

Порядок установки ножниц кривошипных листовых Н3121
- Ножницы кривошипные листовые Н3121 поставляются заказчику в собранном виде.
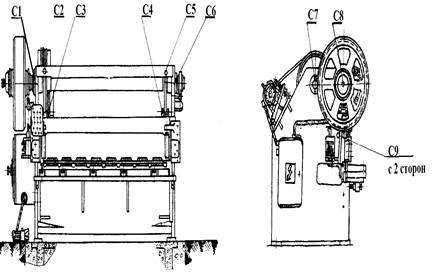
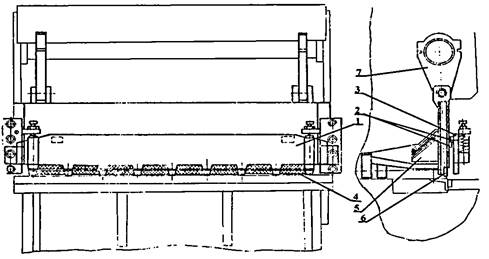
- Подъем ножниц в распакованном виде следует производить за отверстия в станине, согласно схеме строповки
- Монтажный чертеж ножниц приведен на Глубина фундамента Н принимается в зависимости от характера грунта, но не менее 800 мм.
- Горизонтальное положение ножниц на фундаменте производится с помощью клиньев и проверяется уровнем, установленным на столе ножниц. Точность монтажа в поперечном и продольном направлениях должна быть не менее 0,2 мм. На длине 1000 мм.
- После монтажа ножниц на фундаменте необходимо провести расконсервацию. Снятие антикоррозийного покрытия осуществляется деревянной лопаточкой и ветошью, смоченной бензином Б-70 ГОСТ 51-82
- Расконсервированные обработанные поверхности во избежание коррозии покрыть тонким слоем масла «Индустриальное 80» ГОСТ 20799-88.
Технические характеристики гильотинных ножниц Н3118
| Параметр | Значение |
| Толщина разрезаемых листов с временным сопротивлением σвр = 500МПа,мм | 6,3 |
| Ширина разрезаемых листов, мм | 2000 |
| Частота ходов ножа, холостых, мин-1 | 45 |
| Ход ножа, мм | 80 |
| Число режущих кромок ножа | 4 |
| Угол наклона подвижного ножа, α | 1°30′ |
| Длина листа отрезанного с упором, мм | 500 |
| Расстояние от верхней кромки нижнего ножа до уровня пола, мм | 800 |
| Расстояние между стойками в свету, мм | 2250 |
| Мощность электродвигателя, кВт | 7,5 |
| Длина | 3000 |
| Ширина | 2000 |
| Высота | 2200 |
| Масса, кг | 5100 |
Н3118 – оплата, доставка, гарантия
Продажа гильотины Н3118 производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможно другое процентное соотношение и другой порядок оплаты, согласованный со специалистом отдела продаж нашего предприятия и прописанный в Договоре поставки. Доставка оборудования производится автомобильным и железнодорожным транспортом компаний-перевозчиков ООО «Деловые Линии», ООО «ПЭК», «Байкал-Сервис», ООО «Желдорэкспедиция» и другими, сторонними перевозчиками посредством транспортно-логистических компаниий, а также транспортом Покупателя или нашей компании. Расходы по транспортировке груза оплачивает Покупатель, если иное не оговаривается и не указывается в Договоре поставки. Гарантия на новые гильотинные ножницы Н3118 – 12 мес. Предприятие-производитель оставляет за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продажам!
Если Вам необходимо купить Ножницы гильотинные кривошипные листовые Н3118 звоните по телефонам:
Читать также: Что такое лед подсветка
в Москве в Санкт-Петербурге в Минске +375 (17) 246-40-09 в Екатеринбурге в Новосибирске в Челябинске в Тюмени +7 (3452) 514-886
в Нижнем Новгороде в Самаре в Перми в Ростове-на-Дону в Воронеже в Красноярске
в Нур-Султане;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Ножницы гильотинные кривошипные листовые Н3118 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
НД3314Г ножницы гильотинные кривошипные для обработки листового металла. Назначение и область применения
Ножницы гильотинные НД3314Г разработаны в 1974 году и серийно выпускались с 1976 года. Разработчик .
Кривошипные листовые ножницы (гильотинные) с наклонным ножом НД3314Г предназначены для холодной резки листового материала с пределом прочности σBP ≤ 500 МПа (50 кгс/мм2) и с наибольшими размерами поперечного сечения 2,5х1600 мм. Поперечная резка листа толщиной и шириной в соответствии с технической характеристикой ножниц производится за один ход ножа, продольная резка — рядом повторных резов при продвижении листа вдоль линии реза.
Возможна резка неметаллических листовых материалов, исключающих быстрое затупление режущих кромок ножей и растрескивание вырезаемой заготовки.
Ножницы НД3314Г находят широкое применение в заготовительных цехах предприятий машиностроения, автотракторостроения, авиастроения, судостроения, сельхозмашиностроения и других отраслях промышленности.
Отличие гильотинных ножниц серий НД, НК, Н
Стрыйский завод КПО выпускает ножницы листовые кривошипные с наклонным ножом (гильотина), с пневмо-муфтой серии ”НД” , “НК” и “Н” и на протяжении 30-ти лет и экспортирует свою продукцию в 52 страны мира.
В серии ножниц “НК”, “Н” установка необходимой величины зазора между ножами выставляется автоматически, в зависимости от толщины разрезаемого листового материала, что позволяет резать металл различной толщины без переналадки. Ножницы данной серии оснащены механизированным задним упором, предназначенным для установки разрезаемого листового материала в заданный размер. Длина отрезаемой заготовки устанавливается по счетчику, установленному на лицевой части ножниц через привод механизированного заднего упора.
В серии ножниц “НД” регулировка зазора между ножами осуществляется вручную путем перемещения стола ножниц, согласно диаграммы, в зависимости от толщины разрезаемого листа. Длина отрезаемой заготовки устанавливается маховичком заднего упора, по линейке расположенной на направляющих рейках механизма заднего упора.
Ножницы модели НК3418Р оснащены ручным задним упором, аналогичным ножницам серии ”НД”.
Основные параметры машины для резки листового металла НД3314Г:
- Наибольшие размеры разрезаемого металла – 2,5 х 1600 мм
- Частота хода ножа – 65 мин-1
- Механическое перемещение заднего упора – 0..630 мм
- Тип муфты – пневматическая фрикционная многодисковая
- Тип тормоза – фрикционный однодисковый
- Мощность электродвигателя – 3,2 кВт
- Вес ножниц полный – 2340 кг
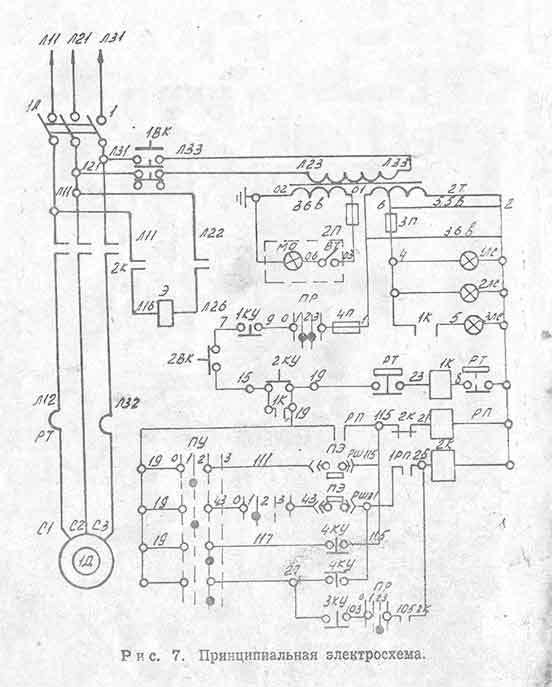
Электросхема обеспечивает работу ножниц в режимах:
- Одиночный ход
- Непрерывные (автоматические) ходы
- Наладочный режим – толчковый ход
Станина ножниц сборно-cварная, что увеличивает жесткость конструкции и снижает трудоемкость изготовления. Она состоит из двух стоек, стола и стяжки. На стойки и траверсу опирается стол. Регулирование зазора между ножами ножевой балки и станины осуществляется путем перемещения стола с помощью эксцентриков, расположенных с обеих сторон стола. В стойках выполнены расточки, в которых установлен на подшипниках качения кривошипный вал с шатунами.
Привод ножниц от электродвигателя, закрепленного на поворотной плите, через клиноременную передачу на приводной вал редуктора и далее на кривошипный вал.
Редуктор выполнен в виде агрегатного узла и состоит из двух ступеней зубчатой передачи.
Муфта-тормоз пневматическая, фрикционная, многодисковая, смонтирована на входном конце вала редуктора.
Механизм реза состоит из прижимной и ножевой балок. При совершении рабочего хода одновременно опускаются ножевая и прижимная балки.
Прижимная балка качающейся (консольной) конструкции: в ее прямолинейных направляющих движется ножевая балка. Прижим листа осуществляется за счет силы сжатых пружин и собственного веса балки. Прижимная и ножевая балки связаны между собой рычажной системой, которая соединена с приводом ножниц. В верхней частя прижимной балки установлены винтовые упоры, служащие для возврата ее в верхнее положение.
Ножевая балка снабжена пневматическими уравновешивателями, смонтированными в кронштейнах, закрепленных на станине.
Механизм заднего упора закреплен на ножевой балке и состоит из двух ходовых винтов, по которым перемещаются ползушки, с закрепленной (шарнирно) упорной планкой.
Для резки тонкого листа на ножницах предусмотрен поддерживатель.
Для защиты рук оператора в зоне реза служит защитная решетка, сблокированная с пусковым устройством ножниц.
Режим работы:
- автоматический
- наладочный
- одиночные ходы
- ручной проворот
Управление кнопочное или педальное.
Система смазки централизованная и позволяет эксплуатацию в условиях низких температур.
Гильотина пневматическая Н3118
| Наименование параметра | Модель Н3118 |
| Мин. толщина листа при σвр ≤ 45 кгс/мм², мм | 0,4 |
| Макс.толщина листа при σвр ≤ 45 кгс/мм², мм | 6,3 |
| Ширина листа, мм | 2000 |
| Расстояние от кромки неподвижного ножа до станины (вылет), мм | 500 |
| Усилие реза, кН | 200 |
| Длина отрезаемого листа по заднему упору, максимальная мм | 900 |
| Расстояние между стойками в свету, мм | 2410 |
| Угол наклона ножа, град. | 2°30 |
| Установленная мощность, кВт | 7,5 |
| Число режущих кромок ножа | 4 |
| Частота ходов ножа | 55 |
| Скорость вращения, об/мин | 1500 |
| Номинальный объем насоса за 1 ход, см³ | 7,2 |
| Вместимость резервуара, дм³ | 2,5 |
| Давление нагнетания, МПа (кгс/см²) | 10-12,5 |
| Габаритные размеры, мм | 1950x3160x2175 |
| Вес, кг | 5100 |
Ножницы гильотинные кривошипные Н3118 применяются для раскроя листового металла путем резки. Применяют данный тип оборудования для мелкосерийного и серийного производства на промышленных предприятиях, например, в заготовительных цехах, при переработке вторсырья, в судостроении и машиностроении.







Обратите внимание! Резка заготовок осуществляется в продольном, прямом и поперечном направлении по толщине листового проката. Также обработка металла производится по изначально заданным параметрам
Особенности строения пневматической гильотины Н3118
- Основной узел оборудования – это надежная и прочная станина, представляющая собой сварную конструкцию с двумя стойками, которые соединены между собой уголками.
- В процессе произведения резки, отклонение от заданных параметров на длину листовой заготовки 1000 мм — до 0,25 мм.
- Оператор осуществляет управление станком с помощью педали и пульта с кнопками.
- Предусмотрена работа в трех основных режимах – ручной поворот, автоматический или одиночный ход.
- С целью остановки Н3118 при автоматическом режиме работы оператор воздействует на кнопки панели управления, а при одиночном ходе – на промежуточный реле и бесконтактный конечный выключатель.
- Для увеличения точности реза, листовой металл прижимается специальными кулисами, движение которых происходит одновременно с ножевым устройством. Степень прижима кулисы регулируется пружинами, что расположены внутри корпуса станка.
- Н3118 оснащен комбинированной системой смазки, то есть смазочно-охлаждающая жидкость не попадает в рабочую зону, а поверхность заготовок не вымазана маслом.
- Для снижения затрат на содержание гильотин, включение станка производится за счет жесткой муфты, в которую встроен магнит и шпонки.
Станок производит резку металла, толщина которого не должна быть больше 50 кгс/кв мм, в ином случае происходит притупление и растрескивание режущей оснастки.
Преимущества
Кривошипные гильотинные ножницы выгодно отличаются техническими характеристиками, которые позволяют применять оборудование, как при мелких, так и при больших производственных объемах. Использование резака исключает время простоя за счет того, что Н3118 может функционировать в нескольких режимах. Станок отличается достаточно простым управлением и требует минимального технического обслуживания. За счет особенностей строения и высокой функциональности, Н3118 можно эксплуатировать в разных климатических зонах.
Данная модель гильотины способна проводить резку, как по установленной разметке, так и без нее. Для этой цели конструкция станка оснащена боковым и задним упором, что направляют металл в зону резки. Станок отличается простой и надежной конструкцией, высоким качеством проведения работы и скоростью проведения реза. Н3118 не требует длительной подготовки для проведения операции, что значительно снижает временные затраты на обслуживание станка.
Обратите внимание! Для увеличения фактического срока службы и сохранения точности резки, рекомендуется проводить регулярную заливку смазки в трущиеся и подвижные детали
НД3314Г ножницы гильотинные кривошипные для обработки листового металла. Назначение и область применения
Ножницы гильотинные НД3314Г разработаны в 1974 году и серийно выпускались с 1976 года. Разработчик .
Кривошипные листовые ножницы (гильотинные) с наклонным ножом НД3314Г предназначены для холодной резки листового материала с пределом прочности σBP ≤ 500 МПа (50 кгс/мм2) и с наибольшими размерами поперечного сечения 2,5х1600 мм. Поперечная резка листа толщиной и шириной в соответствии с технической характеристикой ножниц производится за один ход ножа, продольная резка — рядом повторных резов при продвижении листа вдоль линии реза.
Возможна резка неметаллических листовых материалов, исключающих быстрое затупление режущих кромок ножей и растрескивание вырезаемой заготовки.
Ножницы НД3314Г находят широкое применение в заготовительных цехах предприятий машиностроения, автотракторостроения, авиастроения, судостроения, сельхозмашиностроения и других отраслях промышленности.
Отличие гильотинных ножниц серий НД, НК, Н
Стрыйский завод КПО выпускает ножницы листовые кривошипные с наклонным ножом (гильотина), с пневмо-муфтой серии ”НД” , “НК” и “Н” и на протяжении 30-ти лет и экспортирует свою продукцию в 52 страны мира.
В серии ножниц “НК”, “Н” установка необходимой величины зазора между ножами выставляется автоматически, в зависимости от толщины разрезаемого листового материала, что позволяет резать металл различной толщины без переналадки. Ножницы данной серии оснащены механизированным задним упором, предназначенным для установки разрезаемого листового материала в заданный размер. Длина отрезаемой заготовки устанавливается по счетчику, установленному на лицевой части ножниц через привод механизированного заднего упора.
В серии ножниц “НД” регулировка зазора между ножами осуществляется вручную путем перемещения стола ножниц, согласно диаграммы, в зависимости от толщины разрезаемого листа. Длина отрезаемой заготовки устанавливается маховичком заднего упора, по линейке расположенной на направляющих рейках механизма заднего упора.
Ножницы модели НК3418Р оснащены ручным задним упором, аналогичным ножницам серии ”НД”.
Основные параметры машины для резки листового металла НД3314Г:
- Наибольшие размеры разрезаемого металла – 2,5 х 1600 мм
- Частота хода ножа – 65 мин-1
- Механическое перемещение заднего упора – 0..630 мм
- Тип муфты – пневматическая фрикционная многодисковая
- Тип тормоза – фрикционный однодисковый
- Мощность электродвигателя – 3,2 кВт
- Вес ножниц полный – 2340 кг
Электросхема обеспечивает работу ножниц в режимах:
- Одиночный ход
- Непрерывные (автоматические) ходы
- Наладочный режим – толчковый ход
Станина ножниц сборно-cварная, что увеличивает жесткость конструкции и снижает трудоемкость изготовления. Она состоит из двух стоек, стола и стяжки. На стойки и траверсу опирается стол. Регулирование зазора между ножами ножевой балки и станины осуществляется путем перемещения стола с помощью эксцентриков, расположенных с обеих сторон стола. В стойках выполнены расточки, в которых установлен на подшипниках качения кривошипный вал с шатунами.
Привод ножниц от электродвигателя, закрепленного на поворотной плите, через клиноременную передачу на приводной вал редуктора и далее на кривошипный вал.
Редуктор выполнен в виде агрегатного узла и состоит из двух ступеней зубчатой передачи.
Муфта-тормоз пневматическая, фрикционная, многодисковая, смонтирована на входном конце вала редуктора.
Механизм реза состоит из прижимной и ножевой балок. При совершении рабочего хода одновременно опускаются ножевая и прижимная балки.
Прижимная балка качающейся (консольной) конструкции: в ее прямолинейных направляющих движется ножевая балка. Прижим листа осуществляется за счет силы сжатых пружин и собственного веса балки. Прижимная и ножевая балки связаны между собой рычажной системой, которая соединена с приводом ножниц. В верхней частя прижимной балки установлены винтовые упоры, служащие для возврата ее в верхнее положение.
Ножевая балка снабжена пневматическими уравновешивателями, смонтированными в кронштейнах, закрепленных на станине.
Механизм заднего упора закреплен на ножевой балке и состоит из двух ходовых винтов, по которым перемещаются ползушки, с закрепленной (шарнирно) упорной планкой.
Для резки тонкого листа на ножницах предусмотрен поддерживатель.
Для защиты рук оператора в зоне реза служит защитная решетка, сблокированная с пусковым устройством ножниц.
Режим работы:
- автоматический
- наладочный
- одиночные ходы
- ручной проворот
Управление кнопочное или педальное.
Система смазки централизованная и позволяет эксплуатацию в условиях низких температур.
Смазка ножниц кривошипных листовых ножниц Н3118
Основные трущиеся поверхности ножниц Н3118 смазываются от рычажного шприца для густой смазки через масленки. Шестерни привода и подшипники смазываются путем закладывания смазки соответственно на зубья шестерни и в стаканы подшипников. В процессе работы ножницы нужно смазывать так, чтобы смазка выступала с боковых мест расположения подшипников. Выступающую из зазоров смазку нужно вытирать. Необходимо периодически проверять состояние масленок и маслопроводящих отверстий в деталях и обязательно их прочищать.







Смазочные отверстия промывать чистым керосином не реже одного раза в три месяца.
Меры безопасности при работе на кривошипных листовых ножницах Н3118
- производить осмотр и ремонт электроаппаратуры при включенном вводном выключателе;
- производить ремонт ножниц Н3118 при включенном электродвигателе;
- осуществлять наладку, регулировку, чистку, смазку и отладку ножниц Н3118 на ходу;
- работать при отсутствии надежного заземления;
- работать затупленными ножами во избежание деформации обрабатываемого материала;
- работать на ножницах Н3118 со снятыми ограждениями.
Не разрешается допускать к работе и обслуживанию ножниц Н3118 лиц, не ознакомившихся с руководством и не прошедших проверку практических знаний и навыков по управлению кривошипных листовых ножницами Н3118 .
Гильотина Н3118
служит для поперечного и продольного разрезания любого листового материала. Основное применение гильотина находит в цехах по заготовке материала (предприятия машиностроительной отрасли).
Разрезка обрабатываемого материала может производиться по предварительной разметке или без неё. Для этого служат боковые или задние упоры. Гильотина Н3118 заслуженно принадлежит к безотказному и долговечному оборудованию.
Сами ножницы Н3118
конструктивно обустроены верхним приводом, движителем для которого служит электрический мотор. Передаточный механизм использует клиновидный ремень с двухступенчатым редуктором цилиндрической конструкции. Такое решение значительно снижает шум при работе гильотины.
Для заранее размеченного листового материала ножницы Н3118
оборудованы задним упором, конструктивно расположенным с внешней стороны ножевого механизма. Разрезаемый материал надёжно удерживается прижимной кулисой, синхронно функционирующей с ножевым механизмом. Нужный прижим обусловлен мощными пружинами, расположенными в специальных стаканах прижимного механизма.
Электронная схема управления гильотины 3118
позволяет производить резку материала в одиночном и автоматическом режимах. Гильотина приводится в движение при помощи педали или посредством кнопки.
Смазка трущихся частей гильотины комбинированная. Включение ножниц Н3118
осуществляется посредством жёсткой муфты, имеющей две шпонки и электрический магнит. Всё это служит для уменьшения расходов на эксплуатацию при использовании в производстве гильотин Н3118
.
НА3121 Ножницы кривошипные листовые гильотинные с наклонным ножом для обработки листового металла. Назначение, область применения
Гильотина НА3121 разработана в 1983 году и серийно выпускалась с 1984 года. Разработчик Шимановский завод КПО г. Шимановск.
Ножницы кривошипные гильотинные НА3121 выпускались по ТУ2-041-1068—83, ГОСТ 6282-76 и заменили устаревшую модель Н3121.
Ножницы гильотинные механические НА3121 с наклонным ножом для листового металла предназначены для продольной и поперечной резки листового материала. Применяются в заготовительных цехах машиностроительных предприятий.
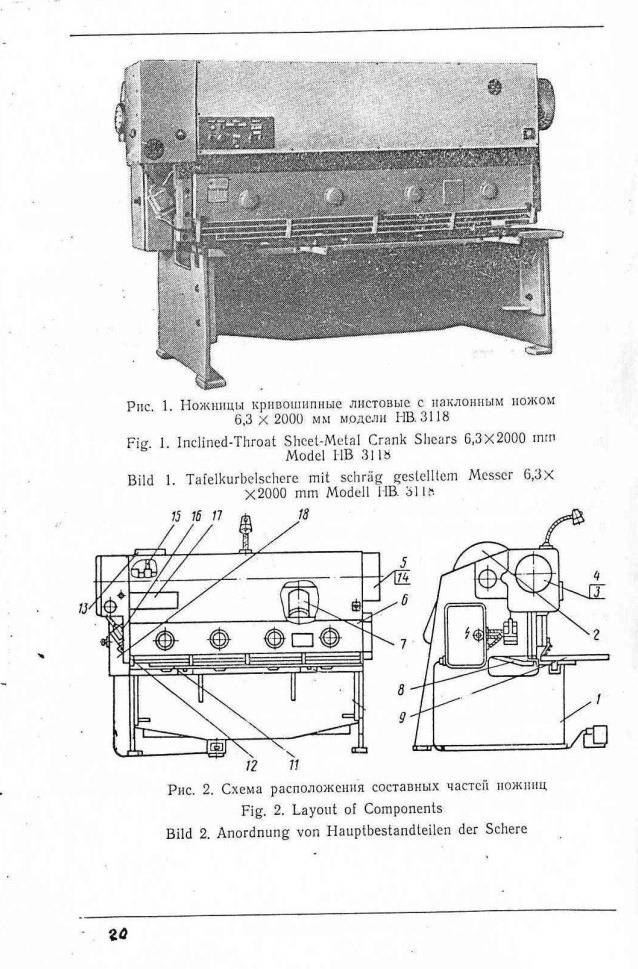
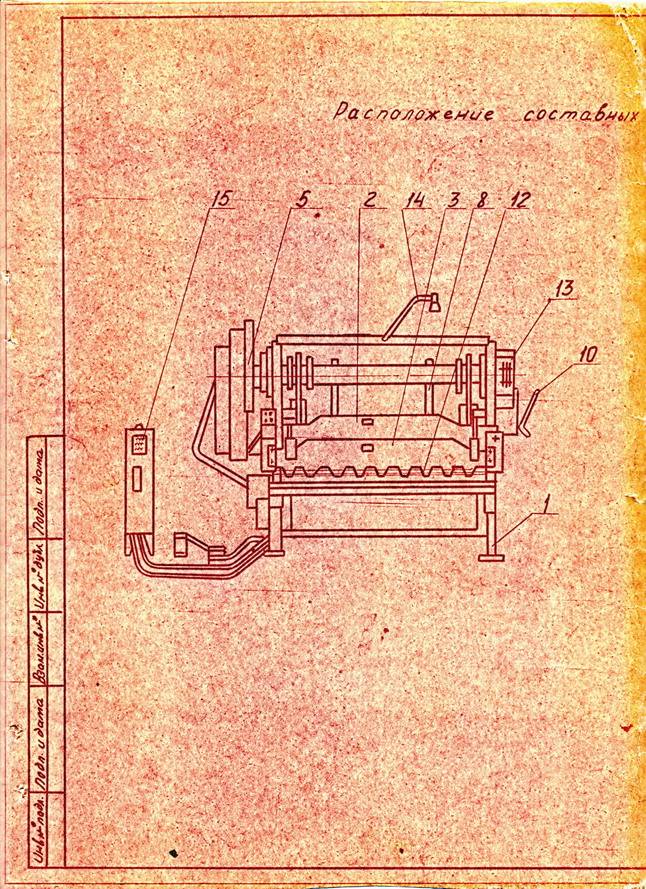
Особенности конструкции кривошипных гильотинных ножниц НА3121
Ножницы НА3121 выполнены с верхним приводом.
Вращение от электродвигателя через клиноременную передачу, муфту-тормоз, цилиндрический редуктор передается на эксцентриковый вал и далее через кривошипно-шатунный механизм — ножевой балке.
Станина ножниц представляет собой сварную конструкцию, состоящую из двух стоек, связанных между собой швеллерами.
На стойки опирается стол, к которому винтами крепятся нижние ножи. Горизонтальным перемещением стола регулируется зазор между верхними и нижними ножами. К столу крепятся передний и боковой упоры.
Ножевая балка — сварной конструкции Г-образной формы, усиленная ребрами. На ножевой балке крепятся верхние ножи.
Пневматические уравновешиватели служат для компенсации массы ножевой балки, а также для снижения динамических нагрузок при работе ножниц.
Пневматическая многодисковая фрикционная муфта-тормоз жесткосблокированная и расположена на левом конце приводного вала.
Для мерной резки полос ножницы снабжены задним упором, который установлен с тыльной стороны ножевой балки. Установка заднего упора производится с помощью винтового механизма, приводимого от маховичка вручную.
Лист при резке прижимается прижимной балкой, работающей согласованно с ножевой балкой. Необходимые усилия прижима обеспечивают пружины, которые размещаются в стаканах прижимной балки.
Электросхема обеспечивает работу ножниц на одиночных и автоматических ходах.
Управление ножниц кнопочное и от педали.
Смазка основных механизмов комбинированная.
Гильотинные ножницы с наклонным ножом. Общие сведения
Синонимы: ножницы гильотинные, ножницы листовые, ножницы механические, ножницы кривошипные, ножницы гидравлические, shears for sheet metal working, guillotine shears, crank shears.
Гильотинные ножницы – ножницы с наклонным ножом предназначены для прямолинейной продольной и поперечной резки листового металла. На гильотинных ножницах может производиться резка листов, как по разметке, так и без нее – по заднему или боковому упорам.
В зависимости от типа привода верхнего ножа гильотинные ножницы бывают:
- механическими (кривошипными)
- гидравлическими
Гидравлические гильотинные ножницы являются наиболее мощными, длина реза у них достигает 8 и более метров, толщина разрезаемого материала – до 60 миллиметров.
Гильотинные ножницы с механическим приводом во многом схожи с гидравлическими ножницами, основным отличием является система привода: оба движения лезвия (и вверх и вниз) обеспечиваются кривошипным механизмом.
Ножницы с механическим приводом не обладают высокой мощностью и применяются для резки материалов максимальной толщиной 3 – 8мм. Однако скорость реза у этого класса гильотин достаточно высока – до 56 резов в минуту (для сравнения, у гидравлических ножниц количество резов варьируется от 3 до 18 в минуту).
Гильотинные ножницы различают, также, по конструкции привода верхнего ножа:
- ножницы с прямым ходом верхнего ножа
- ножницы с поворотной (качающейся) балкой – консольные
У гильотинных ножниц с прямым ходом верхнее лезвие закреплено на раме, которая за счет кривошипа или 2-х гидроцилиндров перемещается вниз по прямым направляющим, расположенным на внутренней поверхности боковых стенок машины.
У гильотинных ножниц с поворотной балкой перемещение верхнего ножа происходит за счет вращения балки вокруг центров, находящихся на боковых стенках в задней части станка. Поскольку система привода поворотной балки находится внутри корпуса машины – ножницы с поворотной балкой более компактные.







При относительно низкой стоимости ножниц с поворотной балкой, компактности и простоте их исполнения, у них все же имеется определенный недостаток: угол резки не изменяется, оставаясь равным установленному производителем, вне зависимости, режутся ли толстые или тонкие листы.
Подготовка ножниц кривошипных Н3121 к работе и порядок работы
Требования, изложенные ниже, обязательны при пуске ножниц после монтажа, а также после ремонта или длительного перерыва в эксплуатации.
- Заземлить ножницы Н3121, подключить ее к электросети, проверив соответствие напряжения сети и электрооборудования ножниц.
- Выполнить указания, изложенные в разделе Смазка.
- Проверить затяжку всех болтов и их стопорение.
- Включить вводный автомат. При этом должна загореться сигнальная лампа «Напряжение подано». Если сигнальная лампа не загорелась, необходимо проверить напряжение в сети, согласно правилам технической эксплуатации, ибо отсутствие сигнала еще не свидетельствует об отсутствии напряжения.
- Включить электродвигатель привода нажатием кнопки «Пуск» и разогнать маховик. Проверить направление вращения большой шестерни, сидящей на конце эксцентрикового вала со стороны муфты включения. Шестерня должна вращаться по часовой стрелке, если смотреть на нее со стороны муфты. Вращение в обратную сторону не допускается.
- Обкатать ножницы Н3121 в течение двух часов, из них один час на одиночных ходах и один час на автоматических. При этом проверить взаимодействие всех узлов и деталей ножниц.
Изготовление ножей для гильотин
Изготовление ножей для гильотин. Возможности производства позволяют изготавливать цельные ножи длиной до 2000мм. Для оборудования импортного производства с цельными ножами более 3000мм нами разработана технология производства их из составных частей без снижения качества реза и удобства выставления зазоров, это не только существенная экономия на самих ножах, но и удобство обслуживания — заточки ножей.
Ножи для прессножниц COMPACT.
Проверить наличие…
Роликовые ножи к спирально-навивочным станкам SPIRO
Подробнее…
Ножи СМЖ-175
Подробнее…
Внимание! ВЫГОДНОЕ предложение для профессионалов!
За счет применения современных способов термообработки, а также заточки режущих кромок на точном современном оборудовании удалось увеличить срок службы ножей к гильотинным ножницам в 2-2.5 раза по сравнению с ножами произведенными по стандартной технологии.
Применение высокостойких гильотинных ножей позволяет не только снизить финансовые расходы на инструмент в 1,5-2 раза, а также, сохранить ресурс Вашего оборудования: чем точнее и прочнее ножи, тем меньше и равномернее усилие реза, тем меньше износ деталей гильотины, а значит, оборудование прослужит дольше!
Санкт-Петербургский инструментальныйпредлагает следующие услуги:
Особенности разборки и сборки ножниц Н3118
- Прежде чем приступить к разборке ножниц, необходимо отключить их от электросети.
- Осуществляя разборку и сборку ножниц, необходимо соблюдать правила техники безопасности.
- При снятии прижимной балки необходимо предварительно освободить штоки от действия пружин прижима, а затем отвинтить направляющие планки прижимной балки, поддерживая балку краном.
- Перед снятием ножевой балки и шатунов следует зафиксировать балку в верхнем положении, установив в отверстие в верхней части направляющей станины фиксирующий штырь.
- При разборке отдельных механизмов следует руководствоваться приведенными в настоящем руководстве рисунками узловых чертежей.





