

Критерии выбора
При выборе паяльника следует обращать внимание не только на его стоимость и бренд, но и на технические качества. Итак, что необходимо учитывать?
Электрическая мощность
Основной характеристикой, на которую стоит обращать внимание при выборе паяльника, является его мощность, поскольку от этого зависит максимальный диаметр труб и последующая их сварка. К примеру, инструмент на 1,5 кВт способен соединять трубы от 20 до 50 мм, а вот более мощный прибор на 1,7 кВт, может спаять детали до 63 мм
К примеру, инструмент на 1,5 кВт способен соединять трубы от 20 до 50 мм, а вот более мощный прибор на 1,7 кВт, может спаять детали до 63 мм.
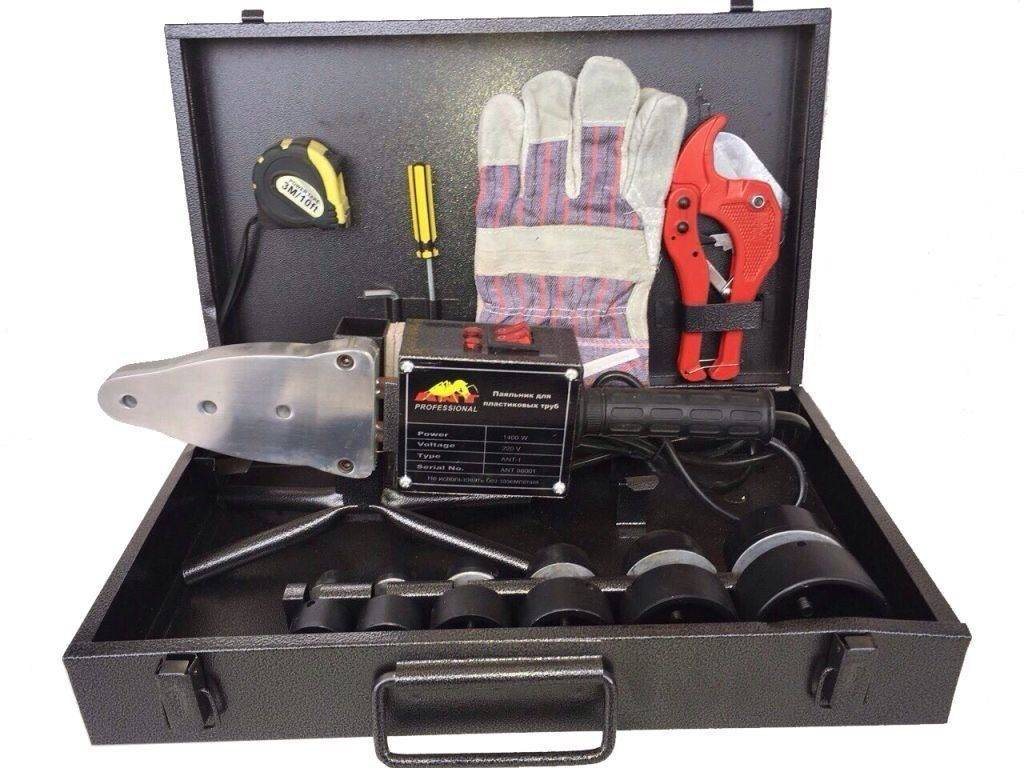
В комплекте с инструментом идет специальный чемодан и дополнительные инструменты
Комплектация устройства
Паяльники выпускаются в виде комплектов со вспомогательными приспособлениями и приборами. Они поступают в продажу вместе с основным устройством в специальном кейсе.
Комплектация зависит от модели и марки производителя. Но, чаще всего в набор входят:
- подставка или струбина для паяльника;
- насадки различного диаметра;
- ключи для замены деталей;
- резак;
- рулетка;
- уровень;
- маркер.
Наличие терморегулятора и его конструкция
Терморегулятор отвечает за установку и поддерживание рабочей температуры. Мастер может выставить диапазон от 220 до 350 градусов.
Благодаря встроенному терморегулятору, мастеру не придется регулярно своими руками выстраивать нужную температуру
Соотношение цены и качества
Оборудование с одинаковыми техническими параметрами у разных производителей стоит по-разному. Цена определяется репутацией бренда, типом аппарата и комплектацией.
Лидерами на этом сегменте рынка являются зарубежные компании: Rothenberg, Dytron, Brima, Kern и Candan. Среди отечественных производителей спросом пользуются товары «Энкор», «Энергомаш», «Калибр».
Среди специалистов существует негласный рейтинг стран-изготовителей сварочных приборов для пластиковых труб.
Первенство по праву принадлежит европейским брендам Rothenberg (Германия) и Dytron (Чехия).
Цена на чешские паяльники Dytron базовой комплектации стартуют от 200 у.е., что в 3-4 раза дороже аналогичных моделей турецкого или китайского производства
Несмотря на дороговизну, европейские товары удерживают лидерство продаж благодаря надежности, прочности, неприхотливости и удобству эксплуатации. Оборудование отличается легким весом, компактностью, механической выносливостью, длительным периодом службы и многообразием модельного ряда.
Достойная альтернатива чешским и немецким аппаратам – ручные паяльники турецкого производства. Хорошо себя зарекомендовали: Candan, Cobra и Valtec.
Умеренная ценовая политика (от 30-40 у.е.) наряду с хорошими технико-эксплуатационными характеристиками вывели Candan в топ-продаж среди паяльников ПП-труб бытового пользования
Наиболее доступную ценовую нишу занимают китайские и российские агрегаты. Стоимость дешевых моделей стартует от 15-20 у.е. Качество исполнения часто «хромает», непостоянностью работы отличаются термостаты – разброс показаний достигает 10°. Такая погрешность чревата разгерметизацией спаянных элементов.
Однако среди китайско-российской сборки встречаются конкурентоспособные аппараты, например, паяльники «Энергомаш», Wester и Sturm (немецкая разработка, производимая в Китае).
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С








Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета
Это сильно отразится на пропускной способности будущего участка трубопровода.
Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
Существует таблица температур пайки полипропиленовых труб.
Трубный диаметр, мм | Время сваривания, с | Время нагревания, с | Время для охлаждения, с | Температурный диапазон, С |
20 | 4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 | 259-280 |
32 | 4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 240 | 259-280 |
50 | 5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 | от 259 до 280 |
75 | 6 | 30 | 390 | от 259 до 280 |
Температура сварки полипропиленовых труб 20 мм колеблется в диапазоне от 259 до 280 С, как и температура сварки полипропиленовых труб 25 мм.
Нет особых требований к такому показателю, как температура сварки полипропиленовых труб, армированных стекловолокном. Она устанавливается в том же диапазоне, что и для других технических изделий из полипропилена. Перед сваркой необходимо шейвером снять с таких изделий верхний армированный слой.
При сваривании изделий из полипропилена имеются особенности:
- необходимость избегать больших расстояний между паяльником и местом сваривания, поскольку происходит потеря тепла и снижение сварочного температурного режима, приводящее к плохому качеству шва;
- нарушение порядка действий при пайке, при котором мастер не делает последний стык из-за невозможности установить паяльник между двумя изделиями, что становится следствием деформации трубопровода и возникновения статического напряжения в его участках;
- недопустимость последовательного нагрева деталей конструкции.
Фитинг и трубный материал должны нагреваться одновременно, а не последовательно. При несоблюдении требования по равномерному нагреву деталей нарушится вся технология процесса.
В заключение
Для достижения результативности процесса необходимо, чтобы температурный режим устанавливался в соответствии с технологическими требованиями, для сварки использовался качественный агрегат, расстояние между ним и местом сварки было 1,4 м, а помещение было достаточно прогретым.
Как выбрать качественную полипропиленовую трубу
Для того, чтобы выбрать качественные полипропиленовые трубы стоит знать и учитывать следующие моменты:
- Краситель, используемый при изготовлении полипропиленовых труб тоже имеет достаточно большую плотность (1,15 — 2,7). Его содержание в трубе обычно от 0,05% до 2%. Содержание в фитинге от 0,05 до 3%. Некоторые изготовители используют очень концентрированный краситель для уменьшения его процентного содержания в трубе. Оставшийся объём замещается мелом или тальком. В результате таких действий качество полипропиленовых изделий падает. К сожалению определить это достаточно проблематично.
- При выборе полипропиленовой трубы стоит руководствоваться ГОСТ-ом 32415-2013. Для покупки наиболее качественного изделия стоит промерить её штангенциркулем. В том случае, если полученные результаты не укладываются в ГОСТ, изделие лучше не брать. Помимо этого не стоит брать овальные или просаженные трубы.
Помимо вышеперечисленных нюансов существуют моменты связанные с производителем, либо с содержанием дополнительных веществ:
Качество импортных полипропиленовых изделий выше отечественных, но в то же время выше в цене примерно на 20%. Эталоном качества считаются полипропиленовые трубы Borealis
В случае выбора труб до 60 мм стоит обратить внимание на изделия Сибур и Лукойл.
При выборе полипропиленовых труб, содержащих стекло, стоит знать, что его оптимальное содержание в полипропилене от 17 до 22%. В том случае, если рамки этого показателя не будут соблюдены, может возникнуть либо линейное расширение трубы, либо возрастёт её хрупкость
Для определения содержания стекла необходимо его плотность (2,5 — 2,6) умножить на объём трубы. Затем перемножить плотность полипропилена (0,9) на тот же объём. Разница покажет содержание стекла.
При выборе полипропиленовых труб с алюминием (фольгой) стоит проверить следующие момент. Попробовать просунуть канцелярский нож между слоем полипропилена и алюминия. В том случае если нож зайдёт хотя бы на 1 мм, трубу брать не стоит. Качественная труба изготовлена с применением перфорированной фольги, для улучшения сцепления слоёв.
Для того, чтобы выбрать качественное изделие без применения вторичного сырья, стоит узнать цену полипропилена на бирже, добавив накладные расходы и прибыль. По итогу, качественный продукт будет стоить больше 140 — 160 руб/кг.
Пайка отопления полипропиленовыми трубами: основные правила
Соединение труб
Формат и качество современных материалов и оборудования позволяет осуществлять монтаж надежного водопровода своими руками. Подготовка к работам и сам технологический процесс должны соблюдаться также, как это делают профессионалы. Не забудьте правильно подключить холодный и горячий стояки. Технология включает следование следующим правилам монтажа:
Вне зависимости от типа используемого аппарата оборудование следует держать в рабочем режиме на весь период пайки. Необходимо учитывать, что между каждым соединением в бытовых условиях необходимо будет делать новые замеры, уточнять схему разводку и размеры отдельных элементов. Обычно на это уходит не более 5 минут;
Бытовой водопровод монтируется на место эксплуатации готовыми участками. Сам процесс пайки происходит в удобном месте, в нестесненных условиях. Насадки, подобранные под диаметр труб, следует одевать заранее, чтобы избежать получения ожогов. В аппарат следует вставлять и нагревать оба конца стыкуемых элементов одновременно;
Перед тем как будет осуществлен разогрев внутренней и внешней поверхностей полипропиленовых труб, следует определить глубину шва. Чтобы нанести риску моно воспользоваться свободной насадкой. Методика разметки применяется не только при соединении в попутном направлении, Полипропиленовые трубы обладают достаточной гибкостью, что обеспечивает создание достаточно адаптивных схем разводки. Поэтому риски наносятся обязательно при формировании стыков под углом.
Сваривание полипропиленовых труб происходит однократно. Если качество соединения неудовлетворительное, переделать шов будет невозможно. В этом случае часто обрезают неудачный участок стыковки, что создает перерасход материала
Поэтому крайне важно не торопиться, что не переделывать работу и не бегать в магазин за недешевыми трубами.
Самое главное и простое правило стыковки полипропиленовых элементов – надежное удержание трубок и фитингов до момента затвердевания после разогрева. Ввиду малых сроков остывания многие предпочитают пользоваться руками, что опять же повышает риски получения некачественного шва. Самый надежный способ удержания стыкуемых ППР частей заключается в использовании струбцины. В сочетании с соблюдением остальных правил такой подход обеспечит лучшее качество шва и герметичность всего водопровода в целом.









Как проводится?
Технология пайки основана на особенностях пластика. Полимерный материал, нагретый до пластического состояния, при сильном сжатии образует соединение на уровне молекул. Для этого следует очистить поверхности от всех видов загрязнений. Каждая капля другого вещества будет препятствием для сварки деталей.
В муфтовом соединении дополнительную прочность придает сжатие фитингов и труб при остывании.
Не перегревайте места соединения
Рабочая температура бытовых паяльников 260⁰C. Во время пайки пропилена своими руками прогрев следует контролировать по времени выдержки деталей на насадке.
При работе с другими температурами следует изменять время нагрева. Найти данные можно на упаковке труб.
При работе на холоде, следует добавить ко времени нагрева 1 – 2 секунды. Пока произойдет фиксация, детали остынут.
После скрепления элементов не вращайте и не перемещайте их больше чем на 5 градусов
Соединение полипропиленовых труб происходит в первые секунды, пока детали горячие и поверхности плотно прилегают друг к другу. Стоит сдвинуть их, провернуть, и образовавшаяся пленка разрушится, место стыка не будет герметичный и прочным, может полностью разрушиться.
При соединении деталей следует сразу расположить их по разметке, чтобы, повернуть максимум на 5⁰, в первую секунду фиксации.
Движение заготовки в битке должно быть прямолинейное
Ошибка многих начинающих в том, что они скручивают фитинг с насадки и проворачивают трубу в битке, пытаясь быстрее их снять. Полипропилен при таком обращении образует на поверхности продольные волны, и паять его будет невозможно. Неровные поверхности не соединятся.
Движение должно быть вдоль оси насадки. Первым одевается и снимается фитинг, затем труба. Оптимальный вариант, одновременно двумя руками снять детали, движением от паяльника и встречным быстро соединить их. Устройство должно стоять неподвижно.
Особенности работы с трубами, имеющими алюминиевое армирование
Алюминий располагается между двумя слоями пластика
Одновременно нагретый торец не сузится и не войдет в водопроводный фитинг. Сняв верхний слой пластика и алюминий, можно получить правильный стык любого типа.
Особенности функционирования аппарат
Заметим такой интересный факт, что многие спрашивают, как называется паяльник для труб? Интересно, что ни у одного производителя нет единого стандарта названия устройства. Некоторые называют в технической документации устройство, как аппарат для диффузионной сварки. Другие производители называют устройство, как термический сварочный аппарат. В любом случае, каждый производитель употребляет второе, народное название устройства паяльник для пластиковых труб или указывает в скобках сокращённо (паяльник ПП).
Устройство агрегата напоминает традиционный утюг. А отличие только в форме и в его функциональном предназначении. Точно так же, как в утюге аппарат имеет аналоговый нагревательный элемент и опцию терморегулировки. Нагревательный компонент встраивается как в плоский вариант корпуса, так и в его исполнение в круглом сечении. Именно характерные отличия нагревательного корпуса играют важнейшую роль в применении той или иной формы насадок, тем самым определяя основной ответ на вопрос как выбрать паяльник для труб.
Нагревательный элемент паяльника
Принципиальная схема работы агрегата достаточно простая. В электросеть подключается устройство, которое «разгоняет» температурный режим до фиксированного положения терморегулятора. Происходит разогрев основной подошвы нагревательного элемента, и если устроена насадка, то и она также разогревается до нужной температуры плавления. Предельно максимальная температура для насадок составляет 260º С, это очень важный момент, который обеспечивает основные функционалы устройства. Терморегулятор играет важную роль в обеспечение необходимого температурного режима работы устройства. Превышение температуры чревато тем, что полипропилен потечёт, и эффективность сварки и КПД работы агрегата будут сведены к нулю.
Перегрев повлияет на качество спайки, и шов сварки будет приплюснутый, что в конечном итоге повлияет на качество соединения. Отсутствие требуемой температуры также негативно повлияет на качество стыка. В данной ситуации возможны протечки и прямой выход из строя водопроводной системы. В конечном итоге страдает качество работы мастера, и он перед этим решает вопрос какой лучше паяльник для полипропиленовых труб, обеспечивающий высокое качество соединение и выполнения работы.
Параметр мощности
Это основной критерий выбора качественного аппарата. Выбирая мощный аппарат не всегда можно добиться высокого качества работы. Как правило, аппараты, имеющие мощность свыше 1,5 кВт, предназначены для промышленного производства, а если быть точнее, то для сварки полипропиленовых труб с диаметром свыше 50 мм. Мощность агрегата менее 1 кВт, подойдёт для несложных работ, а также для соединения труб с диаметром менее 50 мм. Даже если вы выберите прибор на 500 Вт, ничего страшного в этом нет, такие агрегаты предназначены для сварки труб с диаметром 16-33 мм, даже для промышленных условий.
Выбор насадок
Этот вопрос самый трудный для специалиста, вместе с этим есть ряд критериев, которые помогут определить необходимый набора насадок.
- Для паяльников с меньшими параметрами мощности используйте насадки с малыми диаметрами. Если будете использовать крупные насадки то вполне вероятно, что прибор попросту не прогреет насадку и КПД работы =0.
- Специалисты могут работать с насадками как 10 мм, так и 110мм. Для домашних работ и для традиционной сварки полипропиленовых труб достаточно применять насадки с диаметрами в 16 мм, 24 мм и 32 мм. Это стандартный размерный ряд насадок, предназначенные для соединения полипропиленовых труб.
- Хорошая теплопроводность имеется у тефлоновых насадок, хотя производители выпускают элементы и запчасти из других металлических материалов. Для домашней работы рекомендуется использовать тефлоновые насадки, так как они лучше проводят тепло и отлично обеспечивают соединение в процессе работы.
Диаметры насадок
Количество насадок зависит от характера работы. В домашних условиях для этих целей достаточно использовать минимум насадок по 2-3 штуки каждый. Для тех, кто занимается бизнесом, количество насадок увеличивается в соответствии со спросом на проведение работ связанные с соединением полипропиленовых труб в промышленном секторе и жилищно-коммунальном хозяйстве.
И, последнее, соблюдение мер безопасности также является главным для успешного использования аппарата для пайки трубопроводов нового поколения. Соблюдайте пожарную и электрическую безопасность, используйте защитные приспособления и устройства для предотвращения получения ожогов, электрических травм.
Как своими руками сделать паяльник для ППР-труб
Плюсы и минусы самоделки
Самодельные инструменты для соединения ППР обладают как преимуществами, так и недостатками. Собрать такой аппарат своими руками достаточно просто. Кроме того, самодельную установку можно адаптировать под любой диаметр изделий.
Однако у паяльника, созданного своими руками, есть и недостатки:
- С его помощью невозможно поменять температуру прогрева заготовки.
- Управлять таким прибором без опыта в сварке ППР-изделий достаточно сложно.
- Пайка конструкций большого диаметра самодельным инструментом требует много времени.









Необходимые инструменты и материалы
Чтобы осуществить монтаж самодельного устройства, необходимо подготовить следующие расходные материалы и приспособления:
- Газовую горелку. В качестве нее можно использовать компактный аппарат с пьезоподжигом.
- Отрезок металлической трубы. Он должен плотно прилегать к соплу горелки и не расшатываться.
- Несколько насадок от старого паяльника.
Список инструментов для проведения работ включает в себя:
- электрическую дрель;
- сверло для обработки металла.
Процесс сборки
Для сборки самодельного аппарата следует подготовить отрезок трубы, куда будут помещены насадки. Оптимальная длина заготовки составляет 20 см.
Разрезав трубу, следует отступить на 5 см от края и высверлить сквозное отверстие под болты и насадки, в конце установить и прикрутить их.
Изготовление собственными руками
Для того чтобы изготовить паяльник для полипропиленовых труб своими руками, понадобится:
- Утюг, можно с разбитым корпусом, но обязательно с исправным терморегулятором и электронагревателем.
- Детальки от железного детского конструктора.
- Пистолетная рукоятка от любого электроинструмента.
- Выключатель кнопочного или тумблерного типа.
- Асбестовая лента.
- Кусок дюралюминия.
- Изоляционная лента.
- Ручные слесарные инструменты, болгарка и электротехнический паяльник.
Работы по созданию устройства можно разбить на следующие этапы:
- Обрезать днище утюга до размеров нагревательного элемента.
- Прикрепить к нему алюминиевую накладку.
- Изготовить из планок и пластин конструктора кожух, в котором разместить выключатель и терморегулятор, прикрепить к нему ручку.
- Соединить входящий кабель, выключатель, терморегулятор и электронагреватель в последовательную цепь, провода можно зажать винтами или спаять.
- Прикрепить винтами нагреватель к кожуху, проложив асбестовую прокладку.
Страна-производитель
Немаловажную роль также играет и тот факт, где произведен выбранный вами паяльник полипропиленовых труб.
И хотя сегодня «родословная» паяльника не так важна (глобализация, как-никак), некоторые закономерности в географии все же присутствуют:
Чешские паяльники для полипропиленовых труб по праву занимают лидирующее место в неформальном рейтинге этих устройств.
Несмотря на не самую низкую стоимость, чешские паяльники (такие как неоднократно упоминавшийся сегодня Дайтрон) пользуются устойчивым спросом. Так что если для вас качество инструмента стоит на первом месте – Чехия альтернатив не имеет.
Паяльник Сandan
- Турецкие паяльники представляют собой в некотором роде компромиссный вариант.
Турция производит как отличные модели, способные «заткнуть за пояс» иной чешский — так и модели откровенно низкого качества.
Именно поэтому, решив приобрести турецкий паяльник, необходимо очень внимательно подойти к выбору конкретной модели, ознакомившись с отзывами в сети. Отдельную нишу на этом рынке занимают китайские паяльники.
С одной стороны, Китай – был и остается Китаем, с его постоянными особенностями: демократичной и вполне доступной ценой и малопредсказуемым качеством.
С другой стороны, на поверку многие европейские и отечественные (если верить наклейке) паяльники тоже производятся на производственных мощностях Поднебесной – при этом контроль качества на таких предприятиях обеспечивает выход вполне конкурентоспособной продукции.
К таким аппаратам можно отнести паяльник энергомаш для полипропиленовых труб (он же производится под другим брендом – sturm).
Ну и совсем наособицу стоят самодельные паяльники для полипропилена, изготовленные «народными умельцами» с использованием самых разных технических решений (чаще всего – спиралей от утюгов).
Работают такие устройства непредсказуемо, поэтому мы не возьмем на себя смелость рекомендовать их к использованию. Да и с точки зрения электробезопасности такие самоделки чаще всего небезупречны (это – мягко говоря!)
На самом деле, современный рынок электрооборудования демонстрирует достаточно прямую зависимость «цена паяльника – качество». Таким образом, если вы приобретете недорогое китайское устройство, то, скорее всего, оно и прослужит вам недолго.
Руководствуясь вышеприведенными соображениями, вы сможете подобрать оптимальный именно для вас паяльник для полипропиленовых труб: инструкция к такому устройству, прилагающаяся в комплекте или доступная на сайте производителя, позволит вам подобрать оптимальный режим работы. И буквально после пары попыток вы сможете качественно соединять трубы в вашей квартире при их замене!





