

Общая информация
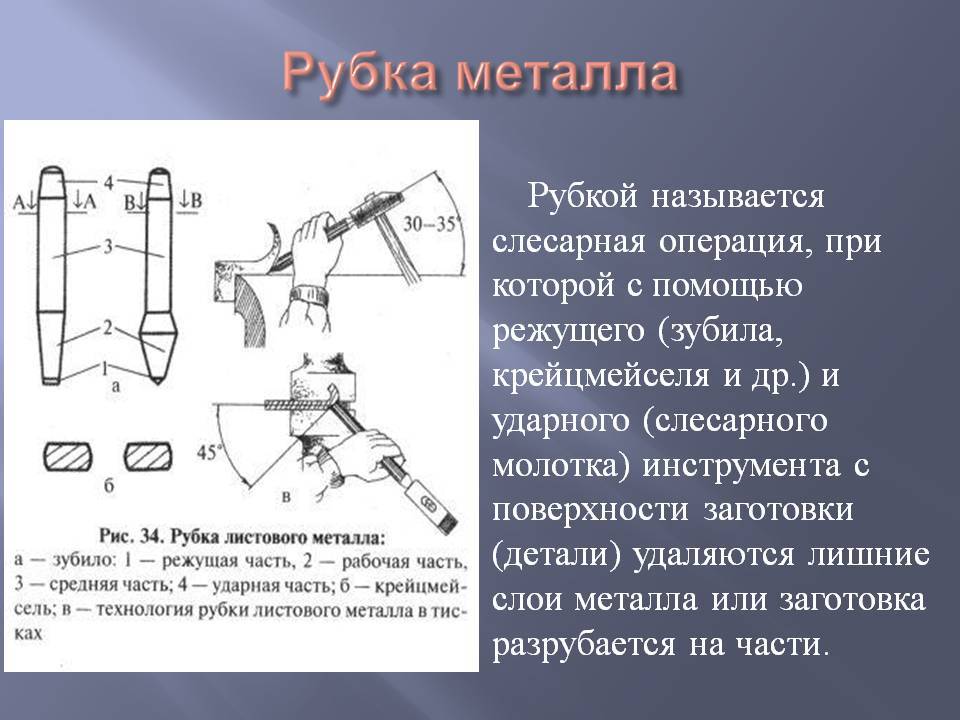
Рубка металла это слесарная операция, заключенная в воздействии режущего либо ударного инструмента на металлическую заготовку. Процесс позволяет разделить ее на части, избавиться от лишних слоев материала, а также получить канавки и пазы. Режущим инструментом для рубки металла служит крейцмейсель или зубило, а ударным — молоток. Последний используется всегда при ручной работе, а первые два — в зависимости от желаемого результата.
Зубило предназначено для грубой работы и обрезания заусенцев. Состоит оно из 3 частей:
- рабочей (осуществляет рубку);
- средней (мастер держит зубило за нее);
- ударной (по ней бьют молотком).
Ручная обработка заготовок на производстве — энергозатратный и малопроизводительный процесс. Часто она заменяется на механическую.
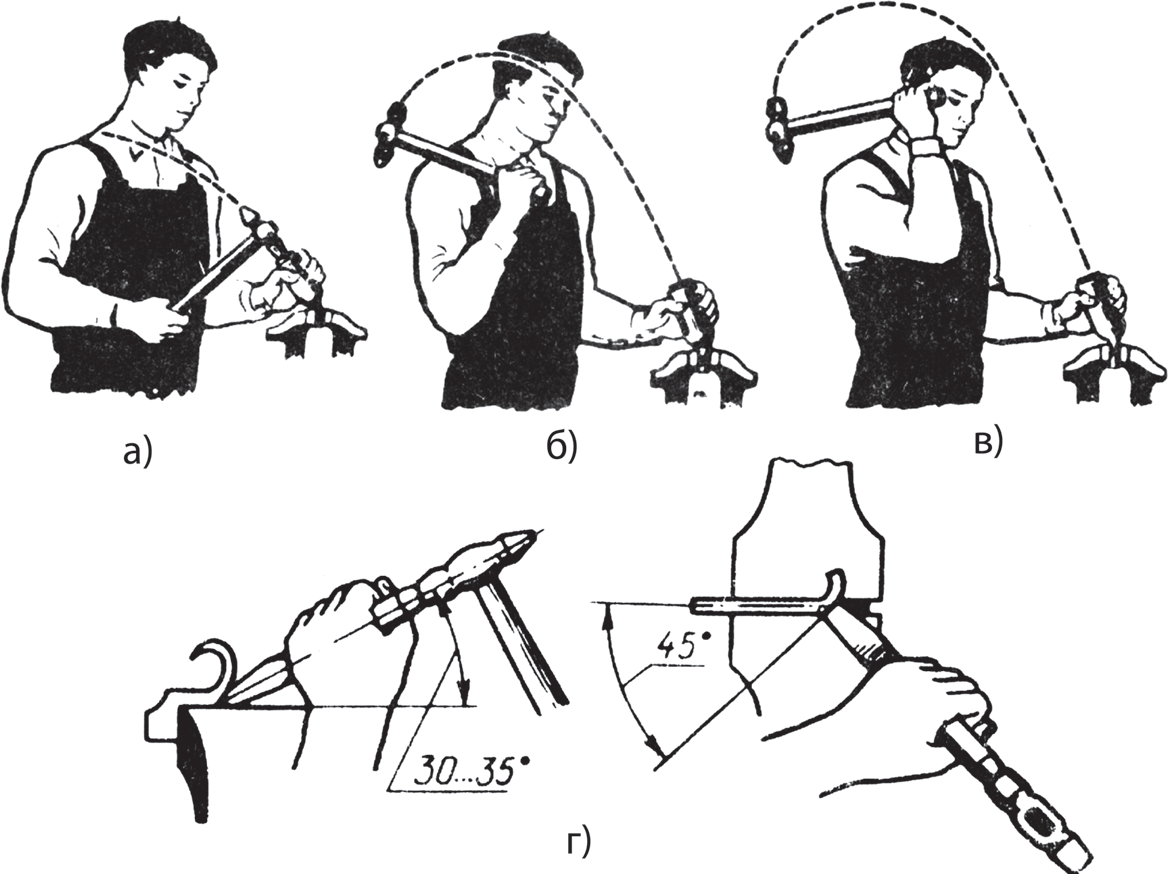
Последовательность рубки металла зубилом такова:
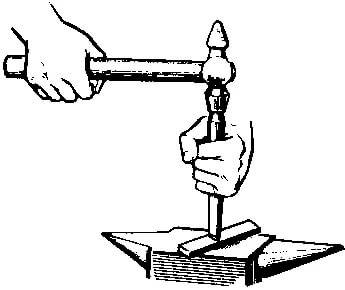
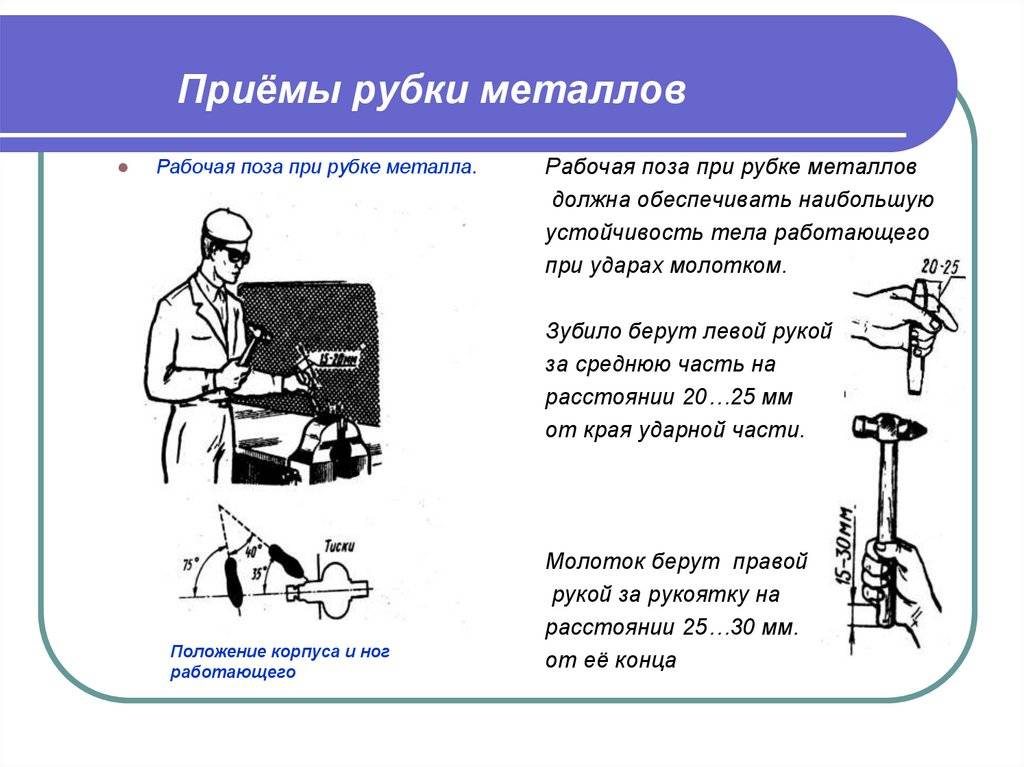
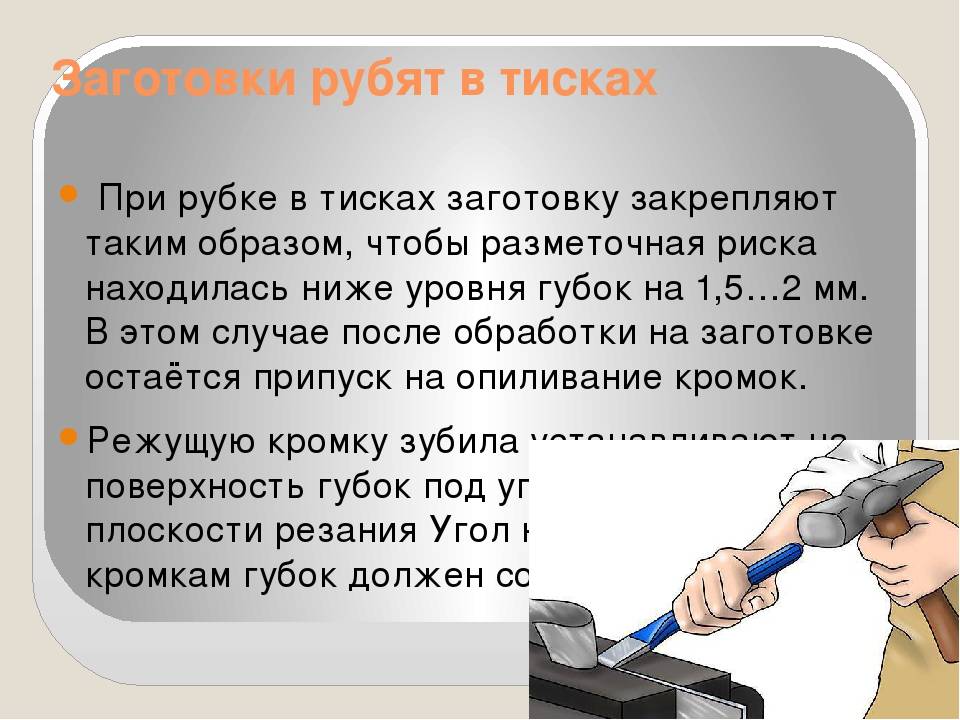
- заготовка кладется на плиту или наковальню, а лучше — крепится в тисках;
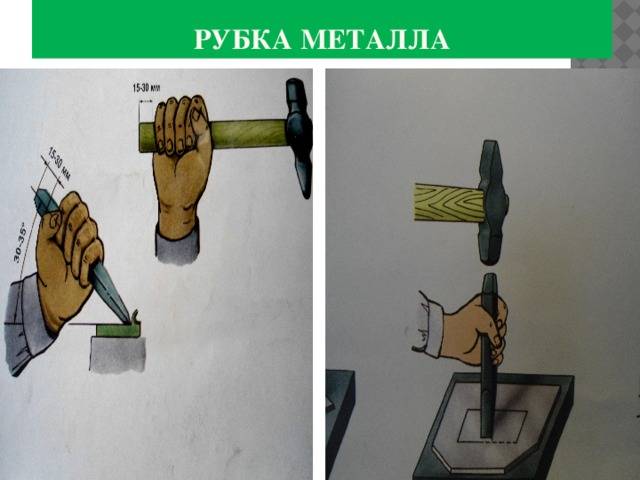
- зубило ставится на линию разметки (место обрубания) вертикально;
- молотком наносятся легкие удары по контуру;
- далее следует глубокая рубка по проявившемуся контуру;
- заготовка переворачивается;
- удары зубилом производятся с другой стороны до окончания рубки.
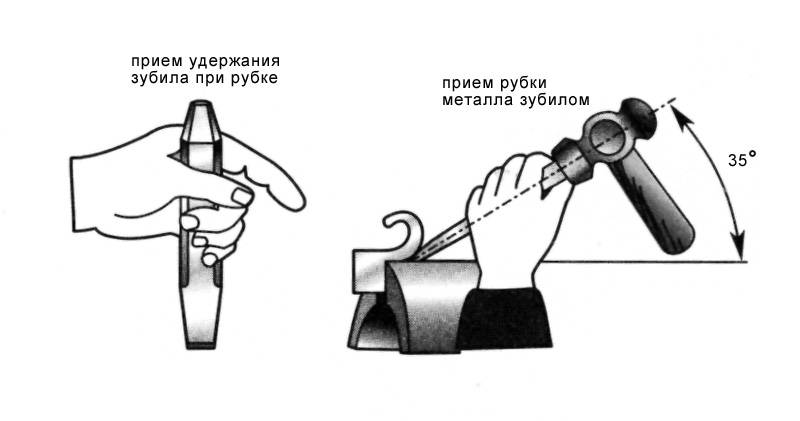
Важно оставлять небольшую часть лезвия в прорубленной канавке, чтобы процесс был точным. Теперь — пара слов о проблемах, возникающих по ходу ручной рубки металла
Обработка кромок металла. Виды обработки кромок. Зубило. Крейцмейсель.
Для обработки кромок профильного и листового металлопроката существует много различных способов автоматических и ручных. Все зависит от технических условий, характера производства и назначения материала.
Обработка кромок производится для получения надлежащей их чистоты и точности. Кромки подготовляются под сварку, чеканку для точной пригонки деталей, для удаления слоя металла вдоль кромок в случае его повреждения при резке на ножах или автогенной резке.
Форма и материал зубила.
Зубила, изготовленные из углеродистой и инструментальной сталей марок У7А или У8А овального или многогранного сечения представляют собой стержень, один конец которого оттягивается и затачивается. Заточенная кромка зубила называется лезвием. Второй конец зубила, который имеет форму, слегка сведенную на конус, называется головкой.
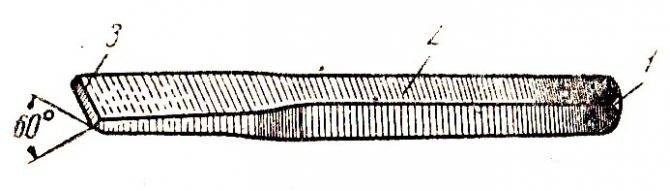
Рис. 1. Зубило:
1 — головка; 2 — стержень; 3 — лезвие.
Какие работы выполняют крейцмейселем?
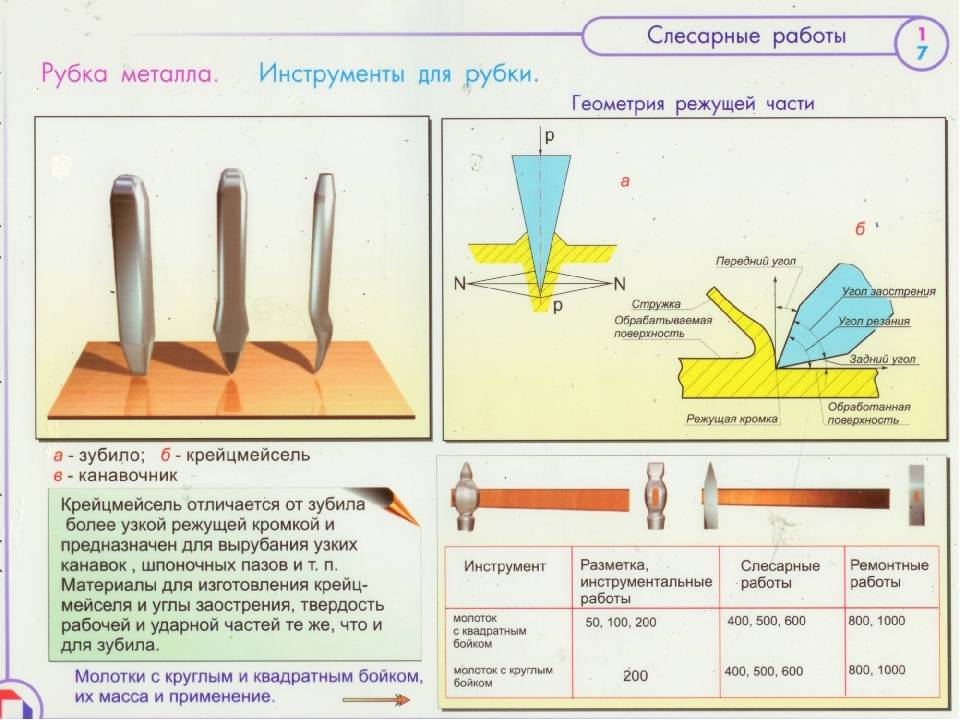
Крейцмейсель предназначается для прорубания узких канавок и, так же как и зубило, состоит из стержня, лезвия и головки. Во избежание заклинивания лезвие делается шире оттянутой части стержня.
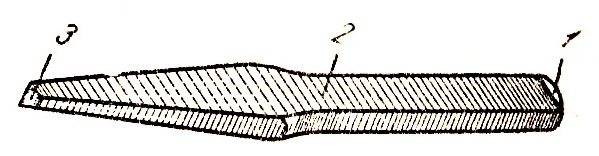
Рис. 2. Крейцмейсель:
1—головка; 2 — стержень; 3 — лезвие.
Как сделать зубило?
Рабочие должны следить за исправным состоянием головок зубил и круйцмейселя, иначе это может привести к травматизму рук. Чтобы этого не произошло, нужно правильно сделать зубило. Для этого необходимо произвести отжиг, а после опилить режущие части и головки. Угол режущей части проверяется по шаблону. Затем проводят закалку до необходимой твердости путем нагрева до 700 — 800°, с охлаждением в воде.
Заточка зубила.
Угол заточки зубила применяют для рубки чугуна и стали (твердой) в 70 — 750, для твердой бронзы до 70°, для стали средней твердости 60° и для меди и латуни 45°.
Для нанесения ударов при рубке применяется молоток. Молоток должен быть исправным и плотно насажен на ручку.
Смотреть что такое «Крейцмейсель» в других словарях:
- крейцмейсель — крейцмейсель … Орфографический словарь-справочник
- крейцмейсель — зубило, долото Словарь русских синонимов. крейцмейсель сущ., кол во синонимов: 2 • долото (16) • зубило … Словарь синонимов
- КРЕЙЦМЕЙСЕЛЬ — (нем. Kreuzmei?el) инструмент для вырубания узких канавок, шпоночных пазов и т. п … Большой Энциклопедический словарь
- КРЕЙЦМЕЙСЕЛЬ — с узким лезвием (см.) для вырубания в твёрдых материалах узких канавок, шпоночных пазов или рубки швов, заусенцев и др … Большая политехническая энциклопедия
- КРЕЙЦМЕЙСЕЛЬ — (от немецкого Kreuz meiβel) узкое зубило, литейный инструмент для обрубки и очистки отливок из черных и цветных сплавов. Крейцмейсель крепят в пневматическом молотке. Угол заточки α (рис. К 28) зависит от твердости обрабатываемого… … Металлургический словарь
- КРЕЙЦМЕЙСЕЛЬ — (от нем. Kreuzmeissel) узкое зубило (см. рис.) для слесарной обработки твёрдых материалов (рубки, вырубания узких канавок и т. д.). Крейцмейсель … Большой энциклопедический политехнический словарь
- крейцмейсель — (нем. Kreuzmeißel), инструмент для вырубания узких канавок, шпоночных пазов и т. п. * * * КРЕЙЦМЕЙСЕЛЬ КРЕЙЦМЕЙСЕЛЬ (нем. Kreuzmeibel), инструмент для вырубания узких канавок, шпоночных пазов и т. п … Энциклопедический словарь
- крейцмейсель — (нем. kreuzmeibel) зубило с узким лезвием, употребляемое для вырубания канавок в металле. Новый словарь иностранных слов. by EdwART, , 2009. крейцмейсель (рэ, мэ, сэ), я, м. (нем. Kreuzmeißel … Словарь иностранных слов русского языка
- Крейцмейсель — (нем. Kreuzmeiβel) узкое Зубило для слесарной обработки твёрдых материалов (рубки, вырубания узких канавок и т. п.) … Большая советская энциклопедия
- Крейцмейсель — см. Зубило (доп.) … Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона
Какие работы выполняют крейцмейселем
Рубка металла
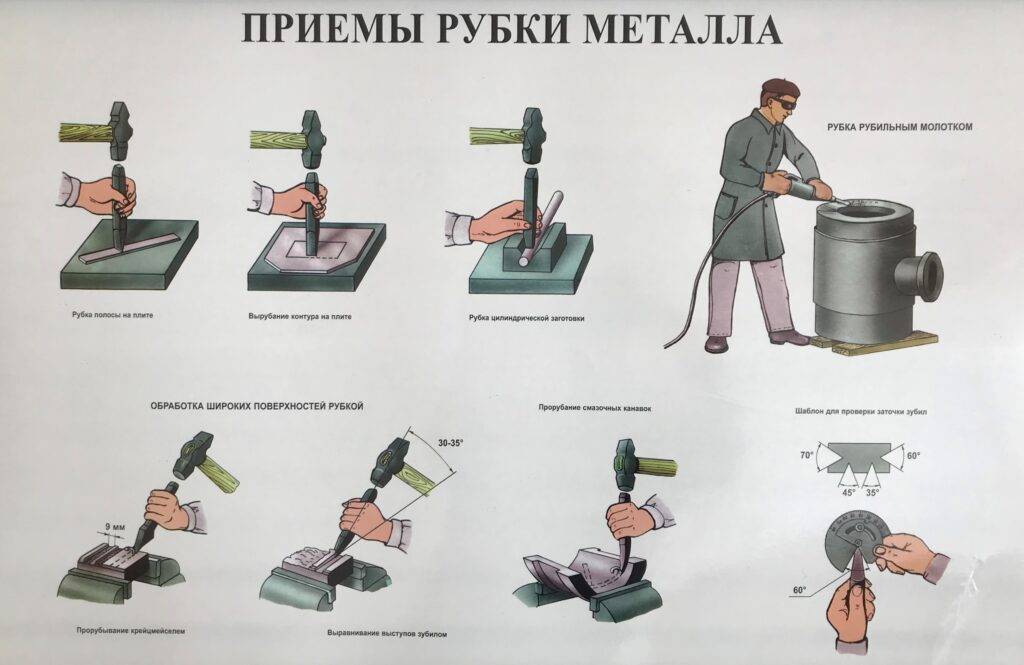
Рубкой называется операция по снятию с заготовки слоя материала, а также разрубание металла (листового, полосового, профильного) на части режущими инструментами (зубилом, крейц- мейселем или канавочником при помощи молотка). Точность обработки при рубке не превышает 0,7 мм. В современном машиностроении к процессу рубки металла прибегают лишь в тех случаях, когда заготовка по тем или иным причинам не может быть обработана на металлорежущих станках. Рубкой выполняют следующие работы: удаление лишних слоев материала с поверхностей заготовок (обрубка литья, сварных швов, прорубание кромок под сварку и пр.); обрубку кромок и заусенцев на кованых и литых заготовках; разрубание на части листового материала; вырубку отверстий в листовом материале; прорубание смазочных канавок и др.
Производится рубка в тисках на плите или на наковальне. Заготовки больших размеров при рубке закрепляют в стуловых тисках. Обрубка литья, сварных швов и приливов в крупных деталях осуществляется на месте. Ручная рубка весьма тяжелая и трудоемкая операция, поэтому необходимо стремиться максимально ее механизировать.
Это интересно: Шкала измерений — типы, предел, виды
Слесарная рубка металла — что это такое?
Рубка состоит в запланированном и контролируемом образовании требуемой формы детали из листового металла Процесс входит в перечень стандартных операций слесарного дела, уровень сложности – низкий.
Суть: удалить лишний материал по намеченной форме и размерам с помощью буквально пары инструментов.
 Слесарная рубка металла
Слесарная рубка металла
На лист-заготовку наносится разметка, практикуется обработка заготовок по установленному шаблону.
Затем с небольшим отступом от линии ударами по зубилу молотком проводится разделение материала.
При аккуратных действиях качество детали будет достаточно высоким.
Единственная потребность – последующая обработка краёв: из-за ударного способа воздействия края будут выглядеть рваными.
Для чего применяется эта операция?
- удаление припусков и кромок на готовом изделии;
- получение готового изделия и листовых заготовок;
- снятие окалины и других дефектов товарного вида;
- получение углублений (канавок, пазов и т.д.).
Кому нужна эта операция?
- работникам машиностроительных и ремонтных организаций, литейных цехов, в автомобилеремонтных мастерских – там, где идёт работа с металлом;
- в строительстве и ремонте (внутренние и наружные работы);
- специалистам, занимающимся ремонтом техники;
- обывателям для домашних и хозяйственных нужд.
Типы заготовок

Бухта вязальной проволоки. Фото ВсеИнструменты.ру





Все виды выпускаемого проката можно избавить от дефектов методами деформирования. Достаточно часто встречается волнистость, коробление, складки на листах, приходится для использования в технологическом процессе выпрямлять проволоку из бухт. Профильным трубам и другим заготовкам данной конфигурации требуется возвращать прямолинейность и устранять скручивание вокруг продольной оси.
В процессе производства готовой детали, приходится применять технологическую операцию правка для устранения остаточных деформаций возникших на промежуточных этапах технологии, например, после сварки, резки, вырубки.
1 Инструменты для рубки металлических изделий и листов
Рубка металла обычно выполняется при помощи кувалды, крейцмейселя, слесарного молотка, кузнечного и слесарного зубила на плите, в обычных тисках либо на наковальне. Также возможна рубка листа из стали или цветмета гильотиной.
Зубило – это стержень из твердой стали с режущей кромкой, выполненной в виде клина. Если производится рубка и резка металла, который причисляют к цветному, угол заострение зубила составляет от 35 до 45 градусов. А вот при обработке листов из стали указанный угол выбирают равным 60 градусов.
Под крейцмейселем понимают узкое зубило, которое используется для получения узких пазов и канавок. Рабочие части узкого и обычного зубила необходимо обязательно закалить на длину порядка 3 сантиметров. Также требуется закалка металла на головке инструмента (примерно на 1,5–2,5 сантиметра) для того, чтобы она растрескивалась и не раскрашивалась тогда, когда по зубилу ударяют молотком.

Слесарное дело чаще всего предполагает применение зубил с лезвиями 2 и 2,5 сантиметра (ширина рабочего инструмента) общей длиной 20 и 17,5 сантиметров. Крейцмейсели имеют меньшую ширину лезвия (не более 10 см) и длину до 17,5 см. Заметим, что головки зубил (обычного и узкого), как правило, придается конусообразная форма, которая:
- снижает опасность формирования на головке шляпки в виде гриба;
- облегчает процесс правильного нанесения удара молотком по инструменту.
Очень важно следить за тем, чтобы зубила не имели каких-либо серьезных дефектов на своей поверхности (например, плен или глубоких трещин). Техника безопасности категорически запрещает использовать такой инструмент для выполнения любых вариантов обработки металла (гибка, рубка, резка)

Заточка осуществляется абразивными кругами специальных заточных станков. При выполнении такого процесса производят охлаждение лезвия зубила (используется обычная вода). Если не охлаждать инструмент, будет наблюдаться чрезмерный нагрев его рабочей части, что в большинстве случаев приводит к отпуску, который просто-напросто испортит зубило. Работать им после неудачной закалки запрещает техника безопасности.
Рубка металла (а также его гибка) производится слесарными молотками стандартного веса (от 400 до 800 грамм). Их овальные по форме ручки изготавливают из древесины с высокими показателями вязкости и твердости (рябина, клен, береза, дуб). Длина ручек варьируется в пределах 35–45 сантиметров, на них не должно присутствовать трещин и сучков, которые могут повредить руки человека, производящего обработку (гибка, резка, рубка) металлических изделий.

Отдельно скажем о том, что торцы ручек молотков для рубки обязательно фиксируют нетолстыми (1–3 миллиметра) клиньями из стали либо дерева. Клинья из металла после установки заершивают, а из древесины – крепят специальным клеем.
Основные предназначения
В основном такая процедура, как рубка металла на гильотине или ином станке и приспособлении применяется в следующих случаях:
- Срубание или удаление излишних слоев металла с поверхности заготовочных деталей.
- Выравнивание поверхностей, что имеют неровную форму.
- Процедура удаления твердой корки и окалины.
- Обрубание заусенцев и иных неровностей на кованных и литых деталях.
- Обрубание излишнего материала, его концов, краев и отдельных листов.
- Рубка металла гильотиной на части (для листового и сортового материала).
- Проделывание отверстий, намеченных определенным контуром.
- Прирубание кромок встык под сварку.
- Обрубание головок заклепок, впоследствии – их удаления.
- Вырубание смазочных каналов и шпоночных пазов.
В данном случае наиболее популярный станок – это гильотина, которая посредством высокого давления резким движением разрубает материал. Рубка листового металла гильотиной также возможна, однако здесь требуется более высокое давление в сравнении с небольшими деталями и заготовками. Как уже было указано выше, для рубки металла в основном используют гильотины, однако плазменную резку никто еще не отменял. В данном случае рассмотрим плюсы и минусы каждого из вариантов в отдельности.
Какие инструменты применяются для ручной рубки
Раскрой металла производится с помощью зубил. Изготавливаются они из инструментальной стали (У7, У8). Кромка такого инструмента являет собой клинок большой твердости (не меньше 53 HRC). В зависимости от того, какая твердость обрабатываемого металла, зубило может быть заострено под углом 60° (для стали), 70° (бронзы, чугуна), 35-45° (для цветных металлов). Менее острый угол при обработке твердых материалов необходим для того, чтобы конец зубила сохранял свою стойкость и не ломался. Головка инструмента, как правило, имеет меньшую твердость (чтобы не разрушилась при ударе молотка). Она постепенно изнашивается, деформируется, поэтому нуждается в оправке. Ни в коем случае не разрешается работать с поврежденными зубилами, поскольку молоток может соскользнуть и привести к травматизации работника.

Определение
В первую очередь необходимо определиться с тем, что же представляют собой приемы рубки металла, а также с их назначением. Легко понять, то сам по себе этот процесс предполагает разделение объекта на несколько частей. Это верно и в отношении металла. Данный метод в достаточной мере универсален и может применяться практически для всех видов заготовок, от листов и прутков до труб и крупного проката. Разумеется, для решения этих задач потребуется различное оборудование.
Все виды приемов рубки имеют основное сходство — они предполагают обработку с помощью ударного или гидравлического инструмента, который прорывает металл. В этом состоит основное отличие технологии от резки, в которой основным типом воздействия является давление.
При условии соблюдения ряда правил рубки металла, простейшие операции можно производить в домашних условиях. Более сложные работы обычно проводятся в мастерской, а на крупных предприятиях различные методы используются для серийного производства изделий.
Перед тем как перейти к следующему разделу, необходимо обозначить еще один момент, а именно соотношение между резкой и рубкой. Многие компании, специализирующиеся на металлообработке, для своих клиентов не разделяют эти методы. Такой подход дает больше свободы в выборе оптимального способа обработки.
При этом резка и рубка металла имеют множество различий, основными из которых является метод воздействия и применяемые инструменты. Большинство слесарей, не говоря уже о крупных предприятиях, используют обе технологии в зависимости от того, какой результат необходимо получить.

Механические способы резки
При работе с определенными материалами не допускается применение высокотемпературных режимов. Они приводят к утрате металлом своих физических свойств или повредить нанесенные покрытия. В этом случае применяются механические способы резки металла, которые могут выполняться при помощи ручного инструмента или специального стационарного оборудования.
Инструменты для ручного резания
Такие приспособления применяются в бытовых условиях, при выполнении строительных работ, например, при монтаже кровельных покрытий или устройстве систем вентиляции из тонколистового металла.
Чаще всего используют следующие типы инструмента:
- Ножницы по металлу являются одним из первых инструментов для данных целей. Работа с ними требует приложения значительных усилий, отличается невысокой производительностью. В последнее время все чаще применяются электрические модификации подобного инструмента, которые позволяют существенно упростить выполнение работ и увеличить скорость резки. Основная сфера применения — работа с тонколистовыми металлическими материалами.
- Ножовка по металлу оснащается режущим инструментом (полотном) с мелкими зубьями определенной формы. Может применяться для резки более толстых металлических заготовок, в том числе и арматуры. Более высокую производительность обеспечивает и в этом случае применение ручного электрооборудования данного типа.
- Резка при помощи абразивного инструмента. В быту такое приспособление называется «болгаркой». Вращающийся с высокой частотой абразивный круг или режущий диск с твердосплавными напайками позволяет выполнять работы с заготовками даже значительной толщины, но в основном сфера применения ограниченно тонколистовыми материалами.
Стоимость услуг по резке металла механическим способом при помощи подобных инструментов невысока, но основной недостаток их применения — низкая производительность труда. Поэтому для более серьезных работ применяют специализированное стационарное оборудование.
Станки для резки
Наиболее часто применяется следующее оборудование для работы с различными металлами:
Гильотины для рубки металла — достаточно простое приспособление, применяемое для работы с материалом, толщина которого не более 20 мм. Оборудование такого типа обеспечивает высокое качество кромок при продольной и поперечной рубке, при этом оно отличается высокой производительностью. Основным недостатком оснащения является то, что с его помощью осуществляется только прямолинейный рез, получить деталь сложной конфигурации практически невозможно.
Ленточнопильный станок — считается одним из самых надежных и производительных типов оборудования. Рабочий орган установки (ленточная пила) приводится в движение при помощи приводных шкивов. Может использоваться для резки металла различной толщины, но основная сфера применения заключается в обработке труб, арматуры, металлического прутка.







Механические технологии резки металла получили широкое распространение в первую очередь благодаря низкой себестоимости выполнения работ при высоком качестве реза. Кроме того, отсутствие теплового воздействия позволяет сохранить все качества и свойства материала.
Приспособление для рубки металла – гильотина
Оборудование имеет гидравлический привод. Сама станина – очень тяженая и большая. С помощью аппарата можно производить только прямые надрезы (без закруглений) по горизонтали и вертикали. В случае необходимости можно вырезать нужные простые геометрические формы – квадраты, прямоугольники, ромбы и пр.
Обычно станок имеет дистанционное или компьютеризированное управление. ЧПУ позволяет заранее задавать формы, скорость разреза. Требуется производить математические вычисления, чтобы учитывать толщину заготовки и прочие параметры.
Иногда агрегаты являются комбинированными, то есть помимо лезвий гильотины имеются в составе ножницы по металлу, пресс. Это ускоряет работу и позволяет производить многофункциональные операции. Особенности машинизированного процесса:
- Высокая скорость.
- Точность произведения распиловки.
- Возможность отрезать даже минимальный край.
- Достаточно ровные кромки.
- Работа с металлическими изделиями большой толщины (арматура, толстые стенки).
- Действия слесаря заключаются только в настройке машины и слежении за процессом. Облегчение физического труда рабочих.
- Высокая производительность. Подходит для серийного производства.
К минусам же можно отнести большую стоимость и вес оборудования. Его может позволить себе не каждое производство.
Приспособление для рубки металла – гильотина
Оборудование имеет гидравлический привод. Сама станина – очень тяженая и большая. С помощью аппарата можно производить только прямые надрезы (без закруглений) по горизонтали и вертикали. В случае необходимости можно вырезать нужные простые геометрические формы – квадраты, прямоугольники, ромбы и пр.
Обычно станок имеет дистанционное или компьютеризированное управление. ЧПУ позволяет заранее задавать формы, скорость разреза. Требуется производить математические вычисления, чтобы учитывать толщину заготовки и прочие параметры.
Иногда агрегаты являются комбинированными, то есть помимо лезвий гильотины имеются в составе ножницы по металлу, пресс. Это ускоряет работу и позволяет производить многофункциональные операции. Особенности машинизированного процесса:
- Высокая скорость.
- Точность произведения распиловки.
- Возможность отрезать даже минимальный край.
- Достаточно ровные кромки.
- Работа с металлическими изделиями большой толщины (арматура, толстые стенки).
- Действия слесаря заключаются только в настройке машины и слежении за процессом. Облегчение физического труда рабочих.
- Высокая производительность. Подходит для серийного производства.
К минусам же можно отнести большую стоимость и вес оборудования. Его может позволить себе не каждое производство.
Способы рубки металла
Классификацию можно проводить по различным факторам.
По решаемой задаче – распиловка, вырубка, снятие малой части, слоя. Фактически все они повторяют перечисленные выше цели.
По приводящей силе:
- вручную;
- с помощью механизированной машины.
На этом мы более подробно остановимся ниже.
По принудительной фиксации – в зажимах, тисках, а также с закреплением на специальной станине и под прессом.
По направлению движения – по вертикали или по горизонтали.
Перечисленные способы выбираются в зависимости от:
- наличия оборудования;
- толщины металлического изделия;
- требуемого уровня работы – кромки могут получиться гнутыми при исполнении вручную, а при механизированном процессе повышается точность;
- степени производительности – ради одной детальки нет смысла перенастраивать оборудование, но на серийную партию потребуется специальные станки.
Распиловка материала в промышленных масштабах
Рубку в промышленности используют не часто в связи с не самым качественным результатом. Метод гильотины применяют исключительно как промежуточный этап металлообработки. Но это экономически невыгодно – делать два задания вместо одного. Чтобы сразу получать идеальный срез, а также работать с более сложными геометрическими формами, чем линия, заводы оснащены специальными станками. Например, абразивным. Принцип его действия заключается в том, что газ под мощным давлением подает поток воды, смешанный с мельчайшим абразивом. Эта смесь отлично пробивает даже толстый металл, оставляя ровные кромки. Посмотрим видео:
Такое оборудование, а также газовое, плазменное, лазерное в основном оснащается пультом ЧПУ. Заготовка распиливается в соответствии с заранее обусловленным результатом, вычислениями.
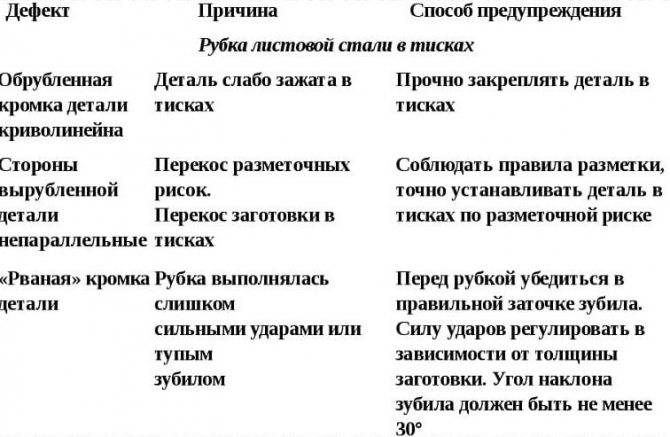
Возможные дефекты
При проведении этой операции всегда проявляются определённые дефекты. К основным дефектам относятся:
- обрубленная кромка получается не прямолинейной;
- не сохраняется параллельность обеих кромок детали;
- край детали получается рваным с заусенцами и большой шероховатостью.
Каждый из проявившихся дефектов имеет свои индивидуальные причины. Первый дефект всегда проявляется при слабой фиксации обрабатываемой детали. Особенно этот дефект проявляется, если проводится процесс рубки на металлической станине без фиксации детали. Проявление этих дефектов вызвано следующими причинами:
- деталь не достаточно надёжно закреплена;
- произошло смещение нанесённой маркировки;
- процесс производился ударами, превышающими необходимую силу;
Читать также: Литье металлов в песчаные формы
Для их устранения необходимо выполнять не сложные правила:
- Проверить прочность закрепления заготовки;
- Соблюдать точность расположения детали относительно нанесённой маркировки;
- Проверить параметры заточки инструмента.
При прорубании канавок, кроме перечисленных дефектов, могут появляться и другие. К ним относятся:
- рваные кромки канавки;
- глубина канавки разная по длине;
- сколы на конце канавки;
Чтобы предотвратить появление перечисленных дефектов необходимо соблюдать методики установленные инструкциями по применению конкретного оборудования и принятыми стандартами. Перед проведением операции осуществляется подготовка рубке самой заготовки, режущего инструмента и используемого станка.
При соблюдении правил подготовки и проведении операций рубки и вырубки получается ровный край, без дефектов и сколов.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Для снятия с металлической поверхности затвердевшей корки или разделения заготовки на несколько частей проводится рубка металла. Подобного рода технологический процесс относится к операциям подсобного типа. Рубка может проходить самым различным образом при применении специального оборудования и инструментов.
Требования к инструментам применяемым при рубке металла
Рубкой называется слесарная операция, при которой с помощью режущего инструмента с заготовки или детали удаляют лишние слои металла или заготовку разрубают на части. При современных способах обработки материала или заготовок рубка металла — подсобная операция.
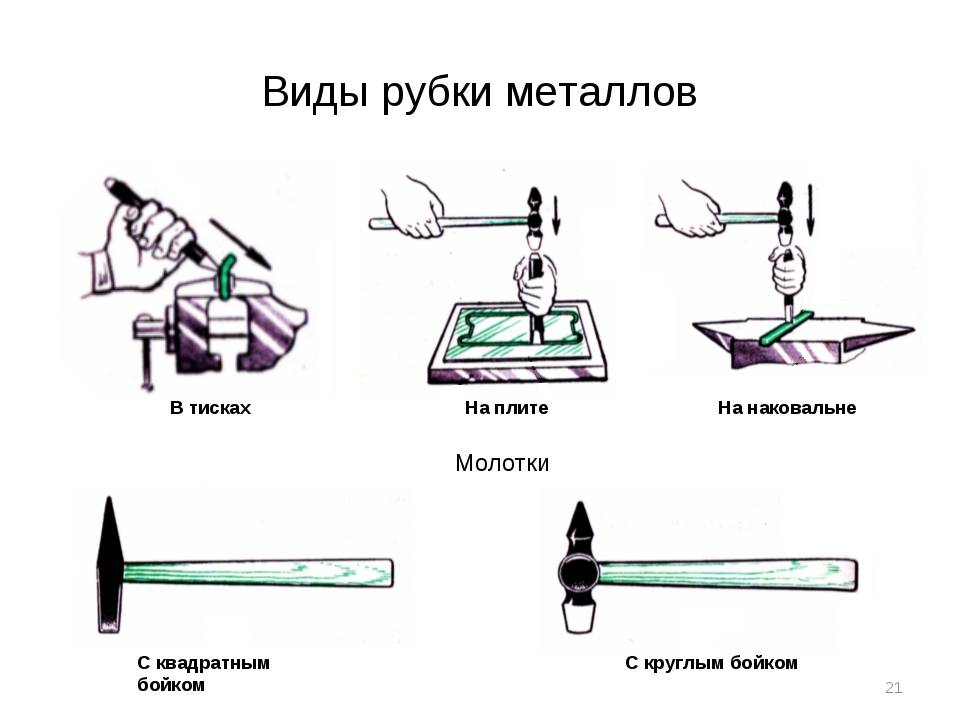




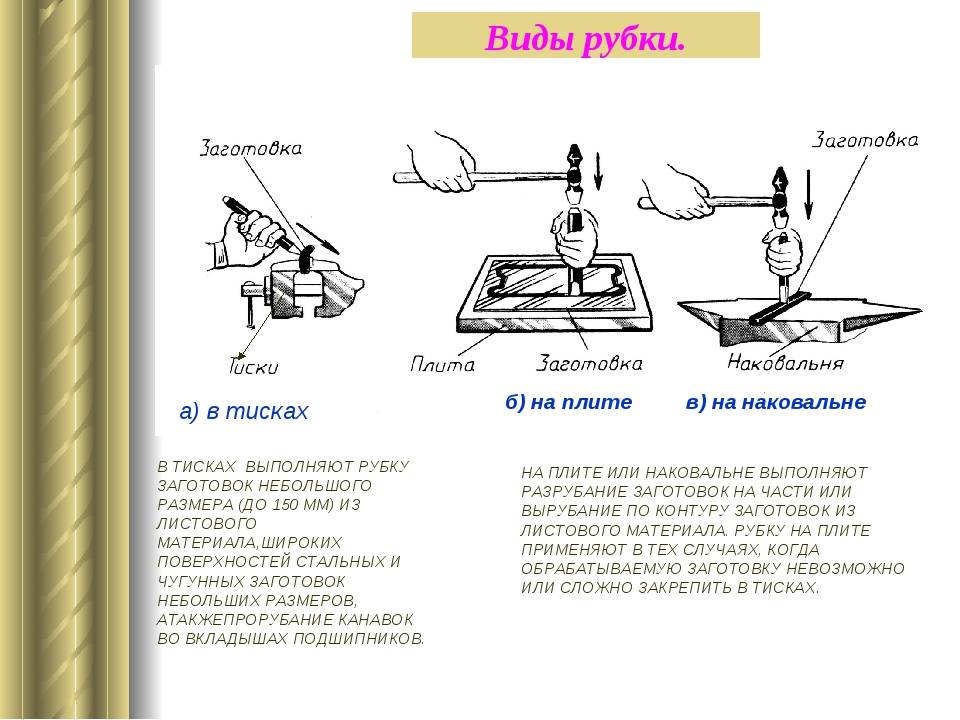
Рубку металла производят в тисках, на плите и на наковальне с помощью слесарного молотка, слесарного зубила, крейцмейселя, кузнечного зубила и кувалды.
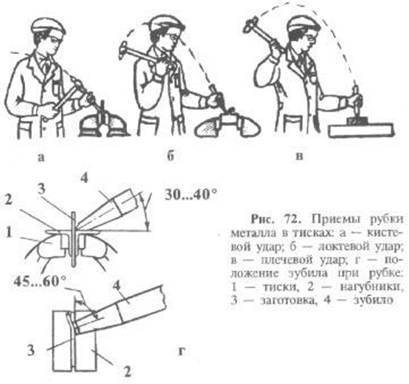
Рубка металла бывает горизонтальная и вертикальная в зависимости от расположения зубила во время операции. При горизонтальной рубке, производимой в тисках, заднюю грань зубила устанавливают к плоскости губок тисков почти горизонтально, под углом не более 5°С. Вертикальную рубку выполняют на плите или наковальне. Зубило устанавливают вертикально, а перерубаемый материал укладывают на плите горизонтально.
Рис. 3. Тиски параллельные:
1 — червячный винт, 2, 3 — подвижная и неподвижная губки, 4 — поворотный круг,
5 — винт поворотного круга, 6 — нижняя плита
Тиски бывают параллельные (рис. 3)—чугунные со стальными закаленными накладными губками 2, 3 и стуловые (рис. 4)—стальные. Материал перерубают преимущественно в стуловых тисках, так как они прочнее параллельных. На параллельных тисках разрешается перерубать только тонкую сталь.
Рубку тонкого металла, обрубку плоскостей, приливов, заусенцев, вырубку канавок производят в тисках, а перерубку толстого металла или длинных 2 полос и прутков — на плите или наковальне.
Рис. 4. Тиски стуловые:
1 — рычаг, 2,3— подвижная и неподвижная губки, 4 — втулка, 5—пружина, 6— лапа, 7 — распорная втулка
Молотки с круглыми бойками применяют, когда требуется большая сила и меткость удара, а с квадратными— для более легких работ. Молотки изготовляют из инструментальной стали У7. Рабочие части молотка закаливают и отпускают. Молоток должен быть в исправном состоянии, без трещин, плен, раковин и других дефектов.
Для слесарной рубки применяют молотки массой 400, 500, 600 и 800 г. Молотки насаживают на ручки из древесины твердых и вязких пород (береза, клен, дуб, рябина). Ручки должны быть овальной формы, с гладкой и чистой поверхностью, без сучков и трещин. Длина ручки молотка массой 400—600 г равна 350 мм, массой 800 г —380—450 мм.
Рабочую часть зубила и крейцмейселя (рис. 5, е, г) закаливают на длину не менее 30 мм, а головку — слабее лезвия (на длину около 15—25 мм), чтобы при ударе молотком она не крошилась и не трескалась. Вся остальная часть зубила и крейцмейселя должна оставаться мягкой. Зубила и крейцмейсели не должны иметь трещин, плен и других пороков.
Рис. 5. Инструмент для рубки: а — Слесарный молоток с круглым бойком, б — слесарный молоток с квадратным бойком, в — слесарное зубило, г — крейцмейсель
Рис. 6. Заточка зубила на заточном станке: а — Приемы держания зубила при заточке, б — шаблон для проверки правильности угла заточки
Наиболее часто используют зубила длиной 175 и 200 мм с лезвиями шириной 20 и 25 мм. Для прорубания канавок в стали и чугуне применяют креицмеисели длиной 150—175 мм с лезвием шириной 5—10 мм. Головки зубила и креицмеиселя отковывают на конус, что обеспечивает правильное направление удара молотком и уменьшает возможность образования грибовидной шляпки на головке.
Угол заточки зубил и крейцмейселей зависит от твердости обрабатываемого металла. Для рубки чугуна, твердой стали и твердой бронзы угол заточки инструмента равен 70°, для рубки средней и мягкой стали —60°, для рубки латуни, меди и цинка —45°, для рубки очень мягких металлов (алюминия, свинца) — 35—45°.
Слесарный инструмент затачивают на заточных станках с абразивными кругами. Во время заточки рабочая часть инструмента (лезвие) сильно нагревается и может произойти ее отпуск. При отпуске твердость закалки теряется и инструмент становится негодным для дальнейшей работы. Во избежание этого рабочую часть инструмента во время заточки охлаждают водой. На рис. 6 показано, как надо держать зубило при заточке и как проверять правильность заточки угла,





