

Флюс: что это такое?
Флюс – вещество, обеспечивающее прочный контакт между деталями, подлежащими спайке. Благодаря его использованию, очищается поверхность соединяемых металлов, рабочие поверхности не окисляются во время паяния и после него. Это гарантирует мощное сцепление атомов металлов и предотвращает возникновение коррозии. Флюс и соединяемые поверхности обычно не вступают в химическую реакцию между собой (за исключением предназначенных для реактивно-флюсовой пайки).
 жидкий флюс во флаконе с кисточкой
жидкий флюс во флаконе с кисточкой
При паянии обычно используются следующие флюсы:
- нашатырь;
- бура;
- ортофосфорная кислота;
- ацетилсалициловая кислота;
- хлористый цинк, и т.д.
Каждый из них применяется исходя из физико-химических характеристик соединяемых поверхностей. Например, ортофосфорную кислоту необходимо использовать для соединения поверхностей из алюминия и нержавеющей стали, хлористый цинк лучше всего соединяет черные металлы, бура подойдёт для нержавеющих и жаропрочных сталей.
Многие флюсы представляют собой сложную смесь химических компонентов. Так, соединение хлористых калия, цинка и лития с фтористым натрием предназначено для растворения окислов алюминия. Соединив буру, борную кислоту и насыщенный раствор хлористого цинка, можно получить качественное вещество для спаивания нержавеющей стали.
 пайка с использованием флюса
пайка с использованием флюса
Отметим, что для того, чтобы самостоятельно изготовить многокомпонентное соединение, нужны хотя бы некоторые знания в области химии, знание пропорций, качественные ингредиенты и средства индивидуальной защиты. Поэтому, если хотите спаять детали в домашних условиях, флюс лучше всего приобрести в специализированном магазине. На сегодняшний день спектр предлагаемых веществ для пайки довольно широк.
Самым безопасным и популярным флюсом является канифоль. Это вещество наиболее распространено, поскольку имеет вполне доступную стоимость и его можно приобрести на любом рынке. В отличие от прочих флюсов, канифоль может плавиться при относительно низких температурах (от 52 градусов по Цельсию), поэтому применяется в том числе при пайке в домашних условиях.
Отрицательные стороны
Минусами можно отметить несколько факторов, препятствующих к применению материала в определённых ситуациях.
- При отсутствии опыта низкая активность элементоа может потребовать дополнительной обработки. Использование требует некоторых навыков, чтобы сократить время обработки.
- Гиперскопичность может не дать веществу выделить видимый пар при обработке, что повлечет коррозию соединения в последующем времени.
- Доступно применение к узлам небольшого размера, определенного состава металлов. Продукт применяется к простым металлам, для обработки больших соединений используются другие виды флюсов.
- Хрупкая конструкция материала может доставить проблемы при транспортировке. Легко крошится при механических воздействиях.
Существуют другие виды флюсов, активно взаимодействующие с металлом. Такие элементы взаимодействуют с металлом, состоят из хлорида цинка, или аммония. После пайки вещество максимально удаляется с изделия, т.к. возможны процессы коррозии. Нейтральные вещества, такие как канифоль, не взаимодействуют с металлом и не проводят электрический ток.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
К анифоль относится к природным изоляционным смолам . Она представляет собой хрупкое стеклообразное вещество в виде кусков неправильной формы. Канифоль получают в результате термической обработки живицы – сока хвойных деревьев. После отгонки из живицы воды и скипидара образуется твердое аморфное вещество – канифоль , которую подвергают химической очистке.
Цвет очищенной канифоли меняется от светло-лимонного до темно-оранжевого. Чем темнее окраска канифоли, тем больше в ней примесей, снижающих ее электроизоляционные свойства.
В электротехнике применяют канифоль марок I и II желтой окраски. В состав канифоли входят смоляные кислоты: абиэтиновая, колофеновая, эфирные масла и другие вещества.
Основные характеристика канифоли : плотность 1,07 – 1,10 г/см 3 , температура размягчения 65 – 70° С (переход канифоли в жидкое состояние происходит при 110 – 120° С), ε = 3,5 – 4,0, tg δ = 0,01 – 0,05, Епр =-15 – 20 кВ/мм. Канифоль является полярным диэлектриком.
Канифоль относится к термопластичным материалам, размягчающимся при нагревании и хорошо растворяется во многих растворителях – скипидаре, бензине, этиловом спирте, ацетоне, минеральном масле и др.
В электротехнике канифоль применяется в качестве загустителя минеральных масел, идущих для пропитки бумажной изоляции кабелей, а также в качестве составной части масляно-канифольных заливочных электроизоляционных компаундов.
Канифоль применяется также для изготовления сиккативов – веществ, ускоряющих процесс высыхания масляных лаков. В этом случае расплавленную канифоль нагревают с окислами свинца Р b О, марганца М nO 2 и др. В результате образуются резинаты, представляющие собой соли соответствующих металлов и смоляных кислот канифоли.
Канифоль находит большое применение в качестве флюса при пайке медных проводов. В расплавленном состоянии канифоль растворяет окислы меди и олова и обеспечивает надежную пайку.
Кроме канифоли из природных изоляционных смол в электротехнике также используются шеллак и битумы. Шеллачные лаки применяются для склеивания листочков слюды в производстве миканитов и для пропитки катушек электрических аппаратов. Битумы широко используются для изготовления электроизоляционных заливочных и пропиточных составов – компаундов и маслянно-битумных электроизоляционных лаков различного назначения.
Назначение канифоли
Прежде, чем описать назначение канифоли, надо разъяснить, чем отличаются пайка от сварки:
- В процессе сварки кромки соединяемых деталей расплавляются, жидкие фазы смешиваются и, затвердевая, образуют неразъёмное соединение.
- При пайке соединяемые детали остаются в твёрдом состоянии, а расплавляется только металл, служащий для соединения – припой. Расплавленный припой растекается по соединяемым кромкам и при застывании образует неразъёмное соединение.
Для гарантированного качества края скрепляемых деталей должны хорошо смачиваться припоем. Это достигается их очисткой от окислов и загрязнений с помощью флюсов – в данном случае канифоли.
Это интересно: Что такое дроссель и для чего он нужен: рассмотрим внимательно
Преимущества
- Это самый простой и доступный флюс, который можно найти практически на любом рынке;
- Стоимость канифоли является относительно низкой, так что она обойдется дешевле любого другого флюса;
- Материал имеет относительно низкую температуру плавления, что позволяет его применять даже при пайке на низких температурах;
- Подходит для многих вариантов пайки, особенно, в домашних условиях;
- Но подвергается воздействию влаги, а также практически не имеет срока хранения;
- Борется с оксидными пленками на поверхности;
- Материал не токсичен и может использоваться даже без применения специальных средств защиты.
Недостатки
- Канифоль имеет относительно низкую активность, так что после ее первого применения может не получиться должного эффекта;
- Вещество обладает гигроскопичностью, так что даже после пайки может впитывать влагу из пара, что приводит к коррозии металла в соединении;
- Этот флюс является не универсальным, так что применяться он может только для простых соединений, поэтому, пайка нержавейки и прочие сложные процедуры с ее помощью не производится;
- Материал достаточно хрупкий, поэтому, при хранении и транспортировки нужно учитывать все эти особенности.
Виды
Существует несколько разновидностей, от чего и зависит для чего канифоль при пайке. Здесь нужно выделить основные виды:
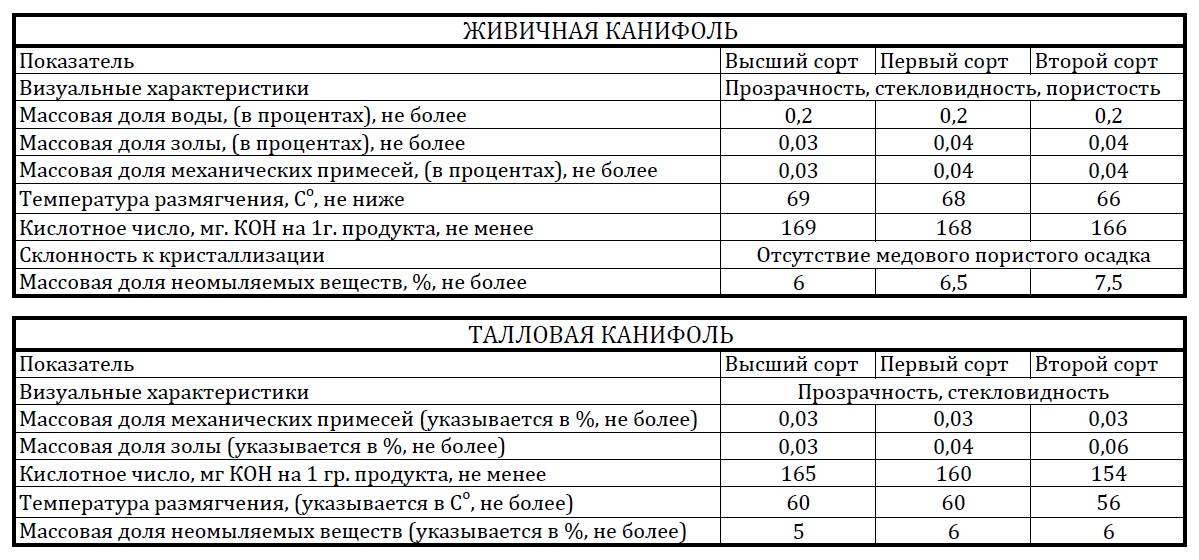
Живичная – получила свое название благодаря тому, что она получается из живицы деревьев хвойных пород. Чаще всего используется сосна, так как это самое доступное дерево. Главной отличительной особенностью данной канифоли является то, что она не имеет в себе жирных кислот.








Живичная канифоль
- Экстракционная – получается благодаря метода экстрагирования. Для экстрагирования используется бензин, а в качестве основного сырья материала – древесину хвойных пород. Если сравнивать такой материал с живичной канифолью, то в этом случае он будет более темным. Также у нее более низкая температура размягчения, которая составляет 52-58 градусов Цельсия. Кислотное число составляет, примерно 15-155, а содержание жирных кислот достигает 12%. Если подвергнуть эту канифоль химическому осветлению, то ее свойства приблизятся к свойствам живичной.
- Таловая – является побочным продуктом, который получается в сульфатцеллюлозном производстве. Этот материал получают из сульфатного мыла. Здесь имеется несколько сортов, в зависимости от свойств материала. Высшие сорта очень схожи по характеристикам с живичной канифолью.

Таловая канифоль
Чем можно заменить канифоль для пайки
Подробно рассматривая, что такое канифоль для пайки, мы уже выяснили, что это флюс. Таким образом, если ее нет, то можно для замены использовать любой другой флюс. Когда идет пайка твердыми припоями, то этот материал может даже не оказать должного влияния. Иногда в качестве замены используют буру, которая является сварочным флюсом.

Бура для пайки вместо канифоли
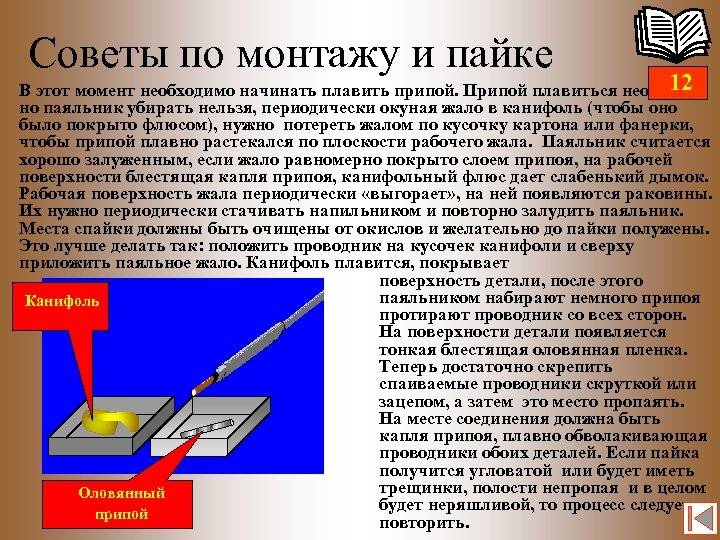
Технология пайки канифолью
Выяснив, зачем канифоль при пайке, осталось научиться ее грамотно применять. Прежде чем приступить к данному процессу, следует зачистить контакты, а затем их залудить. Чтобы осуществить лужение, вывод детали, которая будет припаиваться, следует выложить на него кусок твердой канифоли, которая не подвергалась температурной обработке. После этого ее нужно прижать разогретым до нужной температуры паяльником.
После этого уже можно расплавлять припой, разместив его у места спайки и проведя по нему жалом паяльника. Если материал плохо обработать, то есть вариант, что припой не прилипнет к поверхности, так что жалеть канифоль не следует и иногда лучше взять с запасом. Ни в коем случае не стоит допускать, чтобы части двигались, пока состав не застынет. Если лужение прошло нормально, то спаивание получится практически моментальным, так как припой полностью обволакивает подготовленное место и останется только дождаться пока он остынет. Все это практически не зависит от того, какой именно вид канифоли используется, так как на практике они ведут себя одинаково.
Состав канифоли
Как устроена канифоль? Она имеет отличную деятельность при добавлении химикатов.
Эфиры из канифоли
Это возможно благодаря тому, что в ней присутствует смоляная кислота, что дает возможность ее широкого использования. Она широко применяются, чтобы получить самые разные производные. Речь идет о резинатах, таком веществе, как эфир, конденсатовских продуктах и прочем. Называются они препарированными смолами. Можно охарактеризовать их с точки зрения химического направления как ряд соединений, образующихся во время взаимодействия смоляной кислоты и других веществ, которые входят в рассматриваемый продукт.
Вот как можно получить одно из веществ канифоли, которое используется в лакокрасочной промышленности. Для этого необходимо канифоль расплавить до двухсот или даже двухсот десяти градусов по Цельсию, которую помещают в этерификатор. Там создается пониженное давление. Постепенно в массу вводят глицерин. Главное правильно соблюсти пропорцию.
То есть нужно на каждые десять или двенадцать частей глицерина использовать сто частей канифоли. Температура при этом должна быть поднята до двухсот восьмидесяти градусов. Такая высокая температура должна сохраняться до полутора или даже двух часов. Пока масса настаивается. После этого ее поднимают еще выше, до трехсот пяти градусов, чтобы избавиться от глицерина. Так получают данный вид канифоли.
Основные свойства канифоли
Канифоль представляет собой хрупкое аморфное вещество с температурой размягчения от +50 до +150 градусов – в зависимости от состава и способа получения. Одна из версий происхождения названия – от античного города Колофон, где добывали сосновую смолу высокого качества. Канифоль обладает цветом от бледно-желтого до тёмно-коричневого (иногда почти до чёрного) с красноватым оттенком. Состоит в основном из смол, жирных кислот и некоторых других веществ. Состав в определенной мере сходен с составом янтаря.
В воде канифоль не растворяется, зато хорошо растворима в этиловом спирте, ацетоне и других органических растворителях.
Кроме качеств, перечисленных выше, вещество обладает и другими свойствами, предъявляемыми к флюсам:
- химической инертностью к припоям и спаиваемым металлам, а также низкой коррозионной активностью;
- в расплавленном виде канифоль имеет неплохую растекаемость и смачиваемость;
- её температура плавления низка, у некоторых видов вещества она не превышает 70 градусов, что достаточно для пайки даже сплавом Розе;
- остатки флюса легко удаляются с помощью органических растворителей.
К минусам можно отнести слабую активность. Канифоль хороша для пайки металлов, легко поддающихся такому виду соединения – медь, латунь, бронза и т.д. Для пайки стали, не говоря об алюминии, нужны более активные вещества. Как правило, для этих целей применяются флюсы на основе неорганических кислот.
Канифоль часто применяют не только в твердом виде, а в составе жидких спиртовых растворов или густых гелей. Достоинства такого исполнения:
- меньший расход канифоли (достаточно небольшой концентрации активного вещества без снижения эффективности);
- уменьшенное дымообразование по той же причине;
- жидкий состав удобнее наносить (например, с помощью кисточки);
- количество флюса проще дозировать;
- флюс в виде жидкости проникает даже в небольшие щели.
К тому же такой состав наносится непосредственно на место пайки, а твёрдое вещество сначала берется жалом паяльника. В процессе переноса к облуживаемому участку часть флюса испаряется или сгорает ещё до начала процесса, что ещё больше увеличивает расход и повышает количество дыма.

Также в спиртовой раствор можно добавить и другие присадки, улучшающие эффективность флюса, например, глицерин. Следует знать, что это вещество гигроскопично, легко впитывает воду, становясь более электропроводным, поэтому после пайки таким флюсом надо смывать остатки более тщательно. Также насыщенный влагой глицерин со временем может вызвать коррозию места контакта.
Подготовка (лужение)
Лужение – нанесение на деталь тонкого слоя из припоя. Лужение облегчает паяние деталей. Радиодетали заводского изготовления выпускаются уже с облужеными контактами. Наиболее часто приходится лудить провода. Перед лужением с провода необходимо снять слои изоляции: пластик, резину, ткань, лак или их сочетание. Проще всего это сделать механически, то есть ножом. Пластик и ткань срезают или снимают, сделав круговой надрез. Лак соскабливают лезвием ножа, уложив провод на твердое основание (дерево) и удерживая нож перпендикулярно проводу. Хотя на массовом производстве используются химические и термохимические способы снятия изоляции (особенно лака), которые ускоряют работу, в бытовых условиях их не применяют, т. к. для человека представляют опасность как химикаты, применяемые при этом, так и выделяющиеся во время процесса испарения.

Пайка в домашних условиях
 Пайка — специальная техника, с помощью которой металлические элементы прочно сцепляются между собой посредством расплавленного припоя. В быту скрепить детали между собой можно при помощи обыкновенного паяльника.
Пайка — специальная техника, с помощью которой металлические элементы прочно сцепляются между собой посредством расплавленного припоя. В быту скрепить детали между собой можно при помощи обыкновенного паяльника.



Перед тем как приступить к пайке, необходимо зачистить поверхности деталей, которые будут сцепляться между собой, при помощи напильника или наждачной бумаги. Затем их необходимо обезжирить при помощи растворителя или очистить, используя бензин, и смазать флюсом.
Флюс — вещество, с помощью которого с поверхности металла удаляются оксидные плёнки, другие загрязнения и излишний жир. Кроме того, флюс предохраняет металлы от возможного окисления. В качестве такого флюса часто используется особое вещество — канифоль.
В основном флюс из канифоли используется для пайки в домашних условиях. При проведении производственной пайки смола используется в меньших количествах, по сравнению с флюсами из других веществ.
Благодаря свойству канифоли растворять при нагреве оксиды олова, а также меди и свинца, это вещество может быть использовано в электротехнических работах как особый природный флюс — компонент, обладающий противоокислительными свойствами. Благодаря такой характерной особенности, это вещество способно очищать поверхности металла при проведении пайки. С его помощью также улучшается растекание и практически нивелируется поверхностное натяжение вещества, используемого в качестве припоя.
Для того, чтобы была обеспечена высокая технологичность процесса применения флюса при пайке выпускается несколько типов таких компонентов, выполненных на основе колофонской смолы (они могут быть твёрдыми, жидкими и гелеобразными):
- Твёрдый флюс. Такой тип компонента для спайки и лужения деталей используется уже довольно долгое время и является самым популярным. Он имеет как свои очевидные достоинства, так и недостатки. К последним можно отнести то, что используя твёрдый флюс трудно соблюдать точность при нанесении его в труднодоступные места спайки.
- Флюс на основе спиртового раствора. Такой компонент является универсальным. Его можно использовать при спаивании как мелких, так и крупных деталей. Основным преимуществом такого метода является лёгкий способ его нанесения при помощи кисточки.
- Флюс из канифоли на основе геля. Вязкая консистенция геля позволяет быстро наносить вещество на поверхность. С помощью геля легче обрабатывать самые труднодоступные места поверхности деталей, которые будут подвергаться спайке. При этом обеспечивается максимально точное дозирование вещества флюса. Гель не высыхает слишком быстро, по сравнению со спиртовыми флюсами и более податлив, чем твёрдый флюс из канифоли.
Простое объяснение технологии пайки с научной точки зрения: что делают флюсы
Под пайкой принято понимать технологический процесс безразъёмного соединения различных деталей за счет ввода между ними другого металла с более низкой температурой плавления (припоя), нежели у соединяемых элементов.
При этом соединение создается за счет образования межатомных связей между материалами при их нагреве меньшем, чем температура собственного плавления. Жидкий горячий припой затекает в зазоры между деталями, заполняет их, а при дальнейшем охлаждении кристаллизуется и прочно схватывает.
Припой в жидком состоянии взаимодействует с основным металлом. В результате между ними создаются переходные процессы, образующие твердые растворы и интерметаллоиды.
Они обеспечивают адгезию (прилипание) соединяемых частей. Надо знать, что на качество и прочность создаваемого контакта влияет его величина. Толстый слой интерметаллоидов обладает повышенной хрупкостью, легко разрушается.
На адгезию также сильно влияет чистота поверхностей припоя и соединяемых деталей. Грязь, коррозия, минеральные примеси, масла, жиры не позволяют качественно соединить детали.
Поэтому их до пайки очищают различными способами, а при нанесении припоя используют флюсы — химические вещества или их смеси, способные удалять слои оксидов с поверхностей спаиваемых деталей. При этом они дополнительно:
- понижают поверхностное натяжение расплавленного припоя;
- улучшают его растекание по образованным зазорам;
- защищают от воздействия внешней окружающей среды, предохраняя от начала образования окислительных процессов.
Канифоль является универсальным флюсом, хорошо подходит для спаивания большинства металлов кроме стали, чугуна, алюминия. Благодаря своей универсальности ее издавна применяют при домашнем ремонте и в небольших мастерских.
Однако пайка деталей в производстве промышленных масштабов требует более качественного соблюдения технологии, точного подбора характеристик флюса. По этим причинам колофонской смолой пользуются реже, а для каждой технологии применяют свои специально подобранные флюсы.
Как пользоваться?
Несмотря на кажущуюся простоту, важно знать, как правильно пользоваться паяльником. Весь процесс пайки с использованием канифоли в качестве флюса в общих чертах можно представить следующим образом:
- тщательная очистка паяемых поверхностей (механическая), если речь идет о схемах, необходимо удалить с платы мусор и частицы пыли;
- нагреть паяльник;
- нагреть точку пайки;
- обработка жала паяльника флюсом (канифолью);
- обработка канифолью соединяемых поверхностей;
- лужение под сварку;
- непосредственно само соединение и прокладка стыка сваркой;
- охлаждение наконечника.


Опытные специалисты настоятельно рекомендуют обратить внимание на несколько важных моментов
Учитывая свои характеристики, канифоль обладает способностью, растворяя оксидные пленки, частично восстанавливать их до состояния металла. Эта функция актуальна при наличии значительного загрязнения стыкуемых поверхностей.
Несмотря на то, что температура размягчения описываемого флюса составляет 55-70 градусов, его рекомендуется нагревать до 100-130 градусов.
Необходимость и степень нагрева свариваемых поверхностей в основном определяется их размерами. При подключении проводов малого сечения или установке схем этот шаг можно смело пропустить. Однако следует учитывать, что на холодной поверхности канифоль и припой очень быстро остынут. Следовательно, будет трудно добиться растворения оксидов и необходимой диффузии металла.
При использовании паяльника впервые или редко перед тем, как приступить к работе над его жалом, будет излишним пройтись проволочной щеткой или мелкой наждачной бумагой. Однако такие меры будут актуальны в самых крайних и запущенных случаях. Чаще всего достаточно хорошо нагреть инструмент, обработать прокол канифолью и покрыть припоем (оловом). После небольшого перерыва в лужении жала не требуется
Можно просто окунуть его в канифоль и приступить к пайке.
Особое внимание следует уделить подготовке поверхности
В процессе предварительного нагрева при необходимости важно учитывать как размер подключаемых элементов, так и размер жала паяльника
Предварительно поверхности необходимо жестко закрепить в том положении, где они будут свариваться. Затем при необходимости их нагревают и покрывают канифолью
Следующим шагом является непосредственное нанесение расплавленного припоя и установка. После этого остается остудить место склеивания и смыть остатки потока.


Отдельно есть смысл рассмотреть использование канифольного припоя. Это палочки для еды, свернутые в маленькие катушки. Это тонкие оловянно-свинцовые трубки с канифолью внутри. В процессе пайки такие прутки используются как заполняющий материал. На начальном этапе соединяемые элементы нагреваются паяльником, а затем в зону пайки вставляется трубка припоя с канифолью. Шов залуживают одновременными движениями присадки и паяльника. Соединение равномерно покрывается расплавленным припоем одновременно с флюсом, что само по себе ускоряет и значительно упрощает весь процесс.








Такой способ актуален в тех случаях, когда не требуется предварительная обработка соединяемых деталей. Выполняя описанные работы, всегда следует помнить о технике безопасности
Важно учитывать, что процесс сварки неизбежно связан с несколькими вредными факторами. Одним из ключевых моментов здесь являются потенциально опасные пары (дым канифоли, пары олова и свинца)

Талловая
Этот вид канифоли можно назвать побочным продуктом. Дело в том, что речь идет об отходах сульфатно-целлюлозного производства. Сырьем для получения припоя этого типа является сульфатное мыло. При этом выделяют несколько, учитывая характеристики и свойства материала. Кстати, самый высокий из них очень похож по своим характеристикам на канифоль.

Экстракционная
Этот тип канифоли получают методом экстракции, при котором обычно используют бензин и мягкую древесину. От каучука отличается более темным оттенком и более низкой температурой размягчения. Последний колеблется от 52 до 58 градусов. Кислотное число флюса для экстракции припоя составляет около 15 при содержании жирных кислот до 12%.

Живичная
Название канифоли появилось с учетом сырья для ее производства. Речь идет о соке (соке) хвойных пород. В подавляющем большинстве случаев в качестве исходного материала используется сосна. Во многом это связано с его доступностью. Главная отличительная черта жвачки – отсутствие в ней жирных кислот.







