

Общие сведения
Основным критерием правильной заточки ножей является проведение этой операции под нужным углом. Если затачивать нож вручную, то задать и сохранить угол заточки на протяжении всего процесса трудно. Заточка ножей с помощью станка позволяет сохранить первоначально установленный угол заточки лезвия на протяжении всего процесса работы. Заложенная в конструкцию «приспособы» для заточки ножей, возможность смены наждачного камня на ленточную наждачную бумагу, позволяет произвести не только заточку ножа, но и его финальную «доводку».
Углом заточки любого лезвия называется угол, под которым две стороны режущей кромки расположены относительно друг друга. Его значение определяется исходя из того, что будет резать затачиваемый нож. Если нож предназначается для обрезки, или даже обрубки прочных материалов, то угол заточки делают большим. Резка мягких, легко мнущихся поверхностей требует более малого угла заточки.
Законодательно установленных стандартов угла заточки в РФ нет, поэтому каждый заточник ножей руководствуется только собственными требованиями. Однако, есть несколько общих значений, которые получены опытным путем.
- 8˚-10˚- угол заточки лезвия скальпеля, бритвы;
- 10˚-15˚- для резки мягких материалов;
- 15˚-20˚- заточка кухонных ножей;
- 20˚-25˚- для лезвий режущего инструмента (рубанки, строгальные станки, фуганки);
- 20˚-40˚- под таким углом затачивают охотничьи ножи;
- 30˚-50˚- для тяжелых больших ножей, которыми, скорее рубят, чем режут (тесак, мачете).
Все ножи, изготавливаемые путем горячей ковки, проходят несколько этапов обработки после выкова заготовки: обдирка, грубая заточка, тонкая заточка, шлифовка. Такие ножи стоят дорого и используются нечасто.
Ножи бытовые производятся методом штамповки и для их заточки специальных знаний и оборудования не требуется. Однако, их заточка тоже требует сохранения угла, для чего и создано приспособление о котором пойдет речь.
Как заточить сверло правильно: возможные ошибки и их предупреждение
Несмотря на большое количество информации о том, как точить сверла по металлу, даже имея достаточные теоретические, а иногда и практические знания, многие допускают ряд ошибок. Предсказать последствия нетрудно: при обточке крошится режущая кромка, инструмент перегревается, рез имеет погрешности размеров, возможны шероховатости и неровности на обработанных поверхностях.
К типичным ошибкам при заточке сверл относятся следующие отклонения от нормы:
- Разная длина режущих кромок. Центр сверления является смещенным относительно оси инструмента. Заточенное таким образом сверло будет испытывать биение, попасть точно в центр станет крайне затруднительным. Чаще всего такие сверла в процессе работы ломаются.
- Асимметричность углов при точно выставленном центре. После такой обработки у инструмента останется рабочей только одна режущая кромка. Сверло будет нагреваться, а выполненное им отверстие приобретет диаметр больше, чем у инструмента.
Ошибки при заточке сверл допускают не только новички, но иногда даже профессионалы. Перечисленные выше ошибки более всего являются следствием неправильно разработанного точильного устройства. И здесь снова стоит вернуться к чертежам. Приспособление для заточки сверл своими руками должно иметь функциональный держатель угла заточки. Его применение обеспечит правильное выполнение обработки режущих поверхностей.
Какие ошибки я допустил при первом изготовлении и как их избежать
На второй день эксплуатации своего приспособления заметил, что одно из колесиков заклинило и перестало вращаться. Не удалось провернуть даже руками. Его кромка сразу стерлась. Пришлось разбирать и ставить новое.
Вам же советую сразу делать колесики увеличенных диаметров следующим образом.
1. Выбрать 2 большие шайбы, внутрь которых плотно входят гайки М3 или М4.
Толщина у гайки больше, чем у шайбы, поэтому колесико будет вращаться между корпусами без необходимости применения ограничителя.
2. Через отверстие корпуса вкрутить винт или маленький болт, плотно накрутить гайку, надеть сверху шайбу, поставить ограничительную текстолитовую пластинку и зажать все второй гайкой вначале руками, затем – ключом.
В результате у людей получается вот такая конструкция самодельного устройства. Я планирую ее изготовить.
После нескольких тренировок у меня стали получаться вот такие кромки.

Результаты заточки и сверления уже радуют.
( 7 оценок, среднее 4.71 из 5 )
Виды заточных станков
Чтобы заточить сверло своими руками правильно, необходимо использовать соответствующие станки. Подобные устройства делятся на 2 группы.
- Промышленное оборудование отличается значительной мощностью. С его помощью можно затачивать сверла диаметром в 20 мм и более. Эти станки устанавливаются на крупных предприятиях, причем заточка осуществляется в полуавтоматическом или полностью автоматическом режиме.
- Бытовые станки предназначены для использования в домашних условиях. Также их применяют на небольшом производстве. Подобное оборудование отличается мобильностью, средней мощностью и компактными размерами.
Рекомендации по выбору бытового станка
Если вас интересует вопрос, как заточить сверло по металлу, то обязательно приобретите соответствующий станок. Для домашних условий подойдет недорогая модель со средней мощностью. Она позволит заточить небольшие сверла по металлу.
Естественно, при покупке необходимо обращать внимание на уровень шума, а также конструкцию модели. Оптимальным вариантом станет простой станок, ведь подобрать для него нужные детали будет несложно
Покупать подобные приспособления необходимо только в специализированных местах, поскольку здесь в комплекте предусмотрено наличие технического паспорта. Более того, вам выдадут гарантийный талон.
Рекомендуемые углы заточки
Существующая сводная таблица углов заточки свёрл, является установленным стандартом требований для основных параметров режущих инструментов. В ней указаны наиболее оптимальные значения параметров инструмента для операции резания (сверления). Все эти параметры включены в соответствующий ГОСТ. Они позволяют добиться наиболее оптимального результата.
Углы заточки сверла по металлу для изготовления отверстий в заготовках, изготовленных из разных материалов, определяются на основании их физических и механических характеристик:
- твёрдостью (по выбранной шкале);
- хрупкостью;
- вязкостью (плотность).
В качестве примера можно рассмотреть инструмент, изготовленный из инструментальной стали. Для него наиболее оптимальным считается угол в пределах 120°. Применение более мягких марок стали требует его снижения до 90 градусов. На основании разработанных методик и опыта применения различных свёрл установлено, что для более мягких материалов (дерево, различные виды пластмасс, мягкие и тонкие металлы) целесообразно изготавливать инструмент более острым. Угол заточки сверла по дереву достигает 90°. Для отверстий в пористых или слишком хрупких и материалах используют увеличенный угол заточки.
Отдельно рассматриваются параметры для свёрл специальной конструкции. В свёрлах, выполненных в форму спирали, предусмотрены специальные широкие канавки. Они позволяют качественно удалять стружку во время резания. Для этого типа угол наклона спирали выбирается в 45°. При вершине он должен составлять 120-140°. Изменение его параметров зависит от твёрдости заготовки, в которой планируется изготовить отверстие.
При выборе угла заточки следует учитывать конструктивные особенности изделия. К ним относятся:
- Величина переднего угла. Он измеряется между касательной к передней поверхности режущего края в рассматриваемой точке и нормалью, проведенной к этой точке от поверхности вращения сверла вокруг своей оси.
- Значение заднего угла. Он находится между касательной к задней поверхности в рассматриваемой точке и касательной к этой же точке;
- Размер ленточки. По этим термином понимают расстояние между передней и задней плоскостями заточки.
Правильный выбор этих параметров определяет не только правильность заточки сверла, но и качество будущего отверстия.
Углы для разных материалов
В установленных стандартах приведены параметры наконечника для разных материалов. Основополагающими параметрами считаются:
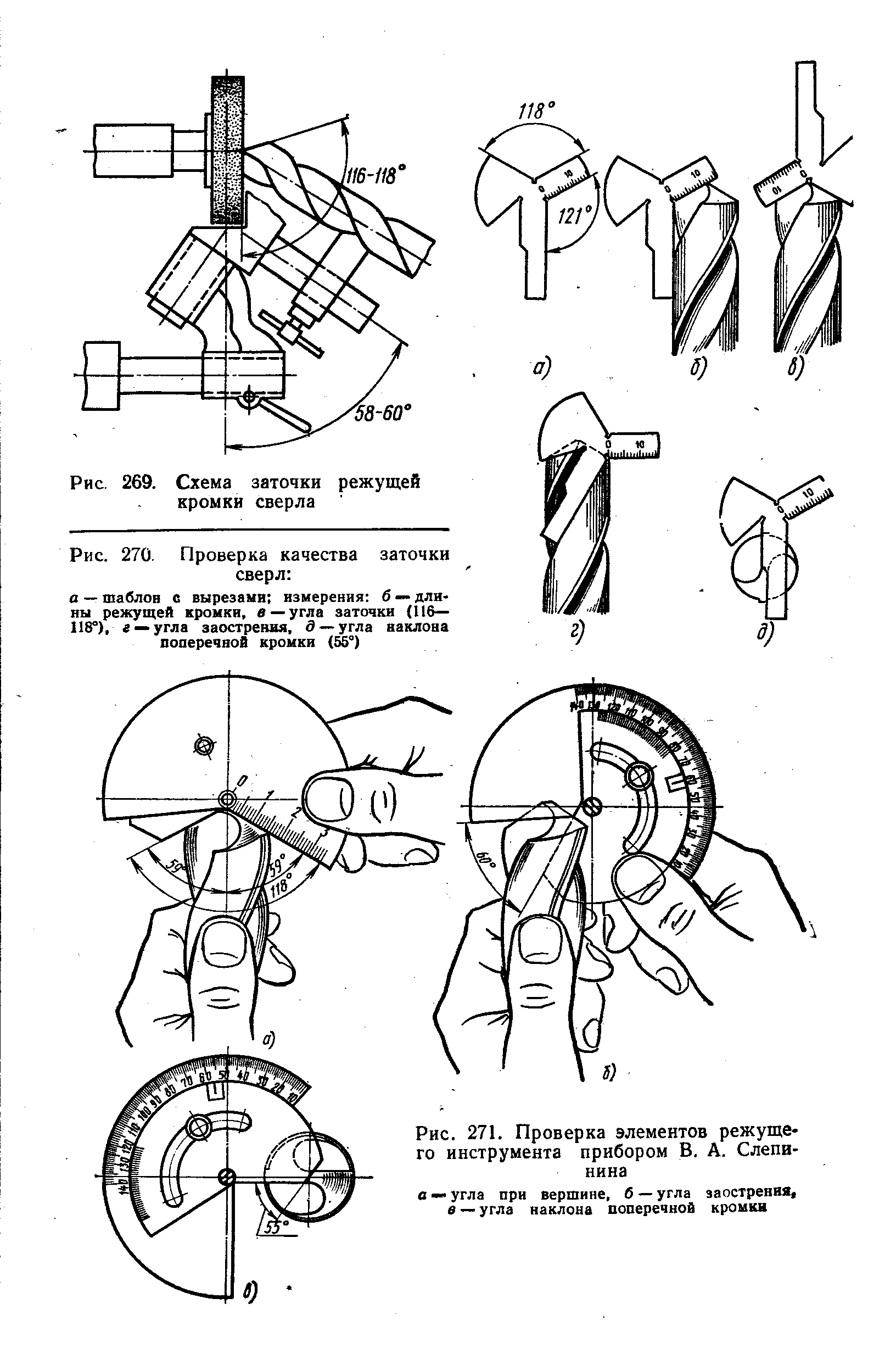
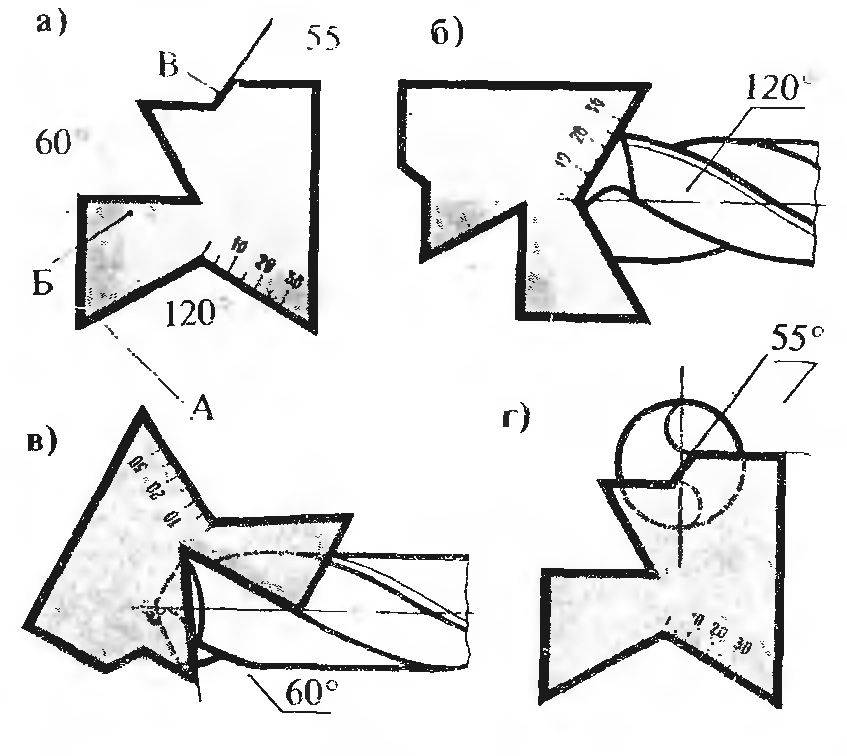
- Угол заточки сверла для стали зависит от марки стали, из которой изготовлена заготовка. Для обычной и низколегированной стали рекомендуется производить обработку под углом в интервале от 116 до 118 угловых градусов. Допустимое отклонение от указанного параметра составляет ± 2 градуса. Инструменты с такими параметрами применяются при для изготовления отверстий в деталях из чугуна. Более прочная сталь обрабатываться инструментом, угол которого равен 130 или 140 градусов.
- Такие же значения применяются при сверлении высоколегированных металлов, твёрдых марок стали. Обладая углом в 140 градусов сверло уверенно производит отверстие в тонколистовом металле. Оно применяется для одинарного листа или целого пакета.
- Для титана и его сплавов угол заточки варьируется от 90° до 120° в зависимости от добавок и присадок.
- Для мягких и лёгких металлов угол заточки выбирают в интервале от 120 до 130 угловых градусов. Разрешённый допуск составляет ± 3 угловых градуса. Такое значение угла применяется к заготовкам из алюминия, мягких сплавов и латуни. Данный угол подходит для сверления меди.
- Угол заточки сверла по дереву или пластмассы составляет 90-100°.
- Сверление различного вида пластмасс, органического стекла и эбонита целесообразно производить острым инструментом с углом в 50° или 90°. Чем плотнее материал, тем параметр должен быть больше.
Если заточка сверла была произведена неправильно (его угол не соответствует установленным нормам) это приведет к сильному нагреву и даже перегреву. Нарушение температурного режима может закончиться механическим повреждением инструмента и деформации отверстия. Допущенные ошибки в процессе восстановления параметров инструмента становятся основной причиной нарушения технологического процесса и как следствие невыполнения требований к отверстию.
Устройство и принцип работы
Точильные станки для сверл обладают простой конструкцией. Благодаря этому, их можно сделать самостоятельно. Основные элементы, которые должны быть в станке:
- Абразивный круг. Именно его вращения и контакты со сверлом обеспечивают затачивание.
- Устройство, фиксирующее деталь в заданном положении. Позволяет выставить необходимый угол.
- Устройство подачи. Обычно, оно удерживает хвостовик сверла или его половину и подносит его к абразивному кругу.
Немного отличаться конструкция может в зависимости от назначения. В простых моделях для домашних мастерских круг зафиксирован в своей рабочей зоне, и выстраивание угла регулируется элементами подачи и фиксации. В профессиональных агрегатах, используемых на крупных производствах регулировать процесс можно и перемещением самого диска.
Традиционно станок для заточки сверл оснащается стойкой с зажимным суппортом. Эта стойка установлена над абразивным диском, позволяет подавать материалы под определенным углом. Данная конструкция используется в большинстве небольших станков для бытового и мелкого промышленного применения.
Более сложные варианты оснащаются зажимным патроном. Этот механизм позволяет точно настроить угол и силу подачи материала к рабочей поверхности. Кстати, у таких станков обычно и диаметр круга побольше, что положительно влияет на срок эксплуатации. Еще на производствах можно встретить универсальные варианты, которые могут заточить не только сверла, но еще цепь бензопилы или другие материалы.
Независимо от функционала и мощности, принцип работы у разных станков схож:
- Вначале патрон со сверлом фиксируется в специальном устройстве.
- Настройка глубины подачи и угла заточки.
- Патрон подается к абразивному диску.
- При помощи ручного вращения элементов регулировки контролируется процесс заточки.
Определяем угол заточки
У разных сверл угол заточки тоже отличается. При этом имеет значение как то, на обработку какого материала рассчитан инструмент, так и особенности рабочей части. Уточнить данные можно в ГОСТ 19543-74.
Чаще всего в качестве «угла заточки» называют угол при вершине сверла, фактически – угол при вершине конуса, в который укладывается рабочая часть. Но это не единственный определяющий фактор.
Учитывается также угол спирали или, иначе, угол наклона винтовой канавки (обычно 30 градусов), задний угол и угол наклона поперечной режущей кромки
Обязательно принимается во внимание диаметр рабочей части инструмента – от этого зависит длина режущих кромок
Кроме того, выделяют одинарную и двойную заточку, подточку поперечного лезвия и ленточки.
На первый взгляд все это кажется довольно сложным. На деле же при небольшом навыке заточить сверло не так уж трудно.





Как изготовить станок для заточки спиральных сверл
В качестве основы для изготовления заточного станка для сверл спирального типа можно использовать любой серийный точильный агрегат, способный работать без биения и выдерживать значительные нагрузки. При оснащении такого станка дополнительными приспособлениями необходимо соблюсти следующие требования.
- Ось подручника должна совпадать с осью вращения точильного круга, при этом она может располагаться с ней в одной горизонтальной плоскости или быть выше нее.
- Все элементы создаваемой конструкции должны быть надежно зафиксированы, чтобы обеспечить безопасность выполнения заточных работ.
- Конструкция приспособления должна допускать возможность выполнения заточки сверл как в ручном, так и в полуавтоматическом режиме.
- Устройство подручника должно предусматривать возможность расположения хвостовика сверла под любым углом.
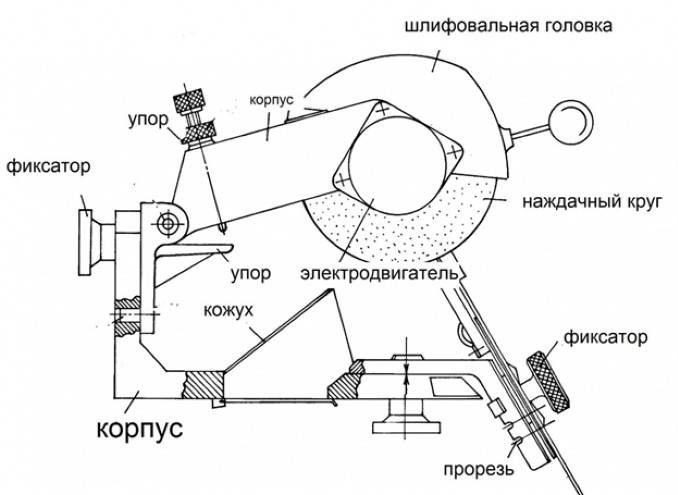
Приспособление для заточки сверл в сборе
При изготовлении данного приспособления для заточки сверл не требуются сложные технические устройства и дефицитные материалы, которые придется приобретать дополнительно. Все комплектующие можно найти практически в любой домашней мастерской или в гараже. В качестве оборудования и инструментов, при помощи которых такие комплектующие будут дорабатываться перед сборкой приспособления, можно использовать обычную болгарку и сварочный аппарат.
Поскольку упор такого приспособления должен быть качающимся, что необходимо для заточки сверл в полуавтоматическом режиме, для его фиксации следует использовать петлевое соединение. Подбирая трубку, кронштейн и болт для крепежного узла, следует иметь в виду, что в приспособлении должны отсутствовать люфты. Самоделка предложенной конструкции обладает двумя степенями свободы.
Детали приспособления
Площадка такого приспособления, на которой фиксируется обрабатываемое сверло, имеет возможность вращаться по вертикальной оси, предоставляя возможность изменять угол заточки инструмента. Кроме того, подручник, опирающийся на горизонтальную ось, может совершать колебательные движения, что обеспечивает верную артикуляцию в процессе выполнения заточки.
Для изготовления конструктивных элементов такого приспособления используется листовой металл различной толщины, а именно:
- опорная пластина – 4 мм;
- направляющая пластина для сверла – 5 мм;
- остальные элементы конструкции – 3 мм.
Подручник приспособления, на верхней части которого устанавливается опорная пластина, необходимо надежно зафиксировать на корпусе точильного станка. Для этого используется дополнительная металлическая «щека», соединяемая с кронштейном устройства.
Направляющая пластина, на поверхности которой необходимо выполнить треугольный паз, предназначенный для размещения обрабатываемого инструмента, фиксируется на опорной пластине при помощи винтового соединения.
Направляющий паз пластины
Устройство и конструктивные особенности рассматриваемого приспособления для заточки сверл позволяют ему поворачиваться на угол до 90°. Благодаря такой возможности выполнять заточку сверл при помощи данного приспособления можно практически любым из используемых сегодня методов.
Сверло, затачиваемое при помощи такого приспособления, укладывается в направляющую канавку и может свободно перемещаться в ней в продольном направлении. При этом угол заточки инструмента не изменяется.
Установка сверла в направляющий паз пластины
Поскольку верхняя поверхность опорной пластины располагается несколько выше оси вращения точильного круга, при использовании такого приспособления достигается оптимальная форма заточки задней поверхности сверла.
Сам процесс заточки сверл с помощью такого приспособления выглядит следующим образом.
- Инструмент выставляется в направляющей канавке приспособления таким образом, чтобы его режущая кромка располагалась параллельно краю направляющей пластины.
- После регулировки положения сверло медленно подается к рабочей поверхности вращающегося точильного круга.
Хорошо демонстрирует процесс работы с таким приспособлением видео, которое несложно найти в интернете.
Несмотря на простоту конструкции, такое приспособление обеспечивает высокую точность выполняемой заточки, для контроля качества которой можно даже не использовать шаблон. Если закрепить качающуюся пластину данного приспособления на фиксированный угол, его можно использовать и для заточки сверл, оснащенных твердосплавными пластинами.
Использование станков в домашних условиях

Чтобы самостоятельно заточить сверло, стоит отдать предпочтение станку, оборудованному универсальным патроном. Он позволяет зажимать элементы различных диаметров.
В комплекте часто идут:
- эльборовые круги;
- ключи;
- цанги;
- запасные детали;
- светильник для рабочей зоны.
Наибольшей популярностью пользуется оборудование от Drill Doctor и GS. Подобная продукция предназначена для заточки сверл диаметром в 2–13 мм и 14–34 мм. К сожалению, это оборудование не позволяет заточить слишком тонкие сверла. Для такой цели придется докупить специальный станок.
Все оборудование, предназначенное для заточки сверл в домашних условиях, имеет ряд преимуществ:
- возможность работы от электросети;
- высокая производительность;
- простота использования;
- функциональность;
- точность заточки;
- доступная цена;
- компактные габариты;
- небольшой вес;
- удобная система управления, благодаря которой можно отрегулировать интенсивность заточки и ее скорость.
Лучшие универсальные недорогие станки для заточки инструмента дома
Калибр ЭЗС-65МФ
Недорогой станок для заточки ножей, ножниц, стамесок и сверл — дешевле только точить вручную. Он может точить сверла толщиной от 3 до 10 мм. Также здесь есть крепление для ножей и ножниц, а также для стамесок и лезвий. Ножи точит даже керамические.
Диаметр точильного круга составляет 49,3 мм, а его толщина 7,5 мм
Также обратите внимание, на посадочное отверстие диаметром 10 мм — расходники нужно будет покупать соответствующие. Штатный круг установлен крупнозернистый, поэтому ножи нужно будет доводить на бруске
Станок конечно китайский, но свои деньги отрабатывает вполне.
Вихрь ТС-200
Это неплохой станок средней мощности в 200 Вт для заточки ножей газонокосилки, топоров и кухонных ножей. Здесь стоят два точила диаметром 150 мм и толщиной 16 мм. Диаметр посадочного отверстия 12,7 мм. Весит агрегат 5,2 кг, что в принципе не так уж и много для точильного станка с двумя кругами. Но при этом он устойчиво стоит на верстаке без дополнительного крепления. А благодаря резиновым ножкам практически не чувствуется вибрация.
Здесь вмонтирована хорошая подсветка с гибким штативом, которая реально выручает при заточке инструмента
Обратите внимание, что подсветка включается только тогда, когда вал активен. Советуем после покупки снять защитный кожух и подтянуть винты, так как некоторым пользователям станок приходит с незатянутыми винтами
ДИОЛД МЗС-03 М
У этого заточного станка есть несколько модификаций. Буква «М» в конце названия указывает на наличие гибкого вала, с помощью которого можно выполнять гравировку металлических заготовок. Скорость вращения гибкого и жесткого валов составляет 6700 об/мин. Как и в модели Калибр ЭЗС-65МФ, здесь имеются три насадки для заточки сверл, ножей и ножниц, стамесок и лезвий. Помимо прочего на нем можно точить шлицевые отвертки и зубила. Для каждого предмета можно выставлять свой угол заточки в зависимости от того, какую кромку нам нужно получить.
Станок со своими задачами справляется и точит инструмент качественно, без необходимости дополнительной доводки. К сожалению, здесь нет регулировки оборотов, которая была бы удобна при работе с гибким валом. Станок оснащен металлическим кругом с алмазным напылением диаметром 48 мм и толщиной 8 мм. За свои деньги — это хороший аппарат с приятным бонусом в виде гибкого вала.
Makita GB602
Отличный японский станок с двумя заточными кругами. Каждый круг диаметром 150 мм имеет толщину 16 мм. В отличии от многих конкурентов за такую же цену, станок от Makita собран очень качественно без люфтов, «недотяжек» и биения камня. Пользователи отмечают довольно тихую работу.
Над каждым кругом установлены прозрачные пластиковые кожухи, которые защищают от искр и стружки. Также они дают хороший обзор рабочего места. В комплекте производитель дополнительно положил защитные очки. Если вам нужно хорошее надежное точило, которое прослужит не один год, тогда смело берите Makita GB602.
Что еще полезно иметь в доме:
- Обойдемся без бензина: рейтинг лучших электрических цепных пил 2020
- Пилим под любым углом: рейтинг торцовочных пил с протяжкой 2020
Особенности работы с инструментом
Особенностью стандартной насадки является то, что отверстия для сверл выполнены так, что кромки оказываются рядом с точильным кругом под определенным углом. Есть и упрощенные варианты – без регулирующей крышки. Они проще стандартного приспособления, но пользоваться ими не очень удобно. Приходится постоянно следить за правильностью расположения режущей кромки и затачивающей поверхности.
Выполнять работу по заточке сверл может каждый, у кого есть дома дрель. Алгоритм работы прост и не требует никаких особых умений:
• сверло вставляется в отверстие, соответствующее его диаметру • после включения дрели наждачный затачивающий круг начинает крутиться, в процессе затачивается одна кромка сверла • для заточки второй режущей кромки его нужно повернуть в отверстии на 1 800
Сверло проверяется на готовность, если нужно, процесс заточки повторяется несколько раз.
Выполнение заточки резцов для токарного станка
Токарные резцы состоят из двух основных элементов – стержня-основания, при помощи которого инструмент закрепляется в станке, и головки. Обработка металла осуществляется кромкой, образующейся объединением основной (задней) и передней поверхностей. При работе инструмента первостепенное значение имеют углы. Их несколько, в общей сумме они составляют 90°.
По специфике применения резцы могут делиться на такие виды:
- расточные;
- для нанесения резьбы;
- торцовочные;
- для выполнения канавок, фасок;
- фасонные.
Токарные резцы могут иметь съемные режущие пластины. Подобный инструмент не подлежит восстановлению. Остальные же варианты нуждаются в постоянном обновлении режущих поверхностей. Обработка осуществляется на станках для заточки резцов. Большие предприятия чаще всего имеют стационарно установленные агрегаты и целые подразделения работающих на них специалистов.
В домашних же условиях это может быть ручной вариант точила. Резцы подносятся к вращающемуся обтачному кругу, ход процесса оценивается визуально
В данном случае очень важно правильно выбрать абразивный материал. Для инструмента из твердосплавных материалов понадобятся зеленые карборундовые круги. А резцы из быстрорежущей или углеродистой стали хорошо восстановятся после заточки корундовыми кругами средней твердости
Такой способ заточки, безусловно, уступает обработке на электронных станках, но при соблюдении определенных правил может быть вполне эффективным:
А резцы из быстрорежущей или углеродистой стали хорошо восстановятся после заточки корундовыми кругами средней твердости. Такой способ заточки, безусловно, уступает обработке на электронных станках, но при соблюдении определенных правил может быть вполне эффективным:
Для ручного варианта заточки резцов важно правильно подобрать абразив
- в ходе заточки следует поливать инструмент водой в месте соприкосновения с обтачным кругом;
- при заточке сухим способом инструмент после обработки нельзя опускать в воду – появятся трещины;
- нажим на абразивный круг в ходе обработки должен быть одинаковым, несильным.
После заточки обязательно требуется выполнить доводку резцов (4 мм от края режущей части): твердосплавный инструмент необходимо доработать медным оселком, смазанным специальной пастой, другие виды – оселком средней абразивности с применением керосина или машинных масел.
Как заточить победитовое сверло с напайками
Не забываем: чем тверже материал, тем ниже должна быть скорость заточки. Угловая скорость (количество оборотов вращения камня) при заточке победитового сверла должна быть уменьшена вне зависимости от того, какой инструмент применяется для заточки.









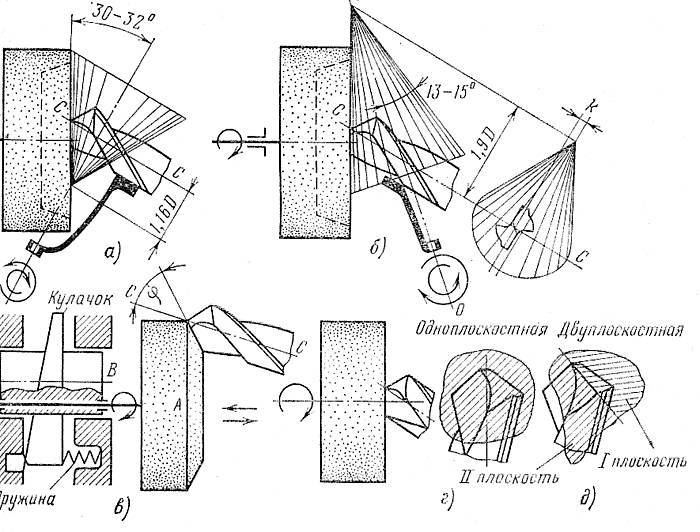
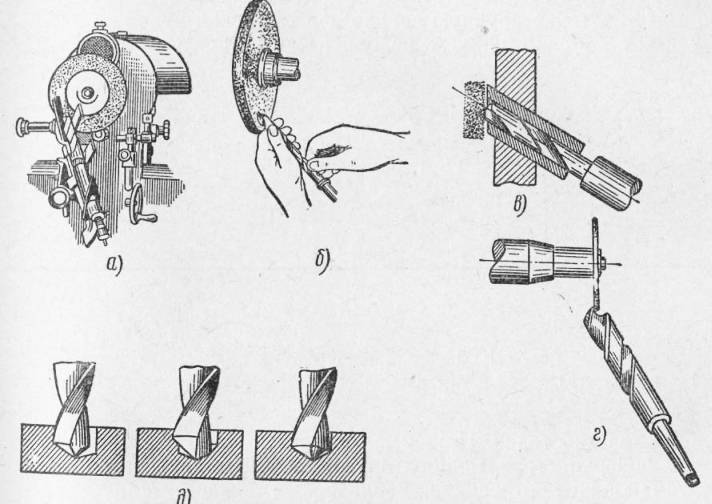
Сверла с напайками рекомендуется затачивать аналогично простым сверлам малого диаметра, т.е. следует делать заточку задней поверхности плоской. При этом точить заднюю поверхность следует, как показано на фото, стачивая сверло до самой напайки:
Заточенный бур по с напайкой.
Подточка напайки со стороны передней поверхности.
Предлогаем посмотреть подборку видеороликов по заточке сверл с победитовыми напайками.
Этапы работы
По правилам, производить заточку нужно в подсобном помещении, в гараже или, в крайнем случае, на балконе. Ни в коем случае нельзя выполнять работу на кухне. Вокруг рабочего места будет разлетаться металлическая стружка и пыль. Нельзя, чтобы она попала в глаза, органы пищеварения, дыхательные пути. Следует надеть очки, а после окончания заточки пропылесосить помещение и произвести влажную уборку.
Затачивание сверла состоит из нескольких этапов:
- Подготовка точильного инструмента.
- Определение точного угла и способа заточки.
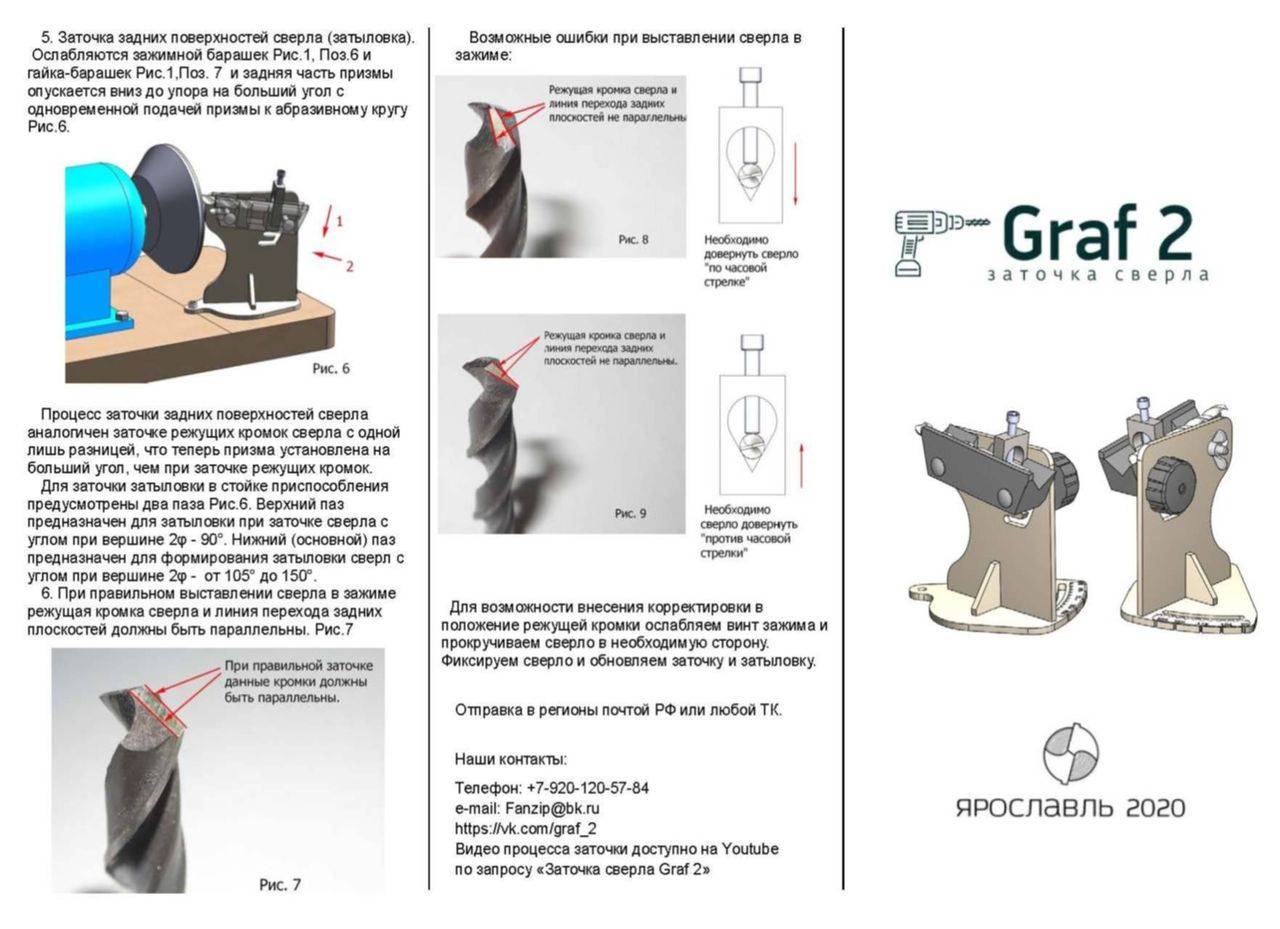
- Заточка. Сначала стачивается задняя поверхность сверла, затем правится режущая кромка и уменьшается перемычка (при необходимости).
- Доводка до гладкости.
- Уборка.
При заточке необходимо следить, чтобы сверло не перегревалось. В противном случае повышается риск деформации. Поставьте рядом емкость с машинным маслом (или на крайний случай – с водой). После высверливания каждой точки опускайте сверло на 2–3 минуты в жидкость.
https://youtube.com/watch?v=aj2YmovUv0c
Пора точить?..
Неопытному мастеру сложно отличить хорошо заточенный инструмент от того, который уже затупился. Основные признаки того, что пора браться за заточку, следующие:
- металл сильно греется. За счет того, что режущая кромка сработана, трение при сверлении усиливается. Соответственно, происходит нагрев рабочей части и далее хвостовика, патрона дрели (перфоратора). При сильном нагреве металл сверла теряет свои свойства, «отпускается» и перестает держать заточку вообще;
- звук при сверлении усиливается, возникает скрип и визг;
- стружка выходит либо только с одной стороны (неравномерность заточки), либо с обоих, но в виде крошки, а не аккуратной спирали.
По отдельности эти признаки можно счесть результатом работы со слишком твердым и хрупким материалом, неподходящим типом сверла в целом. Все вместе однозначно сообщает – пора затачивать кромки!
Помогающие устройства
Теперь пришло время сделать приспособление для заточки сверл. Оно подойдет 2 типам мастеров:
Новички, у которых не получается ровно держать подходящий наклон. Из-за этого кромка получается неровной и эффективность сверления снижается. Иногда сверло начинает работать еще хуже, чем до этого, а это снижает скорость работы. Приспособы будут полезны мастерам, которым приходится постоянно сидеть за наждаком. В этих случаях самодельные приспособления для заточки сверл — необходимость.

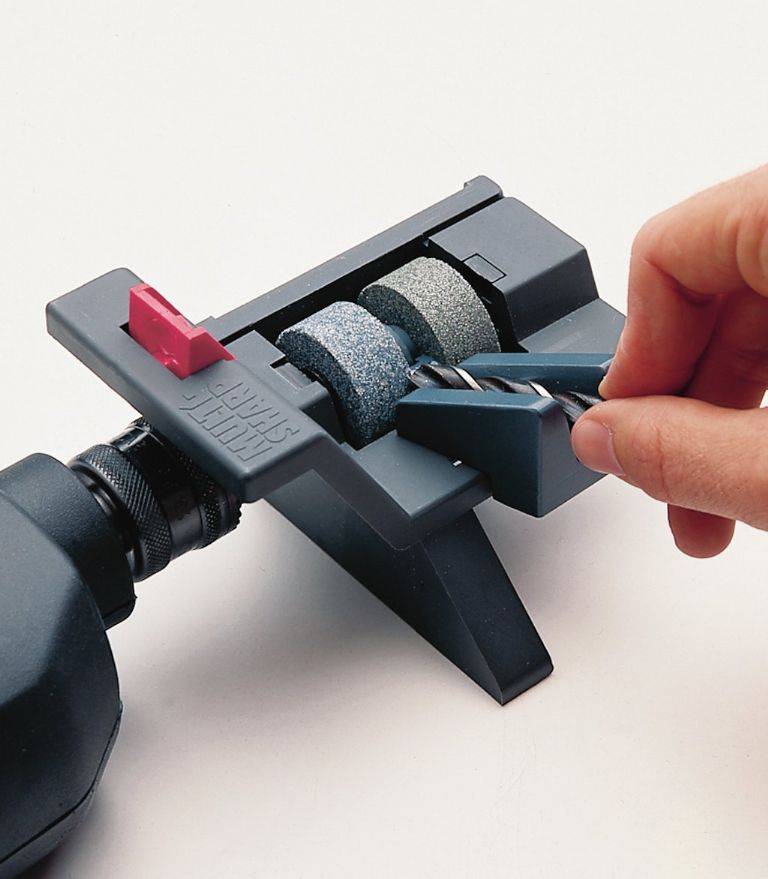
Приспособа на гравер и электродрель
Элементарное устройство для заточки сверла, которое весьма просто сделать, так как состоит оно всего из
- Корпус. Обычно он цельнолитой и сделан из пластика. В нем есть кольцо, которое фиксируется на цанге гравера и втулка с углом в 60 градусов. Сверло входит туда с упором, поэтому смещения не происходит.
- Маленький шлифовальный круг. Он стачивает часть металла.
Если нет гравера, есть приспособления для заточки сверл по металлу на дрель. Для них понадобится:
- Круглая труба на 50 миллиметров. Подойдет даже пластиковая сантехническая труба и заглушка к ней.
- Шлифовальный конус или фреза с наклоном в 60о.

В заглушке нужно насверлить дюз по окружности.
На основе гаек
Специфическое самодельное приспособление для заточки сверл своими руками, которое все же подойдет новичкам. Здесь понадобится сварочный аппарат, так как монолитный корпус долговечнее.
Чтобы сделать инструмент для заточки, действуйте по плану:
- Понадобится гайка большого диаметра, например, М 16. В ней необходимо вырезать
Нужно стараться попасть в 120 градусов. Чтобы это проверить, достаточно приложить сверло острием.
- Сверху приваривается еще одна гайка диаметром поменьше. Она понадобится, чтобы вкрутить прижимоной болт.
- Осталось вкрутить болт и готово. Гайка будет направляющей и заточка сверл своими руками пройдет куда легче.

Такой станок для заточки сверл своими руками может собрать каждый, но вот его эффективность под вопросом. Возлагать большие надежды не стоит, так как гайка тоже будет постепенно стираться.
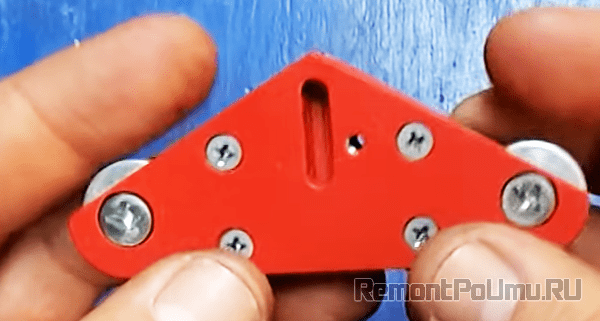
Из дверной петли
Самодельное приспособление для заточки сверл своими руками подойдет тем, кто умет работать сварочным аппаратом. Далее нужно действовать по инструкции:
- Сначала петлю нужно укоротить. Одна часть послужит фиксатором подручников, вторая (отрезанная часть) – задает угол.
- К длинной части необходимо приварить металлический угол. В нем нарезается резьба, чтобы вставить болт. Диаметр не так важен, тут можно действовать по своему усмотрению.
- Далее устанавливается уголок, он будет направляющей плоскостью.
Вот подробное видео, как сделать станок для заточки сверл своими руками.
Стоит понимать, что это самодельное устройство для заточки – не полноценный инструментарий. Необходимо точило, а петля — лишь направляющая.
Также конструкция имеет 2 недостатка:
Подача осуществляется сверху вниз. Поэтому обратная часть кромки будет плоской, что вызовет перегрев. Понадобится использовать СОЖ или хотя бы солидол. Ровно ориентировать сверло не у всех получится, так как точность будет посредственной.


Чтобы сделать станок для заточки сверл своими руками, нужно приложить усилия. Магазинные стойки дорогие (от 50 долларов). В домашних условиях они делаются буквально из хлама.

Стойка состоит из 5 частей:
- Упор. На него опирается сверло.
- Затяжная гайка с угломером. Просто сразу нужно выставить упор в том положении, под каким наклоном точить сверла по металлу.
- Зажим для оснастки. Чтобы не держать ее рукой и избавиться от случайных проворачиваний.
- Катерка. Дает возможность двигать оснастку.
- Основание.
Шаблон типа «кондуктор»
Простенькое устройство для заточки сверл, но по эффективности не уступает заводским направляющим. Изготовить ее можно из отрезка труб.
Для заточки сверла понадобится сделать следующее:
- Отрезок профиля обрезается под 60о.
- Должно получится так, чтобы профиль попадал под линию разреза.
- Кондуктор крепится к столику точила на винты или струбциной.

Теперь остается приложить острие к шаблону и просто проворачивать его.
Кондуктор для сверл по металлу своими руками делается просто, но новичку он облегчит работу в разы. Ему по силам любые диаметры, даже самые малые. К тому же, скоро вы сможете «набить руки» и заточка сверл своими руками не будет проблемой.
Инструкция для работы на заточном станке
Для начала желательно вспомнить правила безопасности:
нельзя работать без перчаток или без подручника;
глаза нужно защищать очками или маской;
при работе до абразивного круга дотрагиваться запрещено;
после выключения нельзя трогать круг, пока он полностью не остановится.
Теперь можно перейти непосредственно к тому, как заточить сверло по металлу
Важное правило при этой процедуре – задние поверхности нужно делать ровными и с идентичным углом. Чтобы при обработке стало легче контролировать требуемый градус, можно прямо на подручнике станка с абразивным кругом нанести фломастером линию, над которым потом следует подгонять угол при удержании сверла
Внимание! Сверло кладут справа от проведённой линии, чтобы инструмент не перекрывал обзор, была видна черта. Чтобы стало проще управлять сверлом при обработке, его нужно положить на указательный палец правой руки, прижатый к подручнику
Сверху инструмент фиксируется большим пальцем этой же ладони. Держать сверло следует другой рукой за хвостовик (заднюю его часть). Управлять углом нужно левой ладонью, смещая хвостовик вниз, но так, чтобы центральная ось была параллельна проведённой маркером линии





Чтобы стало проще управлять сверлом при обработке, его нужно положить на указательный палец правой руки, прижатый к подручнику. Сверху инструмент фиксируется большим пальцем этой же ладони. Держать сверло следует другой рукой за хвостовик (заднюю его часть). Управлять углом нужно левой ладонью, смещая хвостовик вниз, но так, чтобы центральная ось была параллельна проведённой маркером линии.
Для правильной обработки сверла достаточно удерживать его горизонтально. Движения в вертикальной плоскости допускаются лишь с опусканием хвостовика ниже рабочей части. Иначе станут стачиваться режущие кромки и перемычка. Если посмотреть в горизонтальной проекции, то становится видно, что абразивный круг самостоятельно задаёт правильную форму.
Важно! Сверло ставят так, чтобы режущая кромка находилась строго горизонтально. Данное расположение должно соблюдаться при всех манипуляциях
При работе нужно использовать мелкозернистый диск из карбида кремния. При заточке надо приставлять сверло к вращающемуся кругу и плавно опускать хвостовик. После этого следует повернуть инструмент на 180о и обтачивать противоположную поверхность. При этом необходимо соблюдать не только положение сверла, но также силу нажима.
Обрабатывать сверло нужно недолгими, короткими движениями, так не будет излишнего перегрева и металл «не отпустит». Иначе режущая кромка снизит твёрдость и слишком скоро износится. Чтобы этого не произошло, следует после каждой короткой обработки охлаждать сверло в солёной воде.
Необходимо обрабатывать сверло до той степени, пока на нём не исчезнет последний дефект. Например, когда на задней поверхности или режущей кромке имеются выщерблины, следует снимать металл до тех пор, когда плоскость станет идеально ровной.





