

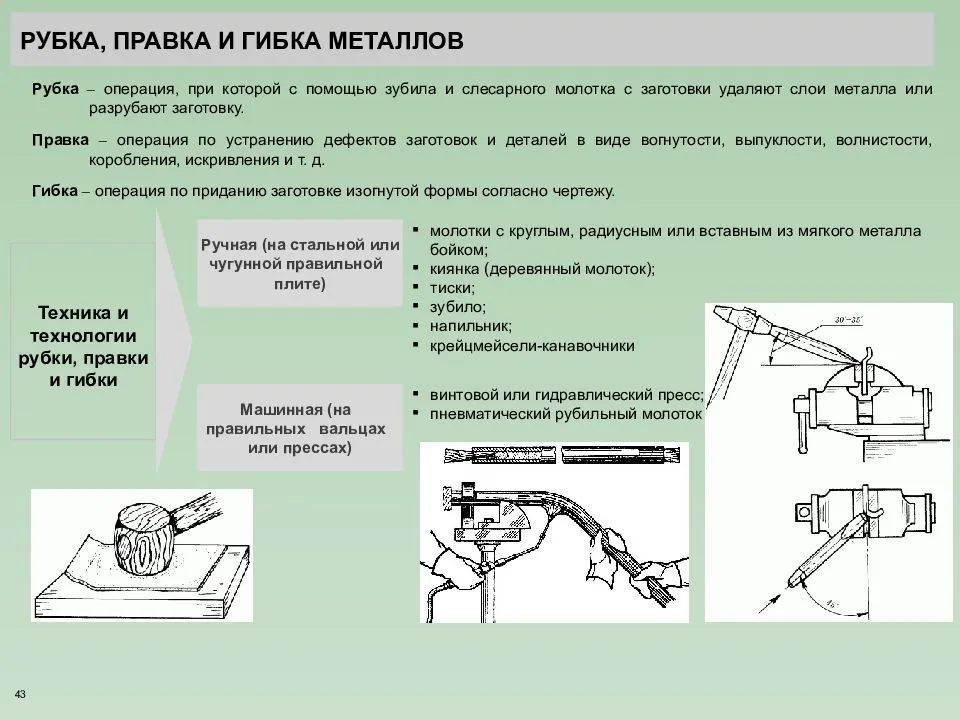
§ 21. Механизация рубки
Ручная рубка вытесняется обработкой на металлорежущих станках (строгание, фрезерование), обработкой абразивным инструментом, применением ручных механизированных инструментов и приспособлений.
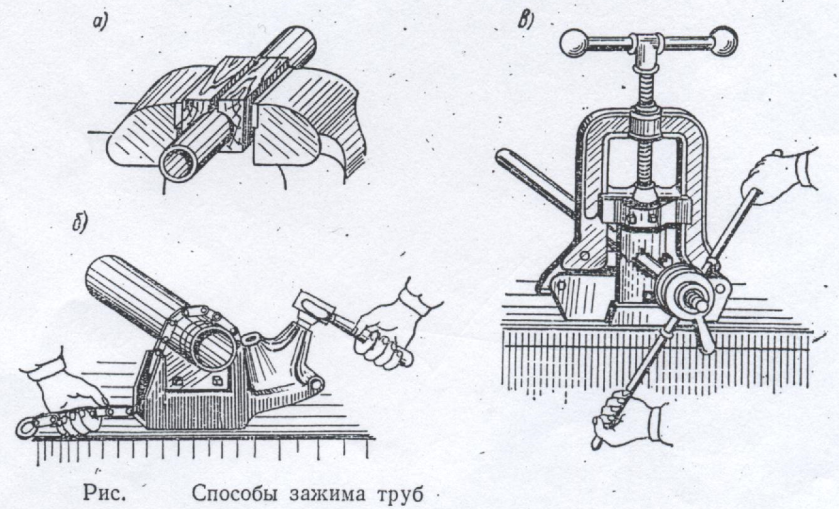
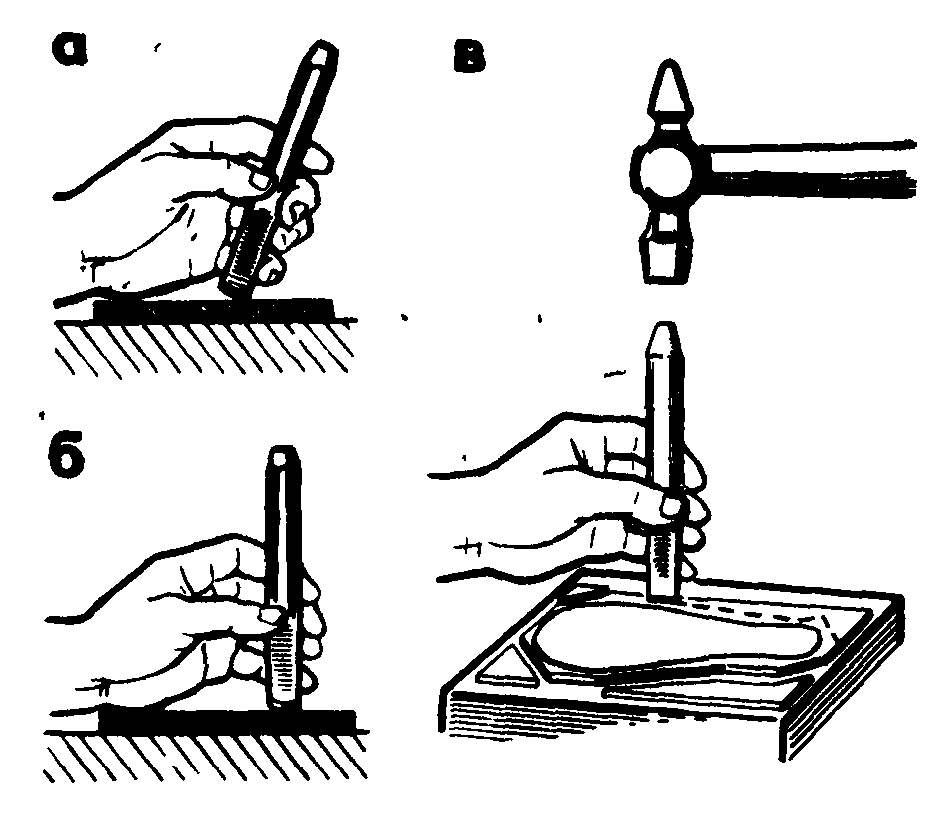
К ручным механизированным инструментам относятся пневматические и электрические рубильные молотки. На рис. 77 показано устройство пневматического рубильного молотка РМ-5 завода “Пневматика”. Молоток состоит из корпуса, бойка, золотника и рукоятки с пусковым устройством. Сжатый воздух из цеховой магистрали через резиновый шланг и штуцер 1 поступает к рукоятке молотка. Слесарь берет правой рукой за рукоятку, левой удерживает за ствол, направляя движение зубила (рис. 8, а, 6).
При нажатии на курок 3 (см. рис. 77) открывается клапан 2 и воздух под давлением 5 – 6 кгс/см2 из магистрали через штуцер 7 поступает в цилиндр. В зависимости от положения золотника 4 воздух через каналы внутри корпуса попадает в камеру рабочего хода 5 или в камеру обратного хода 6. В первом случае воздух толкует ударник 7 вправо и он ударяет по хвостовику рабочего инструмента. В конце рабочего хода золотник давлением воздуха смещается, воздух попадает в камеру 6 – совершается обратный ход. Затем цикл работы повторяется. Молоток включают в работу после того, как режущей кромкой инструмента нажали на обрабатываемую поверхность.
В качестве инструмента для рубки пневматическим молотком применяют специальные зубила. Производительность рубки при пользовании механизированным инструментом повышается в 4 – 5 раз. На рис. 78,а,6 показана работа пневматическим молотком.
В электрических молотках вращение вала электродвигателя, вмонтированного в корпус, преобразуется в возвратно-поступательное движение ударника, на конце которого закреплено зубило или другой инструмент.
Безопасность труда. При рубке металлов следует выполнять следующие правила безопасности труда:
ручка ручного слесарного молотка должна быть хорошо закреплена и не иметь трещин;
при рубке зубилом и крейцмейселем необходимо пользоваться защитными очками;
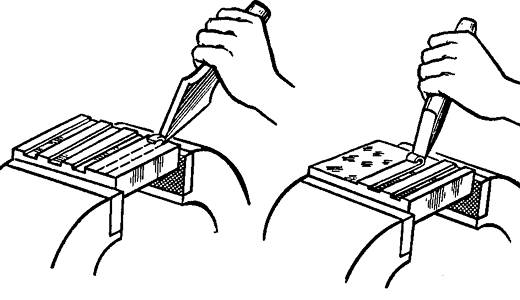
при рубке твердого и хрупкого металла следует обязательно использовать ограждение: сетку, щиток (рис. 79,а);
для предохранения рук от повреждений (при неудобных работах, а также в период обучения) на зубило следует надевать предохранительную резиновую шайбу, а на кисть руки – предохранительный козырек (рис. 79,6,в).
При работе пневматическим молотком необходимо:
перед началом работы пневматический молоток продуть сжатым воздухом;
включать пневматический инструмент только после установки инструмента в рабочее положение; холостой ход инструмента не разрешается;
при соединении шланга сжатый воздух должен быть отключен;
нельзя держать пневматический молоток за шланг или рабочий инструмент.
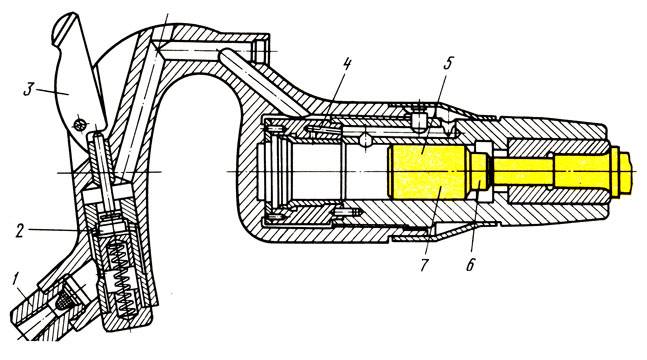 Рис. 77. Пневматический рубильный молоток РМ-5: 1 – штуцер, 2 – клапан,3 – курок, 4 – золотник, 5 – камера рабочего хода, 6 – камера обратного хода,7 – ударник
Рис. 77. Пневматический рубильный молоток РМ-5: 1 – штуцер, 2 – клапан,3 – курок, 4 – золотник, 5 – камера рабочего хода, 6 – камера обратного хода,7 – ударник
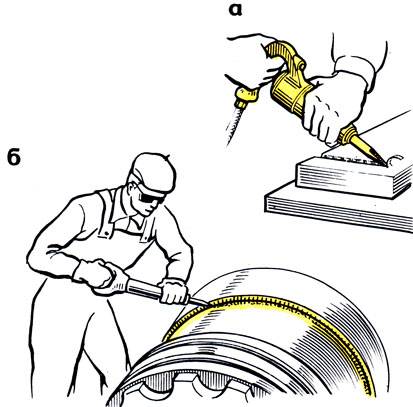
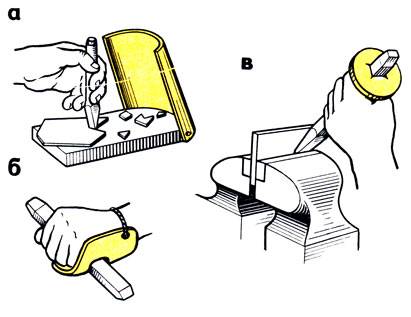 Рис. 79. Предохранительные приспособления, применяемые при рубке: а,б – предохранительные щитки, в – предохранительная шайба из резины
Рис. 79. Предохранительные приспособления, применяемые при рубке: а,б – предохранительные щитки, в – предохранительная шайба из резины
Приспособление для рубки металла – гильотина
Оборудование имеет гидравлический привод. Сама станина – очень тяженая и большая. С помощью аппарата можно производить только прямые надрезы (без закруглений) по горизонтали и вертикали. В случае необходимости можно вырезать нужные простые геометрические формы – квадраты, прямоугольники, ромбы и пр.
Обычно станок имеет дистанционное или компьютеризированное управление. ЧПУ позволяет заранее задавать формы, скорость разреза. Требуется производить математические вычисления, чтобы учитывать толщину заготовки и прочие параметры.
Иногда агрегаты являются комбинированными, то есть помимо лезвий гильотины имеются в составе ножницы по металлу, пресс. Это ускоряет работу и позволяет производить многофункциональные операции. Особенности машинизированного процесса:
- Высокая скорость.
- Точность произведения распиловки.
- Возможность отрезать даже минимальный край.
- Достаточно ровные кромки.
- Работа с металлическими изделиями большой толщины (арматура, толстые стенки).
- Действия слесаря заключаются только в настройке машины и слежении за процессом. Облегчение физического труда рабочих.
- Высокая производительность. Подходит для серийного производства.
К минусам же можно отнести большую стоимость и вес оборудования. Его может позволить себе не каждое производство.
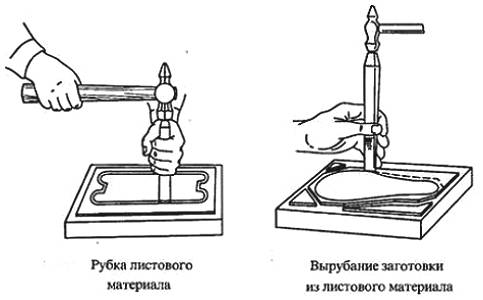
Вырубание заготовок сложного профиля из листового металла
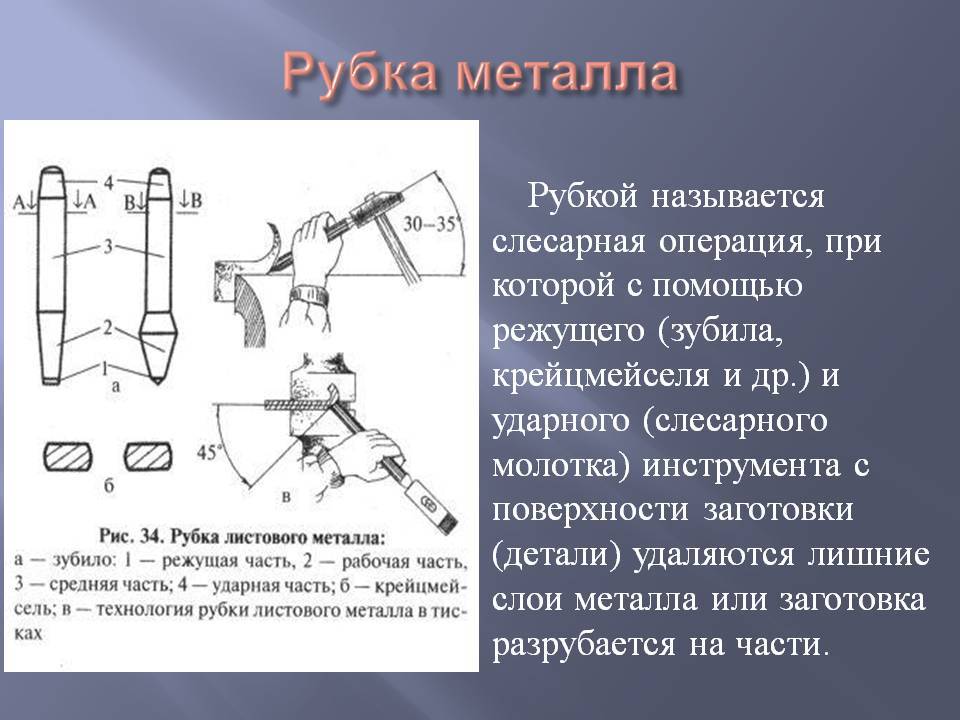
Одним из методов подготовки детали к чистовой обработке является рубка металла. Она относится к слесарным операциям. Её применение позволяет решить следующие задачи:
- удалить оставшийся слой или части металла с поверхности заготовки;
- устранить образовавшиеся кромки на краях детали после ковки и литья;
- разделить металлический прокат на более мелкие части;
- вырубить отверстия в металлических изделиях;
- прорубить канавки различного назначения.
В справочной литературе описывающей слесарное дело подробно приводятся задачи, решаемые этой операцией и способы её проведения. Большое назначение слесарной рубки определяет её широкое применение в металлообработке и машиностроении. Она позволяет быстро и качественно разделить заготовки по заданным размерам.
Способы рубки металла
Технология слесарной рубки металла подразделяется на следующие виды:
- по характеру решаемых задач (вырубка деталей по заданной форме, отделение части металла необходимого размера, вырубание канавок);
- способу операции (ручную или механизированную);
- методу фиксации;
- направлению рубочного действия (вертикальное или горизонтальное).
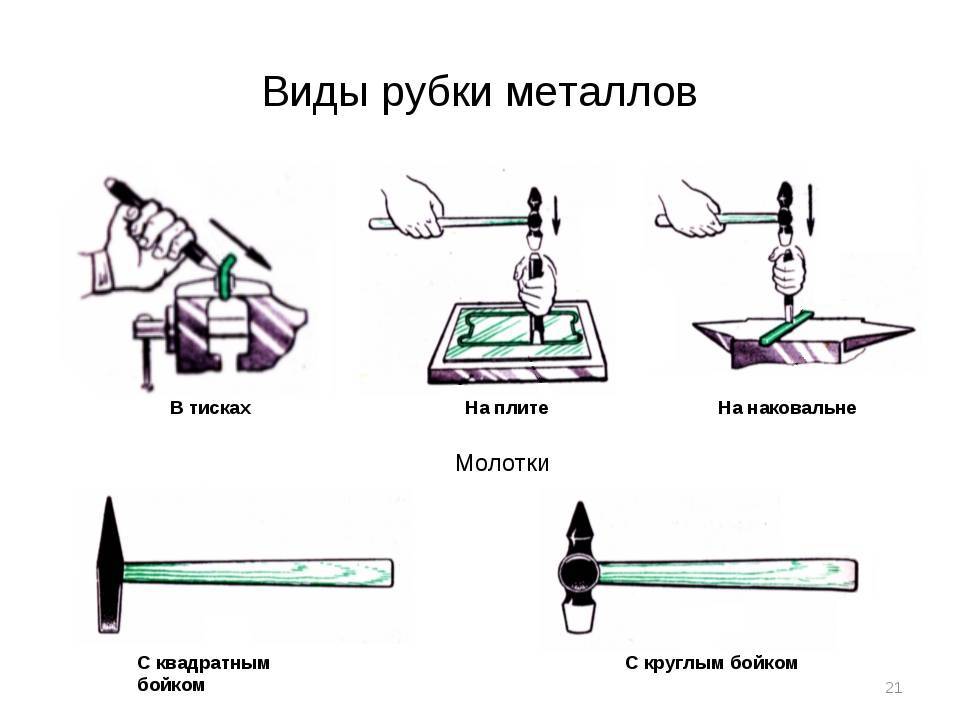
Все виды рубки металла могут осуществляться как вручную, так и механически. Это определяется требуемым качеством получаемого изделия, количеством (производительностью), техническими возможностями (наличием ручного или механического инструмента).
При ручной рубке используются следующие способы: вертикальный или горизонтальный. Выбор способа зависит от возможности закрепления металла.
Она может зажиматься в тисках (если позволяют размеры и масса). Если это невозможно, заготовку располагают на наковальне или металлической плите. Горизонтальную операцию целесообразно производить с использованием слесарных тисков.
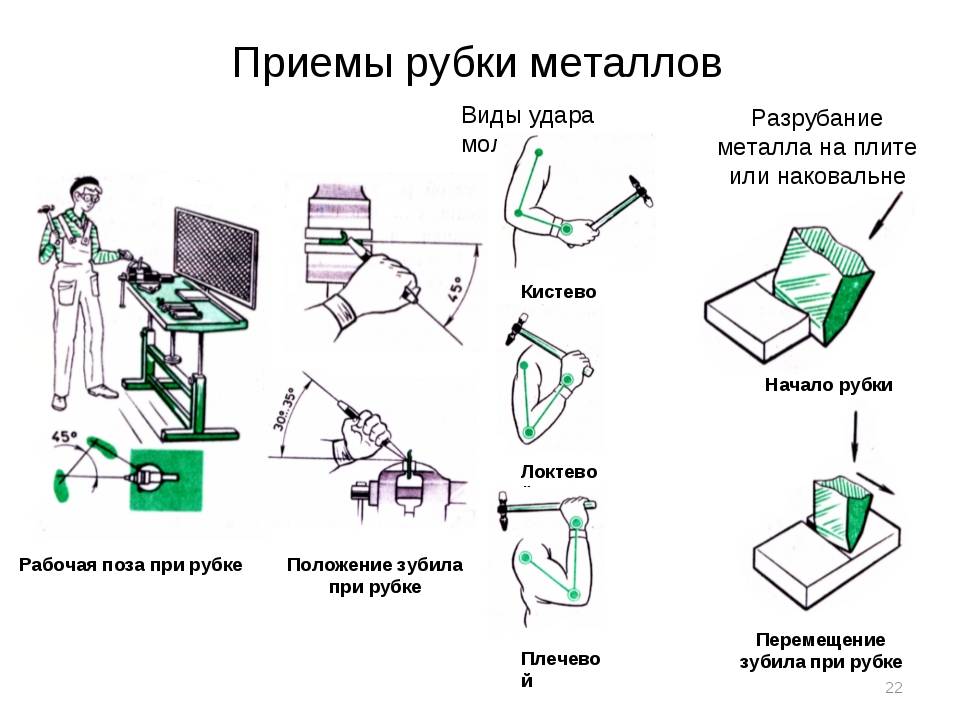
При ручной рубке выделяют три способа нанесения удара молотком. Это — кистевой, локтевой и плечевой удар. От силы удара зависит скорость проведения операции и качество получаемого края детали. На силу удара влияет масса ударной части молотка, длины ручки.
В оборудованных мастерских и на металлообрабатывающих предприятиях применяют различные виды механизированных способов рубки и резки металлических заготовок. К этим способам относятся:
- вырубка с помощью пресса или молота;
- рубка и резка с помощью гильотины;
- применения специальных станков.
В основу механизированных видов положены, механические, гидравлические или электрические принципы приведения в действие режущего инструмента.
Применяемое оборудование и инструменты
Этот перечень зависит от способа проведения работ. Ручная рубка осуществляется с применением:
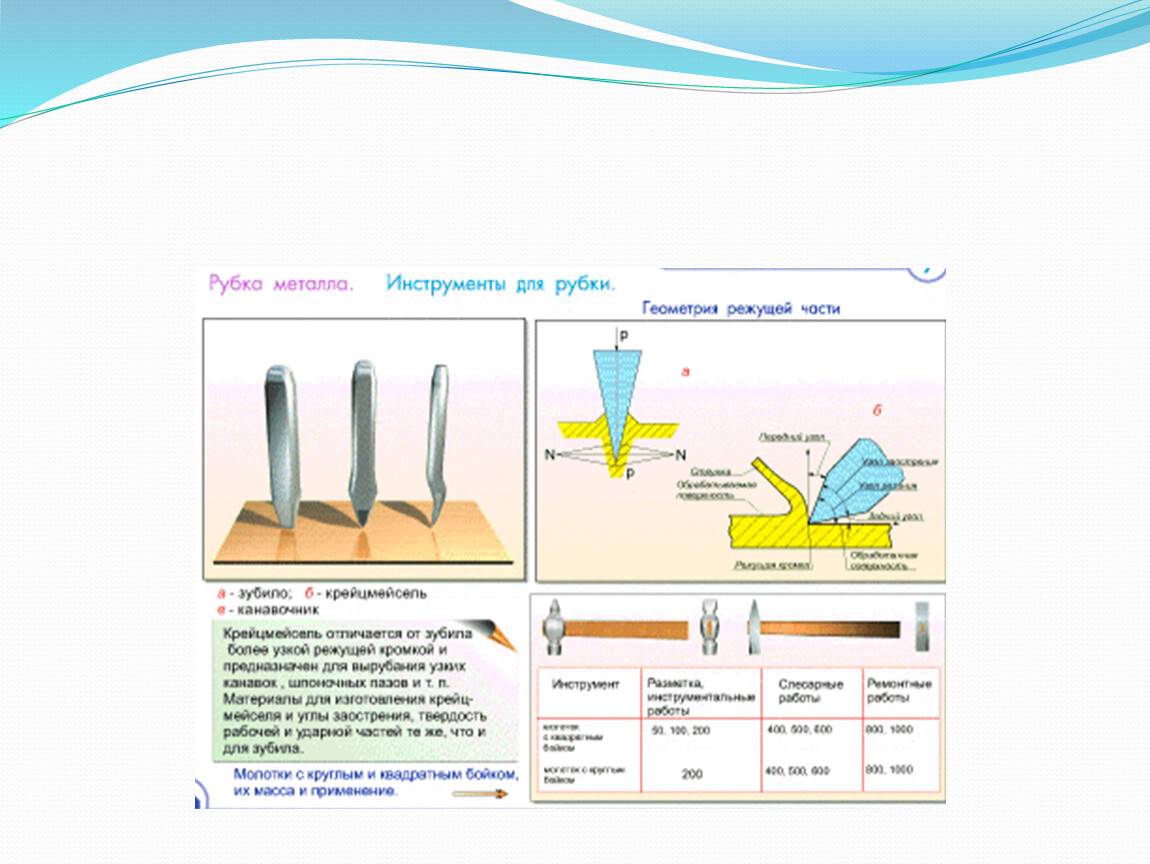
Слесарное зубило конструктивно состоит из трёх основных частей: ударной, средней (держателя) и режущей (рабочей). Форма режущей части у каждого разная и зависит от решаемой задачи. Зубилом производят стандартную операцию рубки. Крейцмейсель обладает более узкой режущей кромкой.
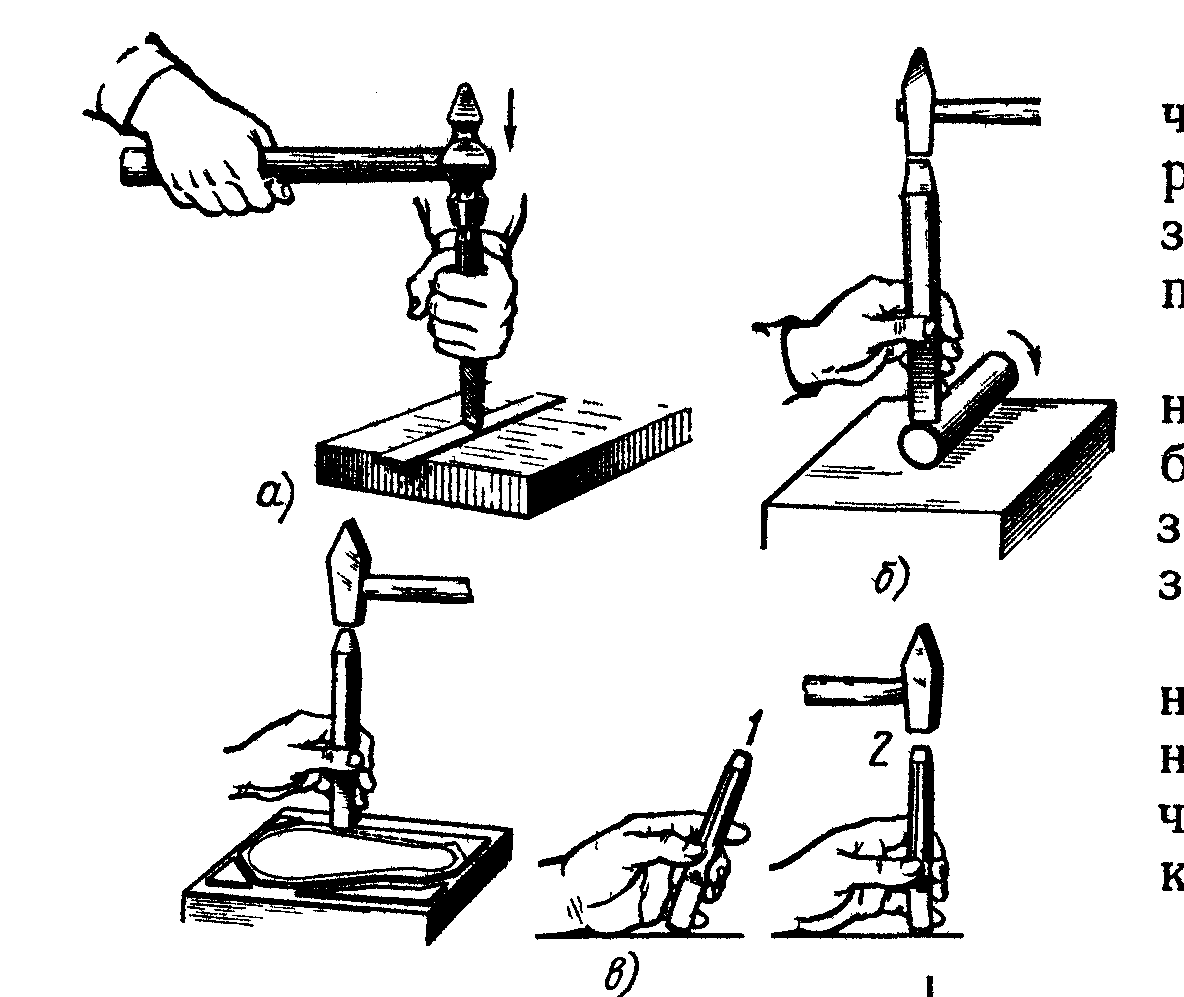
Канавочник предназначен для вырубания канавок, поэтому его режущая часть выполнена в форме полукруга. Бородок изготавливают из круглого металлического стержня, и имеет рабочую часть в форме окружности заточенной по периметру. С его помощью производят вырубку отверстий в листовом металле.
Все ударные инструменты изготавливаются из прочной инструментальной стали.
Вырубка небольших деталей, отверстий, отдельных частей производится с помощью крепёжного оборудования или на стальных подложках. Для надёжности крепления эта операция производится в тисках.
В качестве инструмента для разметки применяют различные слесарные линейки, угольники, разметочные штангенциркули, малки. Для нанесения отметок применяют: керны (различной модификации), чертилки с разной формой наконечников, карандаши. Применяемые инструменты изготовлены по разработанным стандартам



На промышленных предприятиях инструментом для рубки металла являются специальные станки. К ним относятся:
- гильотины;
- прессы (гидравлические и механические);
- пресс-ножницы;
- угловысечные станки.
Они обладают высокой производительностью и позволяют проводить рубку даже очень толстого металла.
Свойства и принципы работы
Механические гильотинные ножницы имеют массивную станину, которая изготовлена сварным методом. В основе устройства два ножа, закреплённых на балках. Балка, находящаяся на столе, всегда неподвижна, а относительно неё совершает возвратно-поступательные движения главный рабочий орган, представляющий собой подвижную верхнюю ножевую балку. Также на рабочем столе имеется задний упор, относительно которого отмеряется и устанавливается длина реза.
Кривошипно-шатунный механизм механических гильотинных ножниц приводится в движение электродвигателем. Электропривод, посредством передачи на ремне и шкивах, сообщает вращение маховику. От него через редуктор вращение передаётся на вал, вращающий кривошип, состоящий из двух параллельно перемещающихся шатунов. Именно шатуны перемещают вверх-вниз ножевую балку. Когда смыкается подвижная и неподвижная балка, выполняется рез металлического проката.
Закрепить лист металлопроката перед резкой на рабочем столе можно прижимным устройством. Оно же уменьшает распирающее усилие, которое возникает между ножами. Зазор между ними можно регулировать перемещением рабочего стола.
Режимы работы механических гильотинных ножниц
Гильотинные ножницы, выпускаемые нашим заводом, способны работать в нескольких режимах. В описании каждого конкретного устройства можно найти его параметры. Гильотинные ножницы с механическим приводом, представленные у нас, могут работать в режимах:
- многоходовом (автоматическом);
- одноходовом;
- наладочном;
- с ручным проворотом шатунов.
В условиях конкуренции на мировом рынке черной металлургии одним из главных условий существования и получения стабильной прибыли на Ашинском металлургическом заводе является использование современных технологий в производстве, которые позволят снизить себестоимость и повысить качество продукции.
ОАО `’Ашинский металлургический завод»- компактное, современное, многопрофильное производство, входящее в пятерку лучших поставщиков толстолистового проката из углеродистых, низколегированных марок сталей. ОАО `’АМЗ» является лидером на рынке прокатного производства аморфных и нано кристаллических сплавов. Завод является одним из крупнейших в России производителей специальных сплавов для нужд предприятий оборонного комплекса, нефтегазовой, химической, атомной, авиационной и космической отраслей промышленности. Основным ремонтным подразделением на любом предприятии является Ремонтно-механический цех (РМЦ). Его назначение — изготовление и ремонт запасных частей для основного и вспомогательного оборудования. РМЦ, как правило, имеет большой станочный парк: токарные, фрезерные, шлифовальные, зубонарезные станки и т. д. Так же на территории РМЦ располагается сварочный участок, где выполняются работы по ремонту деталей (трещин, дефектов литья, наплавке износостойких покрытий и т. д). На базе такого цеха можно выполнять как простые, так и сложные ремонты.
В курсовом проекте рассмотрены гильотинные механические ножницы в условиях ОАО `’АМЗ» расположенных в РМЦ.
Основное назначение механической гильотины — рубка листового материала. Ножницы предназначены для выполнения прямолинейных резов, вырезы таким инструментом не выполняются.
Гильотинные ножницы — механическое устройство для резки материалов, имеющие в своей конструкции косой подвижный нож, двигающийся в одной плоскости без изменения угла наклона.
Целью курсового проекта является рассмотреть текущий ремонт гильотинных механических ножниц. В данном курсовом проекте рассматривается общая часть, в которой: описываются гильотинные ножницы, конструкция и работа гильотинных ножниц, кинематическая схема ножниц, характеристика смазки ножниц, технические условия на ремонтные работы; специальная часть: описания ремонта, технологические расчеты, приспособления применяемое при ремонте, охрану труда, технику безопасности при проведении ремонта ножниц.
гильотинный ножницы смазка ремонт
Гильотинные ножницы — это первый и основной станок заготовительного производства для плоского металлического листа. Первый — потому, что с него начинается обработка листа. Основной — потому, что на гильотины приходится основной объем заготовительных операций. Другие разделительные операции (газовая, водная и лазерная резка) не могут сравниться с ножницами, как по производительности, так и по себестоимости.
Рубка металла гильотиной
Чтобы изготовить из листа металла детали, необходимые вам форме и размерам, применяется такой современный метод производства, как рубка металла гильотиной. Благодаря использованию подобного оборудования в резке достигается высокая точность, (погрешности не превышают 1/10 миллиметра), что позволяет существенно минимизировать потери исходного сырья.
Для удовлетворения потребности компаний по металлообработке сегодня производятся разнообразные виды гильотинных ножниц по раскрою металлических листов в продольном направлении. Они могут иметь приводы типа:
- механика,
- гидравлика,
- электромеханика,
- пневматика,
- автоматика.
Рабочий механизм в пневматических гильотинах приводится в действие с помощью педалей или специальных ручных рычагов. Таким оборудованием проводят прямолинейную резку металла. Кроме того, они подходят для резки резинового и пластмассового материала.
Рубка на гильотине с приводом типа «электромеханика» характеризуется эксплуатационной простотой и высокими производительными показателями. Здесь можно регулировать расположение гильотинных ножей, что обеспечивает точность и высокое качество рубки. К тому же электромеханические виды гильотин могут разрезать разнообразные материалы и характеризуются пониженным шумовым уровнем.
Наиболее передовыми считаются автоматические гильотины. Они обладают разнообразными функциональными настройками и способностью к широкому регулированию параметров резки. Наличие в них компьютерной памяти позволяет выполнять даже самые сложные рабочие программы.
Ножницы на гидравлике используют для рубки стержней и нарезки листового металла. В гильотинах этого вида расстояние между лезвиями ножей устанавливается как вручную, так и автоматически, что позволяет получать детали разных размеров. Хорошая производительность и простота в эксплуатации позволили этим гильотинам занять в рядах агрегатов для рубки металла прочные позиции.
Любые гильотины (кроме гильотинных ножниц ручного типа) можно оснастить дополнительными электронными и механическими функциями, что значительно повышает эффективность металлообработки.
Рубка металла может применяться как для обработки вашего материала, так и для заказа изделий из нашего сырья, а цена, как правило, рассчитывается в индивидуальном порядке.
Обращайтесь в компанию “Сталь Мастер”, и вы обязательно получите:
- Качественную рубку и крой листов из черного металла.
- Возможность провести крой как в поперечном, так и в продольном сечении (благодаря применению для резки различных ножей).
- Гарантию четкости разрезов. Каким бы не был толстым разрезаемый металлический лист, наше оборудование сделает высокоточный срез с аккуратной кромкой. Это значит, что последующая дополнительная обработка металла не понадобится.
- Изготовление как серийных, так и индивидуальных заготовок, таких как резка листа на косынки и стальные полосы, на разнообразные закладные детали.
- Минимизацию возможных погрешностей, вызываемых деформацией металлических листов. Мы выполняем детали с практически ювелирным мастерством – в зависимости от вида гильотинных ножниц величина погрешностей не превышает показатель в 0,1-1 миллиметр.
Лазерная резка
Данная технология считается одной из самых инновационных. Применение тепловой энергии лазерного луча позволяет выполнять работы по резке металла с высокой точностью. Но, к сожалению, сейчас лазерная технология резки очень дорогостояща, кроме того, существуют значительные ограничения по толщине обрабатываемого металла. Хотя современные разработки оборудования в данном направлении уже доказали существенный потенциал для развития.
В некоторых случаях (при изготовлении деталей с повышенными требованиями к качеству) предпочтение может отдаваться более дорогим способам резки.
Рубка металла гильотиной
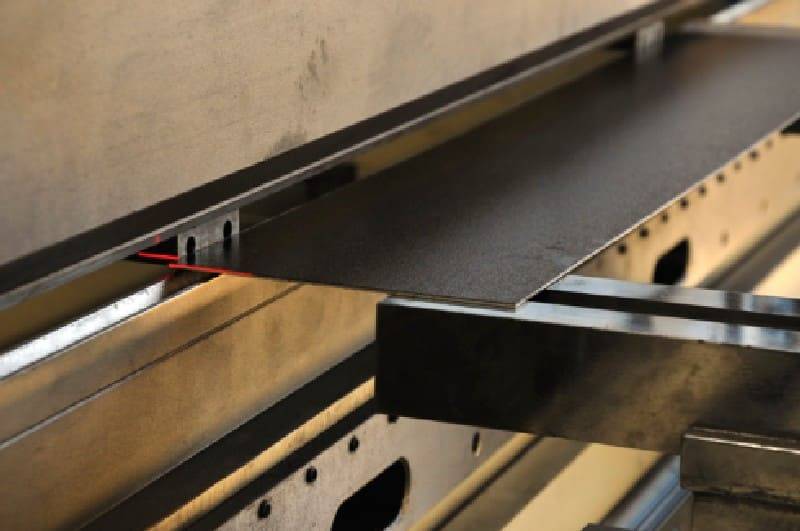
На металлообрабатывающих, машиностроительных предприятиях, крупных мастерских применяется механизированная рубка металла. Наиболее распространённой является рубка с применением различных гильотин. Механизация рубки позволяет повысить качество рубленого края, осуществлять вырубку более толстого металла, увеличить скорость получения готовой заготовки.

Гильотины применяются для рубки листового металла различной толщины. Техника рубки достаточно проста. Гильотина имеет специальный нож, который под давлением опускается на лист металла, разрубая его по нанесённой разметке. Для создания требуемого усилия применяют механическую, гидравлическую или электромеханическую системы. В этом случае металлическая полоса стальная подвергается воздействию ножа, который реализует вертикальный способ рубки. В этом случае специальное устройство — рольганг — подаёт металлическую заготовку на заданную длину. Фиксирующее устройство осуществляет захват и удержание заготовки в требуемом положении. На место рубки под давлением опускается нож, который осуществляет эту операцию ровно по линии разметки.
Создание необходимого краткосрочного давления на лист металла позволяет произвести точную рубку по сделанной отметке и обеспечить высокое качество результата. Гильотинная резка обладает следующими преимуществами:
- получить ровный край на срезе;
- отсутствуют зазубрины и заусенцы;
- не происходит серповидных откосов на протяжении всей длины кромки;
- не бывает неравномерных скосов.
Кроме технических преимуществ, применение гильотины позволяет снизить себестоимость каждой детали и повысить производительность труда на этой операции.
Особенно важным является обстоятельство, что при такой резке удаётся повысить безопасность проведения операции.
Поэтому можно выбрать марку металла, требуемый угол среза, параметры проводимой операции (мощность, скорость, периодичность).
2 Приспособления для рубки металлических заготовок
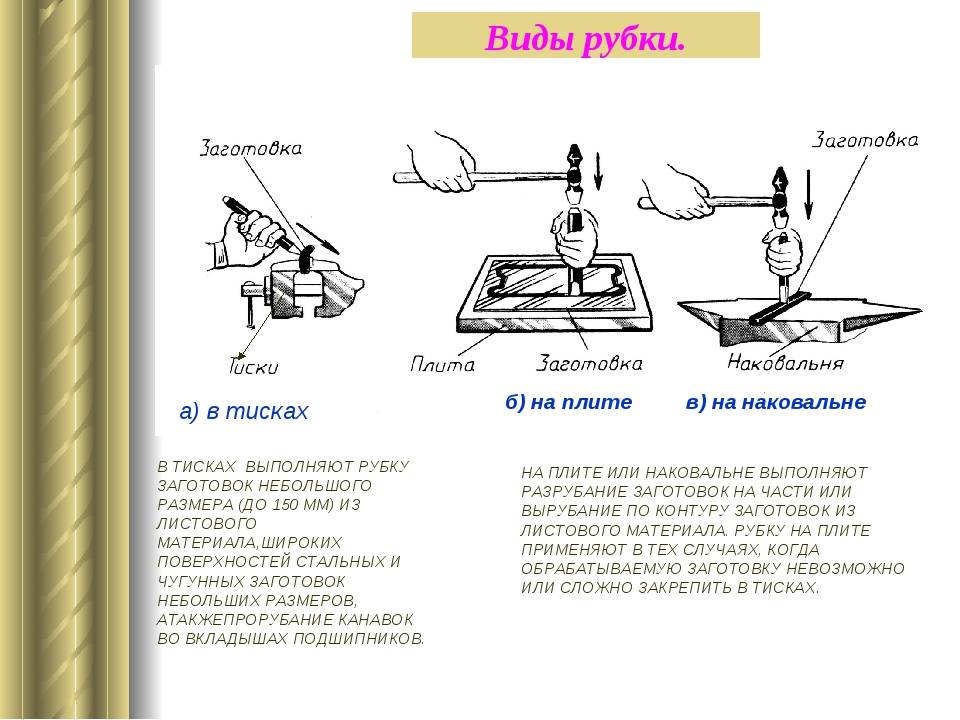
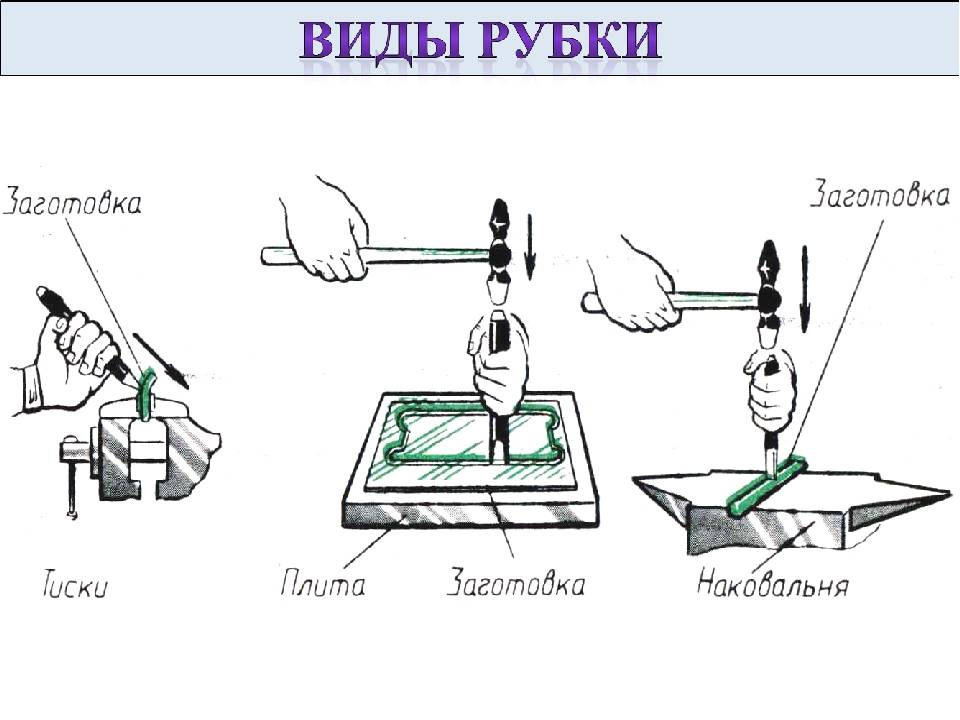
В зависимости от того, как в процессе выполнения операции располагают по отношению к изделию рабочий инструмент, различают два варианта рубки. Она может быть:
- вертикальной;
- горизонтальной.
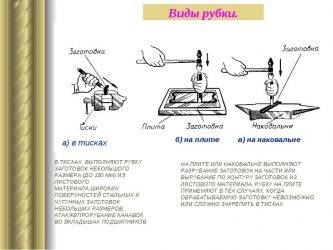
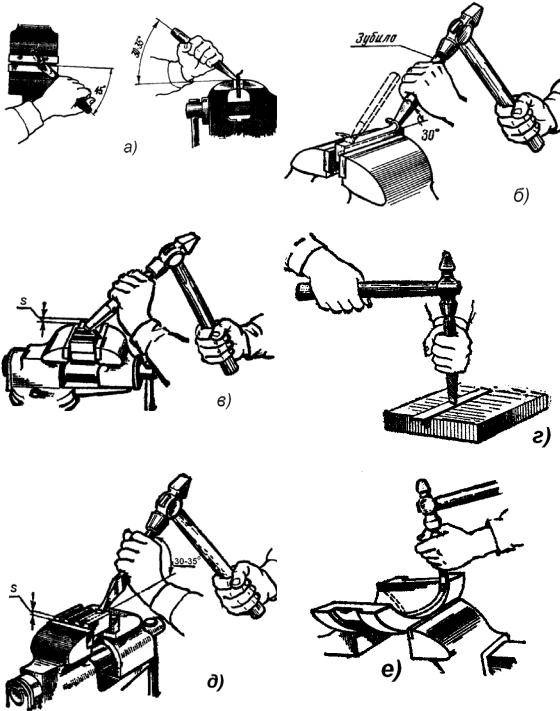
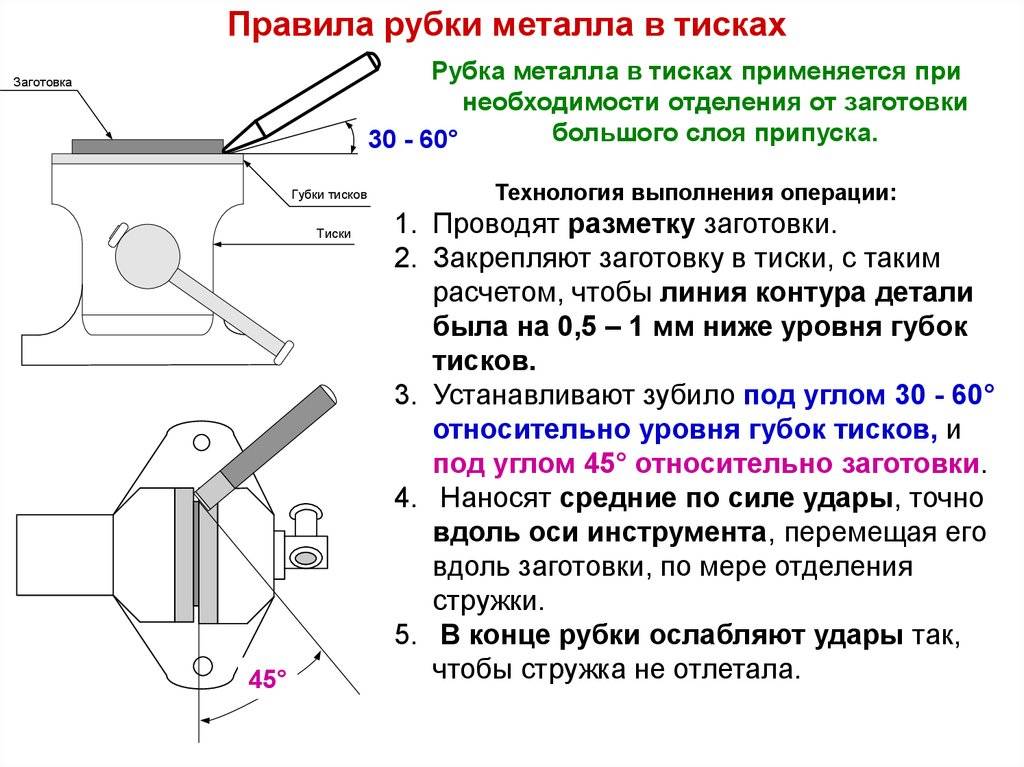
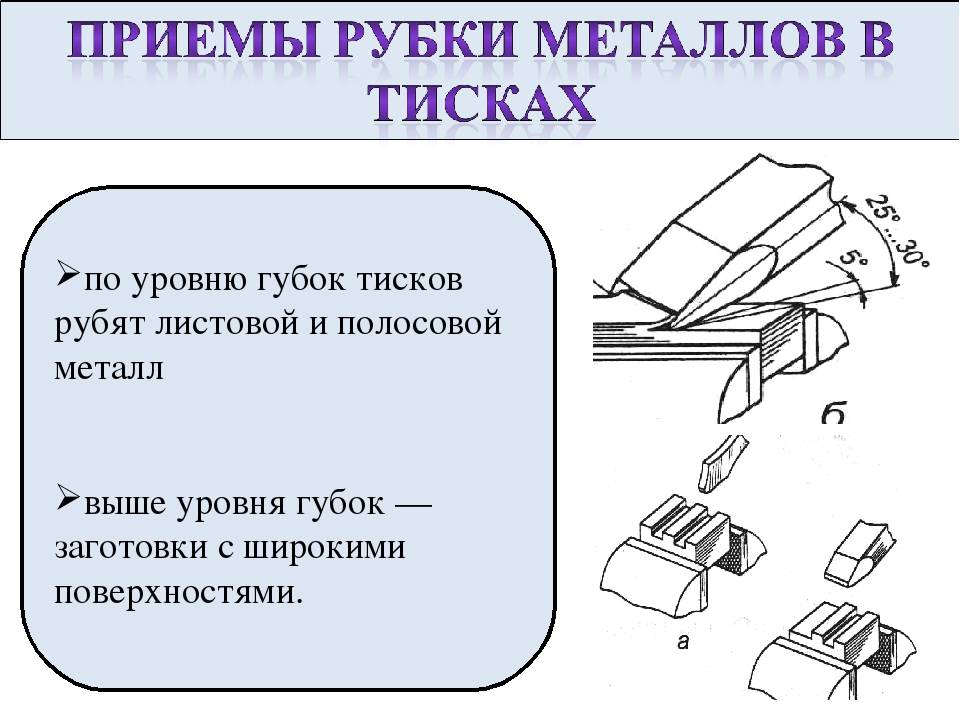
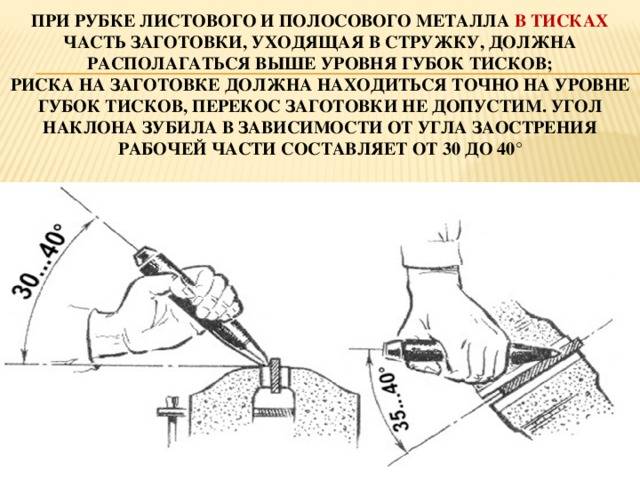
Вертикальный процесс выполняется на наковальне либо на плите. При такой рубке изделия, требующие обработки, укладываются горизонтально на рабочей поверхности, а зубило ставится по отношению к ним вертикально. Горизонтальная рубка осуществляется в тисках. В данном случае грань (задняя) рабочего инструмента монтируется к губкам тисков (к их плоскости) под очень маленьким углом (практически полностью горизонтально).
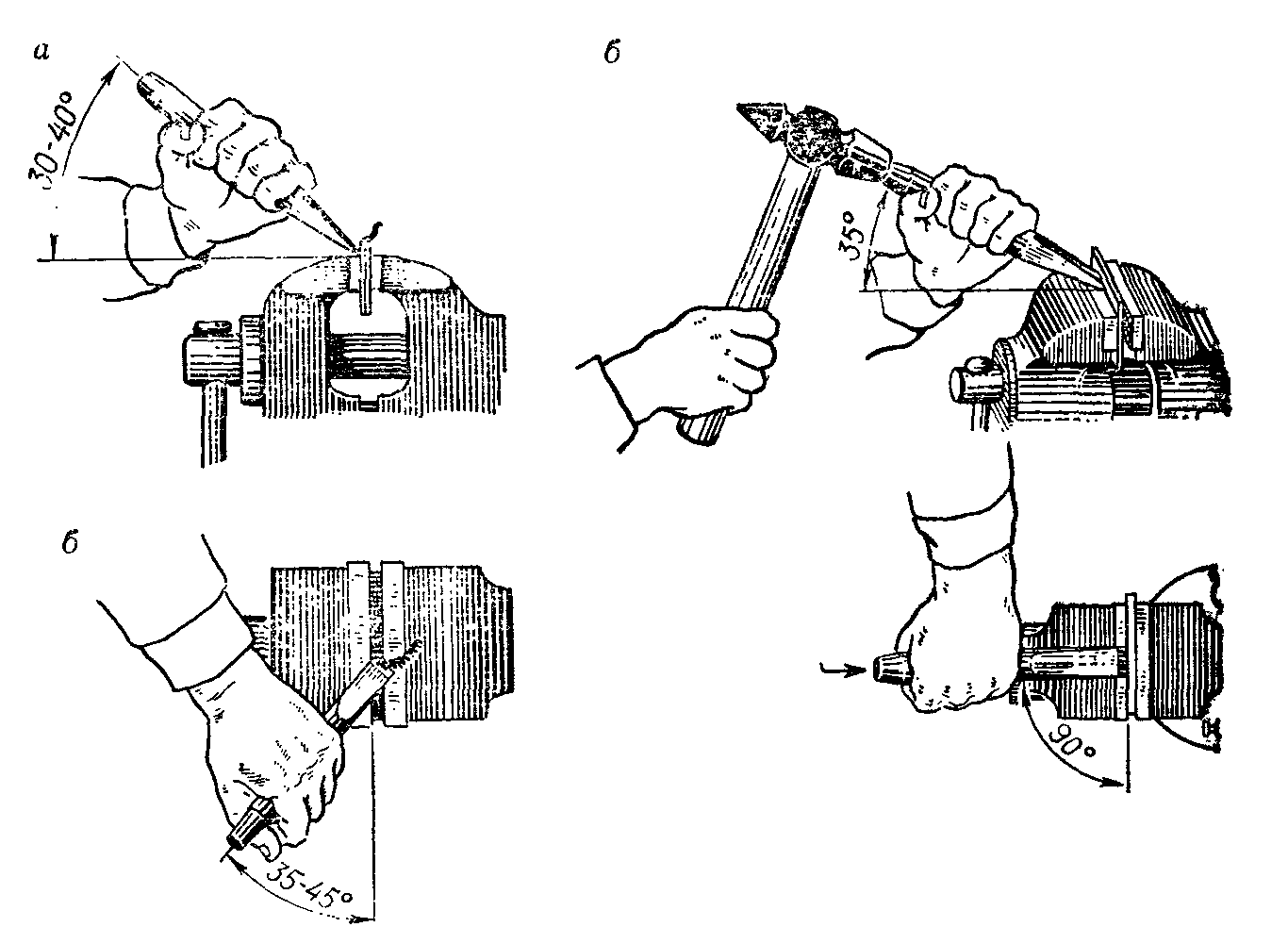


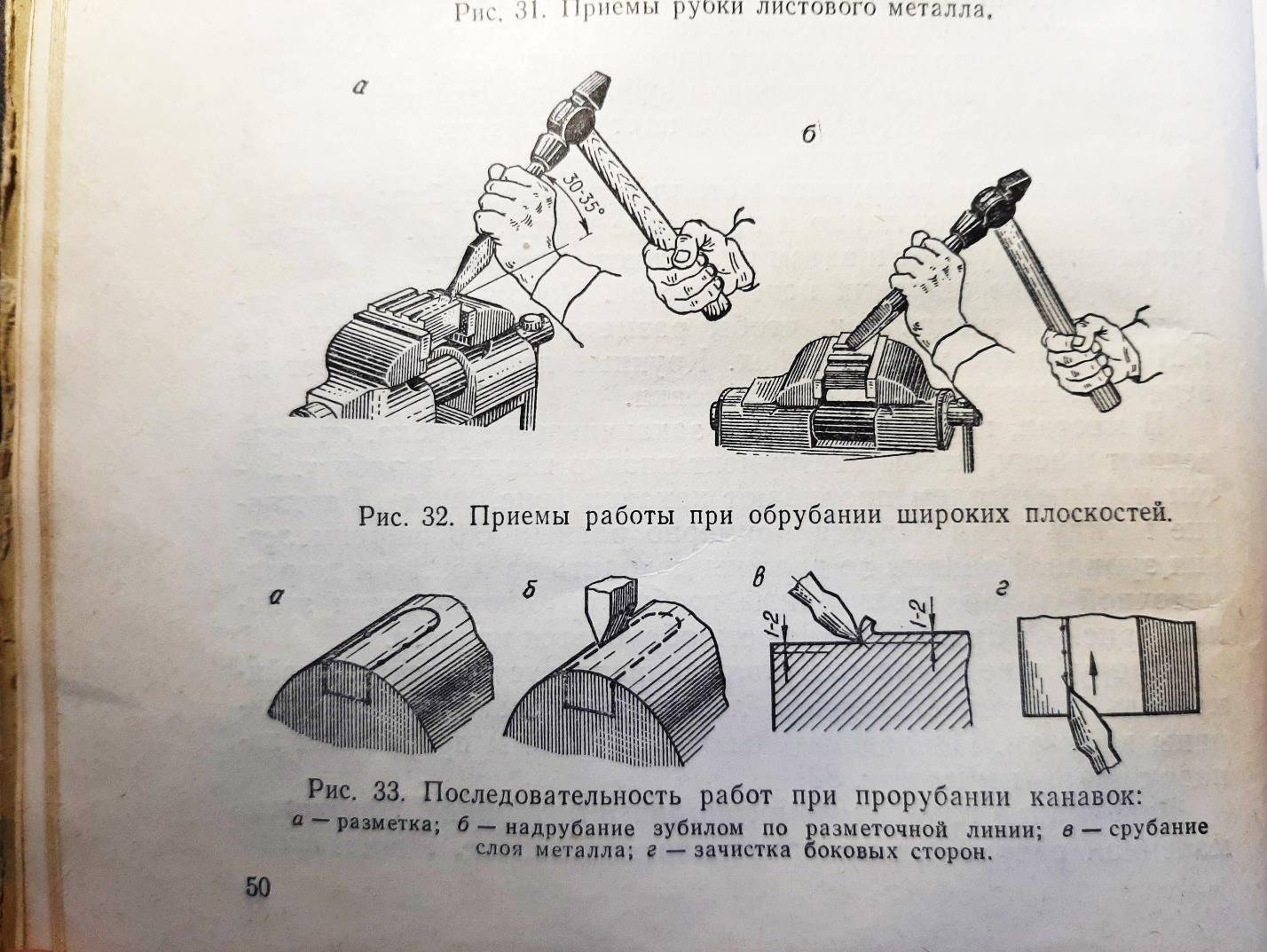

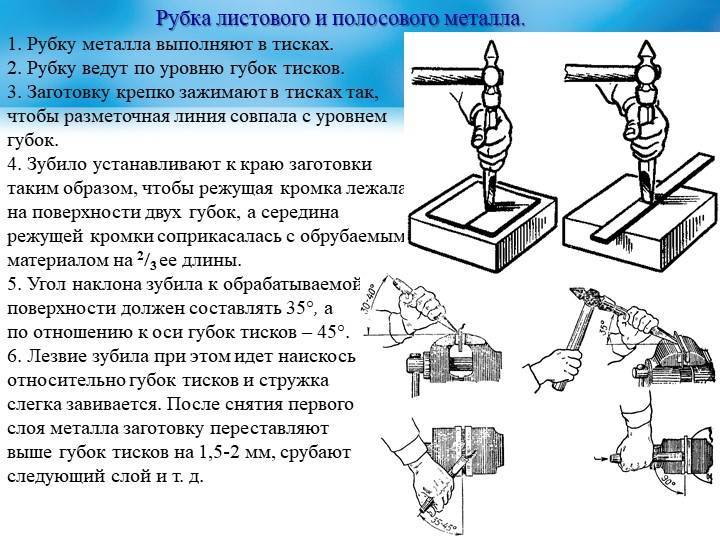
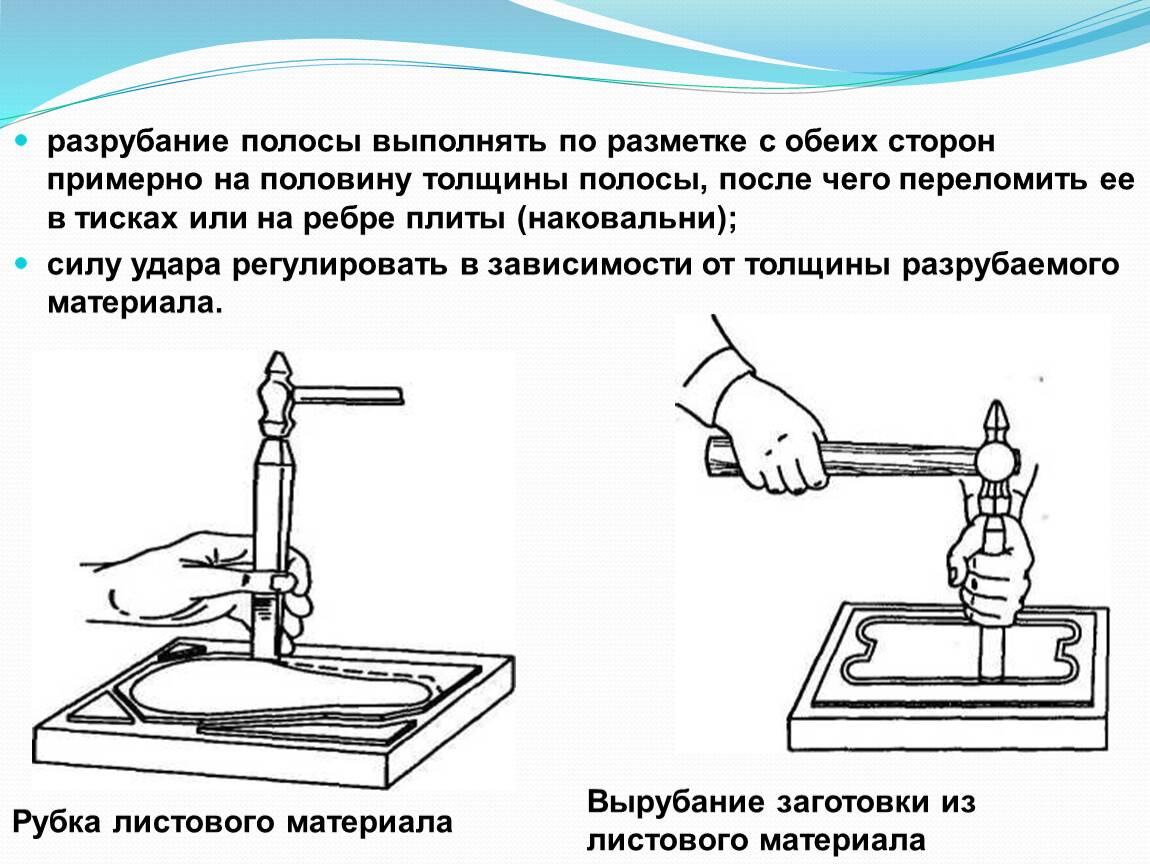
Рубка листового металла чаще производится на плите (на наковальне). Инструмент при этом ставится на риску (специальная разметка, наносимая на заготовку), затем осуществляют один удар молотком. После этого лезвие монтируется таким образом, чтобы его половина разместилась в лунке, которую удалось сделать. Рубка листа по такой схеме, во-первых, упрощает процесс установки зубила в нужное положение, а во-вторых, гарантирует разрез непрерывного характера.
В тех случаях, когда ведется рубка листового металла толщиной свыше двух миллиметров, разметка изделия выполняется с обеих его сторон. При этом заготовка обрабатывается сначала с одной стороны, потом ее переворачивают на другую сторону и перерубают полностью. При толщине листа менее двух миллиметров рекомендуется подкладывать с его обратной стороны кусок стали мягких марок. Это не позволит рабочему инструменту затупиться при ударе о наковальню.
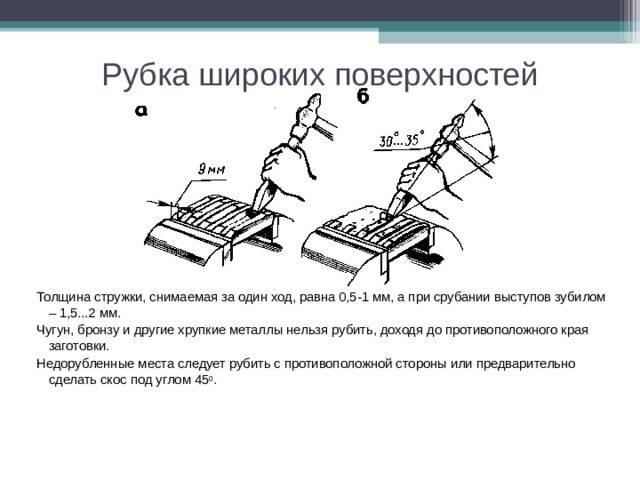
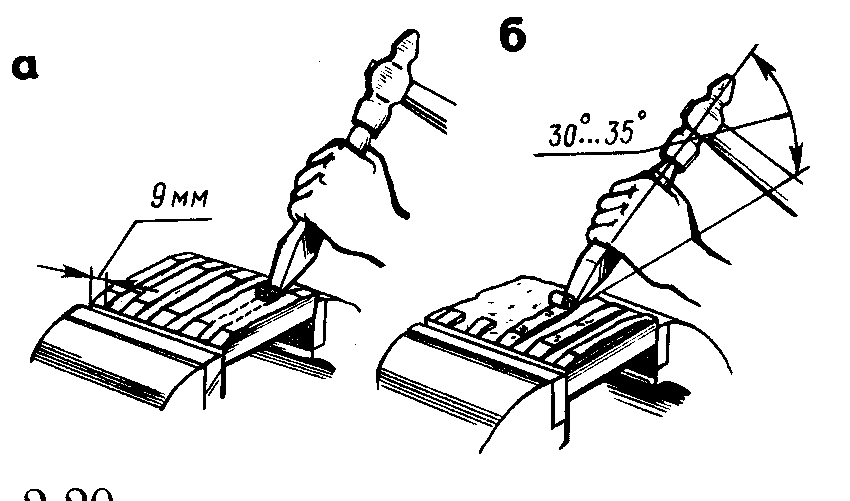
Еще один момент, который следует учитывать при обработке сложных по конфигурации листовых изделий, заключается в том, что на них требуется прорубать небольшую канавку малой глубины. Указанную канавку делают от разметки на дистанции порядка 1–2 миллиметров. После этого можно рубать металл по канавке в полную силу до тех пор, пока вырубаемый контур не проявит себя на обратной стороне изделия. А затем нужно будет завершить операцию, перевернув заготовку.
Гибка и рубка листа может производиться и в тисках. В данном случае изделие фиксируют так, чтобы по отношению к губкам риска разметки располагалась на несколько миллиметров ниже. Рубка металла в тисках при таких условиях позволяет оставить на изделии небольшой припуск, который используется для финишной обработки кромок листа (их опиливания). К кромкам губок тисков режущий инструмент наклоняют под углом 45–60 градусов, к плоскости резания – под углом не более 40 градусов.
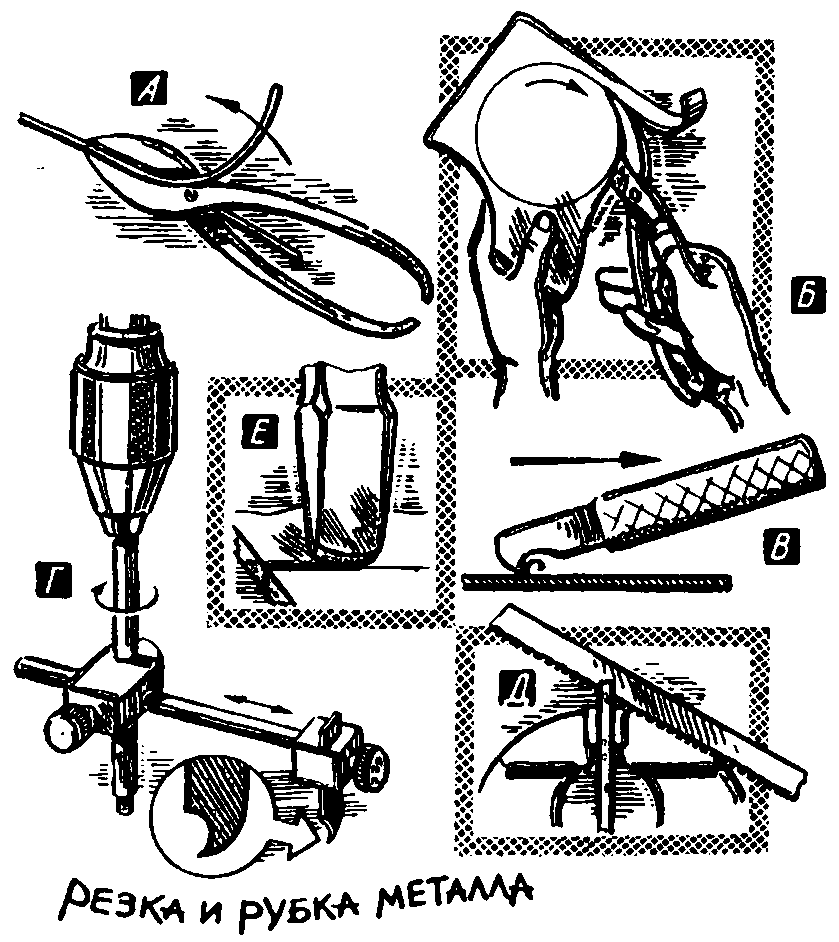
Разновидности холодной резки
Указанный прием имеет ряд достоинств, среди которых:
- высокая точность результата;
- экономичность;
- ровность краев разреза.
Основной недостаток заключается в изготовлении только прямолинейных разрезов.
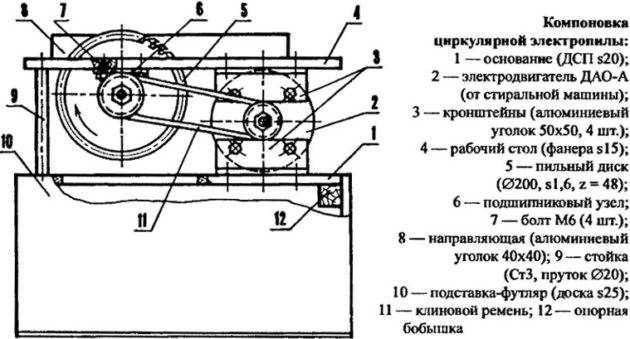
Резка металла циркулярной пилой позволяет делать качественные и точные разрезы с возможностью контролировать их угол. Главный недостаток инструмента в оставлении после себя большого количества отходов. Пила работает при сравнительно небольшой скорости. Она не позволяет резать детали на значительную глубину.
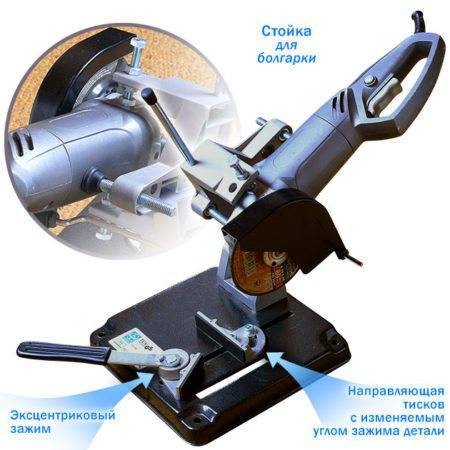
Нарезание элементов при помощи болгарки используется для профильного проката. Болгарка не оставляет на обработанном материале окислов и окалин. После металлообработки остается мало отходов. Данный способ обладает низкой производительностью по сравнению с другими вариантами.
Рубка гильотиной имеет ряд ограничений касательно деталей со сложной конфигурацией, но считается самым недорогим и эффективным методом металлообработки.

Конструкция гильотинного станка
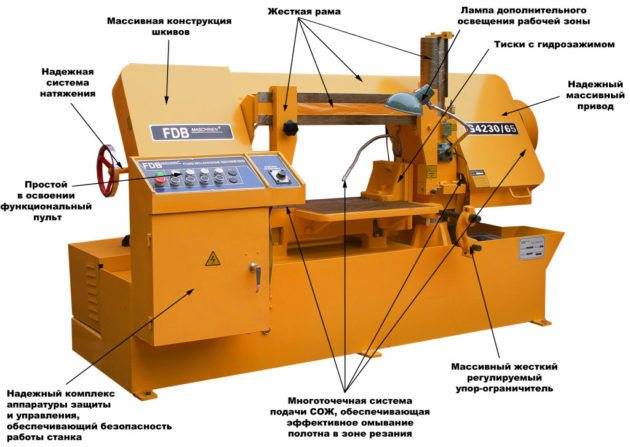
Использование ленточнопильного станка считается наиболее универсальным вариантом для обработки любых металлических деталей. Аппарат позволяет проводить работы под любым углом, избегая серьезных потерь тепла. В результате конечный продукт имеет идеальные кромки. Станок используется только для изделий с определенными размерами.
Конструкция ленточнопильного станка
Гибка металла
Гибка – это процесс, при котором металл под высоким давлением кривошипного пресса принимает изогнутую форму. В данном случае предусмотрено использование гильотинного оборудования, которое помимо рубки способно также гнуть металл под высоким давлением.
Таким образом, ярким примером гибочных гильотин и их работы, является изготовление прямоугольных вентиляционных систем, а также множества других деталей, которые впоследствии соединяются при помощи клепок, образуя единую воздушно-вентиляционную систему.
Важно. Оборудование для резки, рубки и гибки металла, требует соответствующего обслуживания и ремонта
Именно поэтому после покупки, рекомендуется подобрать мастерскую, которая оказывает соответствующие услуги.
Какие инструменты применяются при рубке металла?
Операция считается ручной – остальные разновидности требуют технологического оснащения в виде машин и оснастки. Ручная рубка потребует таких незамысловатых инструментов:
молоток слесарный, размер и тип которого зависят от необходимого усилия и пространственных ограничений;
- тиски слесарные – для надёжного удержания обрабатываемой заготовки;
- рабочий режущий инструмент – основное «действующее лицо»: зубило, крейцмейсель, бородок или другие варианты;
- средства нанесения разметки и контроля геометрии;
- подложка деревянная или металлическая.
Рассмотрим варианты режущего инструмента, главную роль играет зубило.
Конструкция зубила крайне проста, путём ее усложнения возможно получить другие орудия:
- ударная часть, которая обращена к пользователю и воспринимает ударную нагрузку от молотка;
- средняя, самая длинная – выполняет роль рукоятки и может быть обрезинена;
- режущая кромка – плоская, но из-за особенностей обработки может принимать и другую форму.
Форма ударной стороны — плоская или чуть округлая. Диаметр – больше державки (для удобства работы). Кромка — треугольная в поперечном сечении, периодически подлежит затачиванию как обновлению острия.
 Зубило
Зубило
Срезать малую ширину или проработать узкий проём возможно с помощью крейцмейселя. От зубила изделие отличается только шириной кромки – она не такая широкая.
 Крейцмейсель
Крейцмейсель
Широко применяется канавочник – его режущая кромка сформована полукругом. Рассчитан он на получение канавок и углублений.
 Канавочник
Канавочник
Бородок представляет собой стержень круглого сечения. Рассчитан бородок для вырубки отверстий – исходя из этого химический состав применяется для получения высокой прочности.
 Бородок
Бородок
Существуют варианты как полностью в ручном исполнении, так и для применения в перфораторах и другом электроинструменте. Визуальное отличие очень простое: сменная насадка не будет иметь ударной части. Вместо неё будет продолжение державки, оснащенной канавками для крепления в патроне.
Вне зависимости от типа изделия оно характеризуется одними и теми же геометрическими параметрами:
- общая длина;
- форма и ширина рабочей части;
- материал изготовления (обычный или ответственный инструмент);
угол заточки острия.
Средства разметки применяются в зависимости от обрабатываемого материала и его поверхности. Распространены чертилки, керны, слесарные карандаши и мелки.


Общие сведения
У любого режущего инструмента (зубило, резец, ножовочное полотно, напильник и т. п.) основной режущей частью является клин. Простейшие инструменты, у которых клин особенно резко выражен — это зубило и резец (строгальный, токарный). Клин как основа всякого режущего инструмента должен быть прочным и правильным по форме — иметь переднюю и заднюю грани, режущую кромку и угол заострения клина.
Передней и задней гранями клина называются две образующие плоскости, пересекающиеся между собой под определенным углом. Грань, которая при работе обращена наружу и по которой сходит стружка, называется передней. Грань обращенная к обрабатываемому предмету — задней.
Режущая кромка — это острое ребро инструмента, образуемое пересечением передней и задней граней. Поверхность, которая образуется на обрабатываемой детали непосредственно режущей кромкой инструмента, называется поверхностью резания.
Нормальные условия резания обеспечиваются благодаря наличию у режущего инструмента переднего и заднего углов. На рис. 4.2 показаны углы режущего инструмента.
Рис. 4.2. Схемы резания (а) и углы режущего инструмента (б)
Передний угол находится между передней гранью клина и плоскостью, перпендикулярной к поверхности резания, проведенной через режущую кромку клина. Обозначается это угол греческой буквой у (гамма).
Задний угол — угол, образуемый задней гранью клина и поверхностью резания. Обозначается греческой буквой ос (альфа).
Угол заострения — угол между передней и задней гранями клина. Обозначается греческой буквой (3 (бета).
Угол резания расположен между передней гранью клина и поверхностью резания. Обозначается греческой буквой 8 (дельта).
При работе режущего инструмента отделение слоя металла от остальной его массы с образованием стружки происходит следующим образом. Клинообразное стальное тело режущего инструмента под действием определенной силы давит на металл и, сминая его, сначала смещает, а затем скалывает частицы металла. Ранее отколовшиеся частицы вытесняются новыми и перемещаются вверх по передней грани клина, образуя стружку.
Скалывание частиц стружки происходит по так называемой плоскости скалывания MN, расположенной под углом к передней грани клина. Угол между плоскостью скалывания и направлением движения инструмента называется углом скалывания.
Рассмотрим действие клина при работе простого строгального резца, рис. 4.3. Предположим, что с заготовки Л требуется снять определенный слой металла резцом. Для этого устанавливают в станке резец так, чтобы он срезал металл до заданной глубины, и действием определенной силы Р сообщают ему непрерывное движение по направлению, показанному стрелкой.
Рис. 4.3. Резец с различными углами резани: А — изделие; Р — сила действующая при резании;
1 — резец; 2 — глубина снимаемого слоя;
Резец из прямоугольного бруска, лишенный углов клина (рис. 4.3а), не будет отделять стружку от металла. Он будет мять и давить снимаемый слой, рвать и портить обрабатываемую поверхность. Ясно, что работать таким инструментом нельзя. На рис. 4.35 показан резец из такого же прямоугольного бруска, но с рабочей частью, заточенной в форме клина. Такой резец легко отделяет стружку от остальной массы металла, причем стружка свободно сходит по резцу, оставляя гладкую обработанную поверхность.
Способы рубки
Работа на гильотине требует допуска в условиях производства. Специалисты проходят обучение, получают соответствующие документы, разрешающие профессиональную деятельность. Изучаются способы, приемы работы на оборудовании.
С помощью приспособлений можно настроить угол, отличный от 90°, по умолчанию использующийся на оборудовании. Несколько последовательных операций позволяют получать детали достаточно сложной формы. Но криволинейный рез на гильотине не делается. Для этого есть специальное оборудование.
Особое внимание уделяется настройке гильотины под предстоящую работу. На станок устанавливаются универсальные ножи, если предполагается рубка различных по качеству, толщине металлических листов
На специализированном производстве, когда на гильотине выполняется работа с материалом одной марки можно установить специальные ножи. Например, для резки алюминия, высокопрочной стали, полимерных, стекловолокнистых материалов. Специализированные ножи имеют необходимую толщину, угол заточки, что повышает производительность и долговечность оборудования.





