

Правила безопасности труда при лужении
Основные правила безопасного проведения лужения металла:
- К работам допускаются совершеннолетние лица, обученные и прошедшие инструктаж по безопасности.
- В ходе работ могут возникнуть такие вредные и опасные факторы, как выделение паров, разбрызгивание флюсов и припоев, повышенная температура, может повыситься взрыво- и пожароопасность среды. Поэтому работники обеспечиваются респираторами, спецодеждой, защитными очками.
- В помещениях необходима общеобменная и местная вентиляция. Освещенность должна соответствовать категории выполняемых работ.
- Выполнение работ разрешается только при наличии исправного инструмента и оснастки, а также качественных материалов.
При лужении в домашних условиях обязательно выполнять такие требования:
- Не вдыхать пары нашатыря и кислот. При возможности использовать респиратор.
- Избегать попадания кислот на одежду и кожу.
- Работать в защитных перчатках.
- Для работы с нагретыми элементами пользоваться клещами.
Таким образом, лужение – доступный способ защитить металлические изделия от коррозии или подготовить их к пайке. Несмотря на затратность и трудоемкость, выполнение операций лужения доступно в домашних условиях.
Классификация флюсов
То, как работает вещество для пайки, понять легко. Но его еще нужно правильно выбрать, а для этого нужно изучить и учесть виды флюсов. И в этом состоит главная сложность, так как нужно учесть очень много параметров при выборе.
Подробнее о том, на какие категории подразделяются средства для пайки и чем они друг от друга отличаются, рассказывается далее.
 Существует огромное множество разновидностей флюсы в зависимости от назначения, необходимо правильно подобрать нужный состав
Существует огромное множество разновидностей флюсы в зависимости от назначения, необходимо правильно подобрать нужный состав
По типу воздействия на контакты
Среди типов флюсов для пайки выделяют:
- Бескислотные флюсы или «нейтральные». Они не уничтожат спайку и вообще не показывают никаких химических реакций в тех зонах, где сделана спайка. Используются обычно для спайки небольших деталей. В само средство входят этиловый спирт, глицерин, скипидар. Температура плавления достигает 150 градусов.
- Антикоррозийные имеют ортофосфорную кислоту как основной ингредиент, что часто используется для производства антикоррозийных пропиток. Поэтому при нагревании эти составы не только очищают место спайки от возникшей коррозии, но и предотвращают ее повторное появление.
- Активные составы имеют соляную кислоту, поэтому используются только для железа. Для радиотехники не подойдут, так как портят плату. Этот флюс удаляет окислы, вступает в реакцию с самим металлом, из-за этого соединения получаются очень прочными. Зачистка перед работой обязательна, как и строгое соблюдение правил безопасности — такие вещества для пайки ядовиты при испарении. Будьте осторожны, так как этот флюс окажется хорошим проводником из-за своего состава. Так что, если им работать неаккуратно, можно получить короткое замыкание. Иногда активные средства для пайки делаются из хлористого цинка.
- Активированные — делаются из салициловой кислоты или анилина солянокислого, делать зачистку перед их использованием не требуется, так как они сами очищают место спайки. Смывать не требуется, но обычно рекомендуется. Обычно такой состав применяется для соединения, которое будет постоянно механически повреждаться.
- Защитные флюсы для пайки не вызывают никакой химической реакции, не выделяют вредные вещества при пайке, защищают материалы от коррозии. Их изготавливают из вазелина, воска или оливкового масла. Плавиться такие средства для пайки начинают при 70 градусах, зачистка при их применении не требуется.
Это не все виды флюсов, но самые распространенные.
По состоянию
Помимо состава, флюсы для пайки различают по консистенции:
- Пастообразные использовать удобнее всего. Они легко наносятся, не высыхают моментально после нанесения и подходят для всех видов пайки. Но нужно помнить, что так как они самые распространенные, легко наткнуться на подделки, так что выбирать нужно внимательно. А хранят такие флюсы в шприцах, нанося на место пайки только в нужных количествах.
- Твердые составы многим подходят по своей цене и нейтральным свойствам. Но у них есть и недостатки, к примеру, низкое поверхностное натяжение, а также они не удаляют окислы, их не всегда удобно наносить, много вредных испарений.
- Жидкие флюсы наносить проще всего, благодаря чему время на пайку значительно сокращается. Однако, такие средства быстро высыхают и могут пролиться, а удалять их с любых поверхностей очень трудно. Самый распространенный вид жидких флюсов для пайки — канифоль, продающаяся с кисточкой для удобного нанесения.
Общие сведения о пайке
Что главнее в работе паяльщика: инструмент или материал? Важным является все: и паяльник, и припой, и флюс. Многообразие паяльников связано с объектом пайки. Массивные детали прогревают мощными паяльниками, а микроскопические схемы чипов — маломощными. Профессиональные паяльщики применяют несколько видов этих нагревательных инструментов.
Классификация паяльников по мощности:
- Паяльник с нихромовой вставкой мощностью 25 ватт — это обычный хозяйственный инструмент, которым пользовались умельцы, радиолюбители, электронщики. Популярны они и по сей день, довольно дешёвые, служат до 10 лет. Металлическая вставка в виде медного прута, кончик которого срезан под 60 градусов. Применяется в 90% случаях, которые возникают в хозяйственных ситуациях, даже многие ремонтные мастерские ими пользуются.
- Второй вид — это более мощный с нагревателем в 40 ватт и нихромовой вставкой, в два раза тяжелее и больше своего собрата в 25 ватт. Применяется для более сложных работ. Жало заточено под клин, похоже на отвёртку, но применять его для завинчивания шурупов нельзя. Такая заточка сделана для удобства пайки массивных деталей, для прогрева до 190 С. Используют их профессионалы, для домашнего использования не рекомендуется.
- Третий вид — это газовый паяльник, три в одном. Сам паяльник с медным сердечником, заточенным под иглу. Вторая функция — фен, способный прогреть объект до 600 градусов. Газовая горелка- в этом случае меняется насадка, инструмент выполняет функции горелки на газу, прогревает детали до температуры 1300 градусов.
- Четвёртый тип — это современный керамический паяльник. Чемпион по сравнению со всеми представленными инструментами. Имеет очень тонкое жало, способное паять миллиметровые точки, применяется для выполнения очень точных работ. Мощность — 100 ватт. Комплектуется паяльной станцией с диапазоном температур от 200 до 480 градусов. Среди специалистов используется как универсальный инструмент.
https://youtube.com/watch?v=X5qulK9xec0
Порядок применения
Флюсы могут находиться как в твёрдом (пастообразном), так и жидком состоянии и продаваться в упаковках самой различной формы и объёма.
Так, твёрдая канифоль поступает в продажу в плоских баночках, оснащённых плотно закрывающейся крышкой.
Согласно исходному агрегатному состоянию этих составов различают следующие способы их применения:
- при твёрдом флюсе во время пайки жало паяльника сначала нужно окунуть в тело реагента, после чего им захватывают небольшое количество припоя;
- в тех случаях, когда на основе канифоли приготавливается или используется уже готовая жидкая смесь – она просто наносится на место спайки посредством обычной кисточки с мягким ворсом;
- при работе с пастообразным составом небольшие порции флюса наносятся на место контакта любой подходящей для этого палочкой (выдавливаются из шприца, заранее заправленного до нужной дозировки).
Нередко в магазинах продаётся канифоль, приготовленная в виде специального геля, уже размещённого в шприце определённой ёмкости.
Такие гелеобразные составы принято относить к нейтральным реагентам, широко применяемым в радиоэлектронике для пайки миниатюрных деталей.
https://youtube.com/watch?v=lO7aqdBgcrw
Флюсы и их применение
От правильно подобранного флюса напрямую зависит качество и прочность пайки, аккуратность и ровность шва. При нагреве должна образоваться тонкая пленка между материалами и припоем, усиливающая адгезию последнего с металлом. Чем ниже показатели плавления флюса, тем выше качество работы. Кроме того, эти значения должны быть ниже, чем у припоя. Сегодня производится два типа материалов:
- Активные. В их составе часто присутствуют кислоты (соляная, ортофосфорная). Они хорошо воздействуют на жирный налет, но плохая промывка места коммутации со временем приводит к коррозии. Препараты в быту стараются применять редко, особенно это касается радиоэлектроники. Это обусловлено тем, что они разрушают текстолит, а также при попадании на кожные покровы вызывают ожоги. Кроме того, пары, выделяемые в процессе работы, оказывают токсичное влияние на человека. Наиболее востребованные флюсы — нашатырь, ортофосфорная кислота и бура.
- Пассивные флюсы способствуют удалению отложений жира. Яркими представителями являются воск и канифоль. Это органические вещества, не вызывающие коррозии, необходимы для пайки радиокомпонентов. Последнее время стало востребованным использование материалов с маркировкой ЛТИ для коммутации с легкоплавкими припоями. Кроме того, можно проводить пайку свинца, железа, нержавейки и оцинкованных металлов. В составе присутствуют спирт, канифоль и пр. Минус: под воздействием температур пары выделяют вредные для здоровья вещества. Единственное исключение — препарат ЛТИ-120, в составе которого отсутствуют опасные элементы.

Существует множество различных видов флюсов. Наиболее востребованные из них:
- Сосновая канифоль. Самый простой и доступный вид. Имеет низкие показатели утечки тока, относится к пассивным типам. Ввиду своей популярности доступна в продаже. Используется в широком спектре работ, растворяется в смеси спирта и глицерина.
- Ортофосфорная кислота. Представляет собой химически активное соединение. Используется при работе с окисленными металлами, никелированной сталью. По окончании работ обязательно нужно очистить место спайки содовым раствором. Это необходимо для погашения кислотной активности и предотвращения разъедания металла.
- Паяльная кислота. Нужна для спайки никеля, углеродистой стали, меди и латуни.
- Паяльный жир. Он бывает активным и нейтральным, используется для окисленных элементов черных и цветных металлов. Нейтральный допустимо применять для работы с радиодеталями, активный — нет.
- Бура. Пригодна для пайки стали, меди и чугуна при высоких температурах.
- ТАГС. Изготовлен на основе глицерина, применяется для радиомонтажа, по окончании работы необходимо обработать места спиртом.
- Флюсы ЗИЛ. Предназначены для работы со сталью, латунью, медью.
- Активные флюсы ФИМ. Подходят для работы с окисленной платиной или серебром. В составе присутствует фосфорная кислота, поэтому необходима промывка содовым раствором.
- ФТС. Препарат, в составе которого отсутствует канифоль. Используется для спайки радиодеталей без дыма.
- Паста «Тиноль» — химическое изделие, предназначенное для пайки термофеном.
Особенности применения
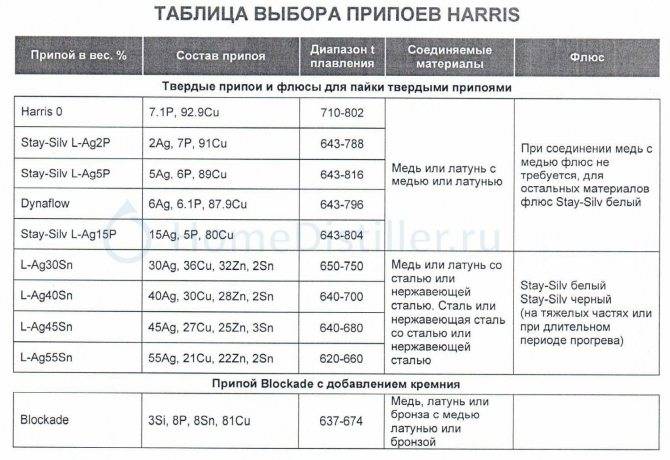
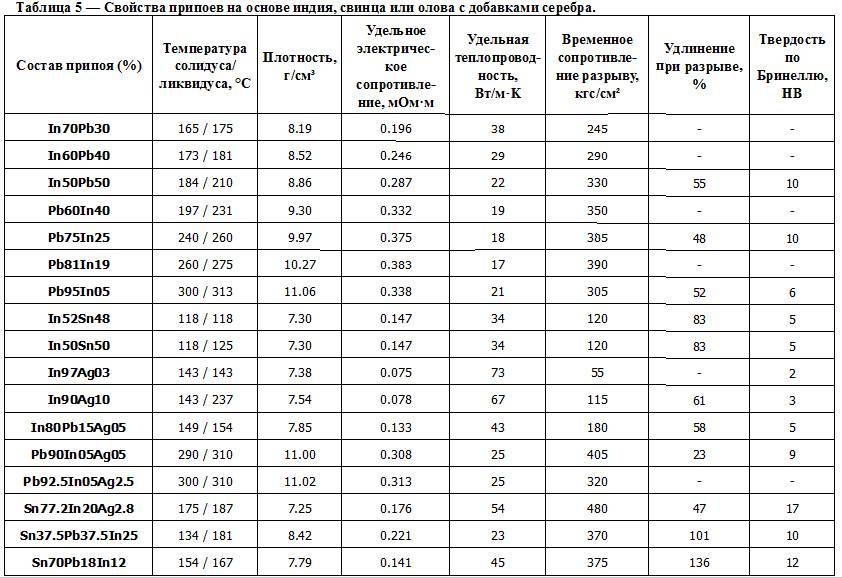
Назначение серебряных припоев — широкое использование для цветных металлов и сплавов на их основе. Соединение таких изделий затруднено из-за физико-химических особенностей металлов, но серебряные припои в своей разновидности позволяют получить сцепление, эквивалентное по прочности со сварным швом, но без дефектов, которые ему присущи. К ним относятся сплавы:
- титано-никелевые;
- никель-вольфрамовые;
- железо-никелевые;
- медные;
- медно-никелевые.
Возможно соединение никеля, меди со стеклоэмалью, керамикой, поверхностей с гальваническим покрытием более 10 мм.
Температура плавления чистого серебра равна 962 °С, это не только нерационально, но также не оправдано технически, поскольку этот металл имеет высокую пластичность и низкую прочность. Оптимизация этих параметров достигается, если использовать медно-серебряный припой, температура плавления которого снижается до 425 °С, а прочностные свойства увеличиваются. Но в целом, соединение металлов отличается высокой t плавления (выше 400 °С), поскольку у чистой меди она равна 1085 °С.








Соединительный шов в данном случае выдерживает температуру до 800 °С, имеет широкий диапазон по параметрам и свойствам, в зависимости от используемых элементов.
Сплав на основе серебра отличается высокой экологичностью, поскольку входящие в состав элементы не активны с большинством окружающих их аналогов. В основном используется медно-серебряный припой для пайки меди или изделий на ее сплаве (латунь, бронза).
Характеристики
Отличается большим разбегом по свойствам, в зависимости от соотношения элементов. Вторым компонентом является медь, дополнительно могут присаживаться элементы железа, сурьмы, висмута, но их суммарное количество не превышает 0,1%. Свинец и олово содержатся в мягких сплавах. Температура плавления припоя снижается прямо пропорционально содержанию серебра в нем.

Процесс пайки медно-серебряным припоем
Эта категория сплавов определяется уровнем серебра в диапазоне 10-45%. Его стоимость самая низкая. Припой с малым содержанием этого драгоценного металла (10%) позволяет получить твердый шов, он активно используется в машиностроении.
Сплавы всего лишь с 2% содержанием серебра можно назвать свинцово-оловянными, поскольку Pb в них равен 36%, а Sn — 62%. Плавкость драгоценного металла сведена к минимуму, поэтому сплав отлично плавится, переходит из одного состояния в другое, идеально проводит ток. Используется в радиотехнике.
Сплав 40-62% обладает наилучшими сочетаниями прочности и пластичности, но также отличается низкими температурами плавления — 426 °С. Именно поэтому его применяют для соединений, которые не испытывают высоких температур.
Сплавы с содержанием серебра 50-72% характеризуются низким удельным сопротивлением, что идеально подходит для изделий с высокой электропроводностью.
Разновидности и популярные производители
Компаниями предлагается широкий ассортимент как по составу припоев, так и по флюсам, используемым с ними. Известные производители РФ:
- ООО «СнабТехмет»;
- ТОО «Специальная металлургия».
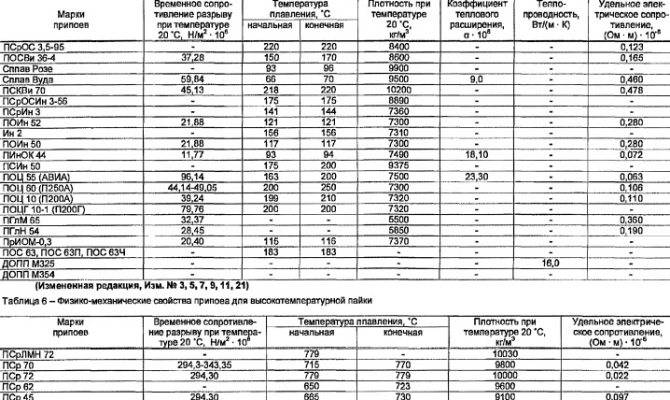
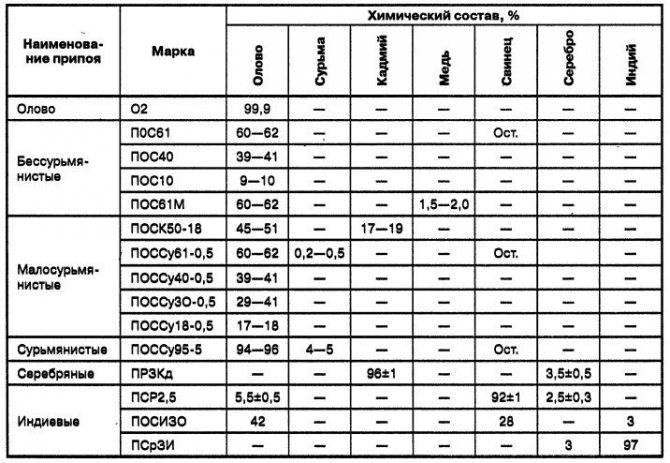
Припой серебросодержащий изготавливается по ГОСТ 19738-74. На рынке представлены изделия в ассортименте: проволока различного диаметра, прутки, лента. Маркируются они индексами ПСр, после которых указывается процентное содержание серебра: чем оно выше, тем большей пластичностью отличается состав.
Названия припоев содержат первые буквы входящих в них элементов:
- Ср — серебро;
- Су — сурьма;
- М — медь;
- Ф — фосфор;
- С — свинец;
- Кд — кадмий;
- Ц — цинк.
Цифровой индекс обозначает процентное содержание основного элемента — серебра.
Заключение
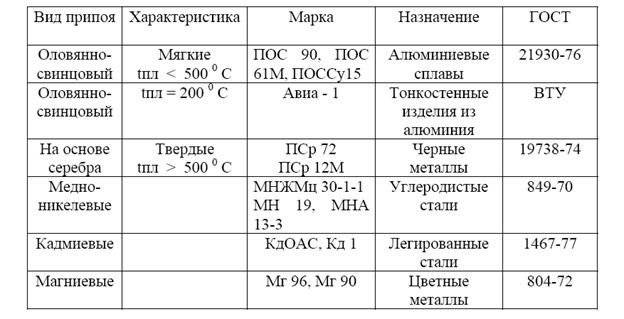
Состав припоя определяет его назначение, изменение химического состава, даже в незначительных количествах меняет его свойства. Для работы с паяльником используются исключительно «мягкие» сплавы, в то время как «твердые» можно расплавить только с помощью газовой горелки. Их основное назначение можно узнать в описаниях ГОСТ.
Использование сплавов оловянно свинцовой группы
Процесс пайки представляет собой соединение нескольких металлизированных частей между собой. Температура воздействия при этом не превышает критический порог, при котором происходит разрушение деталей или плат. Основными задачами использования изделий пайки, является обеспечение максимально ровной температурной вязкости, при которой происходит равномерное растекание по поверхности.
Олово для пайки применяется достаточно часто, материал служит составляющей наибольшего количества припоев. В чистом виде металл очень дорог, применяется для спайки важных изделий, элементов. Разделяются по категориям с применением свинца и без него.
Свинцовые припои
Различные материалы для пайки применяются с использованием свинца. Материал отличается легкоплавкостью, мягок и легко поддается обработке. Легко растворяется в щелочной среде, кислотных примесях.

Свинцовый припой
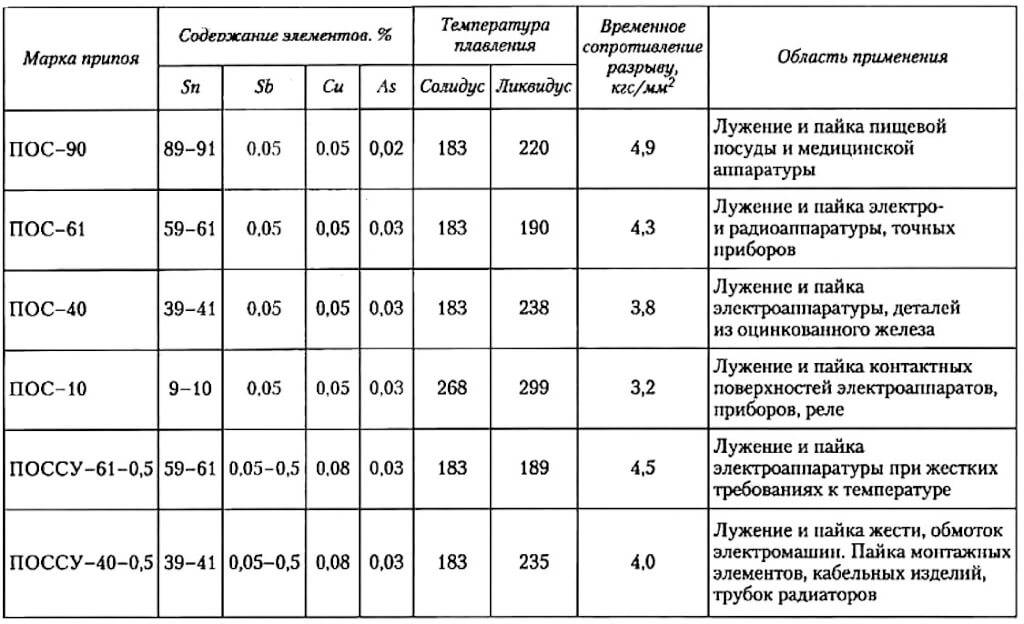
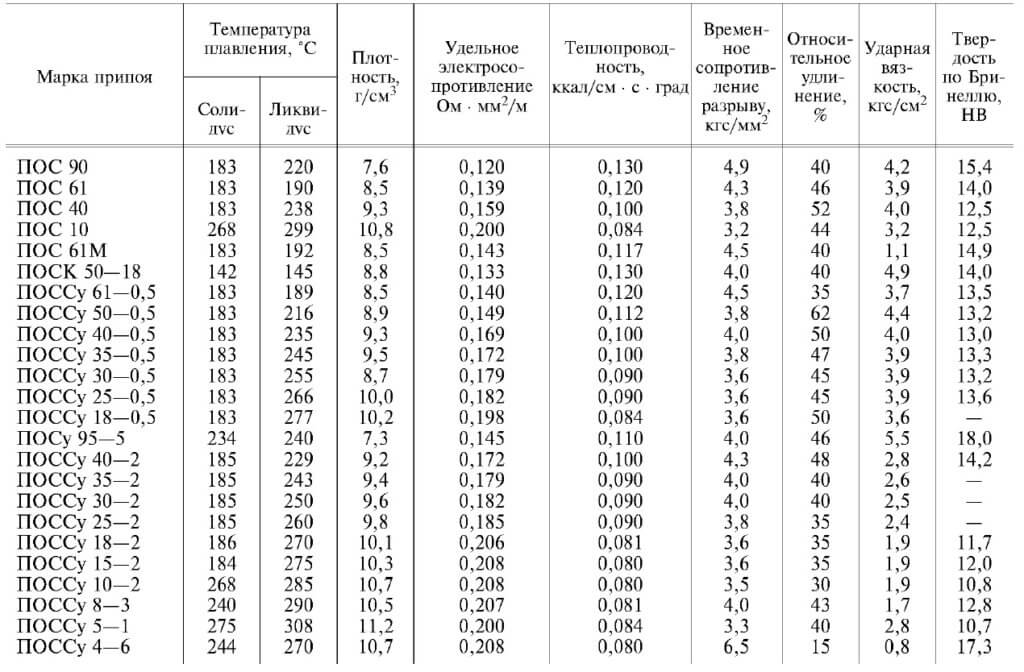
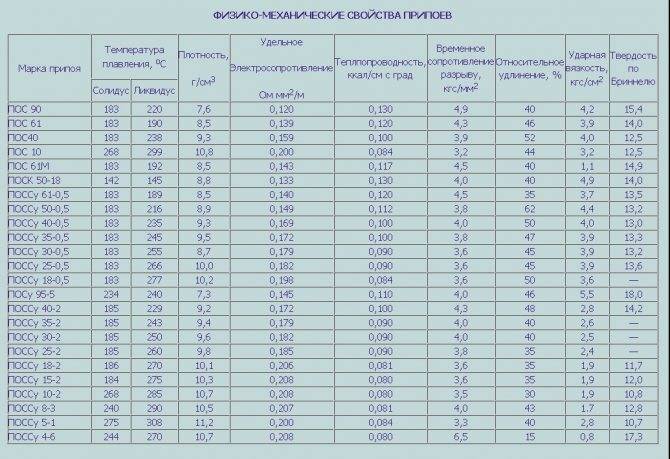
Наиболее популярными в использовании считаются изделия с маркировкой ПОС. Процентное содержание элементов позволяет работать с разными средами и материалами. Отличаются температурными показателями и другими параметрами, которые важны для надежного соединения. К свинцовым соединениям добавляются цинк, висмут или сурьма, которые обеспечивают защиту от окисления и других разрушающих факторов.
Как выбрать нужный припой и флюс?
При выборе сплава для пайки руководствуются его температурой плавления, видом соединяемых материалов, размером деталей, требуемыми характеристиками (прочностью, коррозионной стойкостью и т. д.), методом соединения и его сложностью. При пайке алюминия используют сплавы на основе серебра, олова, цинка, меди и кремния (ЦОП-40, ПОС, 34А, АВИА-1, АВИА-2, ВПТ-4, 34-А, П250А, П300Б и т. д.).
Если нужно соединить стальные детали, подойдет латунный (Л-62, Л-68), оловянно-свинцовый (ПОС-41) или чисто медный припой. Для работы с нержавейкой рекомендуется использовать сплавы на основе олова и цинка с добавлением свинца и кадмия, например, марок П-81 и HTS528.
Для пайки медных деталей берут как мягкие, так и твердые припои. Для починки радиодеталей больше подойдут первые, для пайки жил, фитинга на трубах могут применяться как легкосплавные (1S и Rosol 3), так и твердосплавные (Rolot 2). Серебряные сплавы отличаются высоким качеством и используются для получения соединений при работе с медью, латунью или серебром. Они применяются тогда, когда через шов должно проходить электричество.
Не менее важен и правильный выбор флюса. Самый доступный вариант – канифоль. Она лучше всего подходит для пайки в быту. Ее используют при ремонте радиодеталей, плат, соединении небольших медных, латунных, железных, никелевых деталей. Для пайки этих и более крупных элементов подойдет также глицерин-гидразиновый флюс, канифоль-гель «Актив» и ЛТИ-120. Последний активно используется при пайке проводов.
При работе с алюминием крайне важна качественная обработка поверхности флюсом – на ней быстро образуется оксидная пленка, которая препятствует адгезии. Для этого металла используют самые активные вещества – паяльную и ортофосфорную кислоту, Ф-64. Они же, вызывая сильную химическую реакцию, являются и самыми токсичными.







Преимущества и недостатки пайки
Самым главным преимуществом пайки перед другими видами соединений проводов является надёжность. Спаянный электрический узел в плане надёжности может уступить лишь соединению, выполненному сваркой.
На весь период эксплуатации вы можете забыть о спаянном соединении, никакого дополнительного обслуживания оно не потребует.
Пользуясь пайкой, вы можете соединить проводники разные по сечению, одножильные с многожильными.
Этот метод относится к низким по себестоимости. Главное, чтобы у вас был паяльник, а припой с канифолью стоят совсем недорого, при этом расход их совсем мизерный.
Также несомненным преимуществом пайки является то, что с её помощью можно одновременно соединять более 2-х проводов.
К недостаткам пайки можно отнести высокую трудоёмкость и обязательное наличие навыков в пользовании паяльником.
Что такое флюс?
Флюс — это вспомогательный материал, который призван во время пайки удалять оксидную пленку с деталей, подвергаемых пайке, и обеспечивать хорошее смачивание поверхности детали жидким припоем. Без флюса припой может не прикрепиться к поверхности металла. Назначение флюсов: надежно защищают поверхность металла и припоя от окисления, улучшают условия смачивания металлической поверхности расплавленным припоем. Действие флюса зависит от его состава, имеемые флюсы: или растворяют окисные пленки на поверхности металла (а иногда и сам металл), или предохраняют металл от окисления при нагреве. Таким образом, флюс образует защитную пленку над местом пайки.
Флюсы для пайки
Флюс уже содержится в современном припое в виде тонкого сердечника. При расплавлении припоя он распределяется по поверхности жидкого металла. Флюсом покрывают поверхности уже залуженных металлов также и перед их соединением (собственно пайкой). При этом флюс является ПАВ, то есть Поверхностно Активным Веществом. После соприкосновения деталей избыток флюса между ними вылезает наружу и все время испаряется потому, что температура его испарения ниже, чем у припоя.
Флюсы бывают разные. Например, для ремонта металлической посуды пользуются «паяльной кислотой» — раствором цинка в соляной кислоте. Паять радиоконструкции с таким флюсом нельзя — со временем он разрушает пайку. Для радиомонтажа надо применять флюсы, в которых нет кислоты, например, канифоль.
Особенности вещества
Активный флюс для пайки алюминия имеет существенные отличия от аналогичных веществ, используемых для соединения изделий из стали, латуни и меди, так же, как отличаются между собой свойства самих этих металлов. В основе состава флюса содержатся вещества, которые могут без особого труда растворять окисную пленку на поверхности алюминия. Для пайки алюминиевых изделий используются флюсы под различными номерами.
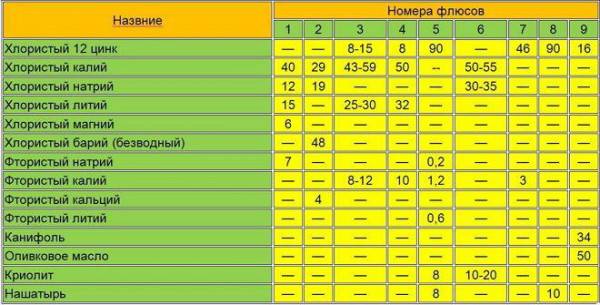
К наиболее простым относятся флюсы № 8 и 9, однако, их активность не является слишком большой по сравнению с теми, которые включают в себя соединения фтора. Выбор осуществляется, исходя из особенностей конкретной работы. Существуют флюсы, которые применяются для сварочных соединений деталей без их предварительной подготовки. Наиболее распространенным таким видом флюса является Ф-64.

Состав флюса для пайки алюминия под номером Ф-64 способствует его повышенной активности, что позволяет с успехом очищать от оксидной пленки даже не зачищенные поверхности. Раствор является бесцветным или светло-желтым.
Марки флюса
Флюс — это вспомогательное вещество, необходимое для освобождения поверхностей спаиваемых деталей от окислов и способствующее лучшему растеканию припоя по поверхности металла при пайке.
При изготовлении наиболее распространенных флюсов , применяется канифоль. Ее получают из древесины хвойных пород (в основном — сосны). При температуре порядка 50°С канифоль размягчается, а при 250°С — начинает кипеть.
Канифоль не устойчива к воздействию атмосферной влаги. Она состоит на 85-90% из абиетиновой кислоты. Если не удалить ее остатки после работ, то происходит окисление места пайки. Данный факт не стоит оставлять без внимания. Ведь, кроме этого, впитывая воду из атмосферы, канифоль увеличивает свою проводимость и может нарушать работу электронных устройств, особенно высоковольтных цепей.
Флюсы для пайки — состав и область применения:
| Наименование | Состав % от общего объема | Область применения | Способ приготовления | Удаление остатков |
| Канифольные не активные флюсы | ||||
| Канифоль светлая | Канифоль светлая — 100 | Пайка меди и ее сплавов легкоплавкими припоями | Готов к использованию | Спиртом или ацетоном, кистью |
| Спирто-канифольный | Канифоль — 20 Спирт — 80 | Пайка меди и ее сплавов легкоплавкими припоями в труднодоступных местах | Растворить в этиловом спирте порошок канифоли | |
| Глицерино-канифольный | Канифоль — 6 Глицерин — 14 Спирт — 80 | Герметичная пайка меди и ее сплавов легкоплавкими припоями в труднодоступных местах | Растворить в этиловом спирте порошок канифоли, затем добавить глицерин | |
| Канифольные активные флюсы | ||||
| Канифольный хлористо-цинковый | Канифоль — 24 Хлористый цинк — 1 Спирт — 75 | Пайка цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Растворить в этиловом спирте смешанные порошки канифоли и хлористого цинка | Ацетоном, кистью |
| Канифольный хлористо-цинковый (флюс паста) | Канифоль — 16 Хлористый цинк — 4 Вазелин — 80 | Пайка повышенной прочности цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Смешать порошки канифоли и хлористого цинка с техническим вазелином | |
| Кислотные активные флюсы. | ||||
| Хлористо-цинковый | Хлористый цинк — 25 Соляная кислота — 1 Вода — 75 | Пайка деталей из чёрных и цветных металлов | Кислоту медленно вливают в посуду до ¾ ее высоты с кусочками цинка, когда перестанут выделения пузырьки водорода, флюс готов | Промывка водой или раствором питьевой соды в воде, кистью |
| Канифоль — 16 Хлористый цинк — 4 Вазелин — 80 | Флюс паста. Пайка повышенной прочности цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Смешать порошки канифоли и хлористого цинка с техническим вазелином | ||
| Канифоль — 24 Хлористый цинк — 1 Спирт — 75 | Пайка цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Растворить в этиловом спирте смешанные порошки канифоли и хлористого цинка |
Флюс на основе спирта и растворителей требуется хранить в герметичной таре, иначе жидкость быстро испарится.
Секреты выбора
Задача любого исполнителя состоит в создании крепкого и надёжного закрепления на плате радиодеталей, поэтому подбор припоя выполняется согласно следующим параметрам:
- Состав материалов, подвергающихся пайке — здесь надо учитывать характеристики материала, его способность к перегреву и многое другое.
- При пайке проводов или других крупных предметов применяются тугоплавкие припои.
- Иногда нужно применить припой, обладающий высокой способностью к проведению электрического тока, надо учитывать, что сопротивление олова намного меньше, чем у свинца, поэтому для спайки высокочастотных плат применяют дорогостоящие марки припоя.
В каждой конкретной ситуации исполнитель должен чётко знать соответствие припоя и соединяемого изделия, чтобы выбрать оптимальный вариант для качественной пайки.
Что лучше — сварка или пайка
Ответы на этот вопрос могут быть разными. Применение того или иного способа зависит от использования деталей после их соединения. Автомобильный радиатор лучше паять. Этот способ стоит дешево и отличается надежностью. Молочные фляги и другие емкости для хранения продуктов питания лучше сваривать. Сварной шов более прочный, особенно при больших размерах. Часто приходится сваривать детали из алюминиевых сплавов. Сварка силумина — практически единственный способ соединения, не считая использования клея.
На сварке и пайке при желании можно неплохо заработать. Вопросы о том, как запаять алюминиевые трубки в холодильнике или отремонтировать раму велосипеда, возникают часто. В мастерских работа стоит дорого: пайка трубок — 1000 руб. и более. При соединении электропроводов способом пайки берут 15 руб. за каждое. Ремонт рамы велосипеда из сплавов алюминия с применением припоев стоит 500 руб. Ремонт кастрюли обойдется в 100 руб. К этим суммам следует добавить расходы времени и денег на доставку изделий в мастерскую и обратно.




Чтобы сэкономить эти деньги, нужно научиться паять самому. Для этого необходимо приобрести газовую горелку в виде баллончика за 700-1000 руб. и припой. Научиться обработке поверхностей и наложению швов можно на старом автомобильном радиаторе.
Как правильно спаять два провода паяльником?
Как правильно паять паяльником с канифолью
Когда и для чего при пайке используют канифоль
Что такое нихромовая проволока, её свойства и область применения
Способы соединения электрических проводов между собой
Какая проводка лучше — сравнение медной и алюминиевой электропроводки





