

Разновидности
Все разнообразие моделей пресс-ножниц делится на:
- ручные механизмы (рычажные и дисковые);
- гидравлические;
- контейнерные.
Ручные ножницы для металла (рычажного типа)
Такой инструмент нашел широкое применение в слесарных мастерских, на мелких производствах, в пунктах приема металлолома. Пресс-ножницы ручные позволяют обрабатывать заготовки небольшого размера и малыми партиями.
Рабочей частью устройства служат два ножа для пресс-ножниц:
- Первый – закрепляется неподвижно на станине.
- Второй – приводится в действие мускульной силой, которая передается рычажному механизму.
Длина лезвий порядка 10 см.
Дисковые
Основой конструкции являются два дискообразных ножа с противоположным вращением.
Их удобно использовать для резки с малым усилием по ровному и криволинейному контуру; линия реза получается без заусенцев и деформаций.
Гидравлические
Инструмент универсального типа, отличается высокой производительностью и используется в промышленных масштабах. Они способны работать с металлом любого профиля, обеспечивая высокое качество. Конструкция оснащена гидроприводом, позволяющим развить высокое усилие. Особенности устройства пресс-ножниц:
- Основание сделано из бетона.
- Станина – изготавливается методом литья или сварным способом. Она достаточно массивна, чтобы выдерживать вес устройства и заготовки, контролировать ход ножей и гасить возникающие при эксплуатации вибрации.
Особенностью промышленных гидравлических ножниц (например, пресс-ножниц комбинированных Н5222а) является способность резать металл под углом к оси. Это дает возможность изготавливать сложные фрагменты машин и каркасные конструкции.
Замена комплекта ножей матрицей и пуансоном позволяет использовать механизм для пробивки отверстий (как гидравлический пресс с гибкой регулировкой усилия).
Пресс-ножницы для лома
Этот вариант является самым внушительным видом металлорежущих аппаратов, позволяющий утилизировать лом чёрных и цветных металлов, автомобильный, сталеплавильный, демонтажный лом. Пресс-ножницы для резки и переработки лома металлов — наиболее востребованные механизмы на погрузочных терминалах, металлургических заводах, металлозаготовительных площадках.
Можно встретить несколько модификаций: стационарные, мобильные (контейнерные) и комбинированные. Из паспорта пресс-ножниц можно узнать об особенностях машин:
- Усилие реза от 500-800 до 3 000 тонн.
- Средняя производительность 10-12 и более тонн/час.
- Металлолом перерабатывается без предварительной сортировки.
- Емкость накопительных контейнеров от 10 т.
Пресс-ножницы для металлолома с большой камерой прессования могут резать и пакетировать (прессовать) металлолом, включая скрап, трубы и кузова автомобилей. Они имеют несколько режимов работы (для разных категорий лома), регулируемый шаг реза и приспособлены для эксплуатации в зимних условиях.
Основные узлы:
- загрузочная (накопительная) камера;
- рабочая зона. Горизонтальные и вертикальные лезвия;
- прижимное устройство пресс-ножниц. Прессует нарезанный металлолом в брикеты.
Контейнерные
Это мобильный механизм, перемещаемый с помощью автотранспорта. Его удобно использовать в местах сбора лома (при демонтаже зданий и промышленных конструкций).
Устройство оформлено в виде контейнера, снабжено дизельным или электрическим приводом.
Мобильные пресс-ножницы для металлолома
Мобильные пресс-ножницы для металлолома с усилием реза 500, 600 и 800 тонн.

Мобильные пресс-ножницы для металлолома – это полностью автономное оборудование, является машиной особенно подходящей для резки и пакетирования негабаритного черного лома. Конструкция наших мобильных пресс-ножниц разработана с учетом всех возникающих статистических и динамических нагрузок на несущие элементы и обеспечивает Пользователю длительную бесперебойную эксплуатацию.
Поставляем мобильные пресс-ножницы для лома с усилием реза 500, 600 и 800 тонн.
Стандарты мобильных установок полностью соответствуют европейским дорожным стандартам. Мобильные пресс-ножницы для лома, установленные на шасси, легче перемещать в сравнении с транспортируемыми или стационарными. Для их перевозки требуется только тягач.
Успешно поставляем Российским пользователям мобильные пресс-ножницы для переработки металлического лома различной производительности. Это классическая конструкция гидравлических пресс-ножниц для лома с верхними крышками загрузочной камеры. Мобильные и транспортируемые пресс-ножницы полностью автономное оборудование (возможна комплектация как с электрическим, так и с дизельным двигателями).
Принцип камеры сжатия основан на работе 3-х компрессионных крышек.

Уникальная конструкция крышек дополняется режимом подпрессовки, что позволяет получать пакет высокой плотности.
Это давно запатентованная разработка закрытия крышки на 120° вместо 90°. Получаемый пакет металлолома спрессовывается сильнее обычного, вследствие чего прохождение готового брикета уменьшает износ конструкции. Приемная камера с закрывающей крышкой является сварной конструкцией, с облицовкой из высокопрочных стальных листов HARDOX. Массивные крышки, прикрепленные шарнирами к приемной камере, позволяет перерабатывать лом, имеющий большие габариты, чем приемная камера. Облицовка камеры выполнена из высокопрочной шведской стали HARDOX, при необходимости они легко снимаются и заменяются на новые облицовочные плиты.
Hожи и сама гильотина выполнены из высокопрочной стали, нижний и верхний ножи заменяемые. Смазка гильотины происходит через системы автоматической централизованной смазки гильотины. На гидроцилиндре реза установлена система рекуперации гидравлического масла, обеспечивающая быстрый холостой ход штока повышающая скорость работы. Специально разработанная конструкция рамы, облегчают доступ к креплению ножей. Гидравлическая блокировка нижних ножей является одновременно и системой безопасности: происходит постоянный контроль давления и, в случае падения давления, резка прекращается. Гидравлические устройство постоянно контролирует правильность установки и крепления ножей. Усиленный ход гидроцилиндра толкателя, позволяет пропустить вперед металл в случае невозможности резки.
| Усилие реза, т | 505 | 605 | 805 |
| Прижим, т | 150 | 154 | 154 |
| Ширина ножа, мм | 820 | 820 | 820 |
| Высота ножа, мм | 610 | 610 | 610 |
| Длина реза, мм | 10 — 1500 | 10 — 1500 | 10 — 1500 |
| Резов в минуту, раз | 6 — 7 | 6 — 7 | 6 — 7 |
| Размер камеры, мм | 5000 х 2200 | 6000 х 2400 | 6000 х 2400 |
| Размер пакета, мм | 800 х 600 | 800 х 600 | 800 х 600 |
| Усилия крышек, т | 180 х 3 | 240 х 3 | 240 х 3 |
| Усилия толкателя, е | 160 | 160 | 160 |
| Мощность, л.с. | 220 | 240 | 280 |
Блоки гидравлики и блок управления машины Parker-Denison-Rexroth.
Насосы Parker. Danfoss.


Пропорциональный клапан гидравлики для управления давления Rexroth.
Электронная система PLC SIEMENS.
Лучшая цена на рынке на стационарные пресс-ножницы для металлолома с усилием реза 800 тонн и камерой 6 метров►
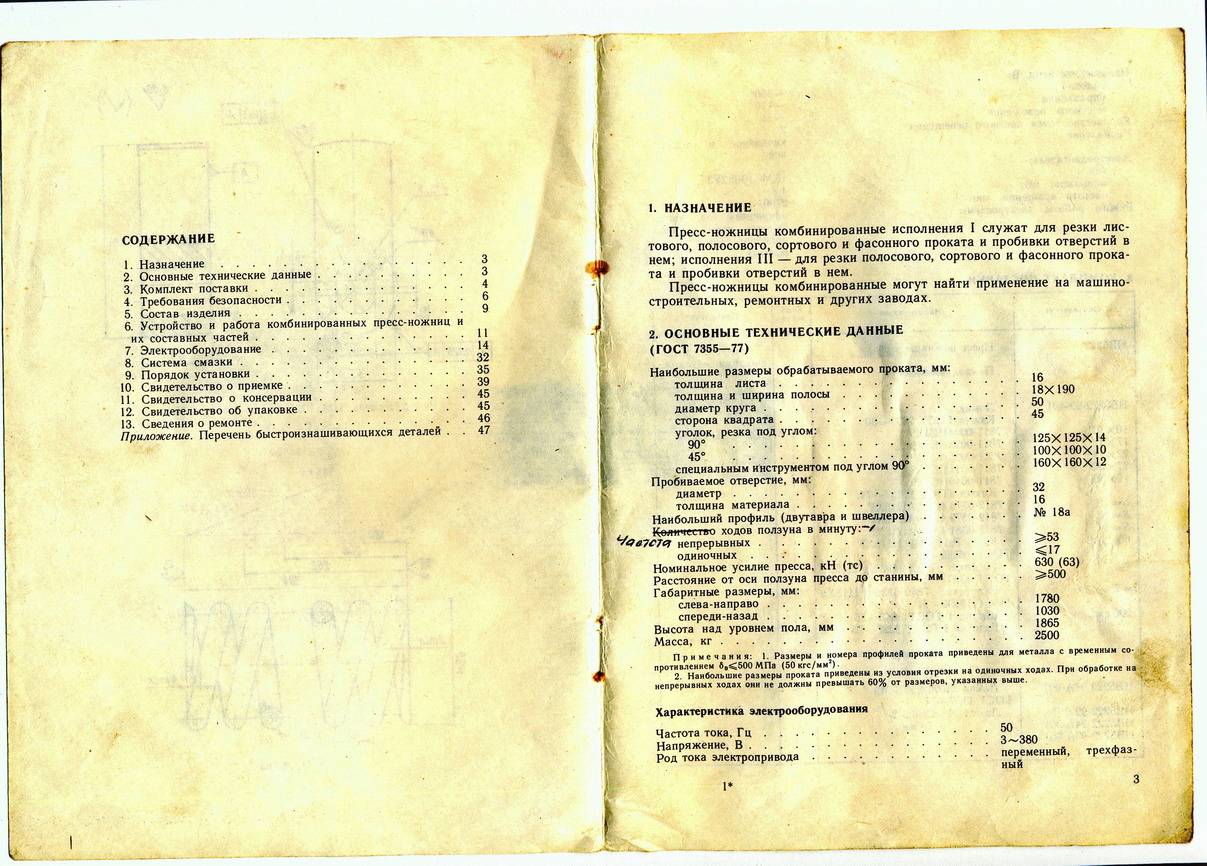
Документация к оборудованию
- Технический паспорт НВ5222
- Руководство по эксплуатации
- Сертификат соответствия
Наши пресс-ножницы комбинированные НГ5222 обладают высокой надежностью за счет применения комплектующих известных мировых фирм. Каждый пресс перед отправкой проходит испытания на соответствие нормам точности и жесткости. Основные проверяемые показатели:
- Параллельность вертикальной опорной поверхности ползуна в месте прилегания верхнего ножа ходу ползуна листовых ножниц
- Параллельность вертикальной опорной поверхности станины в месте прилегания нижнего ножа ходу ползуна листовых ножниц
- Параллельность вертикальных опорных поверхностей ползуна и станины в месте прилегания и верхнего и нижнего ножей листовых ножниц в горизонтальной плоскости
- Перпендикулярность хода ползуна относительно горизонтальной опорной поверхности станины пресса для пробивки отверстий
- Радиальное и торцовое биение маховика
- Точность отрезаемых заготовок по длине
На пресс-ножницы действует гарантия завода-изготовителя, возможно послегарантийное обслуживание, а также заказ оригинальных запасных деталей, узлов и дополнительных комплектующих.
Осуществляем доставку и проведение пуско-наладочных работ по всей России и странам СНГ.
Специалисты «ПРЕССМАШ» при необходимости проведут обучение производственного персонала Заказчика по обслуживанию и эксплуатации оборудования.
У нас действует гибкая система оплаты. По согласованию с Заказчиком, возможна отсрочка платежа, а также есть возможность сотрудничества с ведущими лизинговыми компаниями.
Фотографии пресс-ножниц комбинированных нашего производства:
| Параметр | |||
|---|---|---|---|
| Наибольшие размеры обрабатываемого проката, мм: | |||
| Толщина и ширина полосы | 16х150 | 18х190 | 28х200 |
| Диаметр круга | 45 | 50 | 67 |
| Уголок, резка под углом: | |||
| 90° | 125х125х12 | 125х125х14 | 160х160х20 |
| 45° | 90х90х9 | 100х100х10 | 125х125х14 |
| Пробиваемое отверстие, мм: | |||
| Диаметр | 30 | 32 | 40 |
| Толщина материала | 16 | 16 | 25 |
| Устройство для пробивки пазов прямоугольной формы, мм, не более: | |||
| Толщина материала | 10 | 10 | 10 |
| Длина вырубаемого материала | 70 | 80 | 100 |
| Ширина | 65 | 65 | 85 |
| Наибольший размер профиля: | |||
| Двутавра | №18 | №18а | №30 |
| Швеллера | №18 | №18а | №30 |
| Частота ходов ползуна, минˉ¹: | |||
| Одиночных | ≤ 18 | ≤ 17 | ≤ 14 |
| Номинальное усилие пресса, кН (тс) | 400 (40) | 630 (63) | 1250 (125) |
| Расстояние от оси ползуна пресса до станины, мм | 500 | 500 | 600 |
| Габаритные размеры, мм: | |||
| Длина | 1885±40 | 1800±40 | 2735±40 |
| Ширина | 1660±30 | 1700±40 | 1760±40 |
| Высота над уровнем пола, мм | 1950±40 | 1865±40 | 2445±40 |
| Масса, кг | 2150±40 | 2500±100 | 7050±40 |
Технологические возможности ножниц
Диапазон применения рассматриваемого оборудования может быть расширен путём установки неприводного модульного рольганга типа МРП. В частности, возможна резка прутков круглого или квадратного поперечного сечения длиной до 3…6 м. Поставляемый основной комплект инструмента и приспособлений включает в себя:
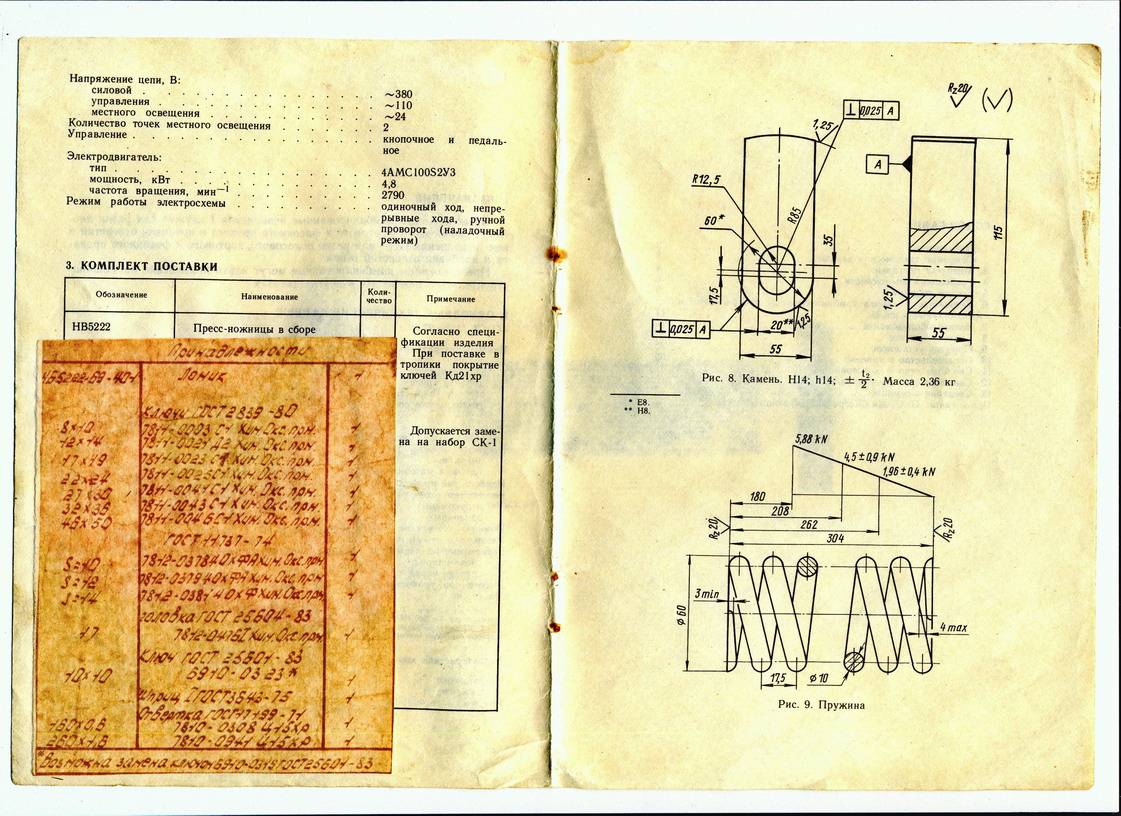
- Ножи для вырубки прямых и треугольных пазов, плоские пластинчатые ножи из стали марок У8А или 9ХС (уточняется в паспорте при поставке изделия потребителю);
- Механизм центрирования дыропробивного пуансона, который обеспечивает повышенную точность пробивки отверстия;
- Пружинный уравновешиватель, гарантирующий оператору безопасные условия работы.
- Виды выполняемых операций
Применяемая комбинированная система смазки предусматривает эксплуатацию ножниц как внутри, так и вне производственных помещений, при этом необходимость в подаче к месту монтажа ножниц сжатого воздуха отпадает. В паспорте содержатся необходимые сведения об установке ножниц на постоянное основание, и условия для их укрытия от неблагоприятных атмосферных воздействий.
Технические характеристики комбинированных пресс-ножниц НГ5222
| Наименование параметра | НГ5222 | НГ5223 | НГ5224 |
|---|---|---|---|
| Основные параметры пресс-ножниц | |||
| Наибольшие размеры обрабатываемой полосы (толщина х ширина), мм | 16 х 150 | 18 х 190 | 28 х 200 |
| Наибольшие размеры обрабатываемого круга (диаметр), мм | 45 | 50 | 67 |
| Наибольшие размеры уголка под 90°, мм | 125 х 125 х 12 | 125 х 125 х 14 | 160 х 160 х 20 |
| Наибольшие размеры уголка под 45°, мм | 90 х 90 х 9 | 100 х 100 х 10 | 125 х 125 х 14 |
| Наибольшие размеры швеллера, номер профиля | 5..18У | 5..18аУ | 5..30У |
| Наибольшие размеры двутавра, номер профиля | 10..18 | 10..18 | 10..30 |
| Наибольший диаметр пробиваемого отверстия, мм | 30 х 16 | 32 х 16 | 40 х 25 |
| Наибольшие размеры пробиваемых пазов (длина х ширина х толщина), мм | 70 х 65 х 10 | 80 х 65 х 10 | 100 х 85 х 16 |
| Число ходов ножа в минуту не более | 18 | 17 | 14 |
| Наибольшая длина разрезаемых листов по заднему упору, мм | 70..1000 | 70..1000 | 130..1000 |
| Номинальное усилие реза, кН | 560 | 630 | 1250 |
| Электродвигатель, кВт | 5,5 | 5,5 | 11 |
| Габарит и масса пресс-ножниц | |||
| Габарит пресс-ножниц (длина х ширина х высота), мм | 1900 х 1660 х 1950 | 1800 х 1700 х 1865 | 2735 х 1760 х 2445 |
| Масса пресс-ножниц, кг | 1940 | 2210 | 7050 |
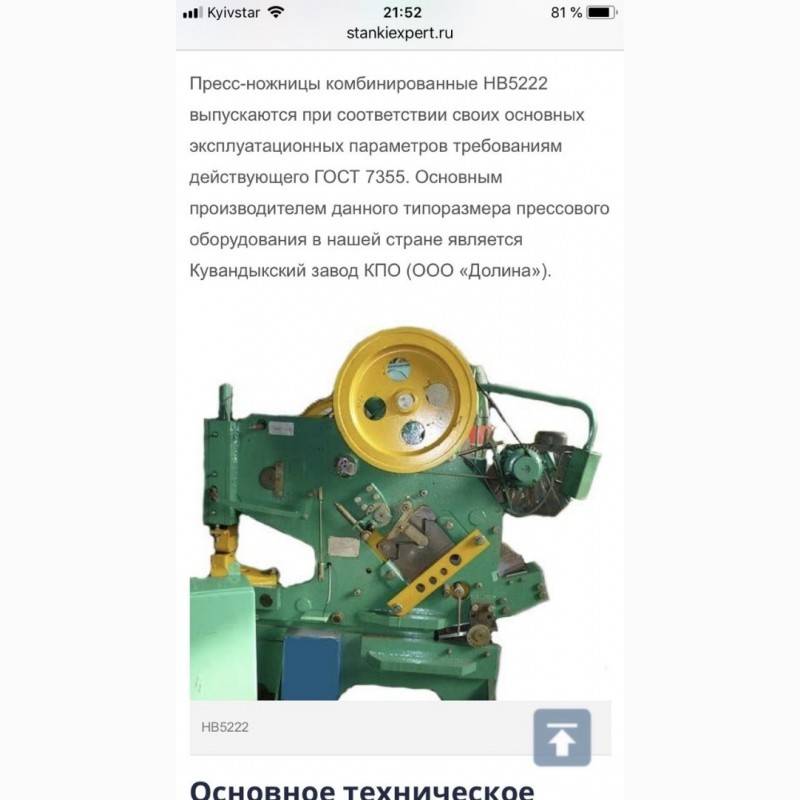
Пресс ножницы комбинированные нг5222 — это машина производства Кувандыкского завода «Долина». Само предприятие было основано в 1941 году. С тех пор компания обеспечивает клиентов высокоточным оборудованием с отменными техническими и эксплуатационными характеристиками.
Фото пресс ножниц
Пресс ножницы нв5222 служат для выполнения качественной резки проката — фасонного, листового, сортового. Также устройства позволяют производить различные зарубки.
Комбинированные ножницы могут называться пресс ножницами при условии, что они оснащаются дыропробивным прессом.
Технические характеристики модели НГ5222 предусматривают наличие четырех механизмов, составляющих основу оборудования:
- Механизм нарезки сортовых металлов;
- Для резки металлического листа;
- Система изготовления отверстий;
- Устройство для вырубывания пазов.
Что необходимо знать про подобные пресс ножницы комбинированные модели НГ5222?
Все указанные механизмы собраны в единой станине, оснащаются общим приводом. Ползуны листовых, сортовых ножниц используют рычажный механизм для осуществления управления. Дыропробивной механизм устройства имеет два типа управления – рычажное и педальное. Основные технические характеристики регламентированы государственным стандартом. Выполнение резки ножницами позволяет добиться самого экономичного способа разделения проката на соответствующие требуемые заготовки
При работе резаком важно избегать двойного среза. Для этого требуется соблюдать определенную глубину вхождения ножей в металлическую заготовку
Она не должна превышать V4 от высоты разрезаемого сечения. Особенно это имеет значение при обработке пластичного металла или заготовок, которые были специально нагреты до высокой температуры. Для предотвращения образования трещин с торцевых сторон обрабатываемых заготовок, что может быть обусловлено хрупкостью определенных сортов стали, заготовку следует подогреть. Холодным методом режут углеродистую сталь, процент содержания углерода в которых не превышает 0,5 процентов. На получаемое качество разреза заготовки непосредственное влияние оказывает скорость вхождения ножа в металл. Если требуется резка углеродистой стали, скорости используют повышенные. Легированная сталь требует более деликатной резки, потому скорость устанавливается пониженная. Исходя из особенностей обработки разных сортов металлов, пресс станок разумно оснащать двухскоростными электромоторами, чтобы контролировать, регулировать скорость работы.
Особенности станка НГ5222
Среди представленных на рынке комбинированных пресс ножниц, наибольшую популярность завоевали комбинированные устройства новой генерации. Модель НГ5222 обеспечивает решения множества производственных вопросов.
Главные особенности — это способность при минимальных манипуляциях со станком выполнять целый ряд задач, совмещать выполняемые операции:
- Выполнять пробивку отверстий, пазов;
- Резать круги, уголки, квадраты;
- Отрезать полосы;
- Изготавливать двутавры, швеллеры.
Так станок НГ обеспечивает широкий функционал пресс ножниц и экономичность проката при его обработке всего на одном устройстве.
Пресс ножницы комбинированные нв5222, н5222а, нв5221, НБ5224 — это предшественника более современных и усовершенствованных пресс ножниц НГ5222.
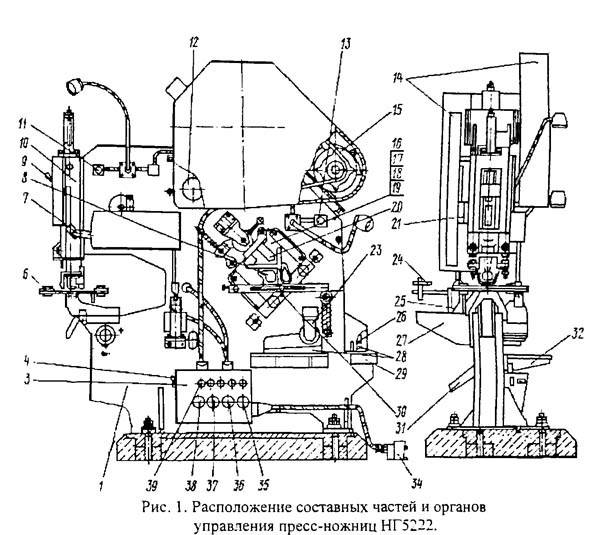
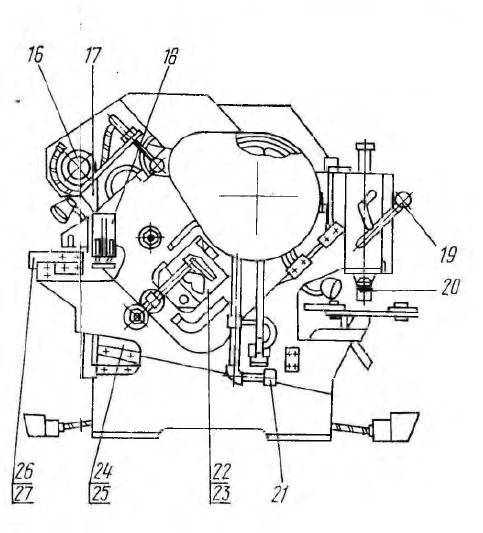
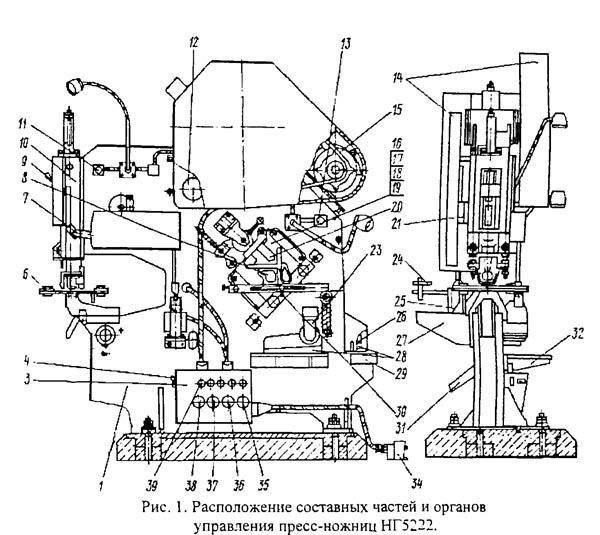
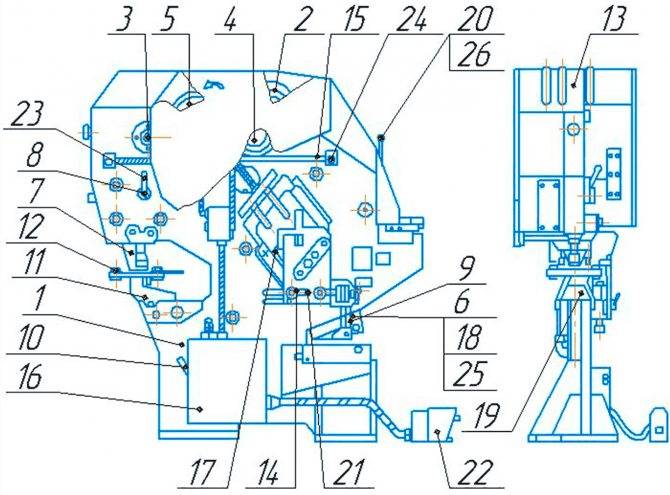
НГ5224 Составные части комбинированных пресс-ножниц
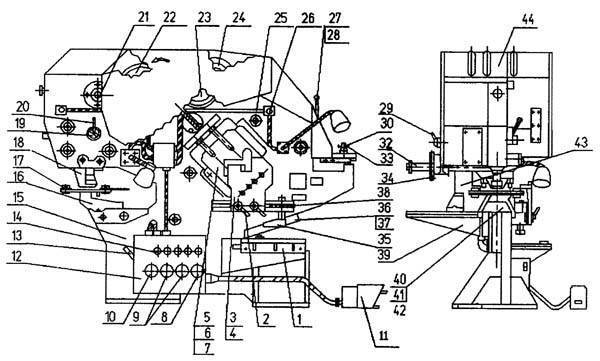
Основные узлы пресс-ножниц нг5224
НГ5224 Спецификация составных частей комбинированных пресс-ножниц
- 1. Станина – НГ5224.11.001
- 3. Прижим сортовой секции – НГ5224.57.001
- 4. Прижим спец. уголка, швеллеров и двутавра – НГ5224.59.001
- 5. Инструмент реза уголка, круга – НГ5224.61.001
- 6. Инструмент реза швеллера и двутавра – НГ5224.64.001
- 7. Инструмент реза спец. уголка – НГ5224.65.001
- 12. Электрошкаф – НГ5224.92.001
- 16. ыропробивное приспособление – НГ5224.54.001
- 17. Стол дыропробивного пресса – НГ5224.69.001
- 18. Ползун дыропробивной секции – НГ5224.32А.001
- 19. Механизм центрирования – НГ5224.42А.001
- 21. Приводные валы – НГ5224.22.001
- 22. Привод дыропробивной секции – НГ5224.24.001
- 23. Привод сортополосовой секции – НГ5224.23.001
- 24. Привод – НГ5224.21А-001
- 25. Электрооборудование – НГ5224.91.001
- 27. Смазка – НГ5224.81Б.001
- 30. Приспособление для пробивки пазов прямоугольной формы – НГ5224.53.001
- 32. Упор для отрезки мерных заготовок – НГ5224.50.001
- 35. Прижим полосовой секции – НГ5224.45.001
- 36. Ползун сортополосовой секции – НГ5224.31.001
- 37. Инструмент зарубочный и для отрезки полосы – НГ5224Б.62.001
- 39. Устройство для пробивки отверстий с определенным шагом – НГ5224.56А.001
- 40. Инструмент дыропробивной круглый – НГ5224.63.001
- 41. Инструмент для пробивки отверстий квадратной формы – НГ5224.67А.001
- 42. Инструмент для пробивки отверстий треугольной формы – НГ5224.60Б.001
- 43. Установка электромагнита – НГ5224.41В.001
- 44. Ограждение – НГ5224.71.001
Правила эксплуатации
Для продления срока службы инструмента важно соблюдать основные правила эксплуатации:
- инструмент, режущую часть нужно содержать в чистоте;
- замена масла проводится не реже, чем раза за полгода;
- перед хранением ножницы следует очистить, а также смазать антикоррозионным составом;
- при работе толщина разрезаемого металла не должна превышать норм, заявленных производителем.
Возможные неисправности
Основными неисправностями гидравлических инструментов по металлу являются:
- шток не возвращается в нейтральное положение — необходимо заменить возвратную пружину;
- отсутствует или недостаточное давление масла — требуется замена масла, закрытие рычага для сброса избыточного давления или очистка гидравлического привода;
- снаружи появились масляные подтёки — нужна замена уплотнительных сальников.
Чтобы избежать различных поломок нужно соблюдать правила эксплуатации инструмента, описанные в техническом паспорте. Перед использованием инструмент нужно проверить на отсутствие дефектов.

Ножницы гидравлические серии НГ, НГР, НГО
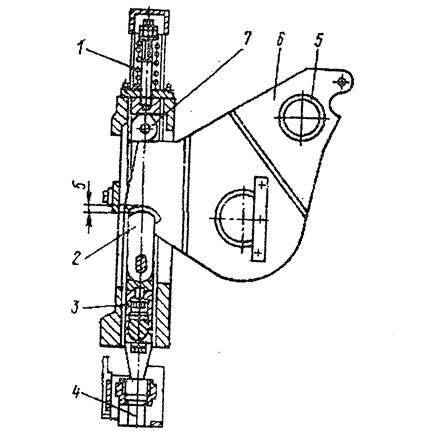
Крепление инструмента (ножей) комбинированных пресс-ножниц НВ5222
Крепление ножей для резки листового металла на нв5222
Крепление ножей сортовой секции на нв5222
Крепление ножей зарубочного устройства на нв5222
Крепление дыропробивного инструмента на нв5222
Крепление ножей резки уголка, круга, квадрата на нв5222
Особенности работы пресса НВ5222 для пробивки отверстий
- Перед началом работы на прессе НВ5222 закрепите в соответствующих гнездах пуансон и матрицу. Затем, поворачивая рукоятку механизма центрирования, отпустите пуансон в матрицу и выставьте корпус матрицедержателя так, чтобы был выдержан равномерный зазор между матрицей и пуансоном. Зазор устанавливается в зависимости от толщины пробиваемого материала. После центрирования рукоятку верните в верхнее положение. После этого закрепите корпус матрицедержателя на станине и еще раз проверните зазор. В зависимости от толщины пробиваемого материала выставьте корпус съемника с зазором 1…2мм. от плоскости листа. Затяните гайки и контргайки. Установка корпуса съемника с перекосом недопустима.
- Для пробивки отверстий по кернениям используйте механизм центрирования. Опустите рукояткой пуансон и совместите кернение на заготовке с керном пуансона. Зафиксируйте заготовку и возвратите пуансон в исходное положение.
Рекомендации по оптимальному использованию станка
Поскольку комбинированные ножницы не являются разделительным оборудованием повышенной точности, то при выполнении наладочных операций необходимо следить за тем, чтобы глубина внедрения подвижного и неподвижного ножей в разрезаемый сортамент проката не превышало 25% от первоначального габаритного размера сечения металла, указанного в паспорте
Отмеченное условие крайне важно для резки высокопластичных металлов и сплавов (например, алюминия). В крайнем случае, допустимо применять резку с подогревом, когда исходный полуфабрикат нагревают до 150…200 °С. Данное условие чаще всего реализуется для разделения высокоуглеродистых (содержащих более 0,5% С) или легированных сталей
Данное условие чаще всего реализуется для разделения высокоуглеродистых (содержащих более 0,5% С) или легированных сталей.
Предусматривая использование дыропробивного пресса, стоит первоначально устанавливать повышенные (по сравнению с теми, что рекомендуются в паспорте) зазоры между боковыми направляющими съёмника и заготовкой, иначе возможен её изгиб и выпучивание в районе действия дыропробивного пуансона.
В паспорте на станок отмечаются также условия установки ножниц. Поскольку данное оборудование не отличается ударным характером работы, то специального фундамента не требуется. Отсутствие системы электропневматического включения позволяет устанавливать ножницы вне помещений, снабжая подвижные узлы смазкой, пригодной для применения в соответствующем температурном режиме. Техника должна быть укрыта влагозащитным козырьком.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.

Технические характеристики комбинированных пресс-ножниц НВ5222
| Наименование параметра | НВ5221 | НВ5222 | НГ5222 |
| Основные параметры пресс-ножниц | |||
| Наибольшая толщина листа, мм | 13 | 16 | |
| Наибольшие размеры обрабатываемой полосы листовыми ножницами (толщина х ширина), мм | 16 х 150 | 18 х 190 | 16 х 150 |
| Наибольшие размеры круга (диаметр), обрабатываемого сортовыми ножницами, мм | 45 | 50 | 45 |
| Наибольшие размеры квадрата, обрабатываемого сортовыми ножницами, мм | 40 | 45 | |
| Наибольшие размеры уголка под 90°, мм | 125 х 125 х 12 | 125 х 125 х 14 | 125 х 125 х 12 |
| Наибольшие размеры уголка под 45°, мм | 90 х 90 х 9 | 100 х 100 х 10 | 90 х 90 х 9 |
| Наибольшие размеры уголка при резке специальными ножами под 90°, мм | 160 х 160 х 12 | 160 х 160 х 12 | |
| Наибольшие размеры швеллера, номер профиля | 18 | 18а | 18 |
| Наибольшие размеры двутавра, номер профиля | 18 | 18 | 18 |
| Наибольший диаметр пробиваемого отверстия дыропробивным прессом (диаметр х толщина материала), мм | Ø 30 х 16 | Ø 32 х 16 | Ø 30 х 16 |
| Наибольшие размеры пробиваемых пазов (длина х ширина х толщина), мм | 80 х 63 х 10 | 70 х 65 х 10 | |
| Наибольшее расстояние от оси дыропробивного пресса до станины (вылет), мм | 500 | 500 | 500 |
| Число непрерывных ходов ножа в минуту не более | 58 | 53 | |
| Число одиночных ходов ножа в минуту не более | 18 | 17 | 18 |
| Наибольшая длина разрезаемых листов по заднему упору, мм | 70..1000 | 70..1000 | 70..1000 |
| Номинальное усилие реза, кН (тс) | 400 (40) | 630 (63) | 400 (40) |
| Электрооборудование машины | |||
| Электродвигатель, кВт (об/мин) | 4,8 (2790) | 4,8 (2790) | 4,8 (2900) |
| Габарит и масса пресс-ножниц | |||
| Габарит пресс-ножниц (длна х ширина х высота), мм | 1900 х 700 х 1950 | 1780 х 1030 х 1865 | 1900 х 1660 х 1950 |
| Масса пресс-ножниц, кг | 2070 | 2500 | 1940 |
Список литературы:
Банкетов А.Н., Бочаров Ю.А., Добринский Н.С. и др. Кузнечно-прессовое оборудование, 1970
Бочаров Ю.А., Прокофьев В, Н. Гидропривод кузнечно-прессовых машин, 1969
Белов А.Ф., Розанов Б. В., Линц В. П. Объемная штамповка на гидравлических прессах, 1971
Живов Л.И. Кузнечно-штамповочное оборудование, 2006
Кузьминцев В.Н. Ковка на молотах и прессах, 1979
Розанов Б.В. Гидравлические прессы, 1959
Титов Ю.А. Оборудование кузнечно-прессовых цехов, 2001
Щеглов В.Ф. Кузнечно-прессовые машины, 1989
Берлет Разработка чертежей поковок, 2001
Рудман Л.И. Справочник по оборудованию для листовой штамповки, 1989
Романовский В.П. Справочник по холодной штамповке, 1965
Охрименко Я.М. Технология кузнечно-штамповочного производства, 1966
Кузьминцев В.Н. Ковка на молотах и прессах, 1979
Мещерин В.Т. Листовая штамповка. Атлас схем, 1975
Связанные ссылки. Дополнительная информация
- Заводы производители кузнечно-прессового оборудования в России
- Классификация и обозначение гидравлических и кривошипных прессов
- Прессы механические
- Прессы гидравлические
- Автоматы кузнечно-прессовые
- Машины гибочные и правильные
- Ножницы гильотинные, пресс-ножницы
- Молоты
- Ремонт гидравлических систем металлорежущих станков
- Обозначения гидравлических схем металлорежущих станков
- Ремонт шестеренных гидравлических насосов
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Пресс-ножницы комбинированные НГ5222
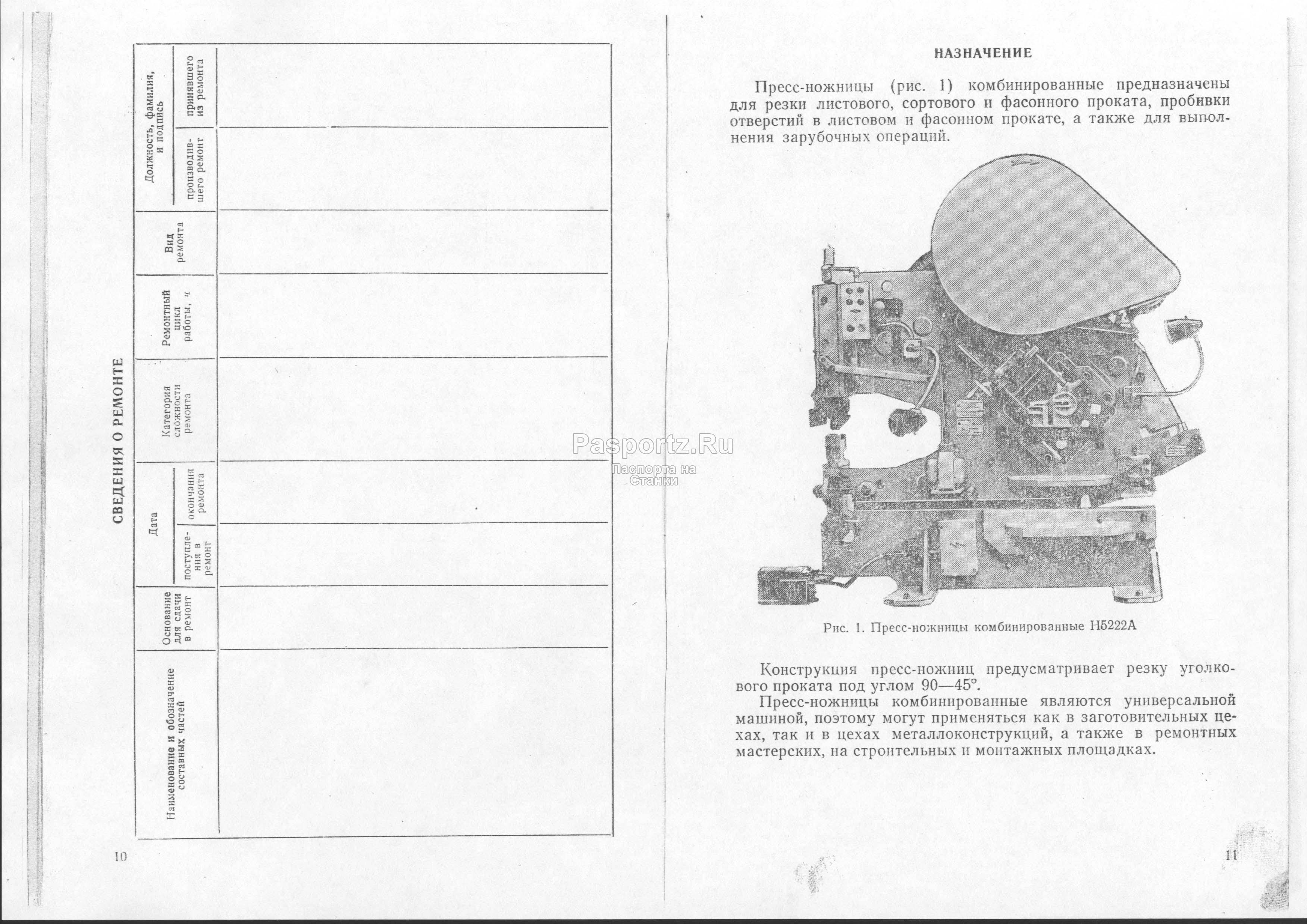
Пресс ножницы НГ5222 комбинированные предназначены для отрезки полосового, сортового и фасонного проката, пробивки отверстий в листовом, полосовом и фасонном прокате, а также вырубки открытых пазов. Пресс ножницы широко используются, как на небольших предприятиях, так и на крупных производствах, железобетонных комбинатах и др.
Предназначены для рубки полосы, круга и квадрата.
Пресс-ножницы НГ5222 производят:
- Секция резки сортового проката — отрезка уголка, круга, швеллера, двутавра, шахтного профиля. Отрезка проката без разметки до 1000 мм по упору
- Секция резки полосы, листа — отрезка полосы осуществляется под различными углами
- Секция пробивки отверстий — пробивка отверстий круглой, прямоугольной, квадратной и любой другой формы в листовом и фасонном прокате
- Секция вырубки пазов — пробивка открытых пазов треугольной и прямоугольной формы
Технические характеристики
| Параметры станка | НГ5222 | НГ5223 |
| Наибольшие размеры обрабатываемого проката, мм | ||
| толщина и ширина полосы | 16х150 | 18х190 |
| диаметр круга | 45 | 60 |
| сторона квадрата | 40 | 45 |
| Равнобокий уголок, отрезка | ||
| под углом 90 град | 125х12 | 125х14 |
| под углом 45 град | 90х9 | 100х10 |
| Наибольший профиль: | ||
| Двутавра | 18 | 18а |
| Швеллера | 18 | 18а |
| Пробиваемое отверстие, мм | ||
| Диаметр | 30 | 32 |
| толщина материала | 16 | 16 |
| Наибольшие размеры пробиваемых пазов прямоугольной формы, мм | ||
| Толщина | 10 | 10 |
| Длина | 70 | 60 |
| Ширина | 65 | 65 |
| Номинальное усилие пресса, кН | 400 | 830 |
| Масса, кг | 2270 | 2500 |
| Габаритные размеры, мм | 1900х1600х1950 | 1800х1700х1885 |
| Мощность электродвигателя, кВт | 4.8 | 4.0 |
Пресс-ножницы комбинированные модели НГ5222 служат для отрезки полосового, сортового и фасонного проката и пробивки отверстий в листовом, полосовом и фасонном прокате, а также для выполнения зарубочных операций.
Пресс-ножницы комбинированные могут найти применение на машиностроительных, ремонтных и других заводах, при эксплуатации в климатических зонах с умеренным и холодным климатом исполнение УХЛ, сухим и влажным тропическим климатом — исполнение О, категория размещения 4 по ГОСТ15150-69.
Дополнительное требование: нижнее значение температуры воздуха должно быть не менее +5°С.
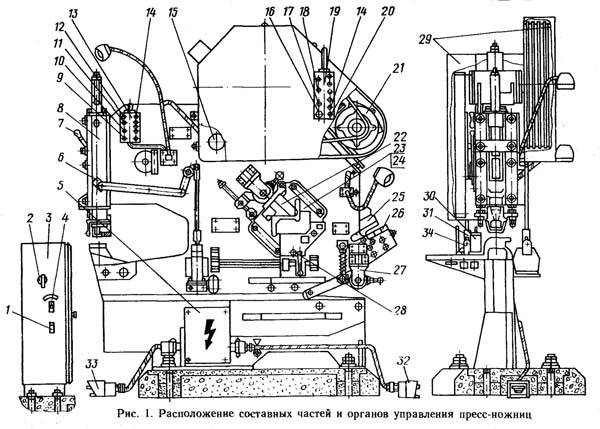
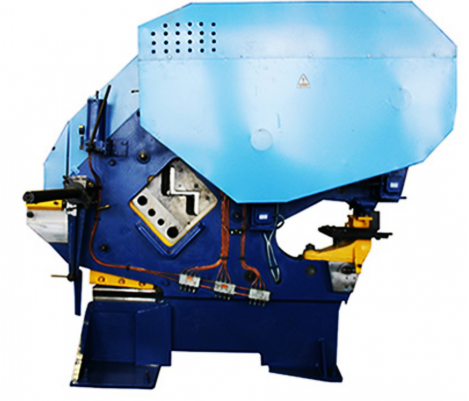
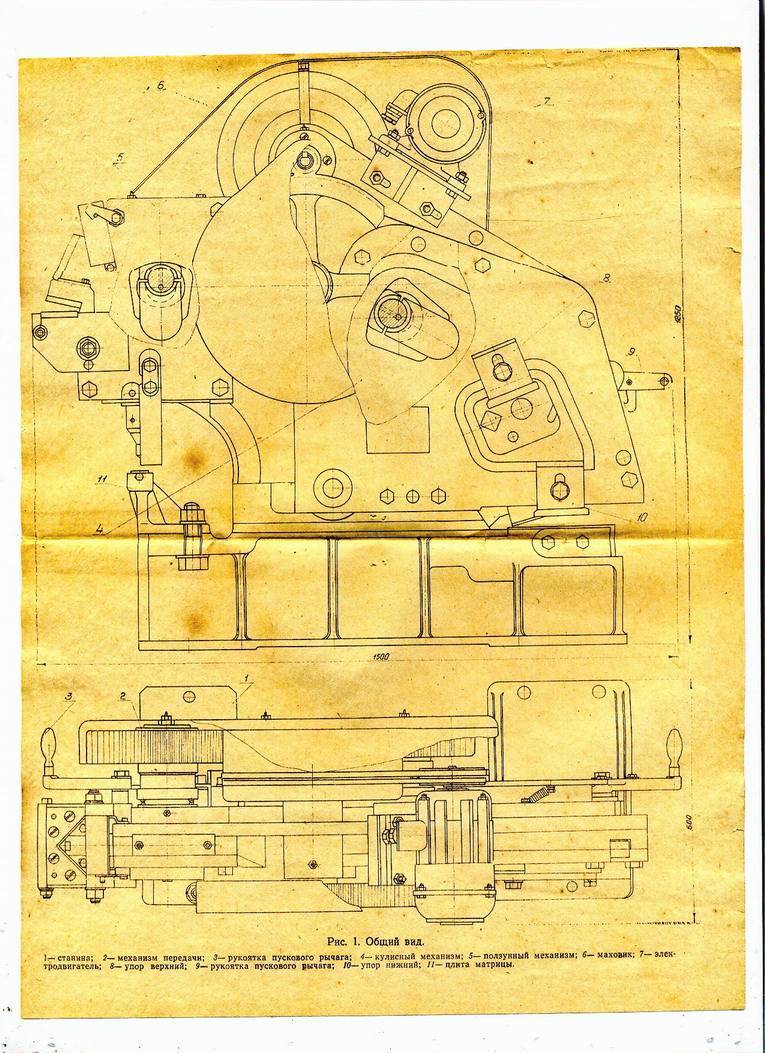
Общий вид комбинированных пресс-ножниц

Составные части комбинированных пресс-ножниц
Пресс-ножницы комбинированные с четырьмя рабочими зонами позволяют выполнять на одной машине несколько типов операций без предварительной перенастройки ножниц, в любой последовательности и без смены инструмента, что обеспечивает гибкую и экономичную обработку проката, как в крупном машиностроительном производстве, так и любой ремонтной мастерской.
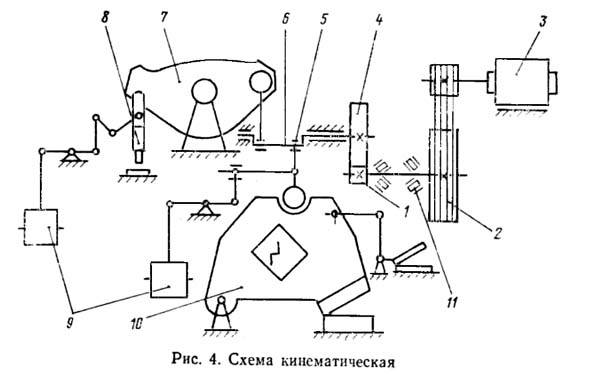
Станина сварной конструкции, состоит из переднего и заднего листов, приваренных к основанию. Для установки приводных валов и приводов секций в станине выполнены четыре расточки. Привод сортолистовой и дыропробивной секций от электродвигателя через клиноременную и зубчатую передачи на эксцентриковый вал секций. Рычаг зарубочного устройства связан при помощи тяги с ползуном сортолистовои секции.




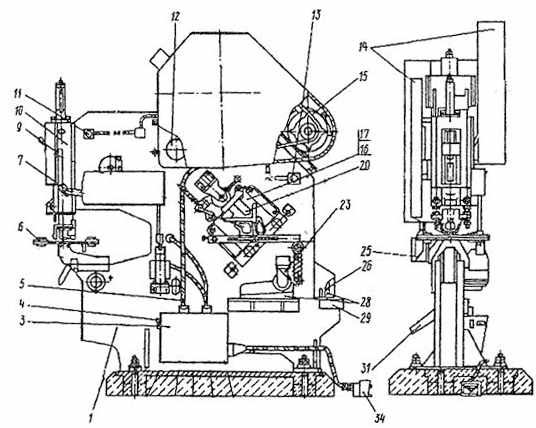
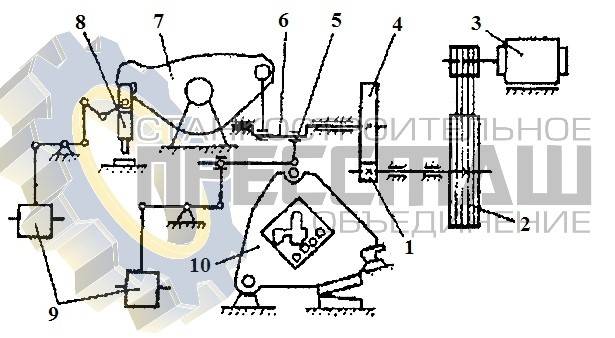

Ползун дыропробивной секции уравновешивается пружинными уравновешивателями.
Механизм центрирования предназначен для выполнения операции наметки путем перемещения с помощью рукоятки пуансонодержателя с пуансоном. Инструмент реза уголка, круга и квадрата состоит из подвижной и неподвижной плит. Подвижная плита крепится в гнездо ползуна сортолистовой секции, неподвижная — в гнезде станины Г-образ-ными пружинами.
Листовой и зарубочный инструмент состоит из двух подвижных и трех неподвижных ножей. Подвижные ножи — гильотинный для резки листового материала и прямоугольный — для прямоугольной зарубки. Инструмент дыропробивной секции состоит из пуансона и матрицы. Пуансон крепится через пуансонодержатель к ползуну, а матрица — к корпусу дыропробивного приспособления.
Пресс-ножницы имеют три рабочих места, обслуживаемые одним оператором. Электросхема обеспечивает работу пресс-ножниц па непрерывных и одиночных ходах. Управление кнопочное и педальное. Смазка густая, комбинированная.
https://youtube.com/watch?v=8tbWJfr–UA





