

Критерии выбора переносных станков
Перед тем как приступить к выбору конкретной модели шлифовального станка, необходимо решить, для чего он будет использоваться. В точильно-шлифовальных станках в качестве инструмента используют шлифовальные диски из твердых материалов, поэтому на таком оборудовании можно срезать значительные слои металла и делать глубокие выборки.
Ленточные и дисковые станки предназначены только для шлифовки, и на них можно получить высокое качество обработанной поверхности или сделать тонкую доводку.
Далее следует определиться, как будет эксплуатироваться будущий станок для шлифовки. В этом случае важны следующие характеристики:
- Показатели массы и габаритов. Если станок будет «кочевать» между объектами или домом и дачей, то желательно, чтобы его вес не превышал 15–20 кг, а габариты — размеров багажника легкового автомобиля.
- Мощность. Этот параметр напрямую связан с производительностью. Для мелких домашних работ достаточно 300–400 Вт, а для обработки ступеней, перил, балясин и прочих деревянных изделий на строительстве дома потребуется не менее 700–800 Вт.
- Скорость движения ленты. От этого показателя зависят как производительность, так и возможность обработки твердых материалов.
- Виды, стоимость и доступность расходных материалов. На разном оборудовании применяются различные длины шлифовальных лент и диаметры дисков. Желательно использовать самые распространенные размеры.
Станок точильно-шлифовальный ТШ-3М (3К634, 3Б634)
| НАИМЕНОВАНИЕ ПАРАМЕТРА | МОДЕЛЬ ТШ-3М |
| Диаметр изношенного круга, мм: | 220 |
| Наружный диаметр круга, мм: | 400 |
| Высота круга, мм: | 40 (50) |
| Посадочный диаметр, мм: | 127 |
| Класс неуравновешенности: | кл. 2 или кл. 1 |
| Напряжение, В: | 380 |
| Высота центров кругов от основания, мм: | 974±5 |
| Максимальная скорость резания, м/с: | 30 |
| Частота вращения вала, об/мин: | 1500 |
| Масса, кг: | 210 |
| Мощность, кВт: | 5,5 |
| Габаритные размеры станка, мм: | 680(±5) x500(±5)x1280(±5) |
Станок точильно-шлифовальный ТШ-3М (аналог 3К634, 3Б634, 3Т634-01) очень популярен среди поставщиков оборудования и широко применяется в производственных целях, в мастерских и производственных лабораториях, нередко приобретается частными лицами, специализирующимися на индивидуальных токарно-слесарных работах.
Независимо от требований производства станки используют для проведения качественных токарно-слесарных работ, заточки производственного инструмента, шлифования и полировки изделий. Главный привод имеет мощность 5,5 кВт при номинальной частоте вращения 1500 об./мин.
Точильно-шлифовальный станок серии ТШ-3М хорошо зарекомендовал себя в финальной обработке деталей, позволяет максимально качественно снять фаски, заусенцы и отполировать металлические детали. Устройство также используется для высококачественной заточки различного производственного инструмента и незаменимо в работе крупных предприятий, имеющих на своей базе необходимую ремонтную базу. Станок модификации ТШ-3М.20 укомплектован устройством отключения электродвигателя при поднятии защитного экрана.
Станок поставляется в собранном виде, в специальной упаковке (позволяет обеспечить его транспортировку и длительное хранение).
Комплектация точильного станка ТШ-3М:
- Шлифовальные круги 2 шт: 400х40х127, 25А F46 К-L1700 (ГОСТ P52588-2006), 400х40х127, 64C F46 К-L1700 (ГОСТ P52588-2006);
- Защита рабочей зоны: ограждение кругов 2 шт., защитные экраны 2шт.;
- Освещение рабочей зоны: светильник местного освещения 1шт.;
- Электроуправление: кнопочное, с нулевой защитой.
- Техническая документация (паспорт, руководство по эксплуатации и т.п.) и дополнительные комплектующие в соответствии с договором на поставку.
Станки ТШ-3.10 не комплектуются устройством отключения электродвигателя при поднятии защитного экрана.
Модельный ряд станка ТШ-3
Станкис прямым приводом и шлифовальным кругом400х40х127 мм. 3 кВт, 1000 об/мин. ТШ-3.10 (аналог ТШС 400)
ТШ-3.20 (аналог ТШС 400.1) c доп.блокировкой двигателя
ТШ-3.25 с пылесосом
ТШ-3.35 с пылесосом и блокировкой двигателя
Станкис прямым приводом и шлифовальным кругом400х40х127 мм. 5,5 кВт, 1500 об/мин. ТШ-3М (аналог 3К634, 3Б634, 3Т634-01)
ТШ-3М.20 с доп.блокировкой двигателя
ТШ-3М.25 с пылесосом
ТШ-3М.35 с пылесосом и блокировкой двигателя
Станкис ременным приводом и шлифовальным кругом400х40х127 мм. 3 кВт, 1000 об/мин. ТШ-3М
ТШ-3М.20 с доп.блокировкой двигателя
ТШ-3М.25 с пылесосом
ТШ-3М.35 с пылесосом и блокировкой двигателя
Читайте РУКОВОДСТВО ПО ВЫБОРУ ТОЧИЛЬНО-ШЛИФОВАЛЬНЫХ СТАНКОВ СЕРИИ ТШ
3Б634 станок точильно-шлифовальный напольный. Назначение, область применения
Точильно-шлифовальный станок с двумя кругами модели 3Б634 предназначен для выполнения следующих операций:
- заточки быстрорежущих и оснащенных пластинками твердого сплава резцов высотой до 100 мм;
- заточки сверл диаметром 12..50 мм;
- заточки слесарного инструмента;
- снятия заусениц, фасок и других слесарных работ;
- шлифовки деталей абразивной лентой;
- полировки деталей
Использовать станок для обдирки литых и сварных деталей не рекомендуется.
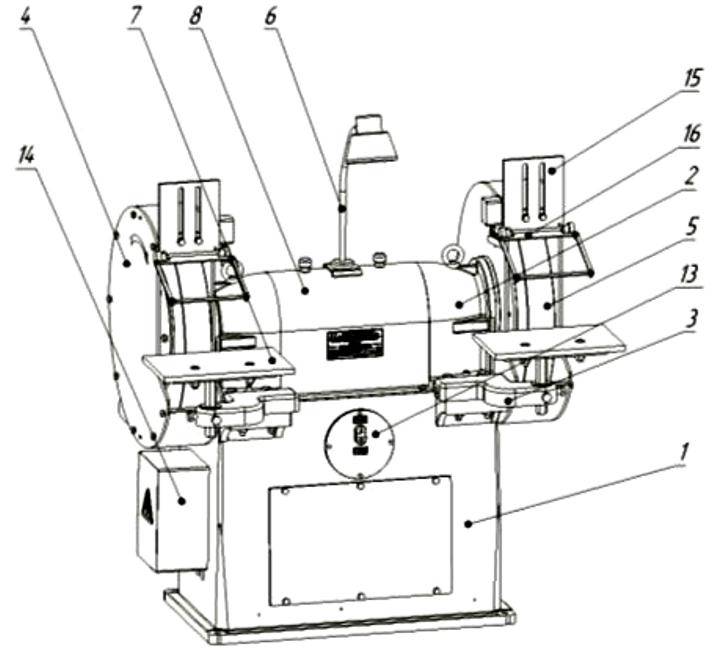
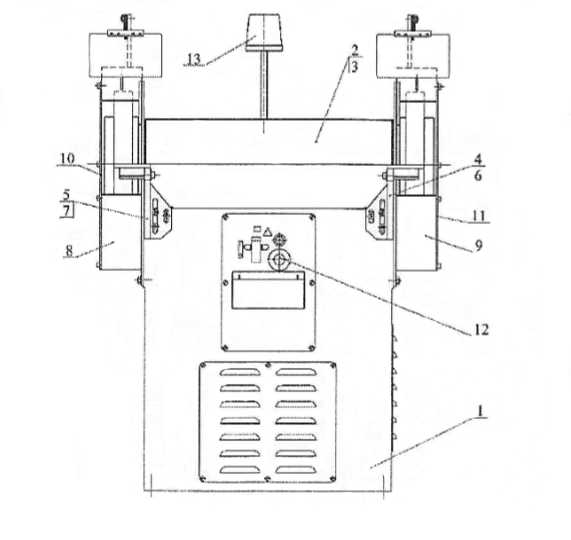
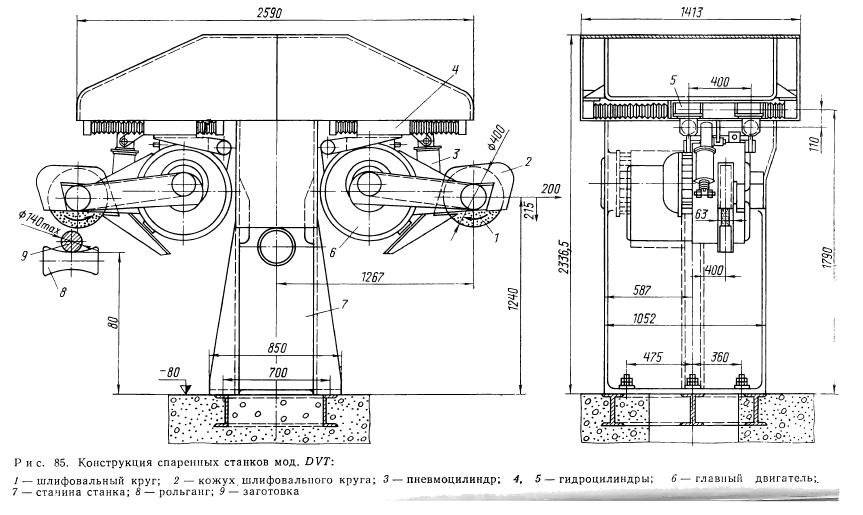
Особенности конструкции и принцип работы станка 3Б634
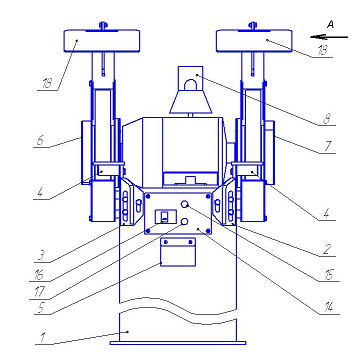
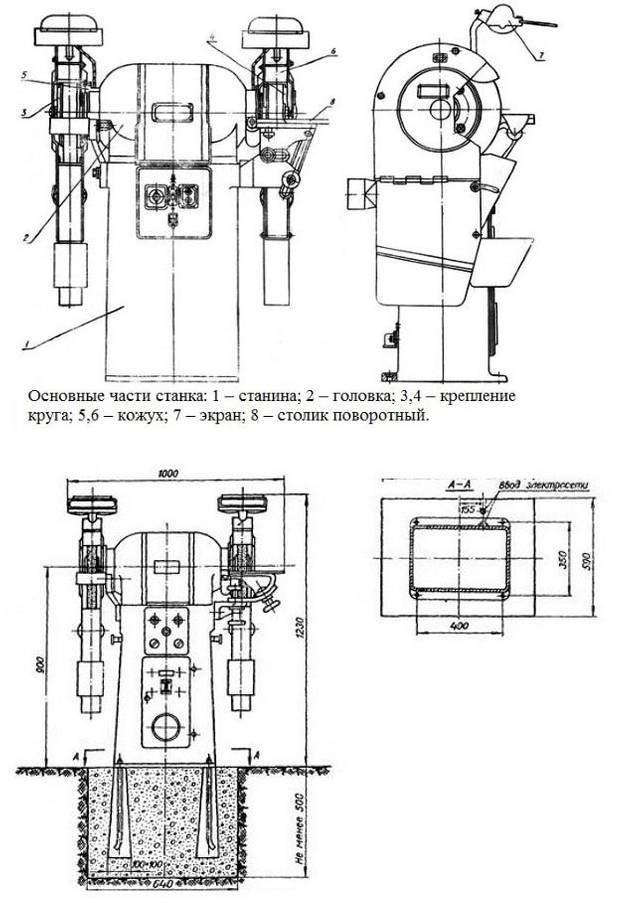
Основной частью точильно-шлифовального станка 3Б634 является шлифовальная головка (рис. 5). В головку вмонтирован двухскоростной электродвигатель, вал которого является шпинделем станка. Статор, ротор и крыльчатка вентилятора расположены в корпусе с двумя крышками, в которых размещены шарикоподшипниковые опоры шпинделя (рис. 6).
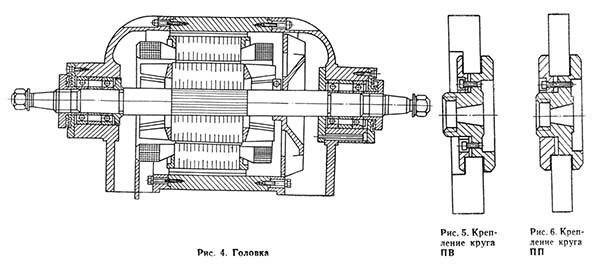
Шлифовальная головка точильно-шлифовального станка 3Б634
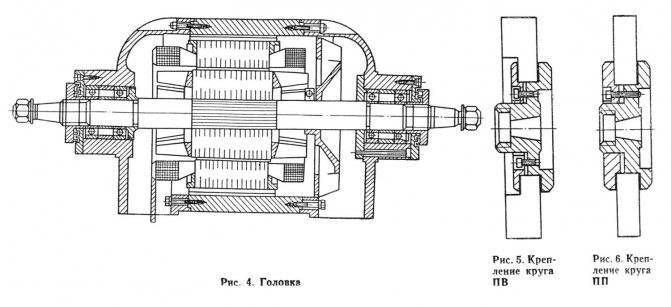
Шарикоподшипниковые опоры представляют собой сдвоенные радиально-упорные шарикоподшипники высокой точности № В36209Л с выбранными осевыми люфтами. С наружных сторон выполнены осевые лабиринтные уплотнения, с внутренних — жировые канавки.
Охлаждение электродвигателя осуществляется за счет циркуляции воздуха, для чего опорные крышки головки имеют окна, связывающие внутренние полости станины и головки. Для крепления защитных кожухов и некоторых приспособлений (для полировальных работ, ленточного шлифования и др.) на крышках головки имеются две цапфы. Крепление головки к станине осуществлено при помощи шпилек.
Станина представляет собой чугунную отливку с размещенным в ней электрошкафом. Внутри станины укреплена панель с электрооборудованием. Доступ к электрооборудованию возможен в результате наличия проема в передней стенке, герметично закрываемого дверкой.
На станок устанавливают шлифовальные круги типов ПП 400 х 50 х 203 (плоский прямого профиля) и ПВ 400 х 60 х 203 (плоский с выточкой). Круги насаживают на переходные фланцы, закрепленные на конусной части шпинделя. Переходные фланцы с наружной стороны имеют три сухарика, при помощи которых осуществляется балансировка шлифовальных кругов.
Шлифовальные круги ограждены защитными кожухами, изготовленными из листовой стали.
На лицевой стенке кожуха имеется зев для доступа к шлифовальному кругу. В верхней части зева расположен козырек, при помощи которого поддерживается зазор не более 6 мм между козырьком и шлифовальным кругом, в нижней части зева — выдвижная заслонка для отсоса пыли. При установке приспособления для заточки сверл заслонку полностью задвигают в кожух. Боковая стенка кожуха шарнирно соединена с кожухом и может быстро отбрасываться для замены и осмотра шлифовального круга.
Внизу кожуха расположен пылесборник, в котором собирается до 40% пыли, отсасываемой из зоны работы станка. Не менее одного раза в смену пылесборник необходимо очищать от накопившейся пыли.
Кожух оснащен патрубком для подсоединения к вытяжной системе. Сверху к кожуху приварена втулка крепления защитного экрана.
Защитный экран (рис. 9) выполнен заодно со светильниками. Для удобства эксплуатации экран может быть повернут относительно горизонтальной оси на 15°. В светильники вмонтированы по две лампы 41,6 Вт, обеспечивающие хорошую освещенность.
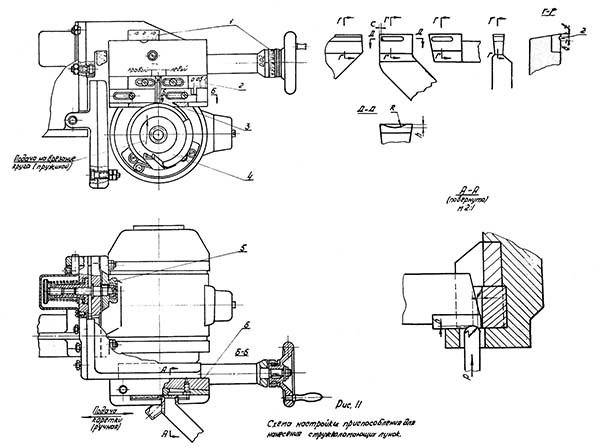
Для заточки резцов и зачистки деталей на станке оборудованы поворотный столик (рис. 10) и подручник (рис. 11). Поворотный столик представляет собой стальную плиту, прикрепленную винтами к чугунному кронштейну, который может перемещаться по криволинейной направляющей. Таким образом, столик может занимать наклонное положение относительно торца шлифовального круга. Направляющая столика крепится к кронштейну, который, в свою очередь, прикреплен к станине. В результате двух перемещений столика в горизонтальной плоскости компенсируется износ круга по торцу и боковой поверхности.






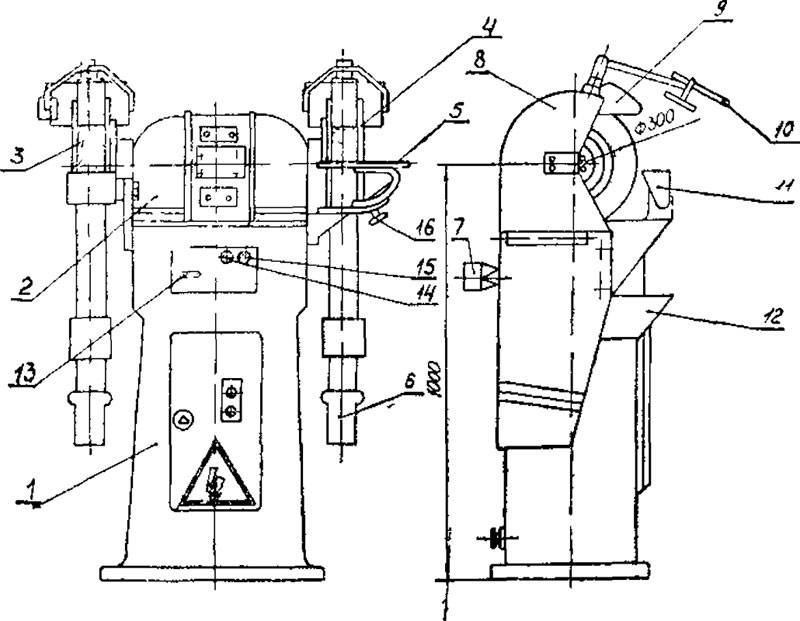
Подручник представляет собою стальную деталь с двумя рабочими поверхностями: плоской и криволинейной. Плоской рабочей поверхностью рекомендуется пользоваться при шлифовании деталей, имеющих опорную плоскость. Если требуется отшлифовать кривую поверхность детали при отсутствии хорошей опорной плоскости или при необходимости частой перенастройки угла установки подручника, нужно пользоваться криволинейной рабочей поверхностью подручника. Крепление подручника к кронштейну выполнено таким образом, что он может перемещаться на круг, по вертикали и вращаться вокруг оси. Необходимо следить, чтобы зазор между кругом и подручником был не более 3 мм.
Стандартное устройство аппарата
Шлифовальный станок 3М636 имеет несколько основных узлов, которые слаженно работают между собой. Конструкция обдирочно-шлифовального станка не представляет собой ничего сложного.
Головка с двухскоростным электрическим двигателем. Благодаря ей обеспечивается движение абразивных кругов. Вал размещен в корпусе с двумя крышками. Его концы оснащены подшипниковыми узлами, одновременно являющимися опорой для шпинделя.
Опоры шпинделя – представленный узел обеспечивает надежность оборудования, точность вращения кругов. В опорах присутствуют уплотнители.
Узел охлаждения – работа электродвигателя сопровождается выделением большого количества тепла, которое способно привести к поломке. Поэтому во время работы устройство должно охлаждаться. Осуществляется это за счет потоков воздуха, находящихся в полости корпуса и внутри станины. Они циркулируют постоянно, у них нет препятствий.
Крышки головки – к ним крепятся защитные кожухи. Дополнительно на них разрешено зафиксировать приспособления, осуществляющие полировку заготовок.
 Крышки головки шлифовального станка
Крышки головки шлифовального станка
Станина – чаще всего она изготавливается из чугуна. Внутри станины расположен шкаф, в котором и прячется все электрическое оборудование. В передней его части есть окошко, дающее доступ ко всем внутренним узлам оборудования. Во время работы оно надежно закрывается крышкой.
Прозрачные защитные экраны. Они защищают от металлической пыли и делают работу более удобной. Дополнительным приспособлением принят светильник.
Замена шлифовальных кругов производится быстро, ведь для этого нужно просто откинуть боковую часть кожуха.
Конструкция аппарата достаточно проста, поэтому некоторые народные умельцы способны соорудить аппарат самостоятельно. Однако, в домашнем хозяйстве не нужен стационарный вариант, так как дома не придется ежедневно обрабатывать сотни заготовок.
Сведения о производителе универсального заточного станка 3К634
Точильно-шлифовальный станок модели 3К634 выпускается Мукачевским станкостроительным заводом им. Кирова в настоящее время — Мукачевский станкозавод, ОАО.
Точильно-шлифовальный станок 3К634 заменил станок модели 3Б364.
Станки, выпускаемые Мукачевским станкостроительным заводом им. Кирова
- 3Б632, 3Б632в — станок точильно-шлифовальный для заточки резцов 50 х 50
- 3Б634 — станок точильно-шлифовальный напольный Ø 400
- 3Д641е — станок универсально-заточной Ø 250 х 650
- 3К631 — станок точильно-шлифовальный настольный Ø 150
- 3К634 — станок точильно-шлифовальный напольный Ø 400
- 3Л631 — станок точильно-шлифовальный настольный Ø 200
Специфика применения плоскошлифовальных станков в современных условиях
В современных условиях, на производстве и в быту, существует такое бесчисленное множество эффективных технологических процессов для создания, как деталей необходимой качества поверхности, размера, формы, так и создания заготовок.
На сегодняшний день все современные промышленные предприятия, как правило, используют для этой цели станки. Сегодня, шлифовка на плоскошлифовальном станке является не только одним из часто применяемых способов работы, она так же является гарантом результата точности габаритов деталей.
Преимущество использования плоскошлифовального станка, это, прежде всего — минимальные затраты рабочего времени на крепеж и установку.
Итак, современный плоскошлифовальный станок это металлорежущий агрегат, при помощи абразива на котором выполняется обработка поверхностей изделий из металла.
Плоскошлифовальный станок, как правило, применяется для таких видов работ, как:
— резка материалов;
— обдирка заготовок;
— высокоточная обработка поверхностей деталей;
— чистовая обработка различной резьбы;
— очистка зубчатых колес и др.
Необходимо отметить, что специфической особенностью данных агрегатов, является чистовая обработка деталей, соответственно доводки форм деталей на данном станке невозможна.
Оснащение станка специальным оборудованием
Станок 3К634 оснащен дополнительным оборудованием – опорным столом с помощью, которого производятся заточка сверл с допустимым диаметром от 6 до 60 мм. Возможно также проведение операций по снятию фасок и полировки обрабатываемых деталей с предварительным выбором рабочего режима станка.
Основные параметры обработки заготовок:
- Обработка заготовки с помощью дополнительно устанавливаемой шлифовальной ленты 300 см.
- Заточка резцов с параметрами от 6 до 100 мм.
- Использование абразивных кругов с показателями:
- D- 400 мм;
- H – 50 мм;
- Dпос.- 203 мм.
- Заточка различных сверл с допустимым углом от 70° до 140°.
- Обработка деталей с использованием специального полировочного круга с характеристиками:
- D-400 мм;
- H-55 мм;
- Dпос.-50 мм.
- Рабочие характеристики шпинделя:
- допустимая скорость обработки – 30 м/мин.
- обороты вращения вала – 1440 об/мин.
Станок 3К634 используется в основном для обработки отдельных небольших партий деталей и при проведении ремонтных работ.
Сведения о производителе плоскошлифовального станка 3Б722
Производитель плоскошлифовального станка 3Б722 — Липецкий станкостроительный завод, основанный в 1929 году.
В 1956 года ремонтно-тракторный завод был переориентирован на выпуск станков и переименован в Липецкий станкостроительный завод.
Станки модели 3Б722 В являются типовыми представителями гаммы плоскошлифовальных станков с прямоугольным столом среднего типоразмера и позволяет с микронной точностью обрабатывать плоские поверхности самых различных деталей. При применении дополнительных приспособлений на этих станках возможна обработка и фасонных поверхностей.
Станки, выпускаемые Липецким станкостроительным заводом, ЛСЗ
- 3Б722 — станок плоскошлифовальный с горизонтальным шпинделем 320 х 1000
- 3Д722 — станок плоскошлифовальный с горизонтальным шпинделем 320 х 1000
- 3Л722В, 3Л722А — станок плоскошлифовальный с горизонтальным шпинделем 320 х 1000
- 3П722 — станок плоскошлифовальный с горизонтальным шпинделем 320 х 1000; 320 х 1250; 320 х 1600
Способы и особенности плоского шлифования
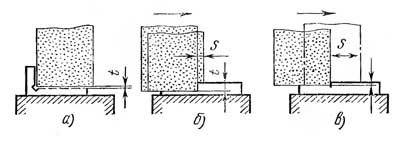
Рис. 1. Способы шлифования периферией круга:
а — врезанием, б — глубинным методом, в — с малой подачей на глубину и большой поперечной подачей, t — подача на глубину, s — продольная подача
В зависимости от поверхности круга, осуществляющей обработку, различают шлифование периферией круга и торцом круга. Рассмотрим основные способы шлифования периферией круга.




Шлифование врезанием применяется при обработке деталей, ширина которых меньше высоты или когда шлифуемая плоскость ограничена буртами. Шлифование производится без поперечной подачи. Подачу на глубину осуществляют при выходе круга за пределы детали с одной или двух сторон во время реверсирования стола (рис. 1, а). При этом способе шлифования происходит большой износ круга, что требует частых правок. Высокая точность обработки при этом не обеспечивается.
Глубинное шлифование — процесс, при котором за один ход стола при очень малой скорости продольной подачи снимается полный припуск. При этом шлифовальный круг подается сразу на всю глубину (рис. 1, б). При этом способе можно применять как попутное, так и встречное шлифование, съем стружки происходит лишь в одном направлении перемещения стола, реверс стола осуществляется при увеличенной скорости. Так как основная тяжесть съема припуска падает на абразивные зерна, расположенные около торца круга, происходит довольно значительный износ его, поэтому рекомендуется оставлять припуск 0,01—0,02 мм и снимать его с применением поперечной подачи после правки круга.
Шлифование с прерывистой поперечной подачей позволяет качественно обработать даже большие поверхности. Величина поперечной подачи зависит от высоты шлифовального круга и никогда не должна быть больше. В крайних положениях в поперечном направлении круг должен выступать за кромку детали на половину его высоты. В продольном направлении должна быть обеспечена возможность выхода круга за пределы обоих концов детали на 50—60 мм. Подача на глубину осуществляется обычно вместе с реверсированием в поперечном направлении. При этом способе шлифования особенно при обработке больших поверхностей, на последних ходах следует выбирать очень маленькую величину подачи на глубину, чтобы уменьшить неточность, создаваемую кругом вследствие его износа (рис. 1, в).
Шлифование с непрерывной поперечной подачей. Поперечная подача осуществляется непрерывно, величина ее за каждый ход стола не должна превышать половины высоты круга. По сравнению с предыдущим способом, последний обеспечивает возможность получения более высокой точности обработки.
При всех способах шлифования периферией круга дуга контакта круга с деталью значительно меньше по сравнению со шлифованием торцом круга. Следствием этого являются сравнительно небольшие усилия резания и незначительное выделение тепла, поэтому периферией круга шлифуют детали, закаленные до высокой твердости, обладающие невысокой жесткостью, с высокими требованиями к точности. Производительность обработки при шлифовании периферией круга ниже по сравнению со шлифованием торцом круга.
Эксплуатационные ограничения
Лица, эксплуатирующие станок, должны знать его конструкцию, правила эксплуатации в объеме настоящего РЭ и требования по технике безопасности.
Не допускается работа на станке в случае его механической неисправности, повреждения заземления, отсутствия защитных кожухов и страховочных приспособлений.
К работе на станке должны допускаться только лица соответствующей профессии, специальности и квалификации, прошедшие инструктаж и обучение.
Прогиб ремней клиноременной передачи должен быть пределах 25-30 мм, при нажатии на ремень с силой 70-90 Н.
Новые шлифовальные круги перед установкой на станок должны быть испытаны на соответствие требованиям ГОСТ 2424 «Круги шлифовальные. Технические условия» и ГОСТ Р 52588 «Инструмент абразивный. Требования безопасности».
Запрещается эксплуатация шлифовальных кругов с трещинами на поверхности, а также не имеющих отметки об испытании на механическую прочность или с просроченным сроком хранения.
Перед установкой новых шлифовальных кругов на станок необходимо произвести их испытания на стенде.
Установка шлифовальных кругов должна производиться только специально выделенным и инструктированным рабочим. Затяжку винтов крепежных фланцев следует производить последовательно попарно, ключом нормальной длины. Зазор между кругом и нижней кромкой кронштейна 15 должен быть не более 6 мм.
К работе на вновь установленном круге можно приступать только после 5-минутного испытания на холостом ходу.
Запрещается тормозить вращающийся круг нажатием на него каким-либо предметом.
Запрещается переустанавливать подручники во время работы станка.
Станок и устройства, входящие в его состав, должны иметь надежное заземление. Качество заземления проверяется внешним осмотром и измерением сопротивления между металлическими частями станка и зажимом заземления на вводе к станку. Сопротивления заземления не более 0,1 Ом.
Подготовка станка к использованию
Перед началом работы на станке проверить:
- исправность и комплектность станка;
- исправность заземления, подводящего кабеля и вилки;
- надежность крепления кругов шлифовальных, защитных кожухов и подручников;
- исправность вытяжного устройства пылеприемника.
Подручники должны устанавливаться так, чтобы верхняя точка соприкосновения обрабатываемой заготовки со шлифовальным кругом находилась выше горизонтальной плоскости, проходящей через центр круга, но не более 10 мм. Зазор между краем подручника и шлифовальным кругом должен быть меньше половины толщины шлифуемого изделия, но не более 3 мм.
Подручники должны быть надежно закреплены. Перестановку подручников производить только во время остановки станка.
Принцип работы шлифовально-полировочных станков
Рассмотрим станки для шлифовки с точки зрения расположения детали и способа шлифовки.
Для плоскошлифовальных станков характерно простое расположение заготовки металла – как правило, стол станка является электромагнитом, поэтому деталь крепится на столе, включается электромагнит, и обработка начинается.
Круглошлифовальные станки дают возможность делать продольное или резное шлифование. Конструкция станка состоит из нескольких основных деталей: рабочий стол, станина, передняя бабка, бабка изделия, шлифовальная бабка. Благодаря вращательным движениям шлифовального круга и проводится чистовая обработка поверхности материала цилиндрической или конической формы. Шлифовальный круг движется за счет работы главного электродвигателя.
Внутришлифовальный станок приводится в действие и обрабатывает внутреннюю часть изделия цилиндрической или конической формы за счет возвратно-поступательного вращения детали и шлифовального круга, а также поперечного перемещения бабки шлифовального круга.
С особенностями и тонкостями работы шлифовально-полировальных станков можно ознакомиться, приняв участие в международной выставке оборудования и инструментов для обработки металлов, организатором которой выступает ЦВК «Экспоцентр».
Посетив это мероприятие можно узнать о новинках в сфере шлифовального оборудования со всего мира, так как там будут представлены эффективные и безотказные станки для различной обработки деталей из металла.
Заинтересованным лицам будет полезно побывать на столь грандиозном в мире техники событии.
Так, шлифовально-полировальные станки для чистовой обработки металла являются основой для надежного завершения процесса обработки детали.
Высокое качество и эффективность такого станка – залог получения металлических заготовок высшего сорта без дефектов и брака для дальнейшей их эксплуатации на масштабных производственных предприятиях.
Современные шлифовально-полировальные станки демонстрируются на ежегодной выставке «Металлообработка».
Общие сведения о металловедении и термической обработке металловХимико термическая обработка металловОсновы термической обработки металлов
Технические данные и характеристики станка 3Е711В
| Наименование параметра | 3Г71 | 3Е711В |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | В | В |
| Наибольшие размеры обрабатываемых изделий (длина х ширина х высота), мм | 630 х 200 х 320 | 630 х 200 х 375 |
| Наибольшая высота обрабатываемых изделий при наибольшем диаметре шлифовального круга, мм | 325 | |
| Наибольшая высота обрабатываемых изделий при наименьшем диаметре шлифовального круга, мм | 375 | |
| Расстояние от оси шпинделя до зеркала стола, мм | 80…445 | 500 |
| Наибольшая масса обрабатываемых изделий, кг | 220 | |
| Точностные параметры, максимально достигаемые на образце-изделии | ||
| Размер образца-изделия, мм | 380 х 120 х 80 | |
| плоскостность, мкм | 4 | |
| параллельность, мкм | 5 | |
| шероховатость поверхности, обработанной периферией шлифовального круга, Ra | 0,16 | |
| Перпендикулярность траектории поперечного перемещения стола к направлению его продольного перемещения, мкм | 25 | |
| Рабочий стол станка | ||
| Размеры рабочей поверхности стола (длина х ширина), мм | 630 х 200 | 630 х 200 |
| Наибольшее ручное продольное перемещение стола, мм | 710 | 700 |
| Скорость продольного перемещения стола (бесступенчатое регулирование), м/мин | 5..20 | 2..35 |
| Перемещение стола за один оборот маховика механизма продольного перемещения, мм | 15,3 | |
| Суппорт стола. Механизм поперечной подачи стола | ||
| Наибольшее ручное поперечное перемещение стола/ автоматическое, мм | 235 | 250/ 245 |
| Цена деления лимба маховика поперечного перемещения стола, мм | 0,05 | |
| Цена деления лимба микрометрической подачи поперечного перемещения стола, мм | 0,01 | |
| Автоматическая поперечная подача на каждый ход стола (бесступенчатое регулирование), мм | 0,3…4,2 | 0,3..30 |
| Ускоренное перемещение крестового суппорта стола, м/мин | 1,5 | |
| Шлифовальная головка. Шлифовальный круг | ||
| Наибольшее вертикальное перемещение шлифовальной головки, мм | 365 | |
| Ускоренное вертикальное перемещение шлифовальной головки, м/мин | 0,27 | |
| Размеры шлифовального круга, мм | 250 х 32 х 76 | 250 х 40 х 76 |
| Число оборотов шлифовального круга в минуту | 2740 | |
| Наибольшая скорость резания, м/с | 35 | |
| Цена деления лимба маховика вертикального перемещения, мм | 0,001 | 0,002 |
| Цена деления лимба тонкой вертикальной подачи, мм | 0,0005 | |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,005), мм | 0,005…0,05 | – |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,002), мм | – | 0,08..0,002 |
| Электрооборудование и привод станка | ||
| Количество электродвигателей на станке | 5 | 7 |
| Электродвигатель привода шпинделя шлифовального круга, кВт | 2,2 | 4 М1 |
| Электродвигатель гидропривода стола, кВт | 1,1 | 3,0 М2 |
| Электродвигатель вентилятора охлаждения масла в гидростанции, кВт | – | 0,09 М3 |
| Электродвигатель привода поперечной подачи, кВт | – | 0,18 М11 |
| Электродвигатель ускоренного перемещения шлифовальной головки, кВт/ об/мин | 0,18 | 0,55 М8 |
| Электродвигатель насоса охлаждения, кВт/ об/мин | 0,125 | 0,15 М6 |
| Электродвигатель магнитного сепаратора в комплекте с агрегатом, кВт | 0,08 | 0,12 М7 |
| Общая установленная мощность всех электродвигателей, кВт | 3,685 | 8,09 |
| род тока питающей сети | 50Гц, 380/220 В | 50Гц, 380 В |
| Габариты и масса станка | ||
| Габарит станка (длина х ширина х высота), мм | 1870 х 1550 x 1980 | 2000 х 1770 х 1920 |
| Масса станка, кг | 2000 | 2550 |
Список литературы:
Станки плоскошлифовальные 3Е711ВФ1, 3Е711АФ1, 3Е711В, 3Е721ВФ1-1, 3Е721АФ1-1, 3Е721В-1, 3Е711В-1, 3Е710А. Руководство по эксплуатации, 1978Станок плоскошлифовальный 3Е711В. Руководство по эксплуатации. Электрооборужование, 1983
Альперович Т.А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988




Куликов С.И. Хонингование, 1973
Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
Лоскутов В.В. Шлифование металлов, 1985
Лоскутов В.В. Шлифовальные станки, 1988
Лурье Г.Б. Шлифовальные станки и их наладка,1972
Лурье Г.Б. Устройство шлифовальных станков,1983
Меницкий И.Д. Универсально-заточные станки ,1968
Муцянко В.И. Братчиков А.Я. Бесцентровое шлифование, 1986
Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
Попов С.А. Шлифовальные работы, 1987
Терган В.С. Шлифование на круглошлифовальных станках, 1972
Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
3Б634 электрооборудование станка
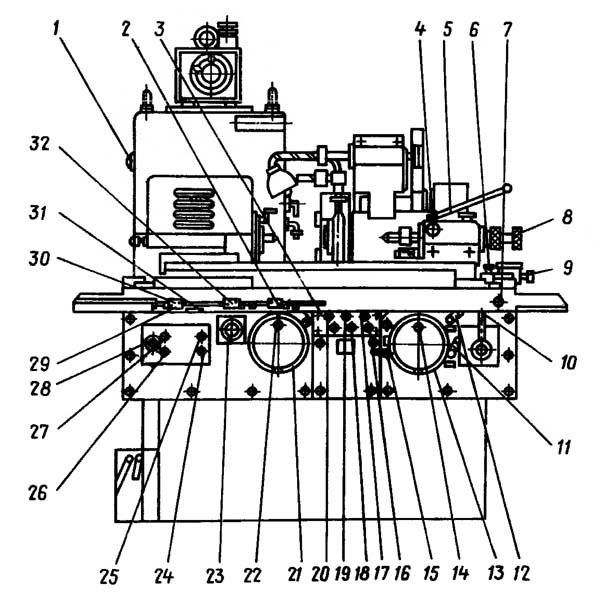
Электрооборудование точильно-шлифовального станка 3Б634 (рис. 12 и 13) выполнено для подключения к сети трехфазного переменного тока. Цепь освещения выполнена на напряжение 12 В и питается от понижающего трансформатора ТО. В качестве привода электродвигателя применен встроенный двухскоростной электродвигатель 1М.
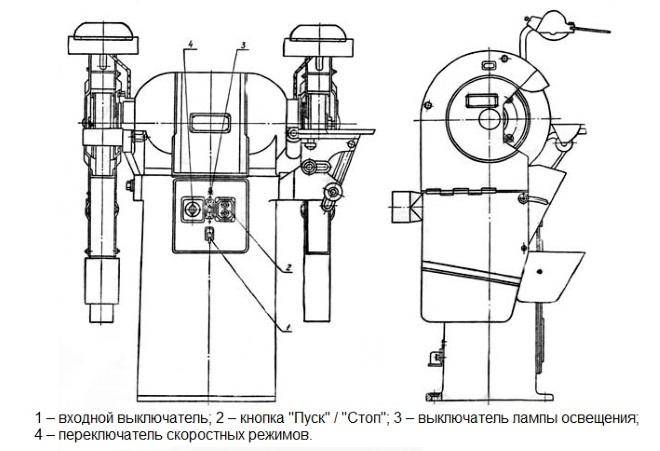
Управление станком — кнопочное и производится с пульта управления, расположенного у рабочего места (на передней стенке станины).
На пульте смонтированы кнопки «Пуск» и «Стоп», включатели освещения, переключатель скорости двигателя. Остальная электроаппаратура размещена в нише станины.
Выбор скорости вращения двигателя производится переключателем ПС перед включением станка нажатием и поворотом его рукоятки в требуемое положение.
Освещение станка сблокировано с работой электродвигателя и включается при нажатии кнопки 1КУ «Пуск».
Отключение двигателя происходит при нажатии кнопки 2КУ «Стоп». Отключать двигатель сетевым автоматом 1А не рекомендуется.
Электрическая блокировка пускателя К отключает его катушку при помощи размыкающего блокконтакта при переключении рукоятки переключателя ПС.
Двигатель 2М и автомат ЗА поставляются с вентиляционным агрегатом по спецзаказу.





