

Нк-3418 в Украине. Сравнить цены, купить потребительские товары на маркетплейсе Prom.ua
{}
Цену уточняйте
Гильотинные ножницы НК 3418А
Доставка из Винницкая область
Нет отзывов. Добавить
от 300 грн.
Ножи для кривошипных ножниц НК3418, НК3416
80% положительных отзывов
(6 отзывов)
от 1 000 грн.
Ножи для гильотины НК 3418
80% положительных отзывов
(6 отзывов)
от 1 000 грн.
Ножи для гильотин НА3418, НБ3118, НК3416, НК 3418, НА3121, НК3421
80% положительных отзывов
(6 отзывов)
от 1 000 грн.
Гильотинные ножи НК3418 (540*60*16)
80% положительных отзывов
(6 отзывов)
от 1 000 грн.
Продаем ножи для гильотины НА 3121, НК 3416, НБ 3118, НК 4318 , НК 3418, НК 3421, НД 3314Г, 4SZ1778
80% положительных отзывов
(6 отзывов)
32 400 грн.
Ножи на ножницы НК3418
100% положительных отзывов
(7 отзывов)
Цену уточняйте
НК3416, НК3418 Ножницы гильотинные с наклонным ножом
83% положительных отзывов
(6 отзывов)
от 1 500 грн.
Ножи для гильотины НК3418 540х60х16мм
75% положительных отзывов
(5 отзывов)
Цену уточняйте
Ножницы гильотинные ERFURT PKZ 25/3150
100% положительных отзывов
(24 отзыва)
от 1 500 грн.
Ножи для гильотины НК3421 540х60х16мм
75% положительных отзывов
(5 отзывов)
42 000 грн.
Ножи гильотинные 1080х125х30 (к-т из 6 шт)
89% положительных отзывов
(28 отзывов)
36 000 грн.
Ножи гильотинные 795х75х35 (к-т из 8 шт)
89% положительных отзывов
(28 отзывов)
Цену уточняйте
Ножи для гильотин ГОСТ 25306-82
100% положительных отзывов
(7 отзывов)
Цену уточняйте
Нож плоский для резки металла 550х60х16
89% положительных отзывов
(38 отзывов)
- Цену уточняйте
- Ножницы гильотинные (гильотина) Н3118 (6,3х2000), Н3121 (12х2000), Н3222А (16х3150), СТД9А (6,3х2500)
- 2 отзыва
25 200 грн.
Ножи гильотинные 540х60х16 (к-т из 8шт)
89% положительных отзывов
(28 отзывов)
- Цену уточняйте
- Ножницы гильотинные (гильотина) Н3116 (4х2000), Н3118 (6,3х2000), Н3121 (12х2000),
- 2 отзыва
от 10 000 грн.
Ножи гильотинные НА32225 Н483 1080х165х45 арт 25.108.143
75% положительных отзывов
(5 отзывов)
от 2 500 грн.
Ножи для гильотины Н3121 310х60х25
75% положительных отзывов
(5 отзывов)
от 4 000 грн.
Ножи для гильотины 540х100х25мм
75% положительных отзывов
(5 отзывов)
от 12 000 грн.
Ножи к гильотине Н478А 1100х125х30
75% положительных отзывов
(5 отзывов)
25 000 грн.
Ножницы по металу НК3418, 6, 3х2000 мм
Доставка из г. Белая Церковь
Нет отзывов. Добавить
от 11 000 грн.
Ножи к гильотине НА3222 1080х125х30
75% положительных отзывов
(5 отзывов)
от 3 000 грн.
Ножи для гильотины Н478М 575х70х20
75% положительных отзывов
(5 отзывов)
от 16 000 грн.
Ножи к гильотине Н3225 1080х165х45
75% положительных отзывов
(5 отзывов)
от 4 000 грн.
Ножи для гильотины 725х60х25
75% положительных отзывов
(5 отзывов)
от 7 800 грн.
Ножи к гильотине 950х100х30
75% положительных отзывов
(5 отзывов)
от 3 000 грн.
Ножи для гильотины НД3314Г 540х60х16мм
75% положительных отзывов
(5 отзывов)
от 2 500 грн.
Педаль станочная ПЭ-1М одноконтактная
75% положительных отзывов
(5 отзывов)
от 2 500 грн.
Педаль станочная СПЭ-038-1 одноконтактная
75% положительных отзывов
(5 отзывов)
от 7 000 грн.
Ножи к гильотине JAROMET 1026х60х20
75% положительных отзывов
(5 отзывов)
от 12 000 грн.
Ножи к гильотине Н478А 1100х100х30
75% положительных отзывов
(5 отзывов)
от 2 500 грн.
Ножи для гильотины 275х65х25
75% положительных отзывов
(5 отзывов)
от 3 000 грн.
Ножи для гильотины Н478 570х75х27
75% положительных отзывов
(5 отзывов)
от 8 000 грн.
Ножи к гильотине 1058х75х25
75% положительных отзывов
(5 отзывов)
от 9 000 грн.
Ножи к гильотине НА3221 1070х100х30
75% положительных отзывов
(5 отзывов)
от 4 500 грн.
Ножи ScTP6,3х3150 875х60х20
75% положительных отзывов
(5 отзывов)
от 7 500 грн.
Ножи Schermesser 828х100х30
75% положительных отзывов
(5 отзывов)
от 4 500 грн.
Ножи для гильотины 618х150х80
75% положительных отзывов
(5 отзывов)
от 4 800 грн.
Ножи для гильотины НГ13 670х60х25
75% положительных отзывов
(5 отзывов)
от 4 500 грн.
Ножи ScTP6,3х3150 750х60х20
75% положительных отзывов
(5 отзывов)
от 5 200 грн.
Ножи к гильотине Pels 925х72х20
75% положительных отзывов
(5 отзывов)
от 3 000 грн.
Ножи для гильотины НД3314Г 540х60х18мм
75% положительных отзывов
(5 отзывов)
от 4 000 грн.
Ножи Н-3312 880х60х18
75% положительных отзывов
(5 отзывов)
от 11 000 грн.
Ножи к гильотине Pels 900х140х55
75% положительных отзывов
(5 отзывов)
от 6 500 грн.
Ножи гильотинные НА3218 795х70х25
75% положительных отзывов
(5 отзывов)
от 4 500 грн.
Ножи гильотинные 1120х60х20
75% положительных отзывов
(5 отзывов)
от 9 500 грн.
Ножи ST25/3150 (ST 25х3150) 885х100х30
75% положительных отзывов
(5 отзывов)
2 000 грн.
Ножи гильотинные 25.108.69 1080х100х25










75% положительных отзывов
(5 отзывов)
2 000 грн.
НД3314Г ножницы гильотинные кривошипные для обработки листового металла. Назначение и область применения
Ножницы гильотинные НД3314Г разработаны в 1974 году и серийно выпускались с 1976 года. Разработчик .
Кривошипные листовые ножницы (гильотинные) с наклонным ножом НД3314Г предназначены для холодной резки листового материала с пределом прочности σBP ≤ 500 МПа (50 кгс/мм2) и с наибольшими размерами поперечного сечения 2,5х1600 мм. Поперечная резка листа толщиной и шириной в соответствии с технической характеристикой ножниц производится за один ход ножа, продольная резка — рядом повторных резов при продвижении листа вдоль линии реза.
Возможна резка неметаллических листовых материалов, исключающих быстрое затупление режущих кромок ножей и растрескивание вырезаемой заготовки.
Ножницы НД3314Г находят широкое применение в заготовительных цехах предприятий машиностроения, автотракторостроения, авиастроения, судостроения, сельхозмашиностроения и других отраслях промышленности.
Отличие гильотинных ножниц серий НД, НК, Н
Стрыйский завод КПО выпускает ножницы листовые кривошипные с наклонным ножом (гильотина), с пневмо-муфтой серии ”НД” , “НК” и “Н” и на протяжении 30-ти лет и экспортирует свою продукцию в 52 страны мира.
В серии ножниц “НК”, “Н” установка необходимой величины зазора между ножами выставляется автоматически, в зависимости от толщины разрезаемого листового материала, что позволяет резать металл различной толщины без переналадки. Ножницы данной серии оснащены механизированным задним упором, предназначенным для установки разрезаемого листового материала в заданный размер. Длина отрезаемой заготовки устанавливается по счетчику, установленному на лицевой части ножниц через привод механизированного заднего упора.
В серии ножниц “НД” регулировка зазора между ножами осуществляется вручную путем перемещения стола ножниц, согласно диаграммы, в зависимости от толщины разрезаемого листа. Длина отрезаемой заготовки устанавливается маховичком заднего упора, по линейке расположенной на направляющих рейках механизма заднего упора.
Ножницы модели НК3418Р оснащены ручным задним упором, аналогичным ножницам серии ”НД”.
Основные параметры машины для резки листового металла НД3314Г:
- Наибольшие размеры разрезаемого металла – 2,5 х 1600 мм
- Частота хода ножа – 65 мин-1
- Механическое перемещение заднего упора – 0..630 мм
- Тип муфты – пневматическая фрикционная многодисковая
- Тип тормоза – фрикционный однодисковый
- Мощность электродвигателя – 3,2 кВт
- Вес ножниц полный – 2340 кг
Электросхема обеспечивает работу ножниц в режимах:
- Одиночный ход
- Непрерывные (автоматические) ходы
- Наладочный режим – толчковый ход
Станина ножниц сборно-cварная, что увеличивает жесткость конструкции и снижает трудоемкость изготовления. Она состоит из двух стоек, стола и стяжки. На стойки и траверсу опирается стол. Регулирование зазора между ножами ножевой балки и станины осуществляется путем перемещения стола с помощью эксцентриков, расположенных с обеих сторон стола. В стойках выполнены расточки, в которых установлен на подшипниках качения кривошипный вал с шатунами.
Привод ножниц от электродвигателя, закрепленного на поворотной плите, через клиноременную передачу на приводной вал редуктора и далее на кривошипный вал.
Редуктор выполнен в виде агрегатного узла и состоит из двух ступеней зубчатой передачи.
Муфта-тормоз пневматическая, фрикционная, многодисковая, смонтирована на входном конце вала редуктора.
Механизм реза состоит из прижимной и ножевой балок. При совершении рабочего хода одновременно опускаются ножевая и прижимная балки.
Прижимная балка качающейся (консольной) конструкции: в ее прямолинейных направляющих движется ножевая балка. Прижим листа осуществляется за счет силы сжатых пружин и собственного веса балки. Прижимная и ножевая балки связаны между собой рычажной системой, которая соединена с приводом ножниц. В верхней частя прижимной балки установлены винтовые упоры, служащие для возврата ее в верхнее положение.
Ножевая балка снабжена пневматическими уравновешивателями, смонтированными в кронштейнах, закрепленных на станине.
Механизм заднего упора закреплен на ножевой балке и состоит из двух ходовых винтов, по которым перемещаются ползушки, с закрепленной (шарнирно) упорной планкой.
Для резки тонкого листа на ножницах предусмотрен поддерживатель.
Для защиты рук оператора в зоне реза служит защитная решетка, сблокированная с пусковым устройством ножниц.
Режим работы:
- автоматический
- наладочный
- одиночные ходы
- ручной проворот
Управление кнопочное или педальное.
Система смазки централизованная и позволяет эксплуатацию в условиях низких температур.
Конструкция и схемы
Многие характеристики эксплуатации определяет характерности конструктивных компонентов и кинематической схемы. Главная кинематическая схема имеет следующие характерности:
- конструкция состоит из электрического двигателя;
- клиноременная передача, которая связана с двигателем, сообщает усилие через муфту-тормоз цилиндрическим редукторам;
- редуктор имеет выходное колесо, которое имеет жёсткую связь с валом эксцентрикового типа;
- эксцентриковый вал имеет шатуны, которые с помощью специализированных рычагов влияют на прижимные и ножевые балки. При этом ножевая балка сделана в виде прямолинейной направляющей;
- рычаги, прижимная и ножевая балка стали частью индивидуальной сборочной единицы. аналогичная единица с помощью шарниров крепится в станине. Станина имеет эксцентриковые оси.
Качающаяся консольная балка
Рабочий принцип состоит в следующем:
- для начала работы включается электрический двигатель;
- механизм резания после включения станка двигается по одной пути, при этом конструкция поворачивается вокруг оси как одно целое;
- движение механизма резания проходит до момента соприкасания балки с листом, который выступает как заготовки;
- как только прижимная балка коснулась заготовки и остановилась на одном месте, начинается прямолинейной движение ножевой до настраиваемого предела;
- в зависимости от того, какая толщина разрезаемого листа, между ножами ставится нужный просвет.
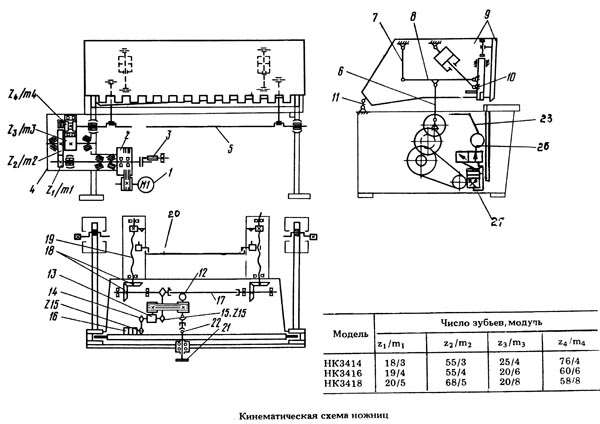
Кинематическая схема НК3418
Есть вероятность того, что при резании между ножами не окажется заготовки. С помощью специализированных осей ставится самый маленький просвет, который равён 0,02 миллиметра.
При начале реза с помощью верхнего ножа балка встречается с заготовкой. В данный момент сильно возрастает усилие. При этом часть усилия через рычажную систему подается на прижимную часть конструкции. При этом имеется возможность передать 25% усилия от силы резания.

Спецификой моделей данной серии можно назвать наличие механизированного заднего упора. Для управления таким элементом был поставлен отдельный электрический двигатель, а еще клиноременная передача. Аналогичная передача связана с червячным редуктором.
Червячный редуктор имеет две звездочки:
- первая связана у которых есть функция указания ширины отрезаемой полосы;
- вторая с помощью цепи связана с упорной балкой.
Также есть специализированный механизм поддерживания отрезаемой части листа. Связывают это с тем, что при провисании существенно ухудшается качество приобретаемых листов.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Назначение и область использования
Кривошипные листовые ножницы модели НК3418, в конструкции которых есть наклонный нож, применяются для холодной резки листового металла. Важным свойством каждого материала можно назвать его крепость. Высокий прочностный показатель приносит ограничение в применении оборудования. Ножницы НК3418 могут применяться только для резки следующего листового металла:
- с прочностным показателем не больше 500 МПа;
- при размере поперечного сечения 2,5х1600, 4,0х2000, 6,3х2000 миллиметров. первое значение определяет толщину листа, второе – длину поперечного сечения.
В большинстве случаев применять аналогичное оборудование можно при резке не только металла, но и остальных типов материала.
Аналогичные характерности использования формируют сфера применения модели НК3418:
- Заготовительные цеха фирм, которые связаны с областью автомобилестроения, кораблестроения, самолетостроения и так дальше. В аналогичных областях деятельности ножницы НК3418 дают возможность провести быстрое изменение размеров листового металла, являющийся основным материалом.
- Иная область деятельности, в которой проходит применение листового металла. Характеристики модели НК3418 формируют хорошую производительность данного оборудования.
Большая продуктивность, в первую очередь, связана отсутствием надобности переналадки. Гильотинные ножницы можно применять для резки металла любой толщины, в рамках поставленного предела, без переналадки.
Еще принципиальным моментом можно назвать то, что ножницы НК3418 обладают механизированным задним упором. Данный момент определяет то, что гильотина управляется с помощью специализированного блока оператора, который применяется для установки размера заготовки.
Все гильотинные ножницы модели НК, в том числе НК3418, имеют большую надежность в работе. При этом стоит помнить о легкости применения, а еще об отсутствии трудностей на момент выполнения строительных работ. Применение новейших технологий дает возможность достигать большую точность отрезания. Гильотина имеет совершенную систему смазки, а еще электрическое оборудование, которое дает возможность применять станок в трудных условиях эксплуатации. Если сравнивать с гидравлическими ножницами НК3418 рассматриваемый вариант выполнения имеет большое количество положительных качеств.
Еще одной значительной эксплуатационной характеристикой можно назвать отсутствие масла в зоне резания. Данный момент определяет чистоту заготовок в результате проведения резания.
Спецификация составных частей ножниц НД3314г, НД3316г, НД3318г
| № | Наименование параметра | НД3314г | НД3316г | НД3318г |
|---|---|---|---|---|
| 1 | Пульт управления | НД3314г-93-001 | НД3316г-93-001 | НД3318г-93-001 |
| 2 | Упор боковой | НД3314г-35-001 | НД3316г-35-001 | НД3318г-35-001 |
| 3 | Освещение линии реза | НД3314г-76-001 | НД3316г-76-001 | НД3318г-76-001 |
| 4 | Ограждение станины | НД3314г-71-091 | НД3316г-71-001 | НД3318г-71-001 |
| 5 | Защитная решетка | НД3314г-75-001 | НД3316г-75-001 | НД3318г-75-001 |
| 6 | Привод | НД3314г-21-001 | НД3316г-21-001 | НД3318г-21-001 |
| 7 | Ограждение ножевой балки | НД3314г-72-001 | НД3316г-72-001 | НД3318г-72-001 |
| 8 | Приводной вал | НД3314г-24-001 | НД3316г-24-001 | НД3318г-24-001 |
| 8 | Редуктор червячный с муфтой-тормозом | НД3314г-22-001 | НД3316г-22-001 | НД3318г-22-001 |
| 9 | Ограждение привода | НД3314г-73-001 | НД3316г-73-001 | НД3318г-73-001 |
| 10 | Упор задний | НД3314г-34-001 | НД3316г-34-001 | НД3318г-34-001 |
| 11 | Станина | НД3314г-11-001 | НД3316г-11-001 | НД3318г-11-001 |
| 12 | Уравновешиватель | НД3314г-33-001 | НД3316г-33-001 | НД3318г-33-001 |
| 13 | Устройство для удержания ножевой балки | НД3314г-77-001 | НД3316г-77-001 | НД3318г-77-001 |
| 14 | Балка ножевая | НД3314г-31-001 | НД3316г-31-001 | НД3318г-31-001 |
| 15 | Балка прижимная | НД3314г-32-001 | НД3316г-32-001 | НД3318г-32-001 |
| 16 | Электрооборудование | НД3314г-91-001 | НД3316г-91-001 | НД3318г-91-001 |
| 17 | Пневмооборудование | НД3314г-43-001 | НД3316г-43-001 | НД3318г-43-001 |
| 18 | Указатель положения ножевой балки | НД3314г-77-001 | НД3316г-77-001 | НД3318г-77-001 |
| 19 | Смазка | НД3314г-81-001 | НД3316г-81-001 | НД3318г-81-001 |
| 20 | Установка БВК | НД3314г-41-001 | НД3316г-41-001 | НД3318г-41-001 |
| 21 | Ограждение БВК | НД3314г-74-001 | НД3316г-74-001 | НД3318г-74-001 |
Гидравлическая схема гильотинных ножниц Н3222. Насос гидравлический (рис. 15,16)
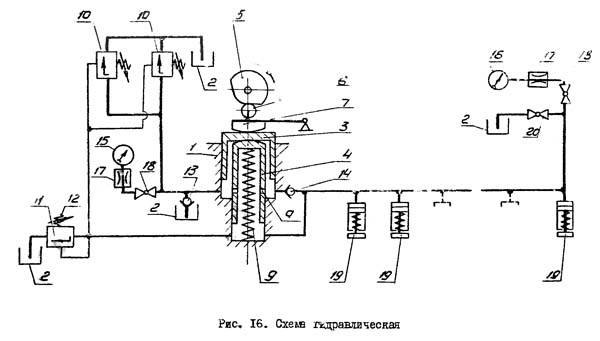
Гидравлическая схема гильотинных ножниц н3222
В сборном корпусе, содержащем цилиндр 1 и бак 2, располагается поршневая группа, включающая поршень 3 и поршень 4, приводимая в действие кулачком 5, закрепленном на коленчатом валу, 1ерез ролик 6 и сухарь 7, смонтированные на качающемся рычаге 8. Возврат поршней достигается пружиной 9.
Полость большего поршня 3 защищена двумя напорными золотниками 10, управлявший давлением от магистрали поршня 4. Полость поршня 4 защищена предохранительным клапаном II с регулировкой пружины 12. Всасывание масла поршнями обеспечивается, возвратом прижимов и обратным клапаном 13.
Обратный клапан 14 позволяет подвести прижимы к разрезаемому листу с помощью обоих поршней. Контроль давления в полостях поршней 3 и 4 достигается соответственно нанометрами 15 и 16, подключенными через дроссели 17 и краны 18 для выключения манометров после измерения.
Работа гидросистемы поясняется схемой гидравлической (рис. 16). Поворот кулачка 5 с коленвалом машины через ролик 6 и сухарь 7 вызывает перемещение поршней 3 и 4, которые совместно направляют масло в магистраль прижимов 19. Напорные золотники 10 заперты до тех пор, пока прижимы не коснутся листа. Затем давление в магистрали прижимов быстро нарастает и вызывает открытие золотников 10 и сообщение полости поршня 3 с баком.
Клапан 14 закрывается и давление поддерживается только поршнем 4. Избыток масла под давлением открывается -предохранительный клапан II и сливается в бак. После разрезки листа кулачок 5 отпускает поршни и давление падает.
Под поршень 4 поступает масло, подаваемое прижимами от возвратных пружин и под поршень 3 поступает масло из бака через обратный клапан 13. Отверстия “а”, расположенные на поршне 4, открываются, когда все масло прижимов поступило в полость поршня 4 и далее полость заполняется через обратный клапан 13.
Заполнение маслом гидросистемы производится на холостых ходах ножниц при открытом кране 20. При этом ведется наблюдение за вытеканием масла из магистрали прижимов в бак. При вытекании масла без воздуха и пены в течение 5-10 ходов ползуна ножницы останавливают, кран 20 закрывают. Гидросистема заполнена.
#
#
Все с рубля!
- Зачем регистрироваться?
- Как покупать?
- Как продавать?
- Частые вопросы
Корзина
Продать
Регистрация
Недавние
- Лоты
Разделы
Поиски
Избранные
- Лоты
Разделы
Поиски
- Недавние
- Лоты
- Разделы
- Поиски
Избранные
Лоты
Разделы
Поиски
Покупаю
Торгуюсь сейчас
Я купил
Не купил
Подписка на новые лоты
Запросы лотов у продавцов
Предложения продавцов
Продаю
Сделки
Завершенные торги
Пополнить счет
Спрос
Настройки продавца
Мой магазин
Активация
Настройка
Торгуюсь сейчас
Я купил
Подписка на новые лоты
Запросы лотов у продавцов
Предложения продавцов
Продаю
Продать
В продаже
Сделки
Завершенные торги
Пополнить счет
Спрос
Настройки продавца
СписокГалерея
Не обнаружено ни одного лота удовлетворяющего вашему запросу.
Начните с первой страницы сайта. Лоты для всех регионов
| Частые вопросы и служба поддержки |
| Правила пользования | Продать | Регистрация | Открой свой аукцион | Партнерская программа | Профайл | Помощь Все права защищены 1999 — 2020 года. Старина |
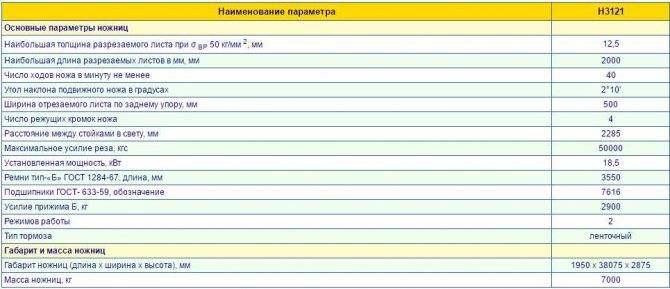
Основные эксплуатационные характеристики
При приобретении ножниц следует обратить внимание на паспорт, в котором указывается основная информация. Как правило, паспорт содержит следующую информацию:
- наибольшая толщина разрезаемого металла 12,5 миллиметров;
- наибольшая длина листа 2 000 миллиметров;
- минимальное число ходов ножа в автоматическом режиме за одну минуту 40 раз;
- ширина листа по заданному упору составляет 500 миллиметров;
- максимальное усилие 50 000 кгс;
- мощность установленного электродвигателя составляет 18,5 квт;
- усилие прижима – максимальное значение 2 900 кг;
- тип установленного тормоза – ленточный;
- масса оборудования 7 000 килограмм.
Технические характеристики
Вышеприведенная информация указана в паспорте. Также в паспорте может быть указана кинематическая схема, которая используется при проведении ремонтных работ.
3 Важные элементы гильотины – краткий обзор
К основным узлам рассматриваемого нами устройства для резки металла относят следующие элементы конструкции:
- Станина. Она выполняется цельносварной, состоит из траверсы, двух стоек, стяжки и стола. На этом узле крепятся все агрегаты и сборочные единицы гильотины. Составной неподвижный нижний нож размещен в выемке стола, главный вал – в стойках станины. Через склиз удаляются отрезаемые изделия, а механизм реза крепится к станине при помощи проушин.
- Редуктор. Крепится на ведущем валу (используются подшипники качения). В редукторе установлены диски из алюминиевого материала, входящие в пазы бесконтактных путевых выключателей.
- Привод ножниц. Он смонтирован на траверсе. Его задача состоит во включении двигателя, на валу которого расположен шкив, соединяющийся с маховиком клиновыми ремнями.
- Устройства реза. Данный механизм состоит из стяжки, ножевой и прижимной балки, специальной стойки. В направляющих этого устройства находится составной нож.

- Муфта-тормоз. Располагает ведущими дисками, с помощью которых ее соединяют с кронштейном и маховиком. Смонтирована муфта на ведущем редукторном валу (на самом его конце, где присутствует шлицевая эвольвентная нарезка).
- Задний упор. Крепится к ребру балки четырьмя болтами, конструкционно состоит из двух кронштейнов. В них смонтированы ходовые винты (между собой они соединены коническими шестернями и промежуточным валом), задача которых заключается в регулировке зазоров.
- Передний упор. Располагает роликами и удлинителями, по пазам коих происходит движение упорной планки, что и позволяет выполнять качественный и эффективный роспуск металлических холодно- либо горячекатаных листов.
- Боковой упор. Он необходим для упора и направления (параллельного) заготовки в область реза. Если одновременно применять боковой и зданий упор, точность обработки материалов существенно увеличивается.
4 Как управлять гильотиной – электрооборудование ножниц
Управление установкой производится при помощи панели переключателей, находящейся в отдельно стоящем специальном ящике, и пульта управления. При этом в ящике монтируется вся без исключения регулировочная, защитная и пусковая аппаратура. Шкаф управления позволяет выбрать один из режимов работы гильотины:

- “Одиночный ход”;
- “Толчок”;
- “Непрерывный ход”;
- “Ручной проворот”.
Отметим, что работа гильотинных ножниц с поддерживателем листа возможна исключительно при включении “Одиночного хода”.

Для защиты оборудования в гильотине устанавливаются микропереключатели, которые автоматически блокируют функционирование машины при:
- критическом снижении давления воздуха в релейной системе;
- залегании пневматического клапана;
- открытии защитной решетки;
- приближении заднего упора к граничным зонам перемещения.
Ножи НК3418 в Симферополе. Сравнить цены, купить потребительские товары на маркетплейсе Tiu.ru
- По рейтингу
- Дешевые
- Дорогие
{}
Цену уточняйте
Гильотинный нож НК-3418
Доставка из г. Екатеринбург
86% положительных отзывов
(7 отзывов)
Цену уточняйте
Нож НК3418 (540х60х16)
75% положительных отзывов
(12 отзывов)
Цену уточняйте
Нож гильотинный 540х60х16 для НК3418
Доставка из г. Екатеринбург
86% положительных отзывов
(7 отзывов)
1 475 руб.
Ножи для гильотинных ножниц НК3418
Доставка из г. Нижний Новгород
67% положительных отзывов
(6 отзывов)
Цену уточняйте
Ножи для гильотины 540х60х16, НК-3416, НК-3418, НА-3121, НБ-3118
Доставка из г. Екатеринбург
86% положительных отзывов
(7 отзывов)
621 250 руб.
Ножницы гильотинные НК3416 — размер листа 4х2000 мм, пнематическая муфта
69% положительных отзывов
(35 отзывов)
500 руб.
Ножи для гильотины
Доставка из г. Санкт-Петербург
4 отзыва
500 руб.
Ножи гильотинные
Доставка из г. Санкт-Петербург
4 отзыва
Регулирование ножниц НА3218
pазор между ножами ножниц НА3218
Зазор между ножами регулируется после ослабления болтов крепления стола. Поворотом валика за левый четырехгранный хвостовик достигается параллельное перемещение стола с неподвижными ножами при контроле по лимбам, которыми оснащены хвостовики. После регулировки зазора стол надежно закрепить.









Рекомендуемые величины зазоров для листов различной толщины
| Толщина разрезаемых листов, мм | До 1,5 | 1,5-3 | 3-5 | 5-6,3 |
| Зазор между ножами, при резке стали мм | 0,05 | 0,1 | 0,17 | 0,21 |
| Зазор между ножами, при резке алюминия, меди и подобных материалов мм | 0,05 | 0,06 | 0,085 | 0,1 |
При работе ножниц НА3218 интенсивному износу подвергается только часть зубьев червячного колеса, примерно 1/3. Меняя положение колеса относительно коленчатого вала можно включать в работу менее изношенные участки зубьев колеса. Для этого в ступице колеса нарезаны шлицы. Колесо через втулку, имеющую внутренние и наружные шлицы. Колесо через втулку, имеющую внутренние и наружные шлицы, соединяется шлицами втулки с коленчатым валом. Сняв эту втулку, поворотом червяка изменим положение колеса. Затем поставим втулку на место и закрепим ее на ступице колеса.
Регулируется перемещение электродвигателя с кронштейном с помощью регулировочных горизонтальных болтов после ослабления этих болтов, крепящих кронштейн. Величину натяжения ремней можно определить по стреле прогиба каждого ремня, которая должна составлять 15-20 мм от усилия 2-2,5 кг, приложенного к середине натянутой ветви ремня. После регулировки натяжения подмоторного кронштейна регулировочными болтами закрепить.
Сжатый воздух подводится по ветви к полости ресивера 4 для его полости настраивается давление с помощью регулятора встроенного в ветвь. Контроль давления осуществляется с помощью манометра регулятора. Для полостей уравновешивателей, муфты-тормоза настраивается давление в пределах 3,5-4 кгс/см2. Завышение давления для муфты нарушает ее второе предназначение – как предохранителя по крутящему моменту
Регулировка по давлению в гидравлическом насосе производится в двух объектах: давление управления напорных золотников и давление в магистрали прижимов. Напорные золотники должны открываться при давлении в магистрали прижимов, которое превосходит давление их подвода к прижимаемому листу. Сдвоенная система повышает надежность работы защиты. Золотники настроены заводом изготовителем на срабатывание при давлении в магистрали гидроприжимов 10-30 кгс/см2 и дополнительной регулировки не требуется. После ремонта или промывки золотники настраиваются повторно на указанное давление, для чего один из золотников снимается, а подводящие отверстия в панели глушатся специально изготовленной плитой. Оставшийся золотник настраивается с контролем по манометру, после чего на его место крепится снятый золотник и также настраивается. Затем оба золотника ставятся на места и готовы к работе.
Величина давления в магистрали прижимов регулируется величиной натяжения пружины и настроена — заводом изготовителем на 45 кгс/см2. Однако при резке листов толщиной менее 6,3 мм это давление рекомендуется снижать для облегчения работы насоса, уменьшения износа его деталей и снижения нагрева масла.
Быстроизнашивающиеся детали ножниц кривошипных гильотинных НА-3218
- подшипники скольжения;
- ножи;
- пружины;
- планки текстолитовые;
- комплект РТИ;
- накладки фрикционные;
- ремни клиновые.














