

Нпб 306-2002 «техника пожарная. сетки всасывающие. общие технические требования. методы испытаний»
МИНИСТЕРСТВО РОССИЙСКОЙ ФЕДЕРАЦИИ ПО ДЕЛАМ ГРАЖДАНСКОЙ ОБОРОНЫ, ЧРЕЗВЫЧАЙНЫМ СИТУАЦИЯМ
И ЛИКВИДАЦИИ ПОСЛЕДСТВИЙ СТИХИЙНЫХ БЕДСТВИЙ
ГОСУДАРСТВЕННАЯ ПРОТИВОПОЖАРНАЯ СЛУЖБА
НОРМЫ ПОЖАРНОЙ БЕЗОПАСНОСТИ
ТЕХНИКА ПОЖАРНАЯ. СЕТКИ ВСАСЫВАЮЩИЕ. ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ.
МЕТОДЫ ИСПЫТАНИЙ
НПБ 306-2002
МОСКВА 2002
Разработаны Федеральным государственным учреждением «Всероссийский ордена «Знак Почета» научно-исследовательский институт противопожарной обороны Министерства Российской Федерации по делам гражданской обороны, чрезвычайным ситуациям и ликвидации последствий стихийных бедствий» (ФГУ ВНИИПО МЧС России) (В.А. Варганов, Е.А. Синельникова, С.Н. Фролов).
Внесены и подготовлены к утверждению отделом пожарной техники и вооружения Главного управления Государственной противопожарной службы Министерства Российской Федерации по делам гражданской обороны, чрезвычайным ситуациям и ликвидации последствий стихийных бедствий (ГУГПС МЧС России) (И.В. Рыбкин, В.В. Жидовленков).
Утверждены приказом ГУГПС МЧС России от 6 июня 2002 г. № 20.
Дата введения в действие 1 сентября 2002 г.
Вводятся впервые.
МИНИСТЕРСТВО РОССИЙСКОЙ ФЕДЕРАЦИИ ПО ДЕЛАМ ГРАЖДАНСКОЙ ОБОРОНЫ, ЧРЕЗВЫЧАЙНЫМ СИТУАЦИЯМ
И ЛИКВИДАЦИИ ПОСЛЕДСТВИЙ СТИХИЙНЫХ БЕДСТВИЙ
ГОСУДАРСТВЕННАЯ ПРОТИВОПОЖАРНАЯ СЛУЖБА
НОРМЫ ПОЖАРНОЙ БЕЗОПАСНОСТИ
ТЕХНИКА ПОЖАРНАЯ. СЕТКИ ВСАСЫВАЮЩИЕ. ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ.
МЕТОДЫ
ИСПЫТАНИЙ
НПБ 306-2002
Дата введения 01.09.2002 г.
1.1. Настоящие нормы пожарной безопасности (далее — нормы) распространяются на всасывающие сетки, предназначенные для удержания воды во всасывающей линии при кратковременной остановке насоса, а также предохранения его от попадания посторонних предметов.
1.2. Настоящие нормы устанавливают общие технические требования к всасывающим сеткам, методы их испытаний и могут использоваться при подтверждении соответствия этих изделий нормативным требованиям.
В настоящих нормах используются следующие термины с соответствующими определениями.
Сетка всасывающая
(далее — сетка) — устройство, предназначенное для удержания воды во всасывающей линии при кратковременной остановке насоса, а также предохранения его от попадания посторонних предметов.
Условный проход
— по ГОСТ 28338.
Коэффициент гидравлического сопротивления —
по ГОСТ Р 50401.
Ширина клыка
— по ГОСТ 28352.
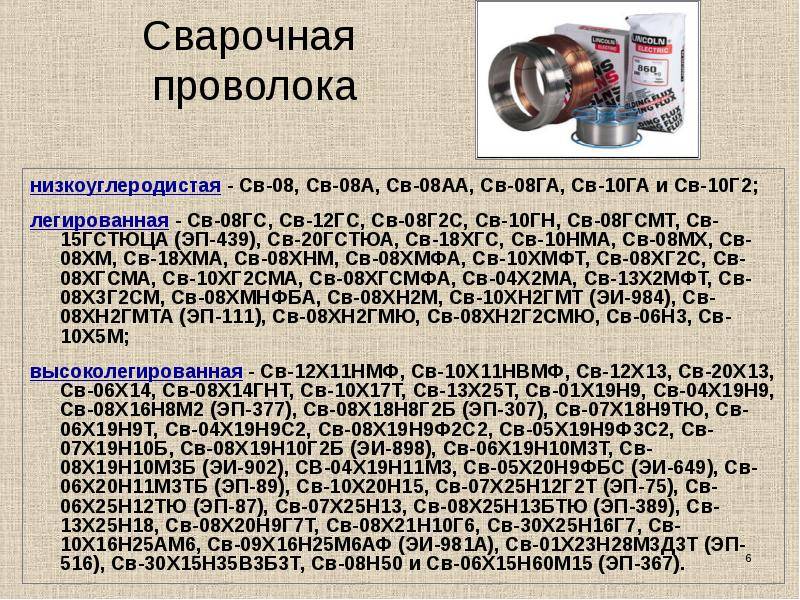
Проволока сварочная СВ 0,8
Главная->Справочник->Сортамент металлопроката->Проволока стальная->Проволока сварочная
Проволока сварочная СВ 1,0 Проволока сварочная СВ 1,6
Цена проволоки сварочной 0,8 мм
Диаметр проволоки, мм = 0,8
Применяется для механизированной сварки в защитных газах
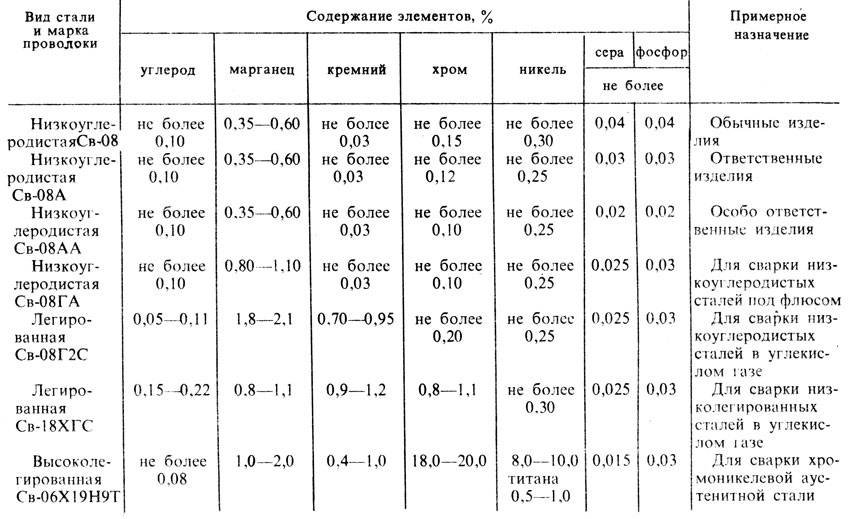
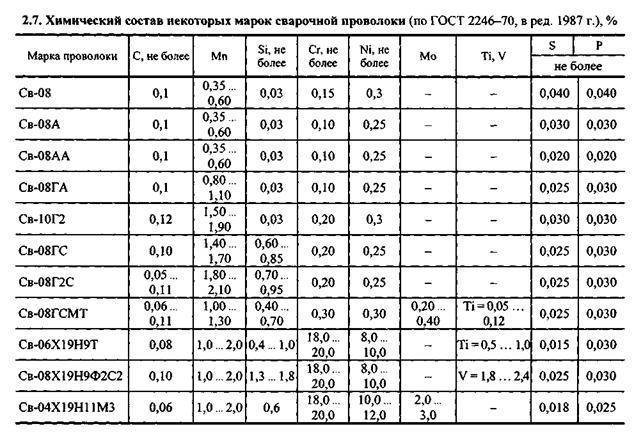
Химический состав некоторых марок сварочной проволоки ГОСТ 2246-70
| Химический элемент | Массовая доля, % | ||
| СВ-08 | СВ-08А | СВ-08Г2С | |
| P | 0,100 | 0,100 | 0,030 |
| Mn | 0,35-0,60 | 0,35-0,60 | 1,80-2,10 |
| Si, не более | 0,030 | 0,030 | 0,70-0,95 |
| P, не более | 0,040 | 0,030 | 0,030 |
| S, не более | 0,040 | 0,030 | 0,025 |
| Cr, не более | 0,150 | 0,120 | 0,200 |
| Ni, не более | 0,300 | 0,250 | 0,250 |
| Cu, не более | 0,250 | 0,250 | 0,200 |
Проволока 0,8 СВ ГОСТ 2246-70 08Г2С сварочная, омедненная
Для изготовления используется конструкционная низколегированная сталь для сварных конструкций, предел кратковременной прочности – 980 МПа, предел пропорциональности – 785 МПа, относительное удлинение 8%. Сваривается без предварительного нагрева и последующей термической обработки, эффект образования флокенов и эффект отпускной хрупкости отсутствует. Проволока СВ ГОСТ 2246-70 08Г2С д. 0,8 ом. 15кг. Катушки используется для сварочных автоматов или для ручной газосварки. По требованию потребителя проволока может изготавливаться из сталей, получаемых во время электрошлаковой выплавки, при этом все дополнительные требования по качеству металла подлежат обязательному предварительному согласованию между участниками договора. Реализация может выполняться в катушках или кассетах.



По согласованию сторон проволока СВ ГОСТ 2246-70 08Г2С д. 0,8 ом. 15кг. Катушки должна состоять из одного отрезка, ряды должны быть ровными, во время размотки не допускается перепутывания мотков. Концы проволоки в катушках должны легко находиться, для больших катушек стандарт допускает соединение контактной сваркой, качество сварки должно отвечать требованиям существующего стандарта. Временное сопротивление на разрыв должно составлять 882 МПа для проволоки, которая предназначена для наплавки металла. Колебание значений по разрыву не может превышать 98 МПа. Для легированной и низколегированной стали возможна дополнительная термическая обработка. Режимы и параметры обработки выбирает производитель, в акте качества должны указываться конечные физические характеристики. Поверхность проверяется визуальным способом, на поверхности должны отсутствовать закаты, плены, расслоения и раковины. Допускается наличие небольших вмятин и царапин, если их максимальные размеры не выводят проволоку за минусовые поля допусков.
Проволока сварочная СВ 0,8 Проволока сварочная СВ 1,0 Проволока сварочная СВ 1,2 Проволока сварочная СВ 1,6
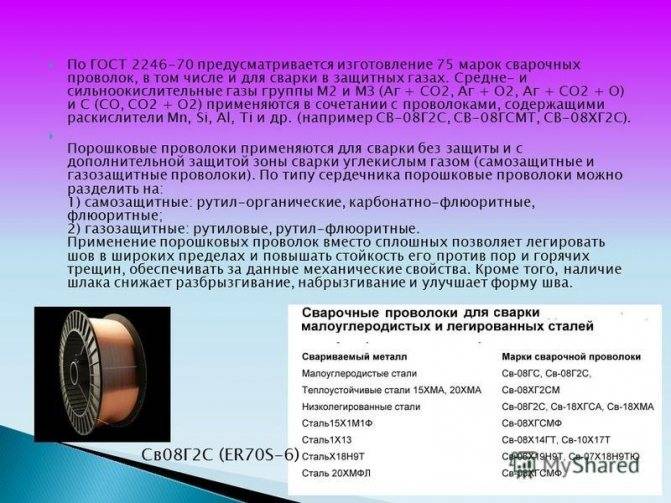
Где нужны сварочные работы
Вполне даже может быть, что сварочные работы некоторым людям могут потребоваться и в бытовых условиях, но подавляющее количество сварочных работ требуется в производственных условиях, там сварка числится практически как неотъемлемая функция производства. Когда возникает ситуация, при которой требуется сварить между собой металлы, также возникает вопрос о том, как следует эту работу выполнить, каким сварочным аппаратом и материалами это делать и тому подобные моменты.
Существуют различные способы сварки металлов, различные расходные материалы. Выбираются они в зависимости от того, какие металлы нужно сварить. Если нужно варить цветные или тугоплавкие металлы, следует использовать присадку сварочную определённого вида.
Каким образом выбирается марка материала?
Такой вопрос вполне может серьёзно озадачить новичка, но если во всём последовательно разобраться, то ничего сверхсложного в этом деле нет. Существует список, в котором указано, каким видом нужно варить определённые металлы.
Требования к сварочной проволоке СВ08Г2С
В государственном стандарте 2246-70 зафиксированы технические характеристики и химический состав изделий для сварки этим метизом. Нормативными документами регулируется содержание в этом материале следующих элементов в процентах:
- никель — количество этого элемента составляет до 0,25;
- хром – его содержание не превышает 0,2;
- марганец — его величина может достигать 2,1;
- кремний – содержание этого элемента может достигать до 0,95;
- сера – в составе метиза содержание этого компонента может достигать 0,025;
- фосфор – он содержится в этом метизе в количестве 0,03;
- углерод — его значение варьируется от 0,05 до 0,11.
Такими элементами, как алюминий, ванадий и рядом других омедненная легированная проволока СВ08Г2С обычно не легируется. Допустимым является наличие в ней марганца в количестве от 0,65 до 2,1%. Отметим, что это требование предъявляется лишь к метизу, у которого диаметр не превышает величины 1,4 мм. Если производится обычная проволока, то в ней содержание меди не может быть более 0,25%. Нормативами допускается содержание в ней до 0,01% азота. Такой метиз используется не только для сварочных работ, но и для наплавки.
В настоящее время метиз этой марки выпускается сечением от 0,3 до 12 мм. Готовая продукция упаковывается в мотки. Максимальный вес мотка может доходить до 30 кг. Омедненная проволока может формироваться в мотки прямоугольные по своему сечению. Их высота составляет 50-90 мм. Внутренний диаметр у этого метиза может варьироваться от 100 до 400 мм. Что касается наружного диаметра, он варьируется в диапазоне от 175 до 600 мм.
Если имеется разрешение от потребителя, то легированная сварочная проволока может поставляться в катушках или кассетах. При этом она должна состоять из отрезков без разрывов. Намотка изделия выполняется плотно ровными рядами. Вероятность разматывания или распутывания материала в процессе транспортировки должна быть исключено.
Важные характеристики

Омедненная проволока для сварки марки СВ08Г2С на своей поверхности имеет остатки мыльного смазочного состава. Стоит сказать, что его наличие не является нарушением требований государственных нормативов
Обращаем внимание на то, что в составе смазки допустимым является наличие таких веществ, как сера и графит
Классификация
Признаки, по которым классифицируется сварочная проволока, следующие:
- назначению;
- виду поверхности;
- структуре;
- хим. составу.
По назначению изделия бывают общего и специального назначения. Проволока специального назначения предназначается для выполнения специфических работ – подводной сварки, сварки арматуры, ванной сварки и т.д. Такая проволока имеет химический состав, позволяющий упрощать вышеуказанные работы и содействовать получению сварного соединения высочайшего качества.
Проволока общего назначения предназначена для сварки, используется при проведении наплавочных работ и при изготовлении различных типов электродов (в маркировке присутствует буква Э).
По виду поверхности проволока выпускается неомедненной и омедненной (в маркировке присутствует буква О). Омедненная проволока применяется для сварки конструкций и изделий, изготовленных из углеродистой или низколегированной стали. Ее назначение – создать антикоррозионную защиту шву, а также способствовать устойчивости горения дуги. Особенно это актуально при проведении газовой сварки.
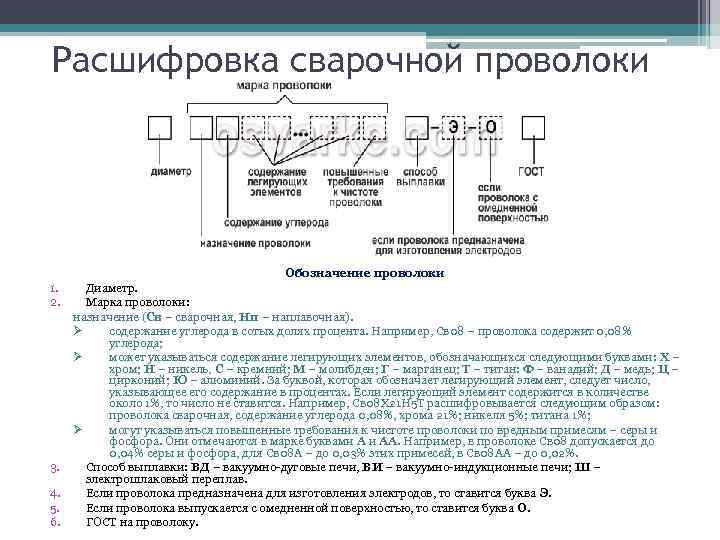
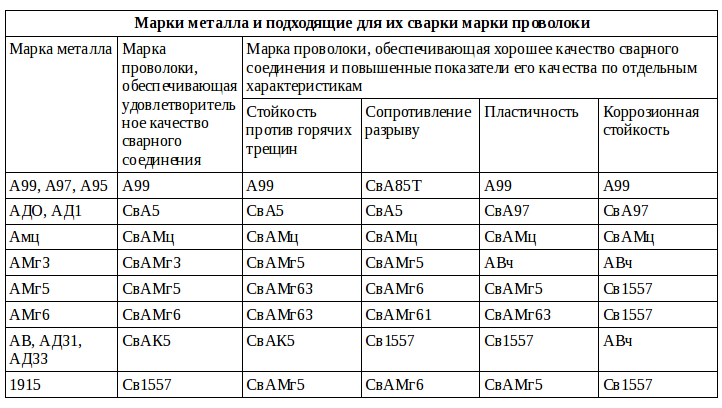
По структуре проволока бывает сплошной, порошковой и активированной. Состав стали, из которой изготавливают проволоку, имеет огромное значение при ее выборе для сварки конкретной марки металла и зависит от условного обозначения – маркировки. Обозначение проволоки
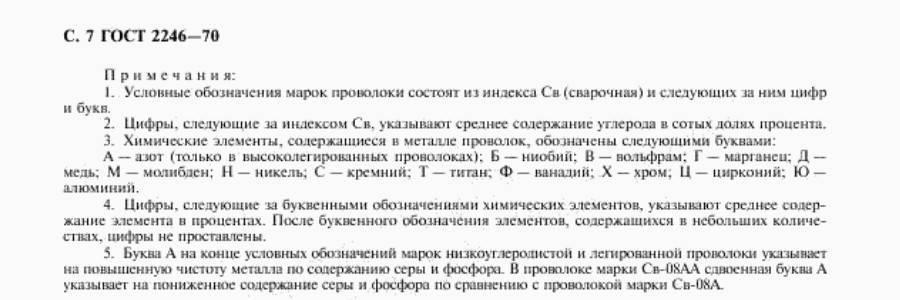
Хим. состав марок стали, из которой изготавливают проволоку, оговаривается в ГОСТ 2246-70 и согласно ему существует 6 марок, изготовленных из марок cтали с пониженным содержанием углерода, 30 марок – из легированной стали и 41 марка – из высоколегированной стали. Проволока считается низкоуглеродистой, если в ней суммарное содержание легирующих элементов составляет менее 2,5%, легированной, если суммарное содержание этих элементов находится в пределах от 2,5 до 10%, и высоколегированной – более 10%. Проволока имеет условное обозначение, которое говорит о количественном содержании различных элементов в ее составе.
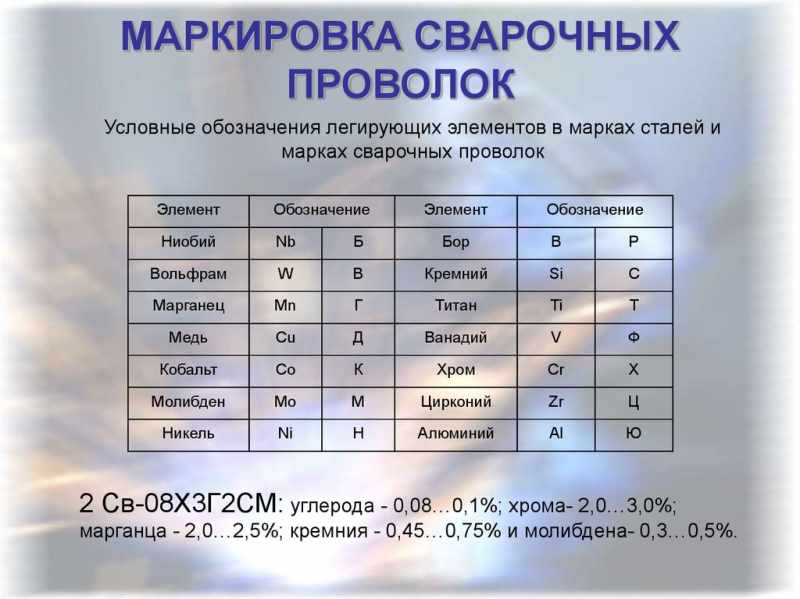
Маркировка состоит из цифр и букв, где цифры это количество элементов, входящих в состав проволоки в %, а буквы — название химического элемента. Сварочная проволока может иметь в своем составе следующие элементы:
- А (N) – азот;
- Б (Nb) – ниобий;
- В (W) — вольфрам;
- Д (Cu)– медь;
- М (Mo) — молибден;
- Н (Ni)– никель;
- С (Si)- кремний;
- Т (Ti) — титан;
- Ю (Al) — алюминий;
- Ф (V) — ванадий;
- Х (Cr)– хром;
- Ц (Zr) – цирконий.
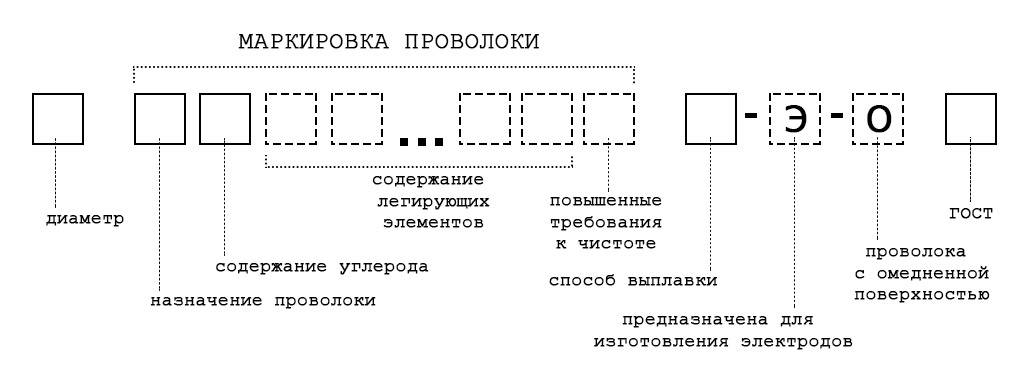
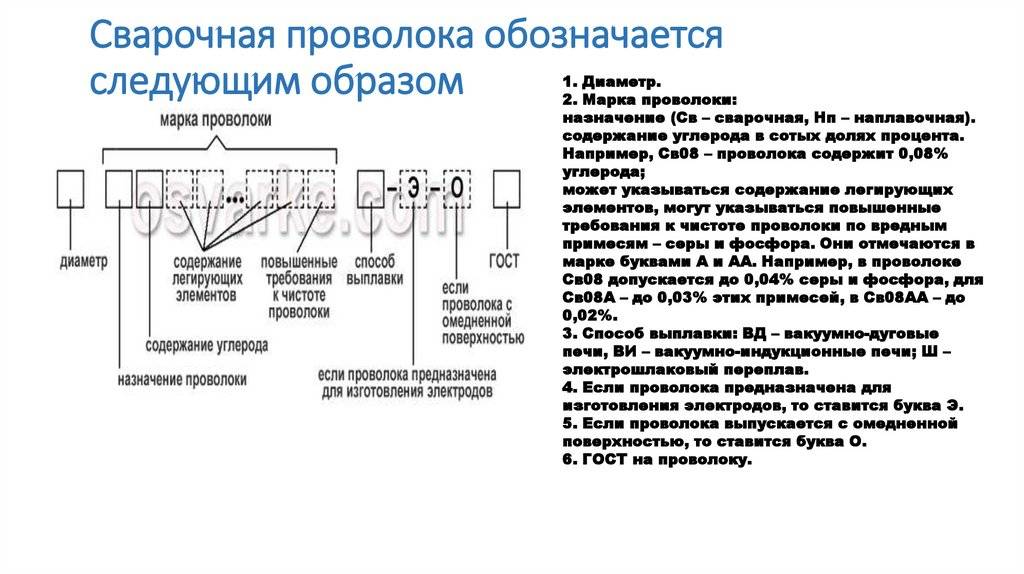
Перед маркировкой обязательно ставится цифра. После нее через дефис пишется Св. Цифра указывает Ø проволоки в мм, а Св говорит о том, что она предназначена для сварки. После Св идут цифры, указывающие на количество углерода (в сотых долях %) . В конце маркировки могут стоять буквы:
- А – в стали уменьшено содержание фосфора (Р) и серы (S);
- АА — проволока изготовлена из металла, у которого Р и S минимальное количество, т.е. металл очищен максимально от этих примесей.
Сера и фосфор негативно влияют на свариваемость, поэтому при сварке ответственных конструкций обязательно выбирают марки проволоки с пониженным их количеством.
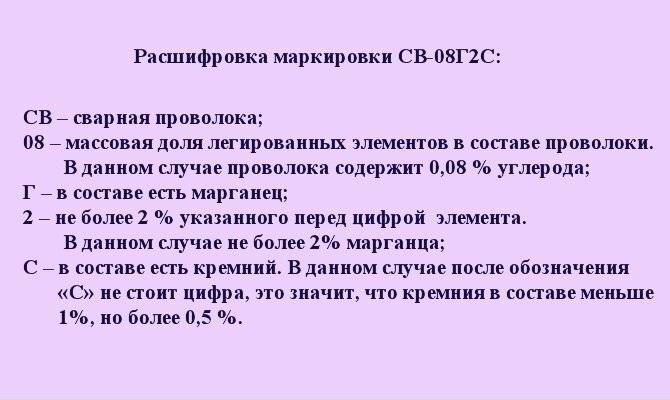
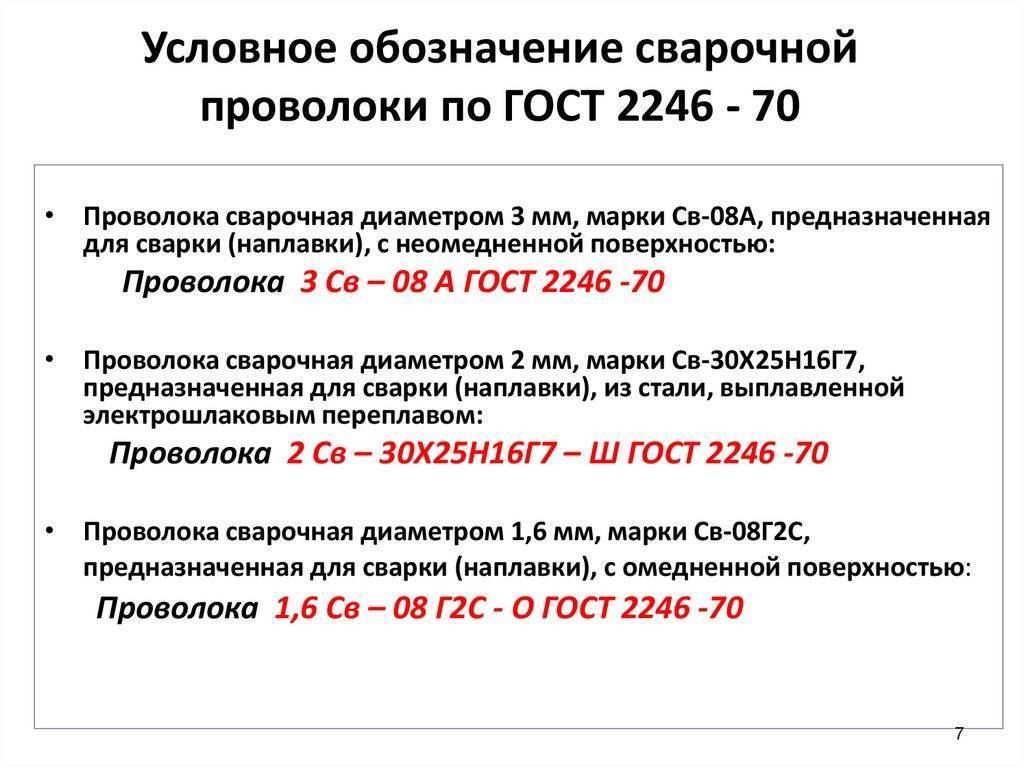
Пример условного обозначения самой применяемой марки проволоки при проведении сварочных работ и ее расшифровка:
3-Св08Г2С
где:
- 3 – диаметр в мм;
- Св – проволока сварочная;
- 08 – содержит 0,08 % углерода;
- Г2 – содержит 2% марганца;
- С – содержит до 1 % кремния.
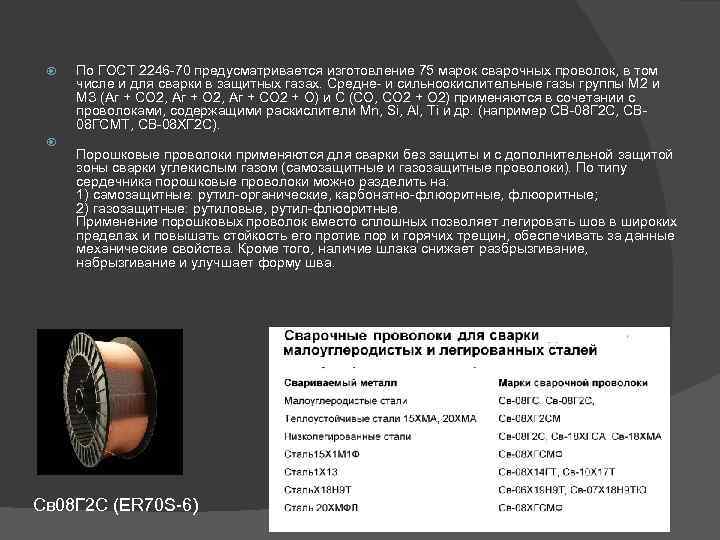
Св08Г2С используется и при ручной дуговой сварке, при выполнении наплавочных работ и при выполнении работ с помощью полуавтоматов и автоматов. Ею сваривают ответственные емкости, работающие под давлением, конструкции из различных сталей, трубопроводы, котлы и т.д. Проволока сплошного диаметра выпускается Ø от 0,3 до 12 мм.
Применение проволоки СВ08Г2С
В промышленности данная сварочная проволока применяется очень часто. При этом это могут быть самые разнообразные типы промышленности. Ее часто приобретают для сварочных полуавтоматов и автоматов. Проволока подходит для сварочных соединений, и для наплавки.
Чаще всего она берется:
- при зашивании дыр между частями заготовки;
- для образования валика на шве.
Нередко эту легированную проволоку используют как присадочный материал.
Благодаря оптимальному количеству кремния и марганца в составе, сварочная проволока СВ08Г2С применяется и для наплавки. Она позволяет:
- получить соединение высшего уровня;
- снизить стоимость изготовления сварного материала;
- добиться прочного шва.
Процесс получения
Традиционным способом производства рассматриваемого сортамента считается холодная прокатка на специализированных станках. Прокатка проводится по групповой технологии, когда получают материал в определённой размерной группе, а затем на волочильных барабанах непрерывного действия выполняют так называемое «мокрое» волочение в размер.
Особенность данного процесса заключается в том, что после заправки торцевой части стального мотка в зазор между фильерами (конец проволоки предварительно заостряют на специальном станке), в зону волочения подаётся под давлением смазочно-охлаждающая жидкость.
Она выполняет следующие функции:
- Охлаждает зону обработки, поскольку фильеры, несмотря на то, что изготовлены из высокостойкой инструментальной стали, заметно нагреваются, из-за чего могут потерять в своей износостойкости.
- Обеспечивает высокое качество поверхности проволоки, вследствие чего исключается нежелательное искажение сечения сортамента, и снижается шероховатость.
- Позволяет вести процесс деформирования с повышенными скоростями протягивания полуфабриката, не беспокоясь о возможных разрывах (такая опасность вполне вероятна, учитывая то, что в процессе волочения сталь подвергается преимущественно растягивающим напряжениям).
- Повышает качество конечной продукции из-за минимально возможных зазоров между волочильной фильерой и материалом. Точность проволоки после «мокрого» волочения составляет не менее ±0,01…0,02 мм по всей длине мотка.
После волочения, при необходимости, продукция обезжиривается, а оставшаяся технологическая смазка удаляется с поверхности. По желанию потребителя возможно выполнение химического травления в растворе концентрированной соляной кислоты. Иные способы (например, обработка в серной кислоте) нежелательны из-за заметного охрупчивания материала.

Видео:
Проволоки для сварки: требования стандарта и виды
Стандарт и обозначение
Для проведения качественных сварочных работ при строительстве или ремонте применяется сварочная проволока ГОСТ 2246-70. Он введен 01.01.1973 года и в настоящее время действует с изменениями и дополнениями. Он распространяется на холоднокатаную изготовленную из низкоуглеродистой, легированной и нелегированной стали. Определяет технические условия, марки и классификацию.
В тексте приводятся примеры условных обозначений для сварочной проволоки с расшифровкой. Например, проволока сварочная Св-08Г2С–0 ГОСТ 2246–70.
- Она предназначена для сварки, что обозначается «Св».
- Имеет омедненную поверхность – литера «О».
- Цифра «08» говорит о низком – 0,08% содержании углерода, то есть низкоуглеродистая.
- «Г2» определяет содержание марганца – 2%.
- «С» — кремния, после которого нет цифры, это значит его доля менее 1%.
- Итоговая сумма легирующих, то есть добавленных для придания определенных качеств и свойств, элементов составляет более 2,5%. В этом случае она считается легированной.
Она применяется при работах с автоматическими и полуавтоматическими аппаратами, как правило, в судо-, самолето-, машиностроении и строительстве. Применяется также при дуговой сварке в защитных газах.
Характеристики
Сварочный шов сделанный полуавтоматической сваркой Сварочная проволока обеспечивает надежное сваривание с ровным и чистым швом, а также заполняет зазор между краями металла. У этой марки небольшое содержание примесей: фосфора и серы. Это вредные вещества, которых в совокупности менее 0,03%. Также в ее составе незначительное количество хрома – 0,2% и никеля – до 0,25%. Практически нет титана и молибдена.
Как устанавливать новую бухту проволоки в полуавтоматический сварочный аппарат Диаметр ее может быть от 0,8 до 5 мм. Медное покрытие — до 0,15 мм. По времени сопротивления разрыву делится на две группы.
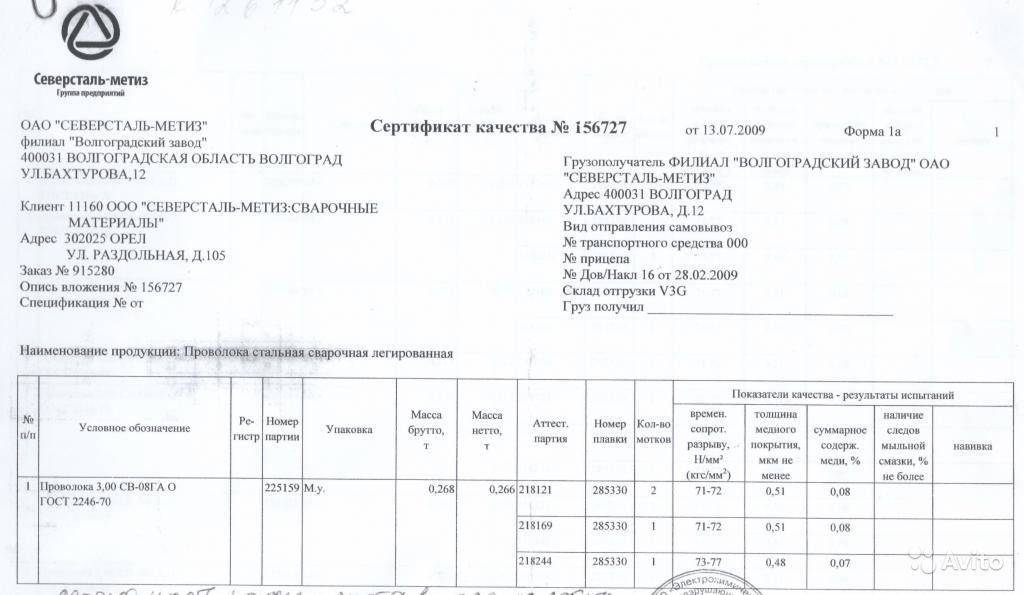
По ГОСТ она сворачивается, в зависимости от сечения, в мотках прямоугольной формы или крупногабаритных катушках весов до 1 тонны. И в таком виде поставляться потребителю. В мотках она должна быть одним отрезком и свернута рядами. Мотки перевязаны в трех местах. К каждому крепится ярлык с название производителя, маркой и номером партии. К каждой партии сварочной проволоки – сертификат, в котором указывается также состояние ее поверхности, химический состав, результат испытаний и масса.
Другие маркировки и виды
Проволока сварочная Св-08Г2С–0 ГОСТ 2246–70 за рубежом имеет
Подача проволоки из рукоятки полуавтомата
аналоги, которые маркируются по требованиям страны изготовителя — ER70S-6 или ER49-1.
Материал изготовления изделия, предъявляет требования к химическому составу проволоки, которой его предполагают сваривать. В энергетике и пищевой промышленности в основном применяются изделия и детали из алюминия или нержавеющей стали. Для них применяется соответственно сварочная проволока алюминиевая или нержавеющая. Работы с такими материалами требуют специального оборудования и навыков.
Умение и опыт сварщика во многом влияет и на расход сварочной проволоки.
Характеристики и назначение проволоки
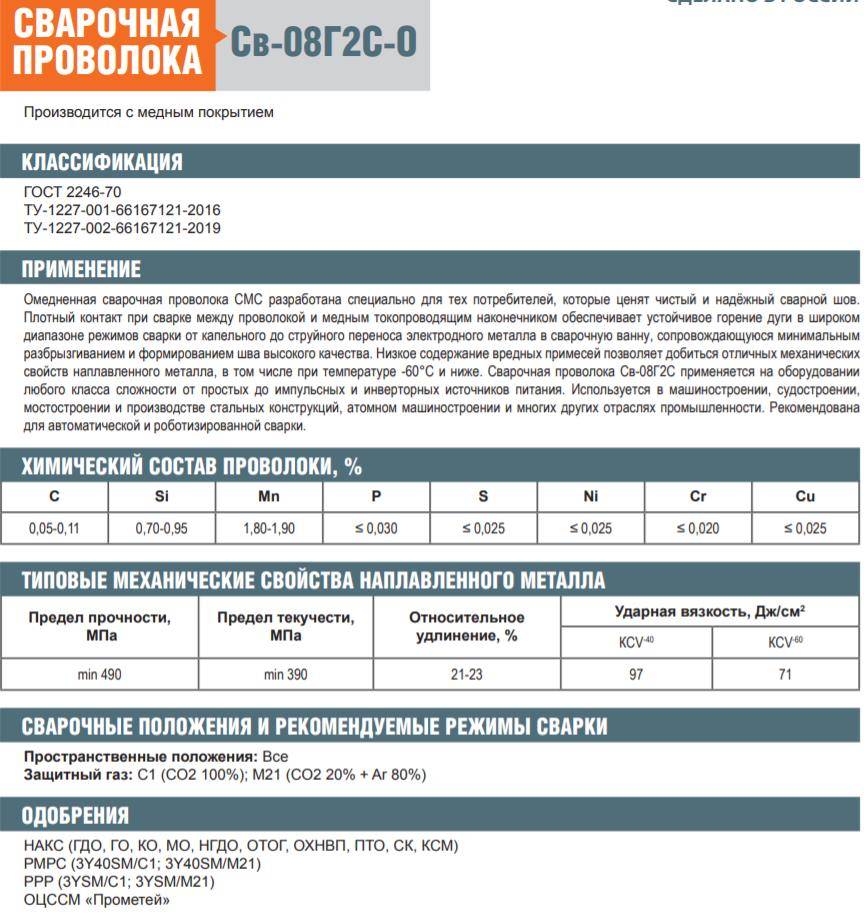
Проволока СВ08Г2С производится в соответствии с ГОСТом 2246-70 и ТУ 1227-220-10557608-2015. Основное назначение этой продукции заключается в использовании в качестве наплавки при выполнении аргонодуговой сварки, а также для изготовления плавящихся электродов для присадки при сварке.

Ее аббревиатура расшифровывается так:
СВ — обозначает назначение для сварки;
08 — количество углерода в процентах (С=0,08%);
Г — наличие в составе марганца;
2 — количество марганца в процентах.
С — наличие в составе кремния, не более 1%.
Виды продукции и химические элементы в составе
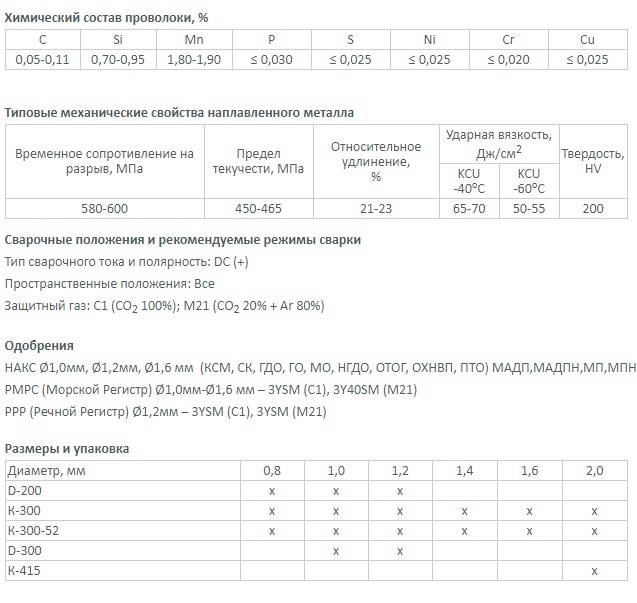
Производят проволоку в двух видах: с покрытием медным слоем (в обозначении добавляется в конце О, что значит «омедненная») и без применения покрытия Омедненная продукция производится с сечением от 0,8 до 2,0 мм и может иметь размер: 0,8; 1,0; 1,2; 1,4; и 1,6 мм.
Непокрытые изделия имеют сечение в диапазоне от 0,6 до 6,0 мм.
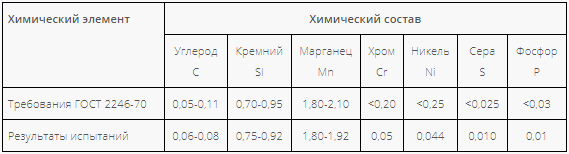
В состав продукции в соответствии с нормативной документацией должны входить:
С= 0,05 — 0,11%; Mn= 1,8 — 2,1 %; Si= 0,70 — 0,95%; S< 0,025 %; Р< 0,03 %; Cu < 0,25 %.
Общее содержание меди для проволоки с покрытием не более 0,3% (с учетом покрытия медью, толщиной не менее 0,1 мкм).
В состав также может входить не более 0,25% никеля и не больше 0,2% хрома.
Требования к условиям поставки
ПОСМОТРЕТЬ Проволока сварочная на AliExpress →
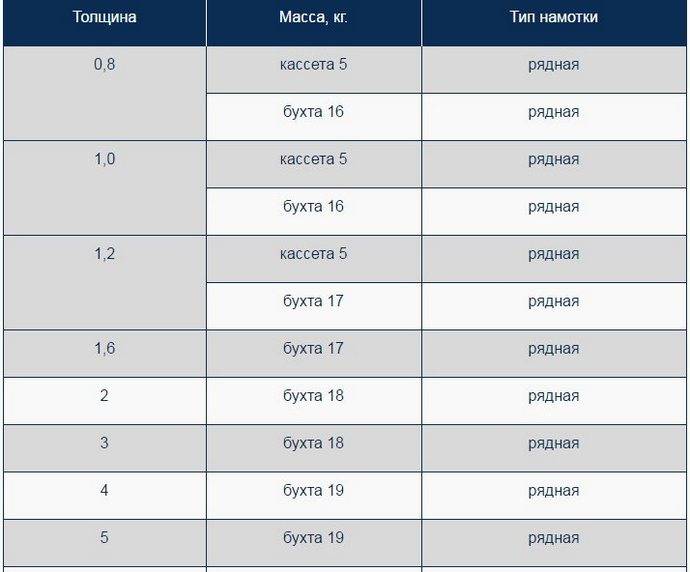
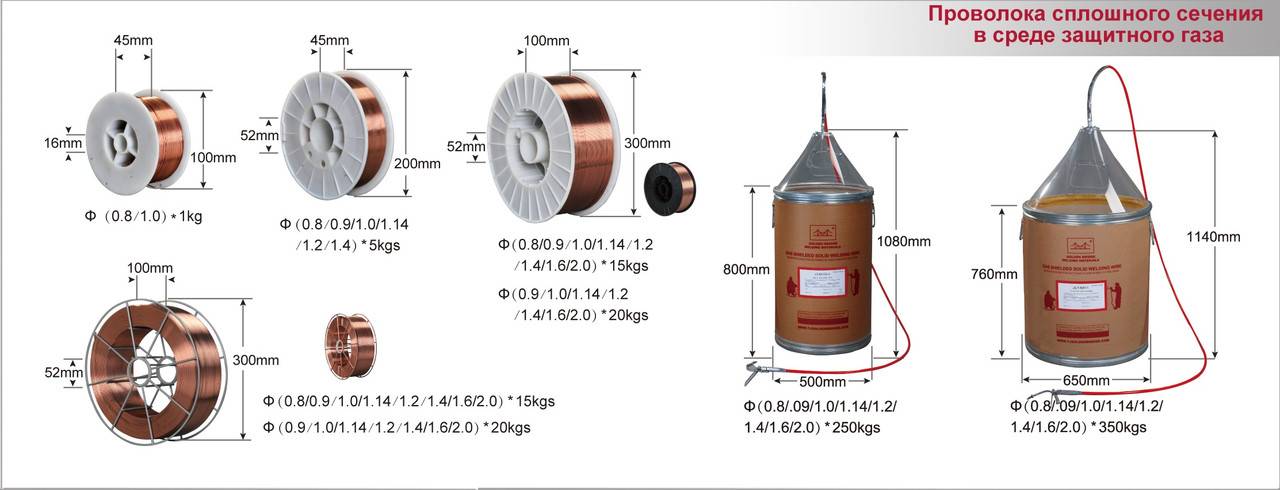
Поставка изделий с согласия потребителей осуществляется в катушках или кассетах весом 5 кг или 15 кг. Намотка проволоки должна представлять непрерывную нить, уложенную плотными рядами, не допускающими ее произвольного разматывания во время транспортировки.
Продукция большого диаметра реализуется в герметичных упаковках без намотки на катушки, весом по 80 или 250 кг.
Допускается термическая обработка поставленной проволоки для улучшения ее свойств, если по стандартной технологии изготовления это не было предусмотрено.
Поверхность продукции с медным покрытием иногда при поставке может иметь остатки технологической обработки в виде мыльной смазки. Это, в соответствии с требованием ГОСТ, допустимо в небольших количествах, но при этом в составе смазки не должна присутствовать сера и графит.
Механические характеристики
- Изделия после изготовления обязательно проходят проверку на разрыв.
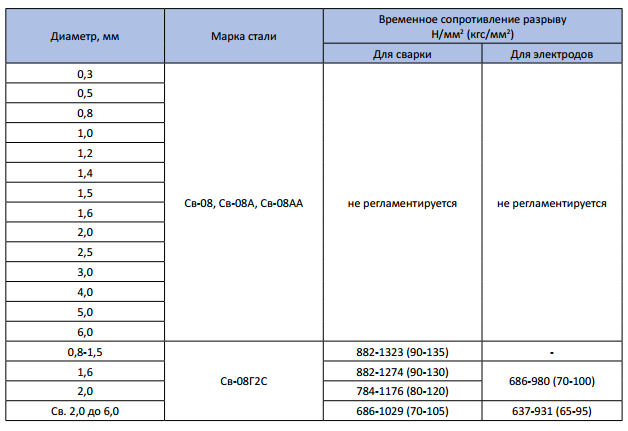
Допускаются следующие показатели сопротивления разрыву (Sв кгс/мм2):
- для Ø до 1,5 мм значение Sв должно быть в интервале от 90 до 135;
- для Ø 1,6 мм — в интервале 90-130(для наплавки) и 70-100 (для электродов);
- для Ø 2,0 мм — в интервале 80-120 (для наплавки), 70-100 (для электродов);
- для Ø больше 2,0 мм в интервале 70-105 (для наплавки), 65-95 (для электродов).
- Показатель относительного удлинения не менее 30%.
- Значение предела текучести в МПа — в интервале от 415 до 440.
- Показатель ударной вязкости, (Дж/см2): при 40оС равен 56, при 20оС — 69.
Требования к сварочной проволоке СВ08Г2С
В государственном стандарте 2246-70 зафиксированы технические характеристики и химический состав изделий для сварки этим метизом. Нормативными документами регулируется содержание в этом материале следующих элементов в процентах:
- никель — количество этого элемента составляет до 0,25;
- хром – его содержание не превышает 0,2;
- марганец — его величина может достигать 2,1;
- кремний – содержание этого элемента может достигать до 0,95;
- сера – в составе метиза содержание этого компонента может достигать 0,025;
- фосфор – он содержится в этом метизе в количестве 0,03;
- углерод — его значение варьируется от 0,05 до 0,11.
Такими элементами, как алюминий, ванадий и рядом других омедненная легированная проволока СВ08Г2С обычно не легируется. Допустимым является наличие в ней марганца в количестве от 0,65 до 2,1%. Отметим, что это требование предъявляется лишь к метизу, у которого диаметр не превышает величины 1,4 мм. Если производится обычная проволока, то в ней содержание меди не может быть более 0,25%. Нормативами допускается содержание в ней до 0,01% азота. Такой метиз используется не только для сварочных работ, но и для наплавки.




В настоящее время метиз этой марки выпускается сечением от 0,3 до 12 мм. Готовая продукция упаковывается в мотки. Максимальный вес мотка может доходить до 30 кг. Омедненная проволока может формироваться в мотки прямоугольные по своему сечению. Их высота составляет 50-90 мм. Внутренний диаметр у этого метиза может варьироваться от 100 до 400 мм. Что касается наружного диаметра, он варьируется в диапазоне от 175 до 600 мм.
Если имеется разрешение от потребителя, то легированная сварочная проволока может поставляться в катушках или кассетах. При этом она должна состоять из отрезков без разрывов. Намотка изделия выполняется плотно ровными рядами. Вероятность разматывания или распутывания материала в процессе транспортировки должна быть исключено.
Важные характеристики
У легированной сварочной проволоки СВ08Г2С величина сопротивления на разрыв должна колебаться от 882 до 1372 МПа. Такие требования предъявляются к сварочному метизу диаметром от 0,3 до 0,5 мм. Для сварочной проволоки диаметром 2 мм это требование выражено в сопротивлении от 686 до 1029 МПа. Обычная и омедненная проволока может термически обрабатываться, если эти показатели не обеспечены технологией производства. Омедненная проволока для сварки марки СВ08Г2С на своей поверхности имеет остатки мыльного смазочного состава. Стоит сказать, что его наличие не является нарушением требований государственных нормативов
Обращаем внимание на то, что в составе смазки допустимым является наличие таких веществ, как сера и графит
Процесс получения
Проволока 08Г2С распространенная марка, потому что универсальна — с её помощью сваривают низколегированные стали и металлы с содержанием углерода. Она идеально подходит для работы начинающих сварщиков и опытным мастерам, реализуется в кассетах для профессионального использования весом 15 и более кг, компактный вариант — в катушках 5 кг.
При длительном хранении проволока не разматывается, поскольку намотка рядов выполнена плотно. Для производственных целей сварочная проволока такой маркировки реализуется в бухтах от 250 кг до массы более тонны. Такая упаковка действует на проволоку благоприятно и при прохождении через автомат подачи не изнашивает детали за счет скрученности. Стоимость в упаковке намного дешевле, чем намотанной на катушки или кассеты.
Маркировка, упаковка, транспортирование и хранение
Учитывая размер изделия и требования к чистоте поверхности, маркировка товара производится на ярлыках, прикрепленных на мотки. В случаях пластиковых катушек, наклеивается на ее торце. Порядок данных в маркировке строго регламентирован.
- Цифрой обозначается диаметр.
- Св – сварочная.
- Состав. Цифрами и буквами указывается содержание углерода и основных легирующих веществ. Буква А в конце обозначает улучшенное качество.
- Тип покрытия или его отсутствие.
- Вид переплава.
- ГОСТ, по которому изготавливается продукция.
Проволока выпускается в кассетах весом 1 – 15 кг, на пластмассовых катушках весом до 20 кг. Намотка рядная, равномерная. Мотки и бухты могут весить 80 кг. Каждая катушка или бухта содержат проволоку только одной плавки и партии. Они обматываются в 2 слоя непромокаемой – промасленной, бумагой и укладываются в картонные или деревянные ящики. На каждую партию выписывается Сертификат качества. В нем содержится:
- товарный знак изготовителя;
- номер партии;
- ГОСТ;
- химический состав.
На каждом сертификате стоит его регистрационный номер, на который ссылаются при выписывании копий. Кроме этого подписи начальника цеха и ОТК.
Транспортировка допускается любым типом транспортных средств крытого типа.
Хранение производится на складах, в сухих закрытых помещениях. Высота штабелей на должна превышать 1,5 м. Ширина проходов более 1 м.





