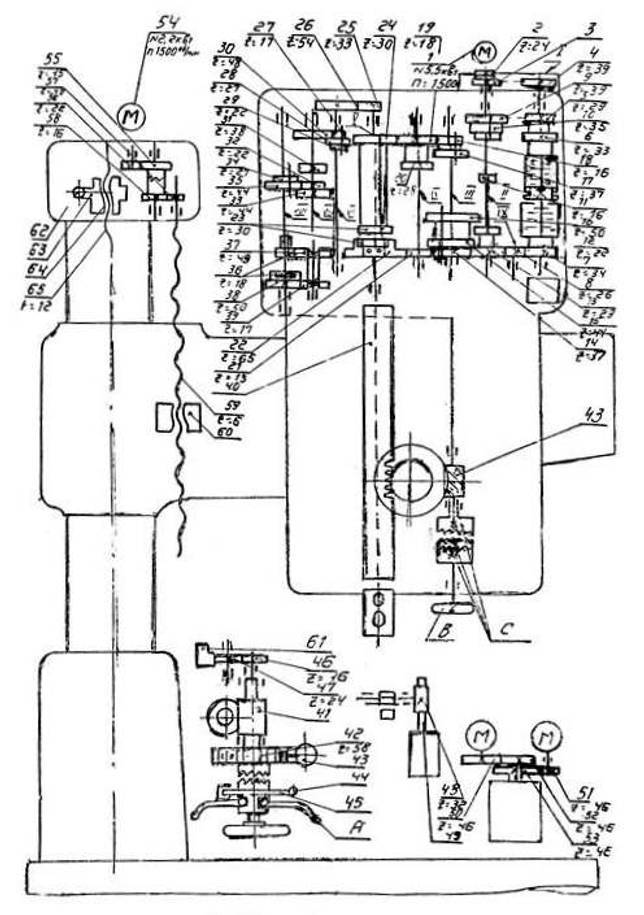
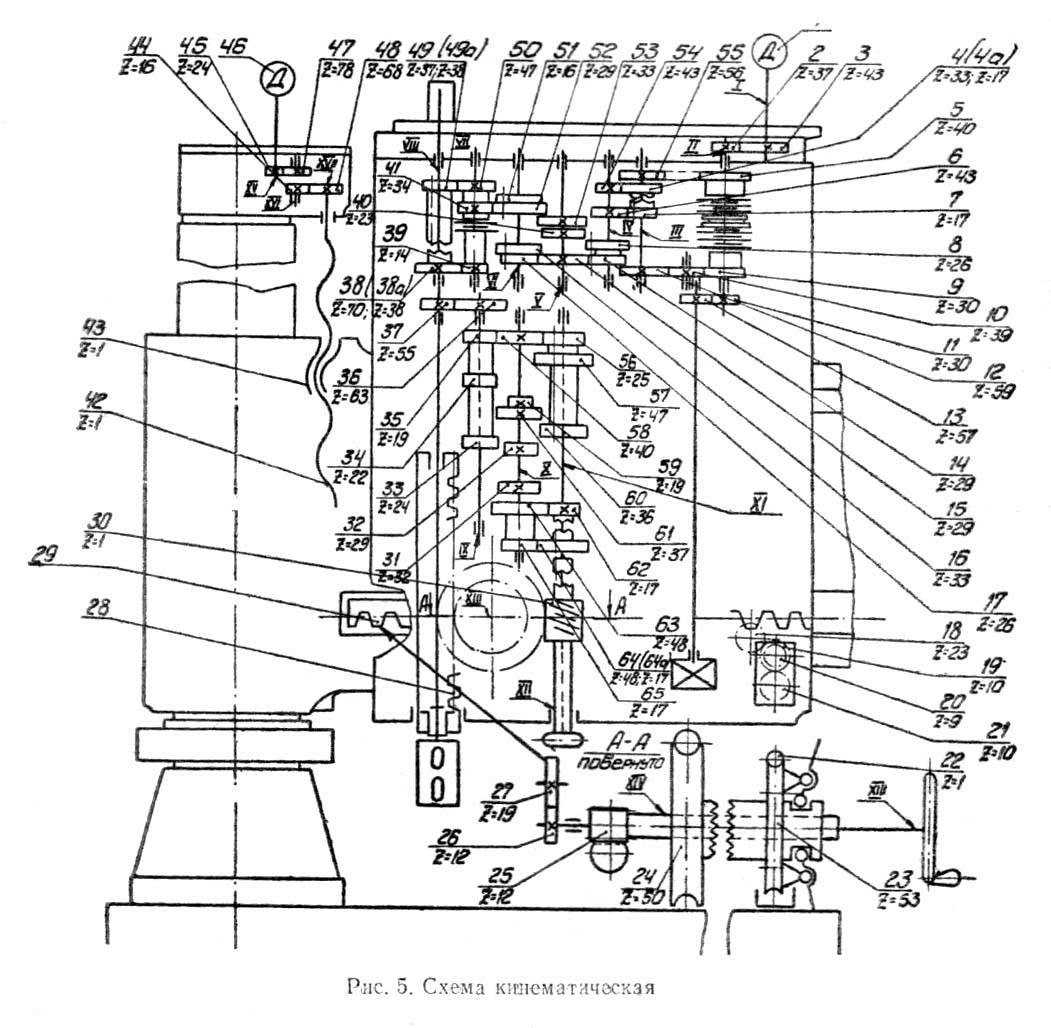
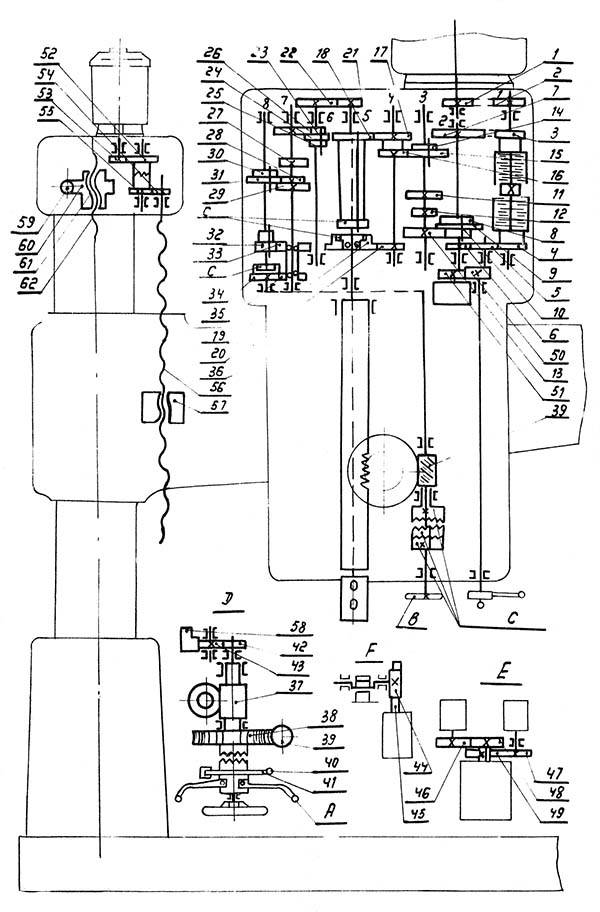
Кинематическая схема станка 2н55
Кинематическая схема состоит из четырех кинематических цепей:
- Вращения шпинделя
- Движения подачи
- Вертикального перемещения рукава
- Перемещения сверлильной головки по рукаву
Шпиндель получает вращение от электродвигателя через пусковую фрикционную муфту и коробку скоростей с тремя передвижными зубчатыми блоками. Фрикционная муфта соединяется с коробкой скоростей одной из двух передач: через шестерни 3 и 7, либо через шестерни 4, 6 и паразитку 5, что обеспечивает плавное реверсирование шпинделя. Передвижные блоки шестерен (один тройной и два двойных) позволяют получить 12 ступеней чисел оборотов шпинделя. Можно получить еще столько же скоростей реверсированием фрикционной муфты с одновременным реверсированием электродвигателя. Структурный график построен таким образом, что три ступени чисел оборотов перекрываются, а остальные 21 образуют геометрический ряд с φ =1,26 в интервале от 20 до 2000 об/мин.

Реверсирование электродвигателя одновременно с реверсированием фрикционной муфты достигается автоматически с помощью специального механизма, который описан ниже.
Коробка подач получает вращение от шпинделя через шестерни 21 и 22. Один тройной и два двойных блока обеспечивают получение 12 подач, образующих геометрический ряд с φ =1,41 в интервале от 0,056 до 2,5 мм/об.
Последний вал коробки подач с помощью предохранительного устройства соединен с червяком 39. Далее вращение через червячное колесо 35 и механизм включения подачи передается реечной шестерне 37, находящейся в зацеплении с зубчатой рейкой пиноли шпинделя 36. Быстрое ручное перемещение шпинделя выполняется рукоятками «А». При отключении механической подачи с помощью маховика «В» можно осуществлять тонкую ручную подачу.
Вертикальное перемещение рукава осуществляется от специального электродвигателя через редуктор (шестерни 52, 53, 54 и 55) и винтовую пару 56, 57. Изменение направления перемещения рукава производится реверсированием двигателя.
Ручное перемещение сверлильной головки по направляющим рукава осуществляется вращением маховичка через шестерни 42, 43 и рейку 58, укрепленную на рукаве.





