

Порядок выполнения работ
На огнеупорное основание помещаются детали, предназначенные для пайки. Все элементы должны быть жестко зафиксированы относительно друг друга. Используются зажимы разных конструкций и тугоплавкая проволока (нихромовая)
Обратите внимание: чем меньше зазоры в зоне сварки, тем более красивое и качественное соединение получится
Подлежащая пайке рабочая поверхность деталей тщательно зачищается, удаляются образовавшиеся за долгое время оксидные пленки
Обратите внимание на полное отсутствие загрязняющих компонентов – только так удастся достигнуть качественного внутреннего соединения. Обезжиренные элементы покрываются тонким слоем флюса
Флюс можно просто насыпать или непосредственно перед пайкой приготовить необходимое количество кашицы с водой. Кашица наносится кисточкой.
Газовая горелка для пайки металлов: 1 – внутренняя трубка, 2 – внешняя трубка, 3 – отверстие, 4 – звездочка, 5 – отросток.
Пайка. На место сварки помещают кусочек припоя. Количество припоя определяется по месту, удобно использовать кусочки размером 2х2 или 2х1 мм. Полоска припоя толщиной приблизительно 0,5 мм делится на части необходимого размера. Применяются кусачки или бокорезы.
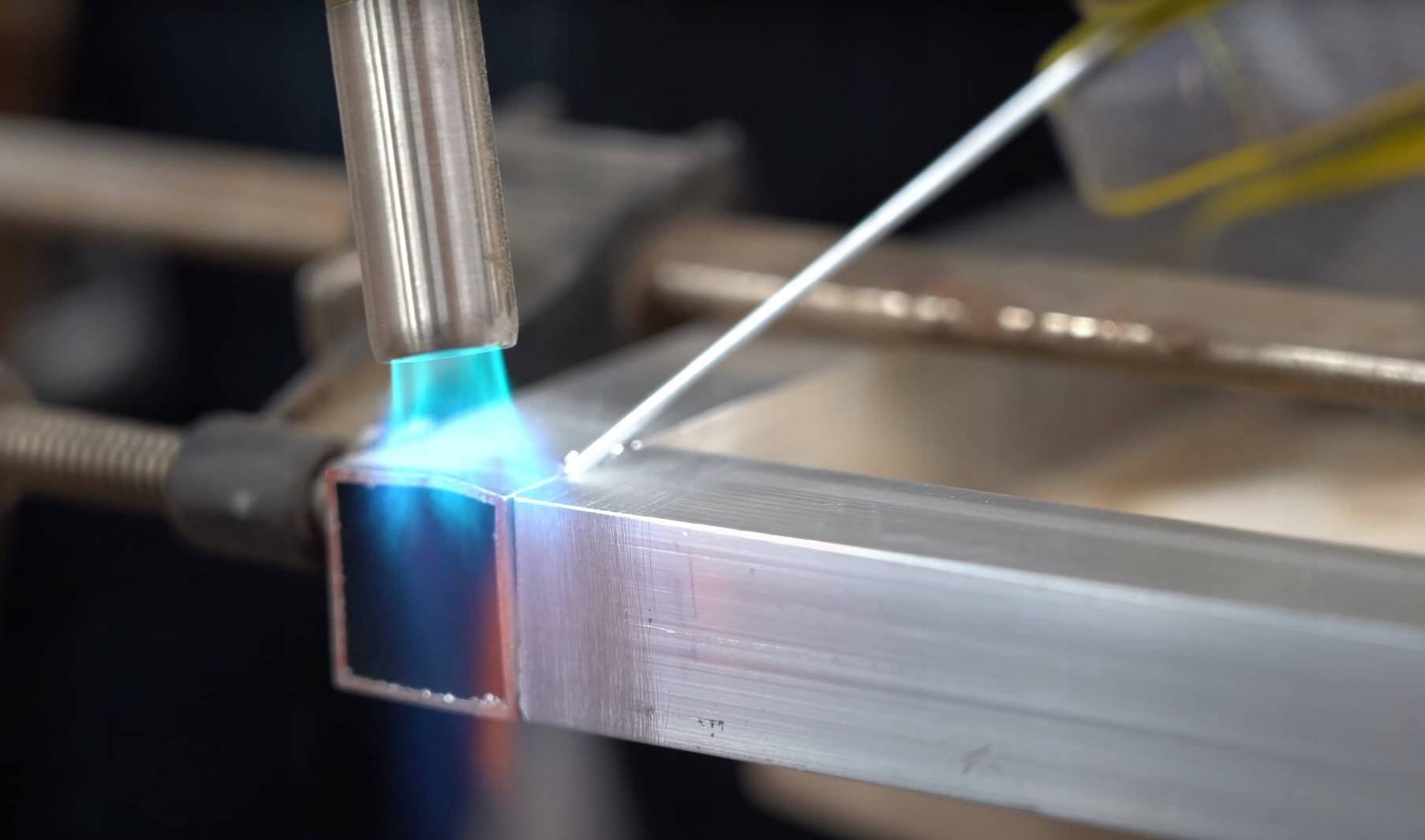
Газовая горелка подводится к изделию сбоку
Осторожно прогревается место сварки. Следите, чтобы поток горячего газа не сдувал припой и флюс, также контролируйте равномерность прогрева
После расплавления флюса постепенно увеличивается пламя, пока припой не образует паяный шов. Если припоя не хватает, аккуратно добавляют припой и флюс.
Если требуется заполнить трещину, можно использовать “легкий” серебряный припой с пониженным содержанием серебра, так как он плавится при более низкой температуре. Для соединения двух частей вместе, соответственно, используйте “средний” или “твердый” серебряный припой с большим содержанием серебра, чтобы создать более крепкое соединение.
Финальная обработка. Изделие очищается от флюса. Излишки припоя удаляются наждачной бумагой или надфилем. Поверхность подвергается чернению или осветлению кислотным раствором.
В некоторых случаях спаять серебро пытаются оловянно-свинцовым припоем. Этот способ может быть применен только один раз в критической ситуации, при повторном ремонте изящество вещи может быть утрачено: при таких обстоятельствах изделие попросту сгорит, и мастер не будет в этом виноват.
Если случилось повредить любимое золотое украшение, то потребуется лазерная пайка золота.
Ремонт поломавшихся ювелирных украшений можно осуществить в специализированной мастерской, а ряд небольших дефектов можно устранить своими руками.
Треснувшее или раздавленное кольцо, конечно, чинить в домашних условиях практически невозможно – пайка на видимой части украшения даст грубый паечный шов и, возможно, изменение цвета, которое трудно предотвратить новичку.
А вот спаять плетеную цепочку, соединив разорванные звенья – вполне по силам.
В статье мы рассмотрим, как осуществить пайку золота, ремонт золотых ювелирных украшений в домашних условиях своими руками и покажем учебное видео.
Несеребреные припои
Применять свинцовый припой при пайке серебряных ювелирных изделий, специалисты категорически не советуют. Такой метод не принесёт желанного результата. К тому же следы свинцового припоя будет трудно удалить.
Есть здесь и ещё один важный момент — многие украшения из серебра имеют постоянный контакт с телом, так как их надевают весьма часто. А свинец очень токсичен и способен впитываться через кожу, что несёт весьма негативные последствия для организма.
Что касается припоев с оловом, то здесь не всё так однозначно. Теоретически спаять серебро таким припоем можно, но шов, скорее всего, получится не очень аккуратным, вещь может утратить свою былую эстетичность.
Со временем олово потемнеет, и зона пайки будет очень заметна. Если понадобится новая пайка, и она будет сделана, допустим, в ювелирной мастерской серебряным высокотемпературным припоем, олово попросту сгорит.
Безусловно, пайка может понадобиться не только ювелирным изделиям, но и, например, серебряным элементам электронных печатных плат. В этом случае технология пайки требует обязательного применения припоя ПОС-60, в котором содержится 60% олова и 40% свинца.
Данный припой выпускается в виде тонких трубочек со смолой, которая выполняет функцию флюса (то есть дополнительно покупать или приготавливать флюс нет необходимости).
Техника плавления с помощью паяльника
Различают две основных методики пайки паяльником:
- Подачу (слив) припоя на изделия с кончика паяльника.
- Подачу припоя непосредственно на обрабатываемую поверхность.
В любом случае следует осуществить предварительную подготовку деталей к пайке, произвести их установку и фиксацию в исходном положении, нагреть инструмент и смочить место спая флюсом. Дальнейшая процедура определяется выбором технологии.
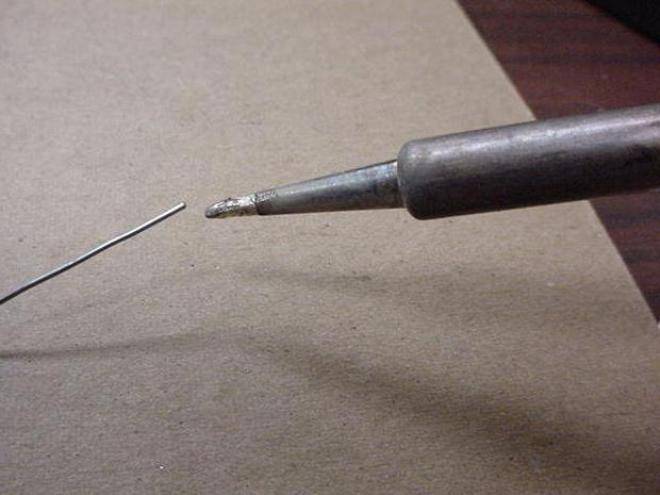
При подаче припоя с паяльника, на нем следует расплавить небольшое количество припоя (пока он будет удерживаться на кончике) и прижать «жало» к соединяемым изделиям. Флюс будет закипать и испаряться, а разогретый припой перейдет от паяльника на шов. Припой распределяют наконечником по шву.
О недостатке припоя сообщит металлический блеск жала. При заметном изменении формы жала можно судить о слишком большом количестве припоя.
При подаче припоя непосредственно на шов, следует разогреть детали до температуры пайки, и подать припой на изделие или встык между нагретым наконечником и деталью. В процессе плавления припой заполняет стыки между соединяемыми изделиями. Выбор технологии определяется типом работ. Первый вариант подходит для мелких работ, второй способ — для крупных изделий.

Пайка серебром
Процесс протекает с помощью специального припоя, структура которого подобрана по соответствию к пробе драгоценного металла. Действие можно производить двумя инструментами:
- электрическим паяльником;
- газовой горелкой.
Серебро помещается на ровную поверхность с низкой тепло проводимостью, которая не поддается к температурным воздействиям, отличным предметом для этих целей служит кирпич. Место спайки обрабатывается флюсом, рядом помещается необходимого размера кусок материала для пайки. Паять серебро лучше горелкой, плавными, равномерными движениями металл прогревается до нужной температуры.









В домашних условиях пайка требует определенных навыков и квалификации. Подбор правильного флюса и припоя требует практики, опыта, знаний по маркировке компонентов. Не рекомендуется использовать серебряный лом в качестве смеси для пайки. Температура плавления детали должна быть ниже драгоценного металла, иначе существует вероятность испортить отрезок.
Равномерно расплавив изделие, нужно продолжать операцию до момента создания качественного шва. Припой может быть помещен малыми количествами, далее добавлен при соответствии к обстоятельствам. В конце операции требуется очистить продукт от остатков субстанций пайки и флюса, действие совершается мелкозернистой наждачной бумагой, во избежание царапин и других повреждений.
Для осветления соединения применяется раствор лимонной кислоты, а чернение происходит йодом
При мероприятиях важно помнить о технике безопасности, процесс должен производится проветриваемом помещении, оператор должен одеть средства индивидуальной защиты
Технология соединения деталей из нержавейки
 К сожалению, пайка нержавеющей стали — не такой простой процесс, и обычными припоями в виде олова или меди качественно выполнить работу не удастся. Припой для пайки нержавейки должен быть с содержанием серебра. Промышленность выпускает его покрытым флюсом (содержит 30% серебра). Можно применить припой, содержащий цинк, медь и никель.
К сожалению, пайка нержавеющей стали — не такой простой процесс, и обычными припоями в виде олова или меди качественно выполнить работу не удастся. Припой для пайки нержавейки должен быть с содержанием серебра. Промышленность выпускает его покрытым флюсом (содержит 30% серебра). Можно применить припой, содержащий цинк, медь и никель.
Иногда паяют латунью, это считается самой сложной работой. Для расплавления латуни нужна температура 950 градусов. Для качественного выполнения работ и надёжного соединения деталей в единую конструкцию необходимо применить флюс. Для латуни флюс состоит из борной кислоты и буры. Спаять детали этим способом можно только в том случае, если они мелкие и хорошо прогреваются. Массивные детали спаять в домашних условиях проблематично.
Что нужно для пайки нержавейки:
- газовая горелка, которую можно собрать самостоятельно;
- припой, содержащий серебро и покрытый флюсом;
- кислота для пайки.
Технологический процесс пайки нержавейки твёрдыми припоями:
- нагревание деталей для обезжиривания;
- обработка поверхности ортофосфорной кислотой;
- нагревание деталей до красного свечения;
- подача припоя с последующим нагреванием.
Чтобы запаять отверстие в листовой нержавейке дома, необходимо определить его размер и подготовить соответствующую заплату. Пайку нужно выполнять согласно технологии с применением припоя, содержащего серебро.
Нанотехнология: сварочный карандаш
Проще всего выполнять сварочные работы при помощи специального карандаша для сварки. Им можно сварить любой металл: алюминий, железо, нержавейку, медь, латунь. Причём нет необходимости зачищать и обезжиривать поверхность. Это новинка. Работает следующим образом. Поджечь карандаш, поднести горящий конец к свариваемому объекту и аккуратно прокрутить карандашом по свариваемой поверхности. Расплавленный металл сцепится с деталью и обеспечит надёжное соединение.
Разновидности
Серебросодержащие припои подразделяются на группы, исходя из доли содержащегося в них серебра
Составы, содержащие до 40% основного металла, применяют при соединении деталей из сталей и цветных сплавов. Прочностные характеристики такого материала позволяют паять заготовки не толще 3 мм.
Припои, в которых присутствует 40-60 % Ag, годятся для паяния меди, никеля и стали в конструкциях, подвергающихся сильным постоянным и переменным нагрузкам.
Высокое содержание основного металла позволяет применять припой с серебром для ответственных высоконагруженных соединений, контактов в электротехнике и электронике, ленточные пильные полотна и тому подобные.
Способы пайки серебра
Если серебряная цепочка порвалась, то вернуть ее первоначальное состояние можно двумя способами.
Пайка серебра паяльником
Этот способ рекомендуется выбирать в том случае, если есть хотя бы минимальный опыт работы с паяльником. Подойдет инструмент с самым тонким жалом. Припой нужен с маркировкой ПОС60, поскольку у него меньшая температура плавления (всего 180 градусов). Кроме того, он имеет форму трубки со смолой внутри. Смола в данном случае выполняет роль флюса и предотвращает окисление металла. Паять серебро надо следующим образом:
- Зачистить обрабатываемую поверхность от грязи и черноты. В последнем случае поможет травильный раствор кислоты. Работать при этом надо в перчатках.
- Места соединений прогреть до температуры выше плавления.
- Теперь на это место уложить припой, на который предварительно нужно вложить флюс.
- Теперь этот участок надо прогреть паяльником до момента плавления припоя и равномерного его распределения по поверхности.
- Теперь цепочке надо дать время остыть, а потом шов зачистить наждачкой.
Пайка газовой горелкой
Паять серебро в домашних условиях газовой горелкой экономически выгодно. Пошаговая инструкция следующая:
- Серебряное кольцо или цепочку очистить от видимых загрязнений.
- Покрыть металл канифолью или самостоятельно приготовленным флюсом.
- Затем на место соединения материала положить полоску припоя, которую можно отрезать кусачками.
- Теперь горелкой равномерно прогреть поврежденное изделие сбоку, при этом постоянно надо следить за положением припоя – он должен оставаться на месте.
- Постепенно пламя горелки надо увеличивать. Делать это нужно до тех пор, пока припой для серебра не образует прочный шов. Если во время работы было обнаружено, что материала не хватает, то его можно добавить в процессе, качество ремонта от этого не пострадает.
- После того как сварка серебра будет закончена, отремонтированному изделию надо дать время остыть.
- После этого шов нужно протереть наждачкой с целью удаления остатков флюса и излишков припоя.
- При необходимости осветлить место стыка можно использовать травильный раствор кислоты.

Как паять детали из серебра
 Без серебряного припоя никуда! Серебро не удастся надёжно спаять с помощью олова. Хотя на первый взгляд такое соединение является крепким, металлы реагируют друг с другом, и изделие через некоторое время рассыпается.
Без серебряного припоя никуда! Серебро не удастся надёжно спаять с помощью олова. Хотя на первый взгляд такое соединение является крепким, металлы реагируют друг с другом, и изделие через некоторое время рассыпается.
Для качественного соединения деталей из серебра необходимо воспользоваться специальным серебряным припоем. Они бывают трёх видов: твёрдые, мягкие и средние, отличающиеся температурой плавления (от 700 до 900 градусов).
Припой подбирается в зависимости от типа металла и требований к прочности соединения. При изготовлении сложных изделий в несколько этапов, а также при сочетании разных конструктивных элементов применяют мягкие припои.
Он должен иметь вид небольшой очень тонкой пластинки или проволоки. Режут его на мелкие (миллиметровые) куски. Пайка серебра в домашних условиях выполняется на огнеупорном кирпиче, куске древесного угля или специальной керамической плитке. Не рекомендуется выполнять пайку на материале, хорошо проводящем тепло — поглощает энергию нагрева, и объект пайки плохо нагревается.
Нельзя использовать простой влажный кирпич, который под воздействием температуры крошится из-за содержащейся в нём влаги. Перегретый пар с большой силой отправит кусок кирпича прямо в лицо.
Чтобы припаять деталь к предмету, необходимо очищенное и тщательно обезжиренное место смазать флюсом (готовая смесь: борная кислота, бура) или кислотой для пайки
Удаление жира, окислов и других загрязнений имеет важное значение. Обезжиренная поверхность обеспечивает надёжное соединение с припоем
Ювелиры, как правило, используют для этой цели слабый раствор кислоты.
 После предварительной подготовки нужно медленно и равномерно нагревать объект, сохраняя слабое пламя горелки, это способствует обезжириванию. Затем увеличивается мощность горелки, нагревая весь предмет. Пламя должно двигаться по всей поверхности — направленное только в одно место может расплавить и деформировать поверхность. На горячую поверхность с помощью пинцета наносится кусочек припоя, предварительно обезжиренного и смоченного во флюсе.
После предварительной подготовки нужно медленно и равномерно нагревать объект, сохраняя слабое пламя горелки, это способствует обезжириванию. Затем увеличивается мощность горелки, нагревая весь предмет. Пламя должно двигаться по всей поверхности — направленное только в одно место может расплавить и деформировать поверхность. На горячую поверхность с помощью пинцета наносится кусочек припоя, предварительно обезжиренного и смоченного во флюсе.








Под пламенем горелки припой должен мгновенно расплавиться. Детали, которые соединяются, должны быть равномерно разогретые. Если один из элементов будет недостаточно горячий, не удастся добиться прочного соединения. Проще всего соединить элементы одинаковой массы и толщины.
Большие неприятности доставляет процесс пайки мелкого элемента с массивным предметом
В этом случае сначала осторожно нагревают меньший элемент, затем наносится небольшое количество припоя. Нагревание должно быть постепенным и длиться до момента, когда припой начнёт плавиться
Пламя горелки направляется на основной объект для разогревания всей поверхности. Область пайки всё время прогревается пламенем горелки. В тот момент, когда объект достигнет нужной температуры, подаётся припой с нанесённым флюсом.
Чем паять серебро в домашних условиях?
Пайка любых металлов требует знаний о физико-химических свойствах материала. Серебро плавится при температуре 960ºС, это среднее значение для металлов, применяемых при изготовлении ювелирных изделий. Для примера, температура, необходимая для достижения точки плавления меди – 1083ºС, а для золота – 1063ºС.
Подготовка паяльника к работе и зачистка поверхности: а – нагревание паяльника паяльной лампой, б – способы крепления паяльника на паяльной лампе, в – подставка для паяльника, г – облуживание паяльника на кирпиче.
В современном производстве припои, содержащие серебро, являются важным, неотъемлемым компонентом технологического процесса, так как сварные швы, спаянные серебряным припоем, гарантируют прочность, высокую плотность и устойчивость к коррозии. Антикоррозийность следует признать самым значимым качеством. При повышении требований к прочности и устойчивости к коррозии необходимо использовать припои с повышенным содержанием серебра. В некоторых случаях применяется пайка припоем с 70%-м содержанием серебра.
Припой для серебра приобретается в специализированных магазинах. Предпочтительно пользоваться припоем тугоплавким (температура плавления выше 240ºС), использовать сплав с маркировкой ПСР2 и ПСР-2,5 или применить специализированную пасту для пайки.
Также можно изготовить припой своими руками. Применяются серебряно-медно-цинковые и серебряно-медно-кадмиево-цинковые припои. Наиболее оптимальный состав – 45% серебро, 25% медь, 30% цинк. Компоненты плавятся в муфельной печи под флюсом. Готовая смесь выливается на подложку, после остывания сплав пропускается через вальцовочный станок, до получения листочков толщиной примерно 0,5 мм. При пайке используют полоски шириной 1-3 мм, от которых отрезаются кусочки требуемой длины.
Не рекомендуется использовать дома составы, содержащие кадмий, так как пары кадмия вызовут проблемы со здоровьем. В процессе пайки место соединения подвергается воздействию атмосферного воздуха. Для предотвращения окисления и других негативных реакций применяют флюс (колофоний). Во время расплавления припоя флюс равномерно распределяется по поверхности металла и изолирует область сварки.
Приемы пайки: а – пайка открытого шва молотковым паяльником, б – подогревание спаиваемых поверхностен электрическим утюгом, в – пайка листового металла, г – пайка проводов, д – спаивание труб торцовым паяльником, е – способ запайки отверстий в трубах, ж – облуживание концов провода.
Дома можно использовать простой флюс для пайки серебряных сплавов – смесь равных долей буры (тетрабората натрия) и поташа. Поташ можно заменить пищевой или технической содой. Иногда добавляют 1/10 поваренной соли. Бура представлена водным раствором, и ее требуется просушить. Сушится она на конфорке кухонной плиты в сосуде типа фарфоровой химической емкости или чашки для выпаривания. Сушится на несильном огне.
Горячая бура образует пузыри, которые протыкаются металлическим стержнем для разрушения, масса должна оставаться в таре. После окончания процесса выпаривания буру немедленно снимают с огня, чтобы не допустить плавления. После остывания полученные кристаллы растирают в ступке и смешивают с поташем.
После окончания пайки с поверхности отремонтированного изделия флюс удаляют с помощью нагретого слабого раствора кислоты. Для чернения применяют горячий раствор серной печени. Серная печень – смесь полисульфидов натрия или калия, изготавливается сплавлением поташа или соды (две меры) с серой (одна мера). Готовую серную печень нужно хранить в герметичной сухой таре, непосредственно перед употреблением готовят раствор, так как он сохраняет свои свойства в течение 24 часов. Насыщенность раствора зависит от необходимого результата и подбирается индивидуально.
Для соединения мелких ювелирных деталей используют . Подобная определенность при выборе главного инструмента связана, прежде всего, с удобством: для работы газовой горелкой потребуется лишь обычный газовый баллончик, да и качество выполненной работы порадует.
Какие применяют припои
Серебряные добавки производятся разных видов, прилагается при запаивании предметов из стали, а также других сплавов, распространенных на промышленности. Различные детали содержат прочие элементы, состав отличается надежностью и хорошими показателями качества при соединении компонентов. Основной особенностью является стойкость к коррозии соединённых компонентов, обработанных серебром.
Паяльно-серебряный раствор обладает различными характеристиками, число на конце маркировки обозначает количество драгоценного металла составом. При возвышенных требованиях к антикоррозийной стойкости шва применяются марки ПСР-70 и выше, однако такие вещества дороги, используются крупными промышленностями. Пайка серебра осуществляется по различным требованиям, поэтому к выбору состава перед производством необходимо грамотно подойти.

Припой ПСР-10
Форма выпуска материала для пайки может быть различной, зависит от предназначения и содержания различных сплавов. Реализуется под видом порошка или кусочков от 2 мм, существуют вариации из цельного листа, который легко режется кусачками на требуемые размеры. При действиях с проводами, подходит элемент под видом проволоки, его легко транспортировать и добавлять малыми пропорциями.
Как осуществить пайку?
Информация о том, что начиная с раннего средневековья и появления первых производственных мастерских, человек использовал для соединения (сплава) двух частей одного и того же драгоценного металла пайку, пришла к нам с сохранившимися ювелирными украшениями, на которых четко заметен грубоватый шов.
Золотые украшения средневековья были массивными и, поэтому некоторая неравномерность шва не бросалась в глаза.
Как раньше, там и сейчас соединение двух металлических поверхностей осуществляют с помощью третьей, которая плавится при значительно меньшей температуре.
Нагревая все три поверхности (используется горелка или лазер) добиваются расплавления легкоплавкой поверхности и растекания ее по деталям, которые нужно соединить.
Застынув, пайка образует твердый соединяющий слой сплава, который потом шлифуют, чтобы сделать незаметным.
Для каждого металла нужен свой припой и даже несколько.
Когда края спаиваемых поверхностей разогреваются, на них проступает окислительная плетка – окисл, которая мешает крепкому сцеплению наплавляемого слоя с основой.
Причем не просто ухудшает соединение, а может привести к моментальному излому после остывания.
Чтобы предотвратить это, используют флюс – вещество, которое при нагреве нейтрализует кислую пленку.
Флюс не только подбирается для каждого металла или сплава, но и в зависимости от дальнейшего использования предмета, нагрузок на спаечный шов, припоя и ряда других деталей, флюс должен быть свой.
Если припой для плавки золота можно приобретать или изготовить самостоятельно (например, из серебра, меди, латуни и зубных коронок 880 пробы), то флюс нужно только покупать.
В припоях, которым пользовались еще в Киевской Руси, содержалась ртуть или кадмий.
Сейчас крайне редко можно встретить такие припои и, наверное, лишним будет говорить о том, что они очень токсичны и ими лучше не пользоваться.
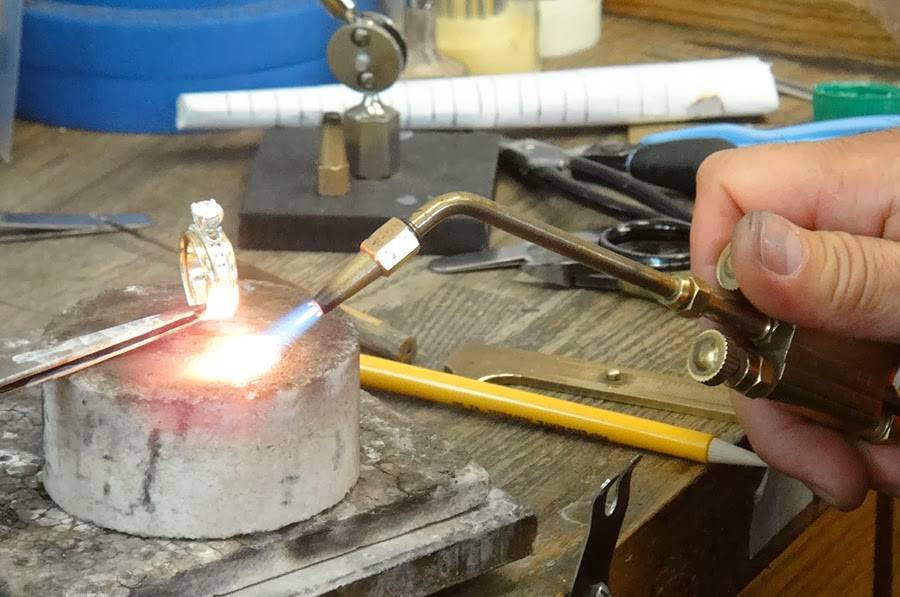
По способу создания соединительного слоя выделятся лазерная пайка сплава и пайка, в которой используется газовая горелка в домашних условиях.
Как работает горелка:
- Готовим или приобретаем припой в зависимости от пробы золота;
- Наносим флюс и ждем, пока флюс растечется по краю поверхности. Выбирайте только подходящий флюс. Флюс распределите за границы области пайки. Это делается для того, чтобы подготовленная область была чуть больше, чем сама пайка – возможно в процессе спаивания придется ее расширить;
- Потребуется февка. Она представляет собой согнутую трубку с отверстием на конце, через которое горелка подает тонкую струю газового пламени. Через внутреннюю поверхность февки подается сжатый воздух;
- Состыкуем две разломанные части, разогреем их паяльной трубой, внесем припой, пока он не перестанет блестеть, и оставим стынуть, после чего зачистим надфилем.
Газовая пайка помогает восстановить золото, если пайка проведена аккуратно, то шва видно не будет. Пайку, в которой используется горелка, реально осуществить самостоятельно.










Она позволит отремонтировать порвавшееся украшение совершенно незаметно, вне зависимости от сложности и места разлома, пробы золота и других условий.
Лазерная пайка производится с помощью лазерного луча, направляемого специальным оборудованием.
Оно достаточно дорогостоящее и приобретать его для разовой пайки золота нет надобности.
Лазерная пайка имеет ряд преимуществ перед газовой:
- Точечный нагрев поверхности;
- Отсутствие необходимости использовать флюс;
- Невозможность перегреть место спаивания частей. Перегрев зачастую является критической ошибкой при пайке золота. В его результате спаечный шов изменит цвет и добиться восстановления исходного цвета химическими методами не получится. Если такое случилось, то все изделие необходимо покрыть дополнительным слоем золота электрохимическим методом;
- Пайка возможна для площадей в несколько сотых долей миллиметра;
- Отсутствует механическое повреждение поверхностей, лазер действует аккуратно, точечно и без контакта с поверхностью;
- Метод позволяет не допускать попадания сторонних частиц в область пайки.
Лазерная пайка производится без смены инструментария, все необходимые настройки регулируются на управляющем аппарате.
Использовать ее обязательно при сложном рисунке украшения, сложном разломе или при отсутствии возможности самостоятельно сделать газовую пайку.
Выбор припоя
Выбор соответствующего вида смеси при спаивании сталей проводится в соответствие со структурой сырья. Припои с содержанием серебра позволяют производить прочные швы, с равномерным, плотным покроем. Данные виды обладают повышенными антикоррозийными свойствами, что дает возможность применять их с веществами, подвергаемыми агрессивному воздействию окружающей среды.
Для ремонта штуцеров, различных патрубков и других субстанций с содержанием меди более 57% употребляется структура с маркировкой ПСР-12
Для конструкций с возвышенными требованиями к надежности и прочности, важно использовать более насыщенные материалы. Необходимо знать, что существуют продукты с содержанием серебра до 70%
Припой ПОС-40
ПОС-40 в упаковке
В качестве альтернативы оловянному составу пайки, используется серебрено — цинковый. Цена такого продукта высока, однако окупается при использовании со сталями повышенной хрупкости. Распространенным в радиотехнике является припой марки ПОС-40, который содержит 2,5% серебра.
Подготовка флюса своими руками
Существует несколько способов приготовления флюса в домашних условиях. Основные инструменты и материалы, которые могут понадобиться при изготовлении:
- Газовая плита, ей производится разогрев вещества до жидкого состояния.
- Ложка, служит для дозировки порошка.
- Стальная емкость или ступа, используется для измельчения твердой канифоли до мелких частиц.
- Герметичная емкость для хранения.
После приготовления порошка, необходимо подготовить растворитель. Подогревается элемент до требуемой температуры, обычно применяется раствор с пропорциями 1 к 1. Перемешивание раствора, приготовленного в домашних условиях, происходит ложкой до перехода всех частиц в жидкое состояние. В процессе смесь приобретает желтоватый оттенок.
Преимущества пайки нержавейки твердыми припоями
- Пайка нержавейки твердыми припоями является самой качественной из всех возможных вариантов;
- Такой метод используется в промышленности для ответственных соединений, работающих в сложных условиях;
- Соединение может применяться даже в местах с высокой температурой;
- Детали стойки к различного рода нагрузкам;
- Процесс пайки происходит относительно быстро и не требует большого количества подготовительных процедур;
- Ею намного легче ремонтировать детали в станкостроительной сфере;
- Во время обработки температура является не столь высокой, чтобы деформировать металл заготовок, как это случается при сварке.





