

Серебряные припои
Серебро – этот благородный металл, в чистом виде обладает хорошей пластичностью. Температура плавления довольно высока (962 °С). Это делает нецелесообразным применение чистого серебра в качестве сырья для стыковки деталей нецелесообразно.
Но если в серебро внести некоторые вещества, таких, как – железо, висмут и пр., то такую композицию можно использовать для создания неразъемных стыков.
Серебряные материалы хорошо плавятся того, когда его объем уменьшается. Это снижение приводит к снижению затрат на энергию и время на выполнение сборки заготовок из меди.
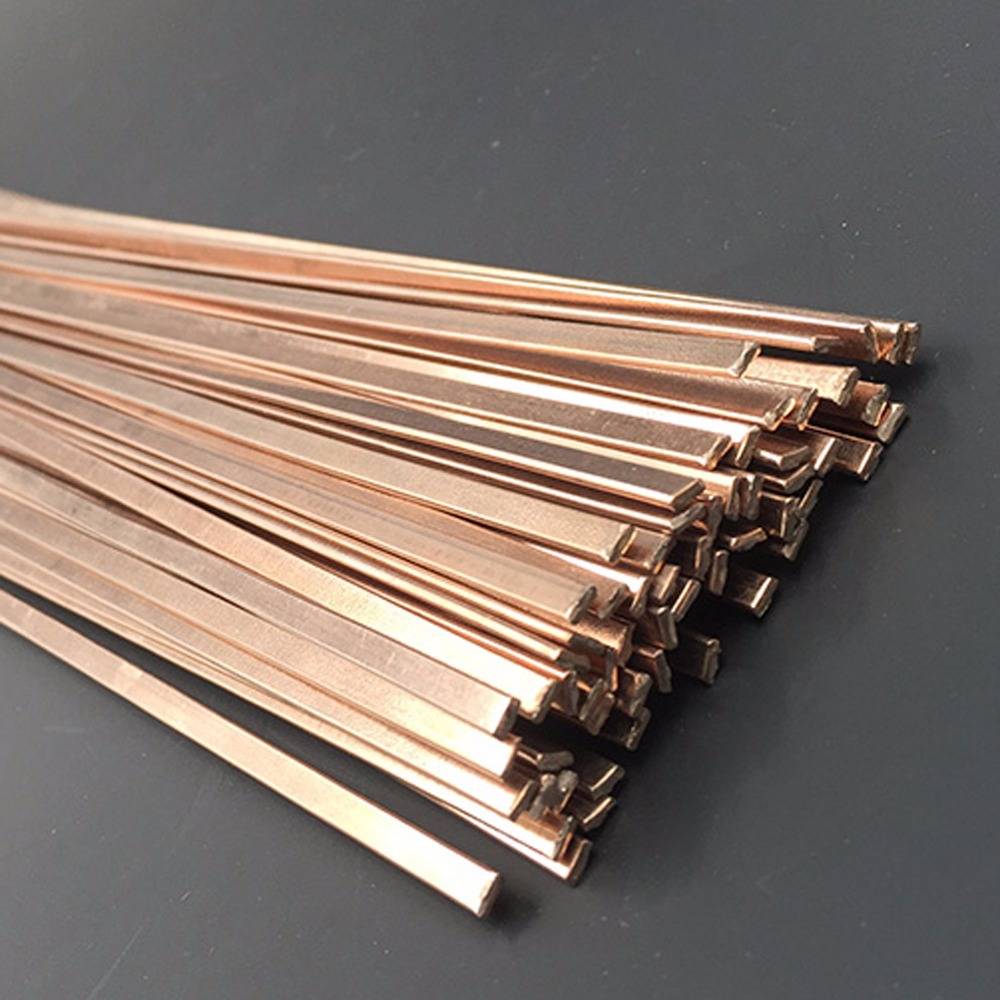
Серебряный припой для пайки меди, Ag 20%
Серебряные материалы хорошо обволакивают соединяемые детали, и это способствует получению швов необходимого качества. Швы, полученные с применением этих средств не подвержены окислению, и хорошо переносят различного рода механические и вибрационные нагрузки.
Сплав, содержащий этот благородный материал, применяют для работы со многими сплавами меди. Все эти сплавы различаются по соотношению компонентов, наличию легирующих добавок.
Содержание серебра
Состав всех применяемых для стыковки деталей серебряных сплавов регламентирует ГОСТ. Маркировка этих материалов начинается с буквенного сочетания ПСр. А ним следуют числа, которые показывают процентный объем серебра в сплаве.
Практическое применение серебряных припоев
Сплавы, которые содержать большое количество серебра, (50-72%) обладают низким удельным сопротивлением. Их применяют для создания стыков с большой электрической проводимостью.
Средства для соединения деталей, содержащие этот благородный металл в небольших количествах 40-62%, применяют для создания швов, которые не будут подвергаться сильному нагреву.
Припои для меди с низким содержанием серебра (10-15%) нашли свое применение в машиностроительной отрасли.
Резьбовое соединение – медные фитинги под опрессовку
Преимущества медных пресс-фитингов
Смотрите это видео на YouTube
Медные фитинги под прессовку дают возможность получить разборное соединение, которое характеризуется невысокой надежностью.
Вначале обрезают заготовки необходимого размера. Если на ней имеется слой изоляции, то его на конце удаляют. С торцевой части снимают заусеницы.
И на нее надевают накидную гайку и кольцо обжима. После соединения гайки с фитингом соединение — резьба затягивается.
Если применяют переходники от стальных изделий к медным, то герметизацию выполняют фум-лентой. Ее накручивают на резьбу, а затем вворачивают в фитинг.
Такие стыки целесообразны в зонах, где имеется возможность постоянной проверки.
Разновидности припоев для меди
Для обработки труб из этого материала подойдут следующие материалы:
- 102. В этом трехкомпонентном припое из меди и фосфора содержится не более 2% серебра. Благодаря пониженной пластичности состав медленно растекается. Подходит для пайки элементов, не испытывающих сильных ударных или вибрационных нагрузок.
- 105. Припой медно-фосфорный с серебром (5%) тоже довольно медленно растекается, но отличается более высокой пластичностью. Полученный с его помощью шов сможет выдержать незначительные нагрузки от вибраций.
- 115. Еще один трехкомпонентный припой, в котором помимо меди и фосфора содержится 15-процентное серебро. Это довольно пластичный материал, с помощью которого можно создавать швы на магистралях, испытывающих довольно сильные нагрузки.

Выбрав все необходимые компоненты, остается приступить к работе.
Как припаивать трубы?
С целью присоединения металлических заготовок собственными руками необходимо приобрести специальный инструмент, оснащение и материалы. Для осуществления припаивания понадобится следующий инструмент: 1. Труборез. 2. Газовая горелка. 3. Шерсть металлическая. 4. Припой бессвинцовый. 5. Флюс.
Процесс паяния такой:
- Очистить участок присоединяемой детали и нанести порцию флюса;
- Надеть очищенный фитинг вручную, применяя специальный инструмент;
- Применяя газовую горелку, разогреть присоединяемый участок меди до заметного изменения ее цвета;
- Далее, использовать припой.
Припаивание медных заготовок – труб, разнообразных деталей, является сложным процессом, который под силу знающим и способным мастерам.
Технология высокотемпературной пайки
В приведенном примере в качестве паяемых деталей выбраны части гаечного ключа. В качестве припоя — материал, представляющий собой пруток, покрытый флюсом. Необходим также высокоактивный флюс, подходящий для нержавеющих сталей. Инструментом нагрева является газовая горелка.
Горелка для пайки
Пайка выполняется в такой последовательности. Механическим путем зачищаются стыковые части деталей. Операция необходима для удаления стойкой окисной пленки, которая покрывает нержавеющие стали.
Зачистка деталей пред пайкой
Детали зажимаются в тисках в требуемом положении.
Фиксирование деталей
Зона пайки промазывается флюсом.
Нанесение флюса
Зажигается горелка, и устанавливается необходимый режим горения. Пламя должно быть восстановительным, с небольшой нехваткой кислорода (но не до копоти и желтого огня). Пересыщенное кислородом пламя окисляет поверхность металла.
Производится разогрев паяемой зоны до начала изменения цвета детали (при прикосновении, флюс на прутке должен начать плавиться). Прогревать нужно все соединение, перемещая пламя в разные стороны.
Прогрев деталей
Осуществляется офлюсовывание стыка флюсом с прутка — трением последнего по стыку. Если используется неофлюсованный пруток, после прогрева кончика, его нужно окунуть во флюс, чтобы тот покрыл его.
Нанесение флюса прутка припоя
Нагрев зоны пайки доводится до вишневого цвета. Обычно пайка твердыми припоями производится в интервале цветов от темно-вишневого до светло-вишневого.
Нагрев деталей до более высокой температуры
Расплавляется припой. При достаточном количестве флюса он легко растекается по зоне пайки, затягивается в стык.
Нанесение припоя
Детали после пайки
Припой должен плавиться не от пламени горелки, а от теплоты прогретого соединения.
После окончания операции производится зачистка спая.
Очистка спаянного гаечного ключа
И вот результат — готовое изделие.
Гаечный ключ спаянный высокотемпературной пайкой
Гаечный ключ спаянный высокотемпературной пайкой
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Литература
Пайка медных труб своими руками: как паять медные трубы?
Существует два вида пайки медных труб:
- низкотемпературный;
- высокотемпературный.
С применением первого способа, как правило, монтируют бытовые коммуникации. Для этого способа подходит мягкий припой, это может быть медная (с примесью фосфора) проволока сечением 2 мм, олово или свинец с присадками, мягкий припой с серебром.








Провести пайку самостоятельно, имея небольшие навыки, не составит большого труда
Мягкий припой имеет более низкую температуру плавления, чем температура плавления меди, поэтому, не забывая о мерах предосторожности, можно смело приниматься за работу
Прежде всего, следует подготовить флюс, поскольку он очищает металл от окислов и защищает место спайки от доступа кислорода. Флюсом обрабатывают конец трубы и соединительную деталь, в данном случае фитинг.
Далее труба соединяется с фитингом, а место соединения нагревают газовой горелкой или паяльником. В процессе нагрева припой плавится и в жидком состоянии проникает во все свободные полости соединения. Следует равномерно распределить припой по месту соединения и отложить трубу с фитингом до остывания.
Пайка твёрдым припоем производится в той же последовательности, но с более высокой температурой нагрева припоя.
Припои для пайки меди
Строительный рынок предлагает несколько вариантов припоя для пайки медных труб. Бытует мнение, что мягкие припои, состоящие из олова с разного рода добавками, не могут обеспечить надёжность паяных швов. Несмотря на то, что это не совсем так, можно подстраховаться и выбрать припой с дополнением серебра. Для высокотемпературной пайки предназначен твёрдый медно-фосфорный припой, который обеспечивает большую надёжность пайки. Высокотемпературную пайку используют при состыковке труб магистральных трубопроводов, где допустимы перепады давления.
Газовые горелки для пайки
Приступая к самостоятельному монтажу трубопровода, необходимо правильно выбрать инструменты и оборудование для пайки медных труб, обратив особое внимание на горелку. Горелка может быть:. Горелка может быть:
Горелка может быть:
- Пропановая (применяется, чаще всего, в больших объёмах работ).
- Со смесью МАРР (газовая смесь «Метилацетилен-Пропадиен-Пропан»).
- Ацетиленовая.
- Кислородная.
Газовые горелки могут быть оснащены съёмными одноразовыми баллонами, либо шланговым соединением со стационарным баллоном.
Для монтажа небольшого трубопровода достаточно модели со съёмной газовой ёмкостью.
Вот и всё, что нужно знать об особенностях пайки изделий из меди. Имея необходимое оборудование и материалы для пайки медных труб, можно самостоятельно смонтировать домашний трубопровод, который будет служить долгие годы.
Особенности физико-химических процессов
При проведении пайки припой сначала нагревается и смягчается, а затем приобретает жидкое состояние. Данный температурный промежуток называют зоной плавления. Скрепляемые части при пайке нагревают, но до жидкой консистенции не доводят. Стадия сплавления жидкого припоя наступает, когда степень его нагрева превышает температуру плавления, называемую рабочей.
Припой, находясь в расплавленном состоянии, смачивает соединяемый металл и растекается, благодаря чему ликвидируются щели между стыкуемыми участками труб.

Период, в течение которого нагревается место соединения, а потом припой кристаллизируется, приобретая твердое состояние, как правило, равно 4 -5 минут. При этом паяльник должен выделять столько тепла, чтобы в течение двух минут нагрева жидкий припой успевал вступить в реакцию со стыкуемыми поверхностями. Только при соблюдении данных условий флюс и детали не успеют перегреться.
Пайка медных труб с применением медно-фосфорного припоя
Используя твердый припой, для качественного соединения труб, следует подобрать оптимальный вид пламени. Если пламя горелки сильно уменьшается, то это свидетельствует о слишком большом содержании газообразного топлива в газовой смеси. Быстрее нагревает и очищает поверхность металла незначительно уменьшающееся пламя. Если факел пламени горелки ярко синего цвета и средней величины, то это свидетельствует о том, что газовая смесь содержит равное количество кислорода и газообразного топлива. Благодаря такой пайке металл будет нагреваться равномерно.
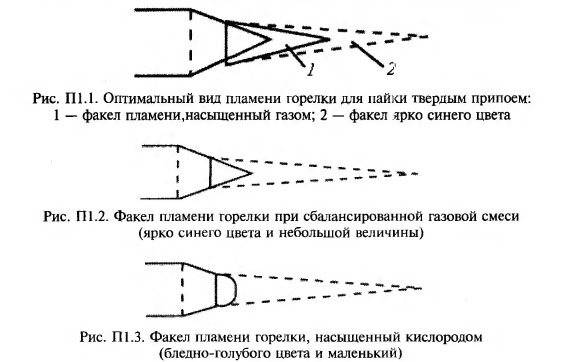
Если факел пламени горелки небольшой и бледно-голубого цвета, то это значит, что в газовой смеси находится много кислорода. Во время такой пайки поверхность металла будет окисляться, свидетельством чего станет появление темного налета на металле.
Гарантом надежности паяного соединения является подготовка медной поверхности. Она должна быть очищена от грязи, масла, краски и прочих веществ, которые могут препятствовать нанесению припоя на металлические поверхности.
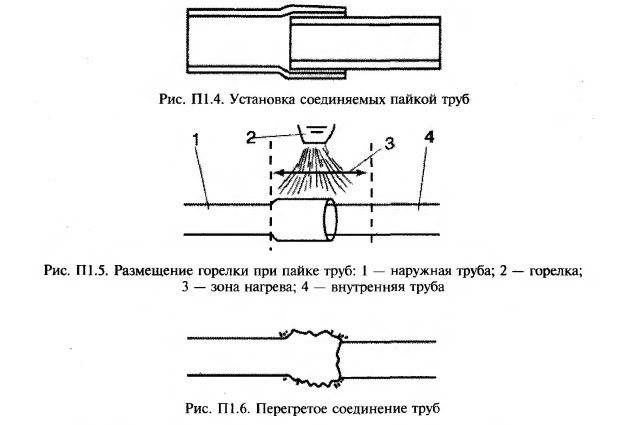
Соединяя методом пайки две медные трубы необходимо обеспечить выполнение следующих условий:
- труба меньше диаметра должна входить в трубу большего диаметра не меньше, чем на длину своего диаметра;
- зазор между стенками наружной и внутренней трубы должен находиться в пределах 0,025-0,125;
- прогрев выполняют равномерно по всей длине и окружности соединения;
- использование горелки нужного размера с уменьшающимся пламенем. При перегреве основной металл начинает сильнее взаимодействовать с припоем, в результате, такое соединение будет иметь значительно меньший срок службы.
Припой не будет равномерно распределяться между соединяемыми трубами, когда внутренняя труба больше нагрета, чем наружная и в обратном порядке. Необходимо полностью равномерно разогревать всю поверхность свариваемых труб, только в этом случае припой будет равномерно проникать в зазор соединений.
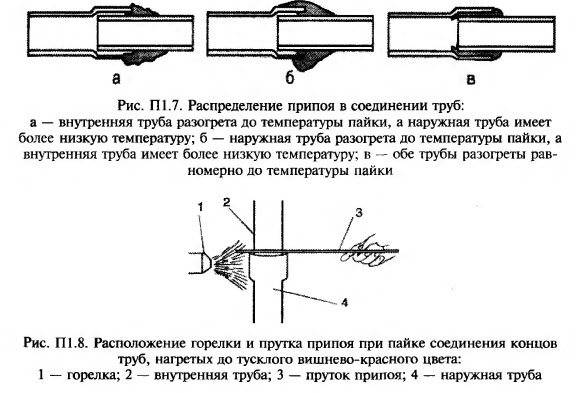
Если пруток твердого припоя расплавится от контакта с прогретыми трубами, то это означает, что они достаточно прогреты. Чтобы улучшить процесс пайки пруток твердого припоя предварительно прогревают пламенем горелки.
Известно, что припой проникает в соединение труб под действием капиллярных сил и чтобы облегчить процесс его растекания необходимо предварительно позаботиться о чистоте поверхности свариваемых соединений и соблюдать необходимый зазор. Также следует не забывать, что припой всегда движется к источнику теплоты.
Недопустимые ошибки
Причиной некачественного соединения двух деталей чаще всего становится спешка, поэтому нужно не забывать контролировать кромки изделия на отсутствие посторонних мелких предметов, которые могут образоваться после резки.
При нанесении флюса важно стараться не пропустить ни одного малейшего участка поверхности, ведь любой дефект может стать причиной плохого контакта. Если какой-нибудь участок поверхности будет слабо прогрет, это приведёт к слабому сплавлению двух металлов
Перегрев может привести к сгоранию флюса и образованию окалины или окиси на месте пайки, что влияет на её надёжность
Если какой-нибудь участок поверхности будет слабо прогрет, это приведёт к слабому сплавлению двух металлов. Перегрев может привести к сгоранию флюса и образованию окалины или окиси на месте пайки, что влияет на её надёжность.
Иные варианты пайки: работа с медными трубами и различными металлами
Пайка медных труб требует некоторого опыта подобной работы. Поэтому, если домашний мастер впервые берётся за подобную работу, стоит предварительно потренироваться, чтобы не переделывать несколько раз уже готовую магистраль водоснабжения или отопления. Пайку медных трубок можно производить как твёрдым припоем (при помощи газовой горелки), так и мягкими сплавами. Во втором случае для медных труб уместно использовать молоточный паяльник большой мощности.
 ФОТО: m-chel.ruАккуратная и качественная пайка – залог долговечности соединения
ФОТО: m-chel.ruАккуратная и качественная пайка – залог долговечности соединения
Нюансы пайки медных труб: как всё сделать правильно
В качестве флюса для пайки медных труб лучше всего использовать канифоль. Она наносится ровным слоем на внешние поверхности трубы, после чего на неё насаживается фитинг. С обратной его стороны насаживается вторая часть магистрали. Далее фитинг разогревается при помощи газовой горелки и по швам «укладывается» припой. Под воздействием высокой температуры он плавится, заполняя шов и создавая качественное герметичное соединение.








 ФОТО: poliasmet.ruИногда приходится обходиться без фитингов
ФОТО: poliasmet.ruИногда приходится обходиться без фитингов
Пайка медных труб своими руками не слишком сложна, однако эта работа требует внимательности и аккуратности. Конечно, на словах не всё можно объяснить доходчиво, поэтому предлагаем вниманию Уважаемого читателя видео, как паять медь газовой горелкой, из которого всё станет более понятно.
 Watch this video on YouTube
Watch this video on YouTube
Разобравшись с вопросом, как спаять медные трубки в домашних условиях, можно переходить к следующей проблеме, а именно к пайке неидентичных металлов (медь с алюминием, железом или нержавеющей сталью).
Как спаять медный провод с алюминиевым
Пайка алюминия с медью – довольно сложный процесс. Нужно отметить, что для алюминия вряд ли подойдёт тот же припой, что и для меди, как и наоборот. Намного проще совместить эти металлы, используя стальную муфту. Хотя на сегодняшний день производитель и предлагает специальные припои и флюсы для подобных целей, стоимость их значительна, что приводит к нерентабельности подобных работ.
 ФОТО: kak-eto-sdelat.infoСпаивать медь и алюминий достаточно сложно
ФОТО: kak-eto-sdelat.infoСпаивать медь и алюминий достаточно сложно
Вся проблема заключается в конфликтности меди и алюминия. У них разная тугоплавкость, плотность. К тому же алюминий при взаимодействии с медью начинает сильно окисляться. Особенно этот процесс ускоряется при прохождении через соединение электрического тока. Поэтому при необходимости соединения медного и алюминиевого провода лучше всего использовать самозажимные клеммники «WAGO», внутри которых находится контактная паста «Алю Плюс». Именно она снимает окисел с алюминия, предотвращает его последующее появление и способствует нормальному контакту с медными жилами.
Разобравшись, как спаять медь с алюминием, можно переходить к более твёрдым металлам.
 ФОТО: mastergrad.comИногда без подобного соединения не обойтись
ФОТО: mastergrad.comИногда без подобного соединения не обойтись
Как спаять медь и нержавеющую сталь
При пайке меди с нержавеющей сталью большую роль играет даже не сам материал припоя, а используемый инструмент, хотя и от расходников многое зависит. Наиболее приемлемые материалы в данном случае это:
- медно-фосфорный припой;
- оловянно-серебрянный (Castolin 157);
- радиотехнический.
Некоторые мастера утверждают, что при правильном подходе к работе, подойдёт даже самый обычный припой на основе олова и свинца. Главное – это обязательное использование флюса (бура, паяльная кислота), основательный прогрев и лишь после этого пайка (нанесение припоя).
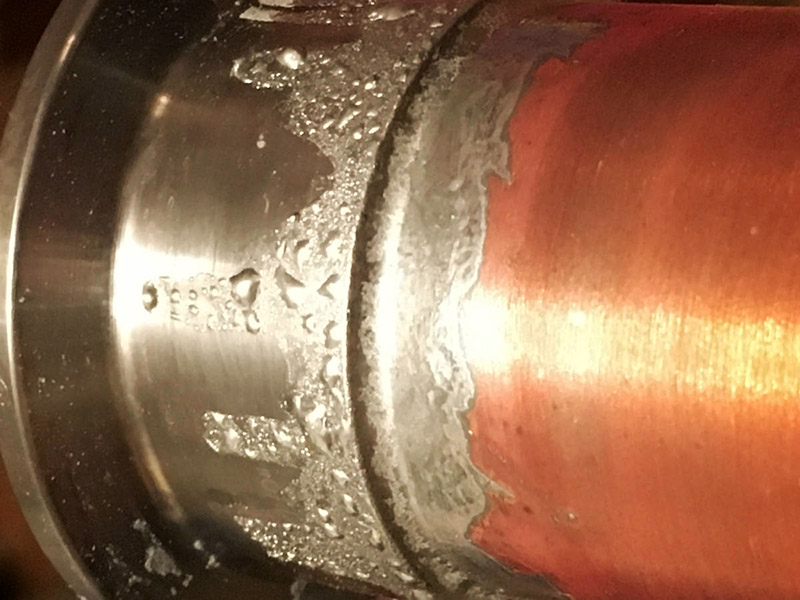 ФОТО: cusi3.ruСложная пайка меди и нержавеющей стали
ФОТО: cusi3.ruСложная пайка меди и нержавеющей стали
Подобные соединения встречаются редко, а потому специализированные припои для подобных целей имеют довольно высокую стоимость.
Пайка меди с железом – возможно ли это
Подобный вариант возможен, но при соблюдении некоторых условий. К примеру, в качестве нагревателя простая пропановая горелка уже не подойдёт. Необходимо использовать пропан с кислородом. В качестве флюса нужно использовать буру, а вот припоем выступит латунь. Только в этом случае можно надеяться на нормальный результат. Купить припой для пайки меди с железом или нержавейкой несложно. Главное – это понять, будут ли оправданны излишние затраты.
 ФОТО: svarkavol.ruСпайка медной и железной трубки также возможна
ФОТО: svarkavol.ruСпайка медной и железной трубки также возможна
А сейчас предлагаем посмотреть на то, насколько аккуратно домашние мастера могут выполнять работу по спайке труб магистралей различного назначения.
1 из 5
 ФОТО: market.sakh.com
ФОТО: market.sakh.com
 ФОТО: market.sakh.com
ФОТО: market.sakh.com
 ФОТО: solarschool.dk
ФОТО: solarschool.dk
 ФОТО: laketravisplumber.com
ФОТО: laketravisplumber.com
 ФОТО: reicheltplumbing.com
ФОТО: reicheltplumbing.com
Как выбирать припой для меди?
Один из самых главных критериев – это уровень температуры плавления. Чем выше этот уровень, тем выше риск повреждения детали из основного металла. Многое будет зависеть от толщины стенки медной трубы.
Если эта стенка толстая, прожечь ее трудно и, следовательно, риск повреждений ниже. В этом случае вполне приемлемо использование твердого типа для меди, у которого достаточно высокий уровень температуры плавления.
Если же вы работает с тонкостенными трубами, и для них высокая прочность соединения не критична, выбирайте мягкий тип медно-фосфорного припоя с низкой температурой плавления.
Для пайки пищевой меди существуют специальные сплавы, в которых отсутствуют какие-либо токсичные вещества или ядовитые элементы.
Техника безопасности
Выполняя паяльные работы, следует строго придерживаться техники безопасности. При проведении работ применяются высокие температуры и химические составы, которые при расщеплении выделяют опасные пары.
Для проведения работ необходимо:
- Для предохранения рук от ожогов требуется надевать защитные перчатки;
- При проверке спаянного соединения следует убедиться в том, что оно остыло. Медная труба нагревается до высоких температур и остывает медленно.
- Спайку медных труб следует выполнять только в проветриваемых помещениях.
- При высокотемпературной пайке твердым припоем проводится травление медных деталей растворами кислот и щелочей. Для безопасности следует облачаться в кислостойкую одежду и резиновые перчатки.
Области применения
Чаще всего трубы из меди применяют для транспортировки газа и в качестве водопроводов. Производство газового оборудования, тормозных и гидравлических систем, автокондиционеров и теплообменников невозможно представить без медного трубопроката.
Тот факт, что медные трубы можно надежно соединить, не используя при этом сварку, делает их привлекательным вариантом для создания транспортных магистралей для вязких горючих сред. При этом речь идет не только о бытовых системах. К примеру, из меди довольно часто изготовляются топливопроводы для автомобилей.
Также следует отметить стойкость труб из меди к повышенному давлению (до 230 атм.), по сравнению с изделиями из пластика или стали. Особенно ценится их способность хорошо переносить замерзание. Изделия хорошо переносят воздействие хлора и обладают антисептическими свойствами.
Применение пайки твердыми припоями
Область применения пайки твердыми припоями определяется ее промежуточным положением между низкотемпературной пайкой и сваркой. Везде, где требуется получить более прочное соединение, чем это можно сделать с использованием мягких припоев, способное к тому же работать в условиях высоких температур, и в то же время сохранить структуру соединяемых металлов, не допустить их разупрочнения и деформации (как это имеет место при сварке), применяют высокотемпературную пайку.
Пайка твердыми припоями является основным способом при изготовлении металлорежущего инструмента с твердосплавными пластинами. Припаивание последних обеспечивает достаточную прочность соединения и не оказывает отрицательного воздействия на твердость и геометрию режущих пластин.
Резцы
Изготовление всевозможных сосудов из цветных металлов и нержавеющих сталей, соединение стальных и медных трубопроводов, работающих под высоким давлением или повышенной температуре в различных системах — холодильных, теплообменных и пр. — также не может обойтись без пайки твердыми припоями.
Широко используется высокотемпературная пайка при ремонте автомобилей — радиаторов, трубопроводных систем двигателя и трансмиссии, кузовов, различных деталей — везде, где нельзя или нежелательно применять сварку.
Целесообразно использование высокотемпературной пайки для соединения между собой тонкостенных деталей, работающих при значительных нагрузках и упругих деформациях.
Для ремонта медных и латунных бытовых изделий, подвергающихся в процессе эксплуатации высоким температурам, высокотемпературная пайка является способом ремонта не имеющим альтернативы. Таких, например, как старинный самовар, растапливаемый дровами. В этом случае мягкие припои не могут применяться из-за неспособности выдерживать высокую температуру нагрева.
Высокотемпературные
Совсем другие возможности по эксплуатации трубопроводов появляются после проведения твердой пайки. Горячая, почти кипящая, вода может находиться в трубопроводах под давлением 16 атм.
Жидкие растворы с температурой 65 ℃ позволено закачивать в системы при давлении 25 атм. Теплая вода, нагретая до 30 ℃, может при необходимости пребывать в трубопроводах под давлением 40 атм.
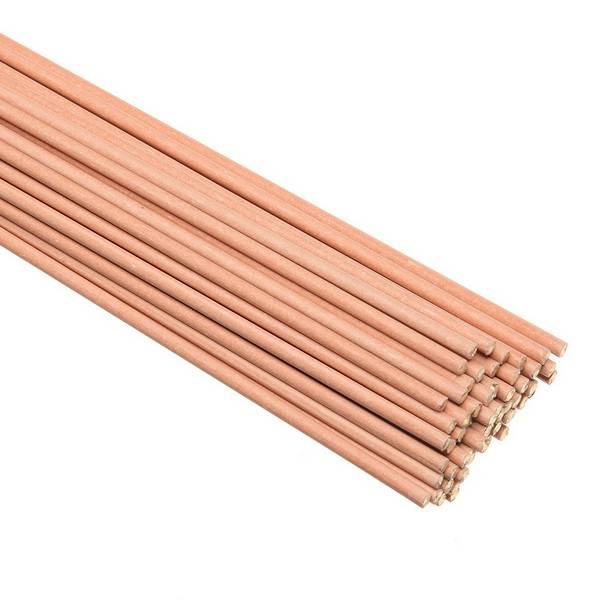
С фосфором
 Для твердой пайки идеально подходит медно-фосфористый (медно-фосфорный) припой. Фосфора в нем только 6 %. Все остальное составляет медь.
Для твердой пайки идеально подходит медно-фосфористый (медно-фосфорный) припой. Фосфора в нем только 6 %. Все остальное составляет медь.
Совсем небольшое количество фосфора существенно понижает температуру плавления меди, делая процесс энергетически экономным.
Фосфорный припой обеспечивает прочное соединение, не требует применения флюсов. Благодаря большой концентрации меди припой имеет почти такой же коэффициент расширения, как и материал труб. Это значительно упрощает работу.
Пользуется популярностью припой на основе меди (92 %) с фосфором (6 %) и серебром (2 %). При расплавлении он выполняет функцию не только припоя, но и флюса.






Для ремонта холодильного оборудования, смесителей, мощных электрических машин, кондиционеров применяют припой на основе меди с добавками приблизительно 6 % фосфора, 4 % олова, около 0,95 % циркония.
Этот сплав нужно погружать в момент максимально возможного нагрева деталей. Пруток припоя с цирконием вводят в рабочую зону до тех пор, пока он не станет полностью растекаться.
Фосфорсодержащие сплавы не могут быть использованы для пайки цветных металлов с концентрацией никеля больше 10 %, алюминиевой бронзы, чугуна, стальных сплавов.
Если планируется пайка медных изделий с бронзой или латунью, а также высокотемпературное соединение бронзы с латунью без специального флюса обойтись будет невозможно. Следует приобрести готовый состав, уточнив диапазон его возможных применений.
С цинком и серебром
 Пластичное, прочное соединение образуются с помощью медно-цинкового припоя, состоящего из 30 % цинка, 26 % меди и 44 % серебра.
Пластичное, прочное соединение образуются с помощью медно-цинкового припоя, состоящего из 30 % цинка, 26 % меди и 44 % серебра.
Он имеет относительно высокую стоимость, применяется для пайки пищевых медных изделий. Абсолютно безвредный состав образует соединение с высокой теплопроводностью, не подвергающееся коррозии.
Припои из серебра
Такие серебряные «инструменты» с высоким процентным содержанием серебра до 55 % при высокотемпературных процессах в сфере пищевой промышленности с применением холодильного оборудования.
Специфика тинолей из серебра
Невысокая температура плавления, относительно хорошее смачивание материала при паянии являются главными достоинствами припоев из серебра. Такой материал достаточно хорошо заполняет зазоры между стыкуемыми деталями, при этом создаются плотные и вакуумные швы. Такие паяные швы требуются для монтажа и изготовления холодильных установок. Данный тиноль имеет более низкую температуру растекания по сравнению с остальными материалами припоя. Настоящий вариант позволяет применять данный припой в период обработки арматурных частей системы.

Виды серебряных тинолей существуют такие:
- Тип 1530. Четырехкомпонентное вещество с процентным содержанием серебра в пределах 30%. Достаточно недорогое, имеет среднее растекание по отделываемой поверхности, достаточно хорошо заполняет зазоры. Используется в различных устанавливаемых системах кроме пищевого оборудования из-за наличия вредного кадмия;
- Тип 530Sn. Четырехкомпонентный материал с процентным содержанием серебра до 30%. Имеет высокую температуру плавки, которая достигается посредством газовой горелки. При этом создается отличный паяный шов при любом расположении детали. Стоит отметить, что это еще не все положительные моменты;
- Тип 538Sn. Четырехкомпонентный материал с процентным содержанием серебра до 38%.





