

Какой же должен быть идеальный флюс?
Активность должна быть такая что бы её хватало для всех типов паек. Безопасность остатков при этом не должна причинять никаких проблем.
Как видно из таблицы флюса, которым можно было бы паять и алюминий и печатные платы просто нет. Но есть несколько флюсов, которые имеют значительно более широкий диапазон и при этом имеют безопасные остатки. Это ЛТИ-120 и его аналоги. Есть у них и различия. Для менее теплоёмких деталей лучше подойдёт ЛТИ-120, но ему трудней будет паять более теплоёмкие детали — он быстрее испаряется. А ЛТИ-120 LUX наоборот при пайке мелких деталей вода в его составе может не значительно подтормаживать а при пайке больших деталей она даст явные преимущества. Канифоль гель Актив будет одинаково хорош для всех видов паек — он не содержит ни воду, ни быстро испаряющихся компонентов. Т. е. эти флюсы могут выполнять роль универсалов.
Для пайки металлических деталей всех размеров лучше подойдёт Ортофосфорная кислота. Не далеко от неё отстаёт и паяльная кислота с чуть более спорными характеристиками опасности остатков. Чистую пайку металлических деталей даст флюс ФИМ. Но если Вы смирились с тем, что надо отмывать пайки и большие размеры паять не собираетесь, то флюс «Глицерин гидразин» Ваш выбор. Он позволит спаять и мелкие радиодетали и средних размеров металлические конструкции с никелевым покрытием.
Для пайки алюминия Ф-64 остаётся не досягаемым фаворитом. Однако маленькие пайки могут быть чисто выполнены и куда менее активным Ф-34.
Классическая «Флюс паста» даёт прекрасные результаты при пайке радиодеталей, и может помочь при пайке разъёмов с различными покрытиями. «Канифоль гель» делая то же самое обладает высокой липкостью позволяя предварительно приклеивать не большие детали на себя.
Жидкая канифоль и канифоль прекрасно подходят для пайки не больших залуженных деталей на печатную плату. Кроме того они используются для залуживания.
Назначение флюсов
Для того, чтобы получить качественное соединение, спаиваемые детали должны иметь температуру примерно на 100 градусов выше, чем температура, при которой плавится припой. Детали, подлежащие пайке, могут нагреваться с помощью печей, токов высокой частоты или газовых горелок. Для разогрева небольших деталей используются паяльники.
Для того, чтобы место соединения основных деталей и припоя было прочным, на их поверхностях должны отсутствовать загрязнения и окислы. Для того, чтобы исключить интенсивное окисление во время нагревания, спаиваемые места покрываются флюсом, благодаря которому образуется газообразная или жидкая преграда, защищающая детали от воздействия окружающего воздуха. Сам принцип пайки довольно простой. Во время нагревания происходит расплавление припоя, который при соприкосновении с деталями, смачивает их и заполняет всю поверхность. При остывании материал и припой образуют единую прочную монолитную конструкцию.
Сам принцип пайки довольно простой. Во время нагревания происходит расплавление припоя, который при соприкосновении с деталями, смачивает их и заполняет всю поверхность. При остывании материал и припой образуют единую прочную монолитную конструкцию.
Разновидности флюсовых составов
 При рассмотрении вопроса о том, для чего нужен флюс при выполнении пайки материалов, любое дополнительное пояснение можно считать излишним.
При рассмотрении вопроса о том, для чего нужен флюс при выполнении пайки материалов, любое дополнительное пояснение можно считать излишним.
Для полного понимания сферы применения и особенностей работы необходимо ознакомиться с известными видами используемых на практике флюсов.
В соответствие со своим основным назначением, а также по степени воздействия на соединяемые изделия все флюсовые составы для пайки подразделяются на следующие категории:
- неактивные или нейтральные флюсы, не включающие кислот и практически не проводящие электрический ток;
- активные или кислотные флюсовые реактивы, приготавливаемые на основе соляной кислоты;
- защитные (антикоррозийные) флюсы, позволяющие уберечь контактную зону пайки уже готового соединения от ржавчины и разрушения.
Каждая из этих категорий находит свою сферу применения. Есть флюсы, которые нужны преимущественно для пайки электронных схем. Производят флюсы в виде паст, гелей и жидкостей.
А известный флюс бура применяется в виде порошка, и нужен для пайки медных труб. Паяльная паста – смесь припоя и флюса – нужна для поверхностного монтажа деталей на платах.
Активные и антикоррозионные
Активные флюсы так же нередко изготавливаются на основе канифоли, доведённой до порошкообразного состояния. Однако в этом случае в составе приготавливаемой смеси в небольших объёмах содержатся органические соединения (кислотные или аминовые).
 Благодаря этому с её помощью удаётся припаять к металлическому основанию не только медные детали, но и серебряные, никелевые и стальные изделия или заготовки.
Благодаря этому с её помощью удаётся припаять к металлическому основанию не только медные детали, но и серебряные, никелевые и стальные изделия или заготовки.
В более сложных условиях пайки нужны активные флюсы на основе соляной кислоты с добавкой хлористого цинка, получаемого в результате простой реакции замещения.
Эта разновидность флюсовой добавки хорошо известна профессионалам: чаще всего она выпускается и продаётся под названием «паяльная кислота». Кислотные флюсы нужны для пайки алюминиевых деталей.
Сфера применения флюсов этого класса – запайка изделий из меди и серебра. Также они нужны для пайки стальных заготовок и различных сплавов.
Поскольку эти реагенты относятся к разряду химически активных составов, паяние с их применением позволяет эффективнее бороться с окисными плёнками. Такая активность обеспечивает более интенсивное взаимодействие с основным металлом, из которого изготовлены сплавляемые заготовки.
Ещё одной особенностью этих реагентов является высокая электрическая проводимость, что исключает возможность их использования в качестве изоляционного защитного покрытия.
 Существуют составы на основе фосфорной и органических кислот. Зачем вообще нужны такие флюсы?
Существуют составы на основе фосфорной и органических кислот. Зачем вообще нужны такие флюсы?
Они относятся к категории антикоррозионных и применяются для удаления с металлических поверхностей остатков и следов ржавчины, а также для защиты от возможности появления окислов после пайки (в процессе эксплуатации).
Поскольку при приготовлении этих смесей используются кислотные составляющие – они очень напоминают паяльные кислоты.
Однако в отличие от последних антикоррозийный флюс для пайки не устраняет оксидных плёнок. Он нужен доя защиты от разрушений, возможных из-за реакции окисления.
Группы флюсов
Все существующие препараты можно разделить по эффективности на три группы согласно ГОСТу:
- Нейтральная группа. Из-за почти нулевой активности компонентов данные флюсы слабо очищают поверхности, а припои, которые используются с ними, должны быть легкоплавкими. Применяются при работе с медными материалами, медью, покрытой кадмием, серебром и оловом. К этой категории относят канифоли, воски, древесные смолы и стеарин.
- Слабокоррозийная группа. Для нее характерно растворение в спирте, воде, различных жирах и слабых кислотах. Одним из обязательных компонентов каждого флюса данной группы является канифоль, обеспечивающая антикоррозийную функцию. В процессе пайки хорошо испаряется, разлагается и сгорает.
- Сильная коррозийная группа. Компонентами данных флюсов являются хлориды, фториды и сильнейшие неорганические кислоты. Изготавливаются в виде паст и в твердом виде, способны разрушать стойкие оксидные пленки на черных и цветных металлах.
Как приготовить флюс для пайки своими руками
Разобравшись с тем, что такое флюс для пайки, стоит рассмотреть самый простой способ самостоятельного изготовления подобного вещества, используемого при пайке радиодеталей, для лужения печатных плат:
- Несколько кусков канифоли заворачиваются в плотную ткань;
- При помощи ударов тяжелого молотка по образовавшемуся кульку находящаяся внутри канифоль тщательно измельчается;
- Полученную измельченную канифоль засыпают в емкость с этиловым спиртом и, помешивая, растворяют в нем полностью.

Самодельный состав
Для того чтобы ускорить растворение канифоли, емкость со спиртом помещают в небольшую кастрюльку с горячей водой. Для получения гелеобразного вещества в полученный раствор добавляют глицерин.
Для автоматической сварки

С помощь автоматического оборудования сваривают множество металлов. Подбирают соответствующие электроды, выставляют режим, выбирают сварочные флюсы и припой.
Флюсовую добавку размещают на рабочей поверхности слоем толщиной до 80 мм, шириной до 100 мм. Расплавленная масса состоит наполовину из металла, а остальная часть представлена флюсом. Лишний флюс автоматически отсасывается и затем используется повторно. Обычно используют силикатную добавку в смеси с оксидами кальция, магния, алюминия.
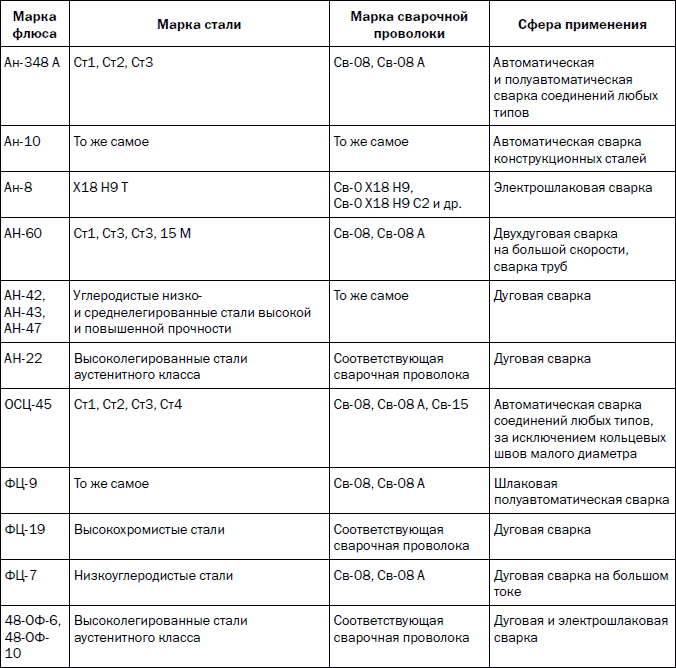
Хорошо зарекомендовал себя флюс сварочный с маркировкой АН 348а. Он способствует стабилизации дуги и уменьшению выделения токсичных газообразных продуктов.
Флюсы серии АН имеют высокие показатели электропроводности, благодаря присутствию в них окисла титана. Аббревиатура АН говорит о том, что состав был разработан в институте Академии наук. Существует маркировка, основанная химическом составе флюсов, но на практике ее используют редко.
Что такое флюс и его ключевые особенности
Основным предназначением флюса является применение при спаивании нескольких материалов. Структура состоит из легко сплавных материалов, которую возможно изготовить самостоятельно. Флюс для пайки служит для соединения изделий, путем выдержки определенной температура на уровне шва. В зависимости от структуры и твердости вещества, температура пайки начинается от 50 ⁰C и достигает 500 ⁰C. Температурные показатели припоя учитываются выше, чем материала, только тогда возможно начинать процесс пайки.
Выбор подходящей структуры зависит от нескольких факторов, флюс для пайки подразделяется на множество структур. Основные параметры:
- Температура процесса пайки.
- Вид металла.
- Температурные режимы работы вещества.
- Поверхности близлежащих деталей к изделию.
- Устойчивость материала к коррозии, защита поверхностей от окисления и его прочность.

Флюс-паста
Состояние делится на твердые, имеющие порог к высокой температуре и мягкие, когда флюс плавится при низких температурах. Для того, чтобы разобраться, что такое флюсы необходимо изучить все свойства и предназначение материала.









Предназначение
Процесс пайки тугоплавкими видами припоя происходит при температурах более 500 ⁰С. За счет воздействия температур и свойств вещества, результатом получается прочный вид соединения. Недостаток применения заключается в том, что возможен перегрев детали, некорректная работа после сборки.
Флюс паяльный применяется как легко сплавная разновидность, в сфере монтажа радиотехники и других мелких работ. Температурные режимы работы составляют до 500 ⁰C, что позволяет не портить соединения и платы. Основные примеси при работе – свинец и олово. Сверх легкоплавкие виды используются при работе с транзисторами и других соединений, температура поверхности окисления не достигает 150 ⁰С.
Флюс для пайки микросхем
Флюс для пайки тонких поверхностей используется в легко сплавном виде, твердотельные, объемные детали пропаиваются твердыми типами припоев. Зачем нужен флюс и основные требуемые характеристики
- Высокие показатели теплообмена, проводимости электрического тока.
- Прочное соединение.
- Допустимый размер растяжки.
- Устойчивость к процессам коррозии материалов.
- Показатели температуры плавки должны отличаться от размягчения материала.
Распространенной формой для производства вещества спайки является прут из олова, диаметр сечения применяется от 1 до 5 мм. Существует несколько других видов, такие как проволочные катушки, трубочки с канифолью, ленты и другие.
Оловянный припой
Существуют припои многоканальные, конструкция изделия состоит из некоторых материалов, используется для более надежной пайки. Продаются данные изделия в спиралевидной форме, содержатся в колбах и смотках. Пайка электро схем происходит с использованием трубочной разновидности состава. За счёт наличия смолы канифоли, соединение материалов меди, серебра или латуни происходит значительно надежнее.
Изготовление своими руками
При наличии некоторых знаний и подручных материалов, возможно изготовить паяльную кислоту в домашних условиях. Набор ингредиентов не велик, их можно приобрести в хозяйственном магазине:
- соляная кислота в чистом виде;
- кусковой цинк, который реализуется отделом химических реактивов, если не представляется возможности приобрести, аккуратно раскрывается пальчиковая батарея;
- емкость из стекла или керамического материала.
Паяльная кислота изготавливается своими руками определенной последовательностью. Необходимо заполнить емкость кусками цинка, затем заполнить соляным раствором. Действия производятся в хорошо проветриваемом помещении, при попадании раствора на кожу, необходимо сразу же промыть проточной водой. После, изготовления масса, переливается в герметичную емкость для правильного хранения.
Активность
Важной характеристикой флюсовых композитов является условная единица Аф – активность сварочного флюса. Ее значения укладываются в диапазон от 1 до 10
Чем выше цифра, тем большую активность проявляет добавка. Флюсы с высокой активностью характеризуются величиной показателя от 0,6 до 1.
При взаимодействии компонентов флюса со шлаком происходит химическое вытеснение одних элементов другими, механическое перемешивание либо два процесса одновременно.
Интенсивность внедрения флюса в сварочную зону зависит от режима сварки и активности флюса. При умелом сочетании параметров, правильном подборе всех материалов выполняется поставленная задача.
Самостоятельное приготовление
Приготовить рабочий флюс для пайки на основе канифоли можно самостоятельно. Для этого достаточно раздробить и растереть её в порошок, а затем засыпать полученный состав в ёмкость и сразу же залить небольшим количеством технического спирта.
Соотношение используемых при подготовке флюса компонентов должно составлять три к пяти. После тщательного встряхивания приготавливаемой смеси следует оставить её на пару дней и не трогать до тех пор, пока канифоль окончательно не растворится в спирте.
Самой подходящей ёмкостью под жидкий флюс является обычный пузырёк из-под лака, в крышке которого уже имеется встроенная кисточка. Непосредственно перед использованием рекомендуется тщательно отмыть бывшую в употреблении бутылочку от следов лака.
Довольно часто специалистами применяется ещё одна близкая к флюсам разновидность активных добавок, называемая паяльным жиром. Этот реагент принято относить к условно нейтральным составам. Они нужны, чтобы несколько улучшить условия пайки металлических соединений.
Только в этом случае получится сделать качественное паяльное соединение.
Общие требования к флюсам
Следует рассказать еще о нескольких требованиях, которым должны соответствовать флюсы любого типа.
- Текучесть состава не может быть чрезмерной. Ее должно хватать на обработку максимально возможной площади деталей, однако флюсу необходимо быть достаточно вязким, чтобы оставаться на месте пайки.
- Даже активные флюсы должны вступать в реакцию только с удаляемыми ими пленками, но не с материалом детали или самим припоем.
- Кроме более низкого удельного веса, флюс должен обладать и меньшими адгезионными характеристиками, по сравнению с припоем.
- Расплавившийся флюс должен создавать благоприятную среду для пайки, поэтому недопустимо его испарение или выгорание.
- Состав должен легко удаляться после пайки.
Как приготовить флюс для пайки своими руками
При спаивании радиотехнических материалов возможно использовать флюс, приготовленный самостоятельно. Припой используется диаметром 2 мм небольшими кусками. Приготовление потребует металлической емкости, с заранее просверленной дыркой необходимого диаметра на дне. Оловянно-свинцовый раствор нагревается до температуры плавления, после чего из подготовленного отверстия вытекает вещество. После застывания прутков, необходимо разделить их на кусочки необходимого размера.
Процесс приготовления может происходить в различных емкостях, технология состоит из нескольких простых шагов:
- Развесовка пропорций олова и свинца.
- Расплавление происходит в закаленном тигле, помешивается для исключения прилипания раствора к стенкам.
- Снимается тонкая пленка отложений с поверхности чаши.
- Заключительным этапом является разлив жидкости в заготовленные формы.
После любых процессов пайки, шок необходимо протирать ацетоном или специальным спиртом. В последнее время получили распространение без отмывочные припои, преимущество которых:
- Отсутствие компонентов, приводящих к окислам и коррозии.
- Не проводят ток.
- После процесса не требуется процесс зачистки.
Для нанесения жидкого припоя используется кисть или ватная палочка, возможно использовать приспособление, изготовленное самостоятельно для удобной работы. Медицинский шприц разрезается на две части, к нему вставляется кусок силиконового шланга, иголка укорачивается, изгибается под небольшой градус.
Паяльная паста, изготовленная при домашних условиях, может облегчить процесс пайки. Для изготовления необходимо измельчить твердотельный флюс крупнозернистым напильником на металлическом материале. Использование мелкозернистого паяльника не разумно, так как флюс попросту забьётся в его зубья. Полученный порошок необходимо смешать с канифолью и спиртом, если паяльная паста получилась густая, к ней добавляется спирт до получения однородной массы. Паста помещается в герметично закрывающуюся емкость, т.к. если она взаимодействует с влагой, в последующем возможны образования коррозии спаянных деталей. Для наилучшего нанесения, удобного использования, возможно изготовить шприц из подручных инструментов.
https://youtube.com/watch?v=aGFDcvYie2w
Изготовленная своими руками конструкция поможет использовать флюс – пасту при нанесении на труднодоступные детали. Для предотвращения засыхания, возможности повторного использования, следует использовать проволоку, заткнув выходное отверстие.
При выполнении любых работ по пайке следует воспользоваться средствами индивидуальной защиты. Химические газы, выделяемые при разогреве могут повредить дыхательные пути или органы зрения человека. Использование качественных флюсов предотвращает от отравления газами.










Что лучше — сварка или пайка
Ответы на этот вопрос могут быть разными. Применение того или иного способа зависит от использования деталей после их соединения. Автомобильный радиатор лучше паять. Этот способ стоит дешево и отличается надежностью. Молочные фляги и другие емкости для хранения продуктов питания лучше сваривать. Сварной шов более прочный, особенно при больших размерах. Часто приходится сваривать детали из алюминиевых сплавов. Сварка силумина — практически единственный способ соединения, не считая использования клея.
На сварке и пайке при желании можно неплохо заработать. Вопросы о том, как запаять алюминиевые трубки в холодильнике или отремонтировать раму велосипеда, возникают часто. В мастерских работа стоит дорого: пайка трубок — 1000 руб. и более. При соединении электропроводов способом пайки берут 15 руб. за каждое. Ремонт рамы велосипеда из сплавов алюминия с применением припоев стоит 500 руб. Ремонт кастрюли обойдется в 100 руб. К этим суммам следует добавить расходы времени и денег на доставку изделий в мастерскую и обратно.
Чтобы сэкономить эти деньги, нужно научиться паять самому. Для этого необходимо приобрести газовую горелку в виде баллончика за 700-1000 руб. и припой. Научиться обработке поверхностей и наложению швов можно на старом автомобильном радиаторе.
Как правильно спаять два провода паяльником?
Как правильно паять паяльником с канифолью
Когда и для чего при пайке используют канифоль
Что такое нихромовая проволока, её свойства и область применения
Способы соединения электрических проводов между собой
Какая проводка лучше — сравнение медной и алюминиевой электропроводки
Специализированные жидкие флюсы
В продаже имеются в ассортименте многокомпонентные жидкие флюсы для специального применения. Составляющие их подобраны таким образом, что определенная группа металлов для данной рецептуры подходит лучше всего. Во флаконах намешано много чего. Нет смысла вникать в перечень компонентов. Просто покупаем тот флакон, описание которого на этикетке лучше всего подходит для решаемой задачи.
Флакон снабжен пробкой со вставленной кисточкой для удобного нанесения. Почти все эти жидкие смеси великолепно удаляют пленки, затрудняющие пайку. А это значит, что они активные и необходимо тщательно удалять их остатки, протирая место пайки. Не забываем о вредном воздействии паров на организм. Если нет вытяжки, надо паять на балконе или на подоконнике у открытого окна. Тут же и смываем остатки, если используется растворитель, бензин или ацетон.
Некоторые из специальных жидких флюсов
Специализированные жидкие флюсы
В продаже имеются в ассортименте многокомпонентные жидкие флюсы для специального применения. Составляющие их подобраны таким образом, что определенная группа металлов для данной рецептуры подходит лучше всего. Во флаконах намешано много чего. Нет смысла вникать в перечень компонентов. Просто покупаем тот флакон, описание которого на этикетке лучше всего подходит для решаемой задачи.
Флакон снабжен пробкой со вставленной кисточкой для удобного нанесения. Почти все эти жидкие смеси великолепно удаляют пленки, затрудняющие пайку. А это значит, что они активные и необходимо тщательно удалять их остатки, протирая место пайки. Не забываем о вредном воздействии паров на организм. Если нет вытяжки, надо паять на балконе или на подоконнике у открытого окна. Тут же и смываем остатки, если используется растворитель, бензин или ацетон.

Некоторые из специальных жидких флюсов
Как приготовить флюс для пайки своими руками
Чтобы соединять элементы радиотехники, можно изготовить флюс для пайки своими руками. В качестве подручных средств для замены канифоли можно использовать жир или смолу. Чтобы не покупать состав для работы, необходимо знать, как сделать флюс для пайки:
- Заранее нужно подготовить одинаковое количество свинца и олова.
- Расплавить два металла в тигле.
- Снять плёнку побочных отложений, которая образуется на верхней части остывшей смеси металлов.
- Перелить смесь олова и свинца в подготовленные заранее формы.
Нужно помнить о том, что после спайки любых контактов или деталей необходимо обрабатывать готовый шок. Для этого используется ацетон или спирт. Однако в магазинах появились припои, которые не требуют дополнительной обработки после завершения работ. Они обладают некоторыми преимуществами:
- являются диэлектриками;
- не подвержены воздействию коррозийных процессов;
- не требуется дополнительная зачистка.
Из-за того что такие припои не проводят ток, их не используют для соединения контактов и проводов.
Также можно самостоятельно изготовить паяльную пасту. Для этого необходимо растереть твёрдый флюс с помощью крупнозернистого напильника. Порошок, который получился после измельчения, нужно смешать со спиртом и канифолью. Далее нужно перелить получившуюся пасту в герметичную ёмкость и плотно закрыть. Она портится при взаимодействии с влагой и требует соблюдения правил хранения. Опытные мастера рекомендуют наносить пасту с помощью шприца.
Флюс для пайки — обязательное вещество при ремонте электроники и радиотехники
Важно знать, какие разновидности этих составов бывают и как правильно с ними работать, чтобы не повредить платы и контакты.
Чем заменить флюс для пайки
При отсутствии флюса и невозможности его приобретения можно применять некоторые подручные материалы, но следует помнить, что качество пайки будет очень низким, а остатки материала зачастую трудноудалимы или токсичны. Тем не менее о некоторых адекватных вариантах следует знать.
- Аспирин. Салициловая кислота или раствор таблетки аспирина в воде может применяться при пайке, но его пары слишком токсичные, и очень желательно работать в нежилых помещениях с хорошей вентиляцией, а лучше всего на открытом воздухе. Обладает всеми недостатками активных флюсов, требует обязательной промывки поверхности после пайки.
- Нашатырь, а также лимонная или уксусная кислота тоже может применяться как замена флюсам, при этом их концентрация не требует дополнительного разведения водой.
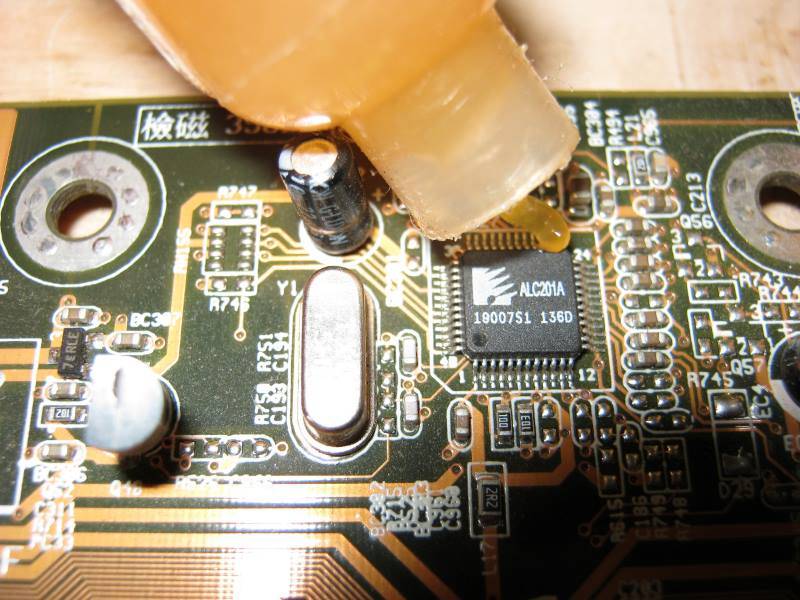
- Глицерин может подойти для пайки радиодеталей на плате, но имеет остаточное сопротивление и хорошую гигроскопичность, поэтому обязательно промывается с платы.
Следует помнить, что пайка будет качественной в том случае, когда флюс подобран правильно. Для каждого металла есть идеально подходящие флюсы, а другие могут не сработать. Помимо этого, очень не рекомендуется паять платы активными флюсами, особенно имеющими в своем составе кислоты, поскольку при неполном удалении остатков флюса с поверхности печатной платы активные компоненты будут уничтожать токопроводящие медные дорожки.
Паять детали следует паяльником с идеально залуженным жалом, а при появлении нагара стараться очищать жало в оксидале, это позволит провести очень хорошую пайку. По завершении работ остатки флюса с поверхности спаянных деталей и плат обязательно нужно удалять подходящим способом. Дорожки платы можно покрывать специальными лаками, например, цапонлаком, это позволит защитить их от влаги.
Флюсы – определение, предназначение
Флюсами являются химические активные вещества, с помощью которых паяемые поверхности очищаются от жировых загрязнений и оксидных пленок. На обработанных флюсом деталях снижается поверхностное натяжение, вследствие чего улучшается растекание припоя. Кроме этого, это химическое вещество способно защитить места соединения от воздействия внешней среды.
Без обработки флюсом припой может не прикрепиться к поверхности обрабатываемых деталей. Поэтому материал следует выбирать тщательно, руководствуясь следующими требованиями:
- Флюс должен иметь температуру плавления меньше, чем у припоя.
- Он не должен химически взаимодействовать с припоем. То есть при расплавлении двух этих материалов должны образовываться два несмешиваемых слоя.
- В газообразном состоянии материал должен способствовать растеканию припоя.
- В жидком состоянии он должен хорошо растекаться, смачивая соединяемые изделия и затекая между ними.
- Материал должен разрушать и удалять с поверхностей образующиеся на них неметаллические пленки.
- Он должен быть минимально активным или химически инертным по отношению к паяемым сплавам и металлам.
Активные и антикоррозионные
Активные флюсы так же нередко изготавливаются на основе канифоли, доведённой до порошкообразного состояния. Однако в этом случае в составе приготавливаемой смеси в небольших объёмах содержатся органические соединения (кислотные или аминовые).








Благодаря этому с её помощью удаётся припаять к металлическому основанию не только медные детали, но и серебряные, никелевые и стальные изделия или заготовки.
В более сложных условиях пайки нужны активные флюсы на основе соляной кислоты с добавкой хлористого цинка, получаемого в результате простой реакции замещения.
Эта разновидность флюсовой добавки хорошо известна профессионалам: чаще всего она выпускается и продаётся под названием «паяльная кислота». Кислотные флюсы нужны для пайки алюминиевых деталей.
Сфера применения флюсов этого класса – запайка изделий из меди и серебра. Также они нужны для пайки стальных заготовок и различных сплавов.
Поскольку эти реагенты относятся к разряду химически активных составов, паяние с их применением позволяет эффективнее бороться с окисными плёнками. Такая активность обеспечивает более интенсивное взаимодействие с основным металлом, из которого изготовлены сплавляемые заготовки.
Ещё одной особенностью этих реагентов является высокая электрическая проводимость, что исключает возможность их использования в качестве изоляционного защитного покрытия.
Существуют составы на основе фосфорной и органических кислот. Зачем вообще нужны такие флюсы?
Они относятся к категории антикоррозионных и применяются для удаления с металлических поверхностей остатков и следов ржавчины, а также для защиты от возможности появления окислов после пайки (в процессе эксплуатации).
Поскольку при приготовлении этих смесей используются кислотные составляющие – они очень напоминают паяльные кислоты.
Однако в отличие от последних антикоррозийный флюс для пайки не устраняет оксидных плёнок. Он нужен доя защиты от разрушений, возможных из-за реакции окисления.
Типы флюсов для пайки
Флюсы для пайки бывают нескольких разновидностей, в зависимости от воздействия этих составов на соединяемые контакты во время нагревания. Перед покупкой легкоплавкого вещества необходимо ознакомиться с его основными видами.
Активные флюсы
Это флюсы в составе которых преобладает соляная кислота. Они применяются для работы с железными деталями. Во время процесса пайки эти составы проявляют мощную химическую реакцию. Не используются при работе с радиотехникой, так как быстро разъедают плату.
Бескислотные флюсы
Это жидкие флюсы, которые изготавливаются на основе скипидара, глицерина и этилового спирта. Плавятся такие составы до 150 градусов. Применяются бескислотные флюсы для спайки мелких деталей.
Пайка мелких деталей
Активированные флюсы
Составы, изготавливаемые на основе салициловой кислоты. Используется при соединении элементов, которые не требует изначальной зачистки.
Антикоррозийные флюсы
Это специальные вещества, которые очищают детали от отложений, появляющихся в процессе коррозии. Они защищают место соединения от разрушения в процессе эксплуатации. Изготавливаются на основе ортофосфорной кислоты.
Защитные флюсы
Главная особенность таких составов — отсутствие химической реакции. Защищают детали от коррозийных процессов. Их изготавливают на основе воска, оливкового масла или вазелина. Такие составы начинают плавиться при 70 градусах. При термической обработке они не выделяют вредных веществ. Также при работе с защитными флюсами не требуется предварительно зачищать детали.
Это интересно: Проволока сварочная св08г2с — для чего она предназначена?





