

Основные закономерности процесса химического меднения
Для протекания реакции восстановления необходимо присутствие в растворе достаточно сильного и активного восстановителя. Выбор возможных восстановителей тем шире, чем положительнее стандартный потенциал металла. Необходимым является также автокаталитический характер реакции восстановления, то есть способность образующегося металла катализировать восстановление. Это обеспечивает преимущественное осаждение металла на требуемой поверхности и получение компактного покрытия значительной толщины.
Степень автокатализа зависит и от природы металла, и от природы восстановителя. В отсутствие автокатализа реакция восстановления протекает во всем объеме раствора и приводит к образованию порошкообразного металла.
Движущей силой автокаталитического процесса восстановления является окисление восстановителя, эффективность действия которого может оцениваться по его окислительно-восстановительному потенциалу.
Для получения осадка металла в виде сплошного слоя разность между потенциалами восстановителя и восстанавливаемого металла не должна быть слишком велика, так как в противном случае происходит быстрое, иногда почти мгновенное, образование высокодисперсного продукта восстановления. Чтобы предотвратить быстрое протекание реакции, в состав растворов вводят лиганды, образующие достаточно прочные комплексы с ионами восстанавливаемого металла и приводящие к уменьшению разности потенциалов за счет сдвига редокс-потенциала пары ион металла — металл в более отрицательную область (табл. 1). Лиганды выполняют и другую функцию: они предотвращают образование гидроксидов металлов в щелочной среде.
Таблица 1. Нормальные окислительно-восстановительные потенциалы некоторых металлов в водных растворах при температуре 25 °С
Практически единственным восстановителем, используемым в растворах химического меднения, является формальдегид. Он доступен, дешев и позволяет получить медные покрытия при комнатной температуре. Восстановление меди формальдегидом является автокаталитическим процессом. Потенциалообразующая реакция для формальдегида следующая:
Величина потенциала в зависимости от рН при стандартных условиях описывается уравнением
Значения потенциала окисления формальдегида при различных значениях рН представлены в таблице 2.
Таблица 2. Зависимость потенциала окисления формальдегида от рН
Каталитическая реакция на поверхности меди протекает при комнатной температуре при рН > 10,0-10,5. Для начала этой реакции на активированной поверхности диэлектрика обычно необходимы более высокие значения рН: 11-11,5 при 1-2 моль/л СН20 и 12,0-12,5 при 0,1-0,5 моль/л СН20.
Оборудование для вакуумного напыления
- Блок энергообеспечения и управления в совокупности с источником конденсируемых металлов.
- Газораспределительная система, создающая вакуумное пространство и регулирующая потоки газов.
- Рабочая камера для проведения вакуумной металлизации.
- Блок термического контроля, управления толщиной и скоростью напыления, свойствами покрытий.
- Транспортирующий блок, отвечающий за изменение положения заготовок, их подачу и изъятие из камеры.
- Устройства блокировки узлов, газовые фильтры, заслонки и прочее вспомогательное оборудование.
Магнетронное и ионно-плазменное вакуумное оборудование бывает разных габаритов, от небольших, с камерами в несколько литров до весьма крупных, с объемом камер в несколько кубических метров.
располагает достаточными производственными мощностями и соответствующим оборудованием для обеспечения различных способов вакуумного напыления. У нас можно заказать ионно-плазменное покрытие изделий из любых материалов такими металлами, как титан, медь, алюминий, латунь, хром, различные сплавы и пр. Гарантируем высокое качество работы и лояльные цены.
Материалы для химической металлизации
Химическая металлизация проводится с применением специальных веществ. Реактивы для химической металлизации обладают активирующими и восстанавливающими свойствами. Также в процессе процедуры понадобится грунтовка. Ее наносят на обрабатываемую поверхность. После нанесения грунтовки потребуется еще лак, который защищает готовые покрытия от негативных внешних факторов. Перед нанесением финишного лакового покрытия нужно выбрать качественный материал, у которого достаточная твердость и износостойкость.
Чтобы наносимый металлический слой был желаемого цвета, можно воспользоваться специальным красящим тонером. Грунтовка, про которую говорили выше, нужна для улучшения адгезии металлического слоя с верхним слоем обрабатываемого изделия. Химическая металлизация своими руками может быть выполнена быстро, но не всегда она показывает качественный, хороший результат. Однако это можно исправить — нанесенный слой удаляется с помощью специальных смывочных растворов.
Основные методы хромирования
- Процесс химической металлизации.
- Гальванизация.
- Вакуумное напыление.
- Высокотемпературная диффузия.
Два последних метода применяются только на предприятиях промышленности. Дома эти процессы выполнить не получится, поскольку для них необходимы технически сложные установки и повышенные энергетические затраты. А вот химическая металлизация и гальванизация – это как раз те самые процессы, которые могут производиться и в личной мастерской. Рассмотрим подробно, как это делается.
Химическая металлизация поверхностей и деталей

В процессе этой работы используются химические реактивы, компрессор и краскопульт. Выполняются практически те же самые операции, что и при покраске поверхностей акриловым лаком либо эмалью. При хромировании таким способом на детали и конструкции наносится не защитная полимерная пленка, а зеркальный тонкий слой металла. Толщина его в пределах 0,075-0,25 миллиметров. Химико-физические характеристики такого покрытия сопоставимы с теми, что получаются при вакуумном напылении.
Как выполнить химическую металлизацию
1-й метод. Поверхность покрывается специальными химикатами. В результате химической реакции образуется осадок, представляющий собой прочный металлический слой. Покрытие можно делать не только из хрома, но также из серебра.
2-й метод. В процессе восстановительной химической реакции из солей образуется слой хрома. Приготовьте набор из уксусной кислоты, хлористого хромила, хлористого хрома, уксуснокислого хрома, гипософита натрия, едкого натра, фосфата хрома. При этом необходимо помнить, что эти вещества очень ядовиты и опасны для здоровья. И потому следует внимательно проштудировать учебник химии, если уж вы решили провести процесс хромирования этим методом. Но достичь высокого качества очень трудно, даже при наличии подробной инструкции. При всех существующих минусах этот метод используется для хромирования поверхностей в домашних мастерских чаще всего.
Очень удобно проводить процесс покрытия с помощью готовых пробных наборов химических препаратов для хромирования. Их предлагает компания Fusion Technologies. Удобство таких наборов заключается в том, что покрытие можно нанести на любой из перечисленных материалов: металл, керамику, дерево, стекло, пластик. Гальванических установок и специальной сложной техники не потребуется. Все, что вам нужно, это просторное помещение, дистиллированная вода, компрессор, распылитель и набор химических препаратов. Кроме этого нужно приготовить газовую горелку с баллоном газа.
Преимущества технологии электродуговой металлизации.
1 Защита металла в экстремальных условиях
Нанесенное покрытие электродуговой металлизации не боится морозов до – 60°С, морской воды, ударов, истирания льдами. Температурная стойкость до 600°С. Ни один другой способ нанесения не дает такого результата
Финансовая выгода электродуговой металлизации
· Увеличение оборота: высокая скорость обработки – до 15м2/час
· Экономия на производственных площадях и персонале – не нужны ванны (как для горячего цинкования), автоматизация
· В десятки раз дешевле, чем стационарное цеховое оборудование
Долговечность покрытия до 50 лет
Электродуговая металлизация это гарантированная защита деталей от коррозии. Адгезия до 80 Мпа – при правильной подготовке покрытия не отслаиваются от поверхности, на которую нанесены.





4. Максимальная надежность покрытия
Электродуговая металлизация гарантирует до 99,9% цинка (или другого используемого вещества) – в верхних слоях покрытия. А при горячем цинковании – лишь до 40%
Без ограничений в размерах детали, погодных условиях
Возможна обработка на оборудовании электродуговой металлизации для деталей любой геометрии, формы, размеров. Проводится электродуговая металлизация в условиях производства, полевых условий , даже в дождь и снег
Марина Капица
Все статьи цикла:
- Химическая металлизация диэлектрика. Часть 1
- Химическая металлизация диэлектрика. Часть 2
Создание надежного электрического соединения между слоями МПП и токопроводящего рисунка на поверхности диэлектрика является наиболее ответственной частью процесса изготовления МПП. Обычно этот процесс состоит из двух стадий: химической металлизации диэлектрика (формирование слоя химической меди) и наращивания слоя меди гальваническим способом до необходимой толщины. Химическая стадия необходима для создания электропроводящего слоя на поверхности диэлектрика, на который становится возможным гальваническое осаждение меди.
Подготовка детали к металлизации
Пока электролит отстаивается, самое время заняться этим.
Удаление загрязнений
Чтобы хромирование было качественным и недорогим, покрывающий деталь слой должен быть однородным и тонким. Этого можно добиться, если поверхность зачищена до самой основы. Чем удалять инородные фракции и обезжиривать, решается самостоятельно. Для образцов с ровными гранями достаточно, как правило, «шкурки». В остальных случаях придется подумать, как и чем удалить грязь и ржавчину.
Обезжиривание
Это второй подготовительный этап. Ограничиваться лишь традиционными средствами – бензином, уайт-спиритом, растворителем «666» или чем-то подобным – значит, не добиться качественной металлизации. Хромировка на такой поверхности долго не продержится.
Дополнительная обработка производится в растворе, который специально готовится для этих целей. Рецептов много, но наиболее популярный при металлизации на дому следующий:
150 (едкий натр) + 50 (кальцинированная сода) + 5 (силикатный клей).
*Из расчета г/л воды.
Предварительно обработанная заготовка погружается в этот раствор, который должен быть доведен до температуры 85 (±5) ºС. Время выдержки зависит от рельефности детали и степени ее остаточного загрязнения (от ⅓ до 1,5 часов).
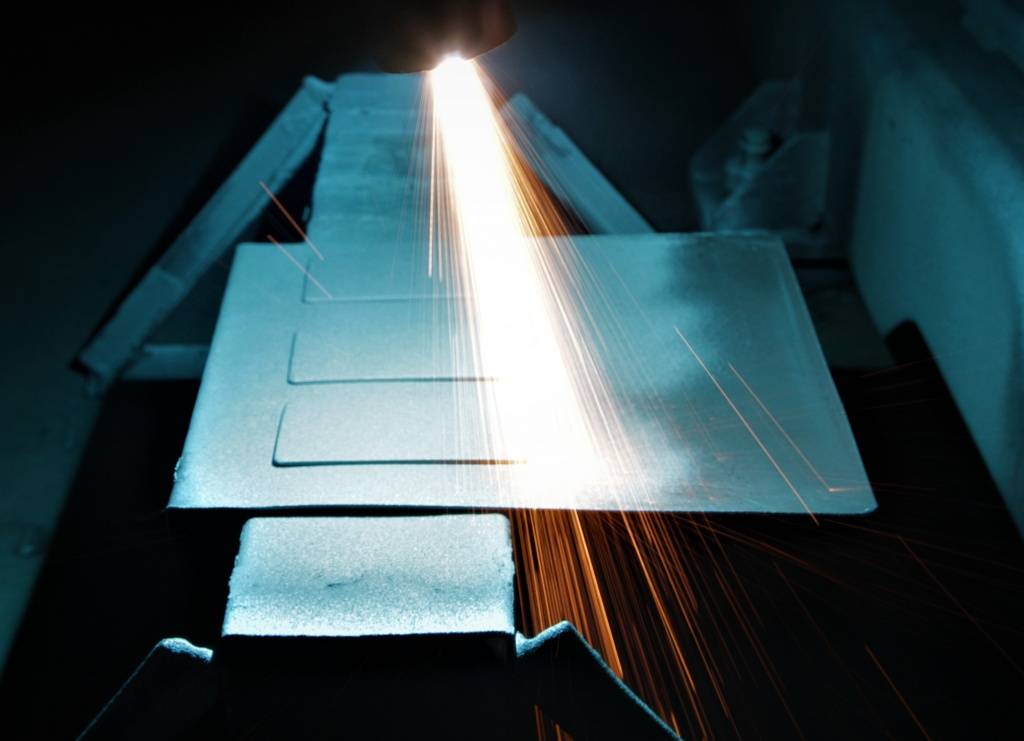
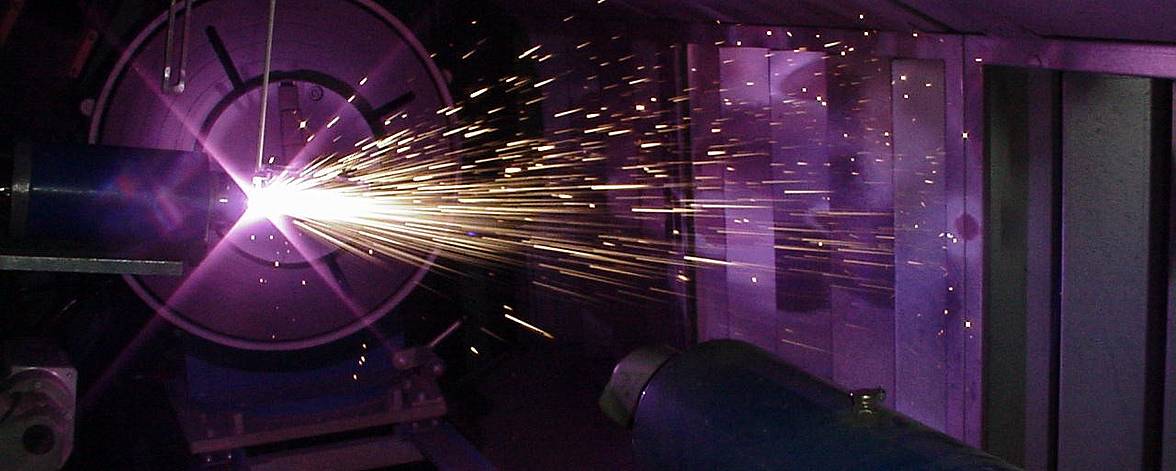
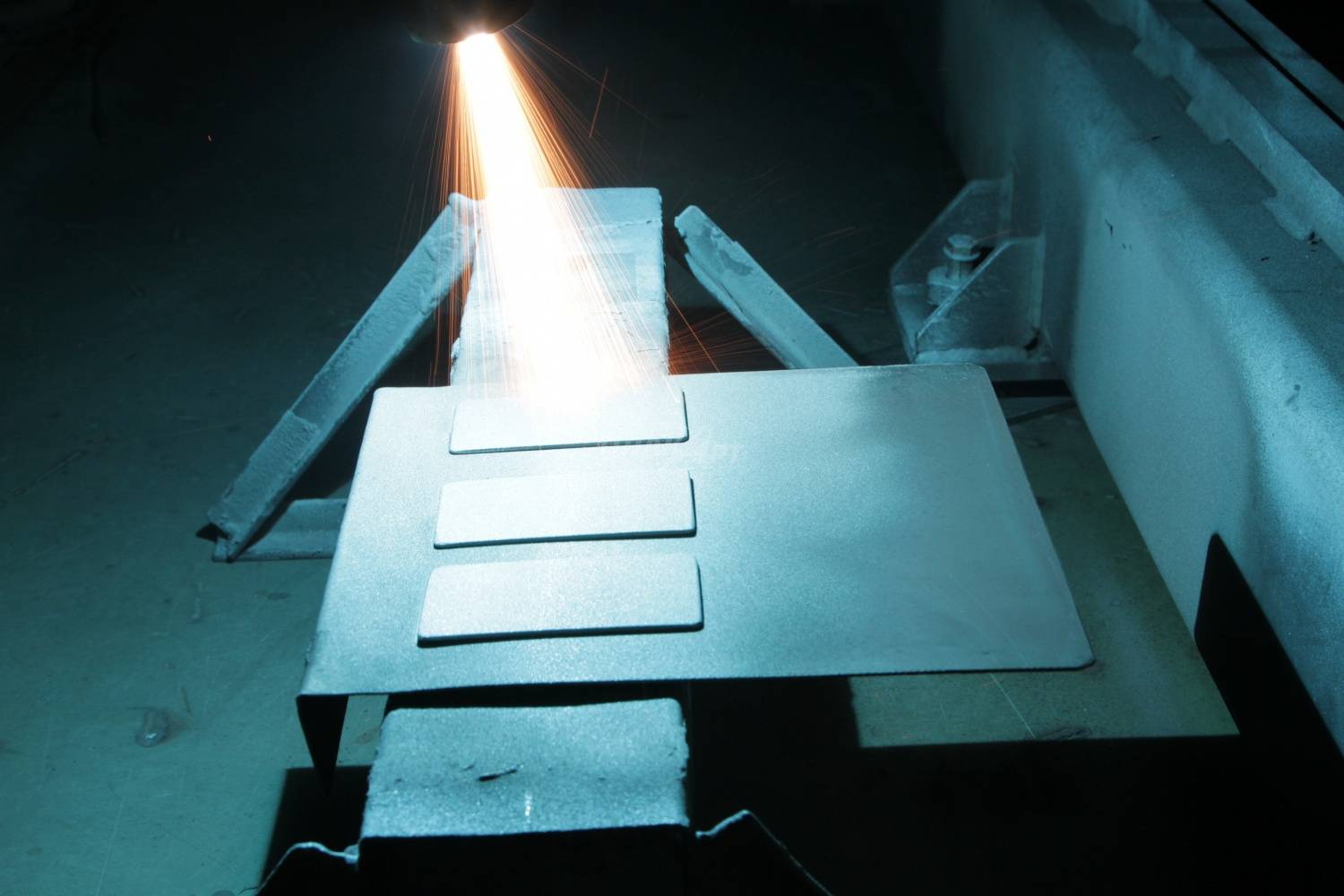
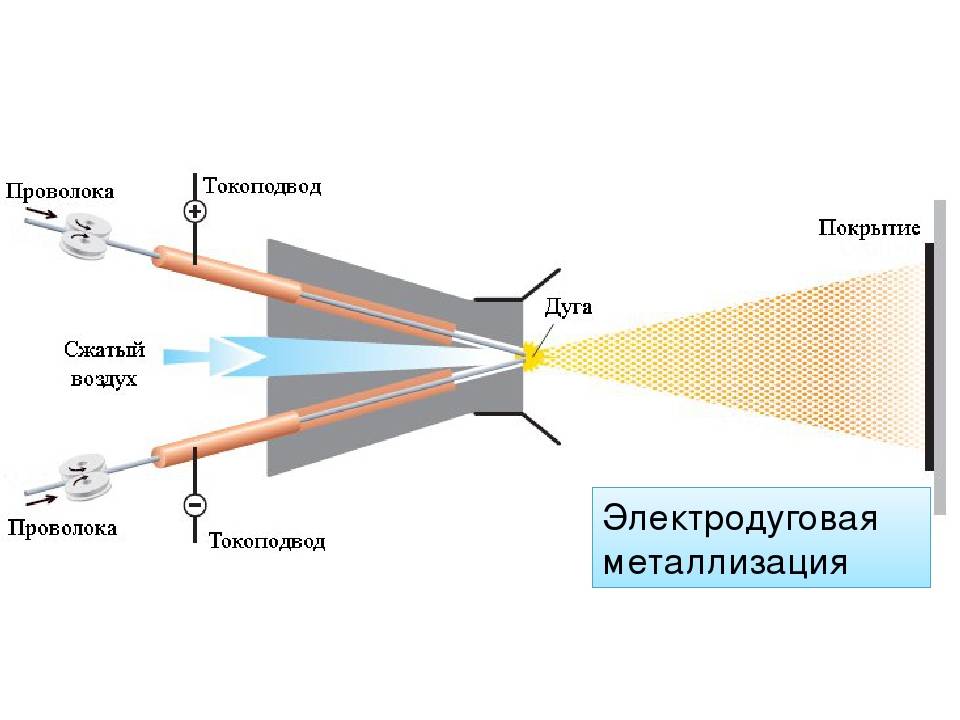
Суть и назначение электродуговой металлизации
Электродуговая металлизация подразумевает под собой процесс нанесения на поверхность изделий тонкого слоя металла. В результате этого изменяются свойства металлоконструкций — они приобретают надежную антикоррозионную защиту от агрессивного воздействия окружающей среды в жидкостях, а также снаружи и внутри сооружений.
Для того чтобы выполнить металлизацию, используется электродуга, которая горит между парой токопроводящих проволочных элементов. Выглядит это как разжижение двух проволок в электродуге. Расплавленный до капельного состояния металл с помощью газа (аргона, гелия, азота) или сжатого воздуха переносится на подготовленную поверхность, застывает, кристаллизуется и образует прочный металлический слой.
Соединение капель цинка или алюминия с основным металлом происходит за счет механического сцепления (адгезии) и силы молекулярного притяжения (диффузии). В результате синергии двух типов соединений частиц и основы металлическое покрытие не отслаивается при механическом воздействии и имеет большой срок эксплуатации.
В процессе электродуговой металлизации обрабатываемые изделия нагреваются до температуры не более 120 °С. Относительно невысокие температуры исключают появление изменений в структуре металла и его последующую деформацию.
После проведения электродуговой металлизации на металлоконструкцию при необходимости наносятся лакокрасочные материалы. Слои усиливают защитное действие друг друга и общий срок эксплуатации изделия.
Особенности обработки пленочных материалов

Технологии изготовления упаковочных материалов предусматривают использование металлизации для ПЭТ-пленок. Данный процесс обеспечивает алюминирование поверхности, благодаря чему заготовка наделяется более высокой прочностью и стойкостью перед внешними воздействиями. В зависимости от параметров обработки и конечных требований к покрытию могут применяться разные способы теплоотвода. Поскольку пленка чувствительна к температуре, вводится дополнительная процедура осаждения. Как и в случае с пластиками, она позволяет регулировать термический баланс, сохраняя оптимальную для заготовки среду. Толщина пленок, которые обрабатываются по методу вакуумной рулонной металлизации, может составлять от 3 до 50 мкм. Постепенно внедряются и технологии, обеспечивающие подобные покрытия на поверхностях материалов толщиной 0,9 мкм, но по большей части это пока лишь экспериментальная практика.
Особенности металлизации пластиков
Напыление на поверхности пластиковых деталей также способно изменить его электрические, физические и химические свойства. Нередко металлизацию используют и как средство повышения оптических качеств подобных заготовок. Главной же проблемой при выполнении таких операций является процесс интенсивного термического испарения, который неизбежно оказывает давление на потоки частиц, напыляющих поверхность элемента. Поэтому требуются специальные режимы регуляции диффузии основного материала и расходуемой массы.
Имеет свою специфику и вакуумная металлизация пластмасс, отличающихся жесткой структурой. В данном случае будет иметь значение присутствие защитных и грунтующих лаков. Для поддержания достаточного уровня адгезии с преодолением барьеров этих пленок может потребоваться повышение энергии термического воздействия. Но здесь же вновь возникает проблема с рисками разрушения пластиковой структуры под влиянием тепловых потоков. В итоге для снятия излишнего напряжения в рабочей среде вводятся модифицирующие компоненты наподобие пластификаторов и растворителей, позволяющих удерживать форму заготовки в оптимальном состоянии независимо от температурного режима.
Виды металлизации
Металлизация изделий, как понятно из названия данного процесса, заключается в том, что на их поверхность наносится тонкий металлический слой. Подвергаться такой обработке может не только металл, но также пластик, древесина, стекло и другие материалы. Наиболее популярными и известными видами такого процесса являются металлизация хромом (хромирование), покрытие поверхности изделия слоем цинка (цинкование), менее известным – алитирование, в процессе которого на поверхность наносится слой алюминия.
Химическая металлизация. Рама для зеркала
В зависимости от того, какое оборудование и какая технология используются для металлизации, данная обработка подразделяется на различные виды. Так, на сегодняшний день хорошо отработаны и активно применяются следующие способы нанесения металлического покрытия:
- гальваническая металлизация, выполняемая в ваннах со специальным электролитом;
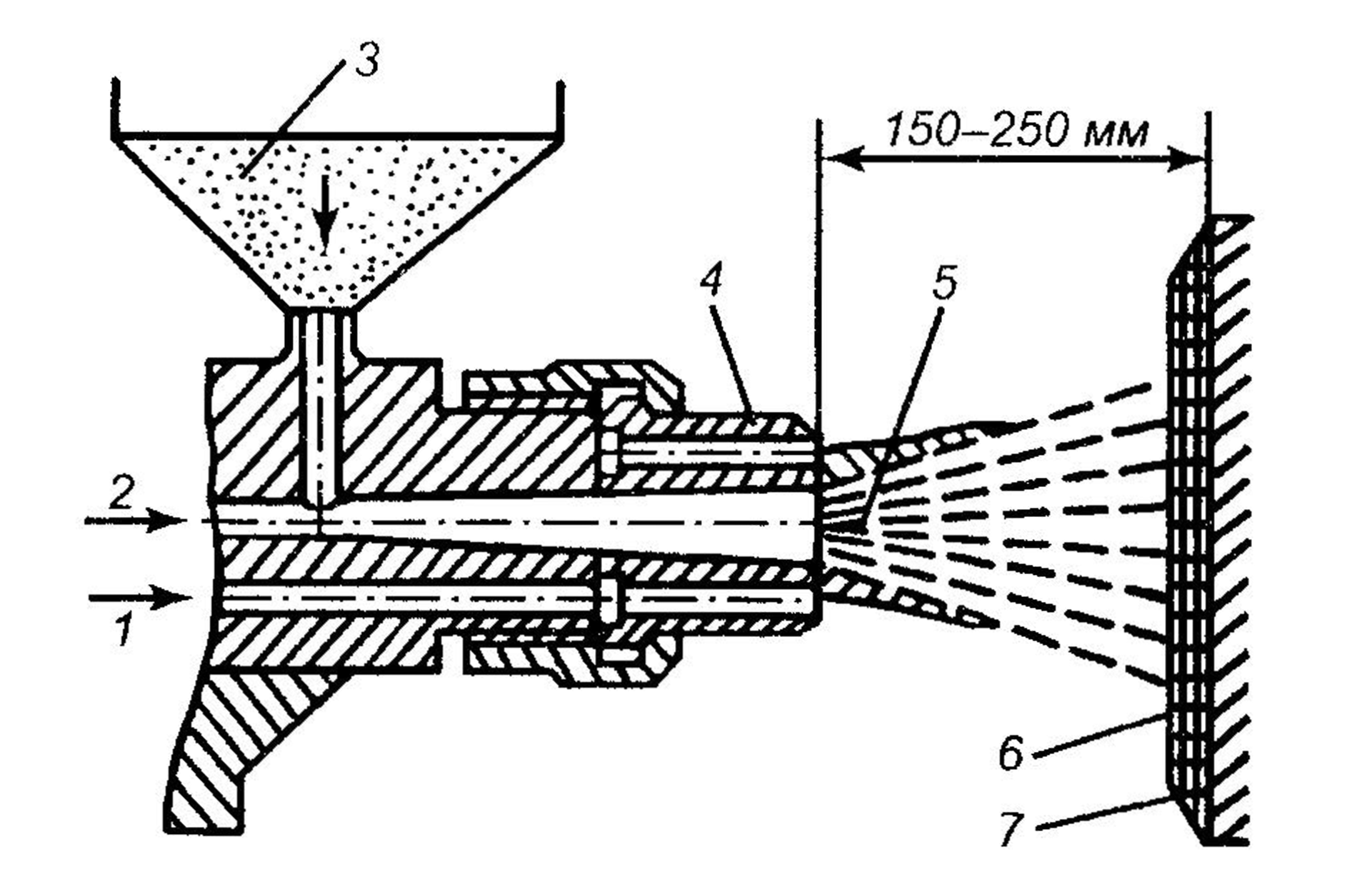
- электродуговая металлизация, при которой покрытие на обрабатываемую поверхность наносится посредством электродугового плавления металлического электрода и последующего распыления расплавленного металла при помощи струи сжатого воздуха;
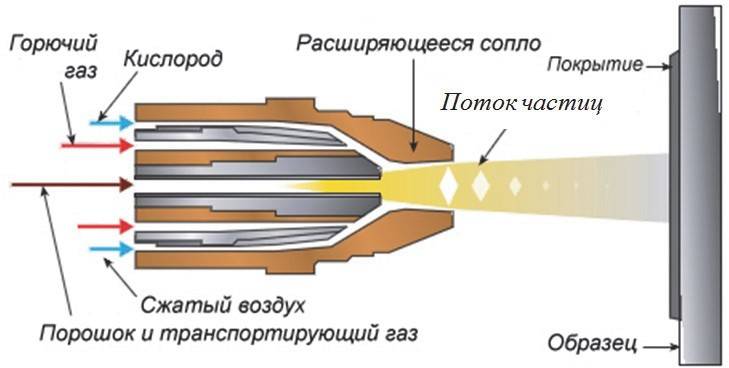
- газоплазменное напыление, при которой, как и при осуществлении дуговой технологии, металл наносится на поверхность изделия в расплавленном мелкодисперсном состоянии (как и электродуговая металлизация, газоплазменное напыление является достаточно сложным технологическим процессом, поэтому их применяют преимущественно в производственных условиях);
- плакирование – нанесение на поверхность слоя металла и его последующая горячая прокатка;
- диффузионная металлизация, суть которой заключается в том, что атомы наносимого металла под воздействием высокой температуры проникают в поверхностный слой обрабатываемого изделия;
- горячая металлизация – формирование покрытия при погружении изделия в ванну с расплавленным металлом;
- химическая металлизация.









Порядок выполнения работы

- Подготовка детали или конструкции. Поверхность следует тщательно очистить. Она должна быть максимально ровной. Для этого производится полировка.
- Затем выполняется процесс лакировки с использованием предназначенного для этой цели лака.
- Когда лак полностью высохнет, с помощью газовой горелки обрабатывается поверхность. Данный технологический процесс изменяет структуру лака на молекулярном уровне. Это делается с целью увеличения впитываемости и адгезии для металлизированного покрытия.
- Следом за тепловой обработкой производится распыление активатора. Быстро смывается водой лишний активатор.
- Пока поверхность еще не высохла, наносится модификатор, за ним растворитель. Реакция между ними приводит к образованию необходимого зеркального покрывающего слоя. Снова изделие промывается водой и сушится направленной струей воздуха.
- Процесс металлизации занимает около шести часов. После этого в соответствии с технологией деталь покрывается лаком. Эффект бронзы, хрома или золота достигается добавлением в лак соответствующих пигментов. Если вы решили у себя дома и собственными руками хромировать детали, заказывайте все необходимые химикаты на сайте компании. В случае необходимости специалисты окажут квалифицированную помощь, подскажут подходящие варианты установки оборудования в помещении вашей домашней мастерской.
Химическая металлизация в домашних условиях
Если вы решили выполнить химическую металлизацию своими руками, следует не только изучить теоретический материал, но и просмотреть обучающее видео на данную тему. Естественно, необходимо подготовить комплект оборудования и расходных материалов для выполнения этого технологического процесса.
Для химической металлизации используются опасные для здоровья химические реактивы, работая с которыми, следует строго соблюдать требования по технике безопасности. Сама же технология химической металлизации, как уже говорилось выше, не представляет особой сложности и напоминает обычную покраску. Главное при этом – строго придерживаться определенной последовательности действий. Более подробно познакомиться с такой методикой позволяют видео, которые несложно найти в интернете.
Простейшая установка для химической металлизации может состоять из эмалированной емкости и паяльной лампы. Для выполнения обработки потребуются соответствующие реагенты и знание химии, чтобы правильно их смешивать. Изучив теоретический материал, просмотрев соответствующее видео и подготовив свой аппарат для химической металлизации, можно приступать к самой металлизации.
Алгоритм действий в данном случае таков:
- Проводят тщательную очистку обрабатываемой поверхности от загрязнений.
- Выполняют обезжиривание. К данному этапу следует подойти очень ответственно, так как от качества его выполнения во многом зависят характеристики наносимого покрытия. Проводить такую процедуру можно при помощи щелочного раствора или качественного моющего средства, позволяющих удалить с поверхности изделия все органические загрязнения.
- Промывают обезжиренную поверхность водой.
- Если химической металлизации подвергается не все изделие, то те его участки, на которые не будет наноситься покрытие, необходимо заизолировать при помощи свинца, устойчивого к воздействию электролитического раствора.
- Изделие крепят на проводе, по которому к нему будет подаваться электрический ток, и опускают в емкость с электролитическим раствором. Выдерживать изделие в таком растворе следует в течение часа.
- Обработанное изделие извлекают из раствора, просушивают, остужают и, если качество нанесенного покрытия достаточно высокое, полируют.
В домашних условиях можно использовать мини-установку для химической металлизации, работающую от компрессора
Чтобы получить на обрабатываемой поверхности качественный металлический слой и при этом не навредить своему здоровью, следует придерживаться определенных рекомендаций.
- Перед началом процедуры надо проверить надежность всех электрических контактов, на которые будет приходиться основная нагрузка.
- При выполнении всех этапов химической металлизации (особенно при извлечении обрабатываемого изделия из электролитического раствора) следует пользоваться резиновыми перчатками, которые защитят кожу ваших рук от химических и термических ожогов.
- Помещение, в котором выполняется металлизация химическим способом, должно быть хорошо проветриваемым. Объясняется это требование тем, что при выполнении этой процедуры происходит интенсивное выделение газов и образование тумана, раздражающего слизистые оболочки органов дыхания и зрения.
- Не лишним при выполнении химической металлизации будет использование респиратора и защитных очков.
Металлизация с использованием стандартного краскораспылительного оборудования
В целом, если правильно подготовиться к химической металлизации, тщательно изучить все теоретические аспекты данного процесса и просмотреть соответствующее видео, то в результате можно получить качественные декоративные покрытия, отличающиеся еще и отличными защитными свойствами. Используя такую технологию, вы даже в домашних условиях сможете изготавливать различные изделия декоративного назначения, реставрировать поверхности изношенных деталей, наносить на них покрытие, защищающее их от негативного влияния внешней среды.
Для защиты неустойчивых материалов и их декорирования могут применяться различные технологии обработки. Химическая металлизация – процесс, заключающийся в образовании тонкого защитного слоя на поверхности самой различной формы. У данной технологии есть большое количество особенностей, о которых далее поговорим подробнее.
Диффузионная металлизация деталей судна
Диффузионная металлизация — насыщение поверхностного слоя детали каким-либо элементом для придания поверхности определенных свойств. Наиболее распространены следующие виды диффузионной металлизации:
- алитирование — насыщение алюминием для повышения жаростойкости;
- хромирование — насыщение хромом для повышения коррозионной стойкости, жаростойкости, твердости и износостойкости;
- силицирование — насыщение кремнием для повышения коррозионной стойкости и кислотостойкое;
- сульфидирование — насыщение серой для повышения противозадирных свойств и износостойкости;
- фосфатирование — насыщение фосфором для улучшения прирабатываемости и износостойкости.
В последнее время применяют комплексные термохимические методы обработки деталей:
- сульфоцианирование;
- хромосилицирование (насыщение хромом и кремнием);
- боросилицирование;
- корбоборирование (насыщение углеродом и бором);
- хромоазотирование и др.
Такие покрытия обладают большой поверхностной твердостью и высокой износостойкостью.
Появились новые способы термохимической обработки:
- ионные;
- энерговыделяющими пастами.
Первые способы основаны на наибольшей активности газа, которая проявляется в ионизированном состоянии, — ионное азотирование, ионное цементирование и т. д. Ионную термохимическую обработку производят в герметически закрытой камере в атмосфере тлеющего дугового или искрового разряда.
Суть ионных способов можно проследить, например, на ионном азотировании. Деталь помещают в камеру, из которой откачивают воздух. Камеру заполняют газообразным аммиаком и производят электрический разряд. В данном случае электроды являются анодом, а деталь — катодом. Аммиак диссоциирует, распадаясь на ионы азота и водорода. Электрическое поле разгоняет их, ионы начинают бомбардировать поверхность деталиМетоды упрочнения и повышения долговечности деталей, и азот быстро насыщает поверхностные слои.
При втором способе деталь покрывают энерговыделяющей пастой, которую поджигают. При горении пасты поверхность детали сильно разогревается (до 600—800°С), а датирующие элементы, содержащиеся в пасте, проникают в верхние слои детали. Через 2—3 мин обгоревшую деталь погружают в воду для охлаждения.
С помощью энерговыделяющих веществ в судовых условиях можно производить:
- алитирование;
- борирование;
- корбонитрирование и другие виды термохимической обработки.
Особенности технологии
Нанесение хрома на металлические заготовки принято называть химическим хромированием. Технологию применяют для улучшения декоративных и функциональных свойств металлических изделий. Сам процесс может выполняться посредством следующих методик:
- Гальванический метод.
- Химический.
- Посредством напыления.
Если говорить о нанесении хрома на поверхность заготовки с помощью первого метода, то это можно делать двумя путями: диффузным и электролитическим. Чтобы вводить обе разновидности гальваники, нужно запастись специальными резервуарами с кислотоупорным покрытием и водяными рубашками.








Электролитическое хромирование построено на принципе электролиза металлов. В процессе обработки электрический ток подаётся через электролит, представленный в виде специального раствора из солей хрома, кислоты или щелочи. По мере прохождения тока выделяются катионы хрома. В итоге они остаются на обрабатываемой поверхности.
Средние параметры хромирования гальваническим методом выглядят следующим образом:
- Хромовый ангидрид 250 г/л.
- Серная кислота — 2,5 г/л.
- Температурные показатели — 50 градусов Цельсия для декоративной обработки, и 55−60 градусов Цельсия для улучшения функциональных качеств.
- Плотность тока — 25 А/дм2 для декоративной обработки, а также 60 А/Дм2 для достижения функциональных свойств.
Чтобы выполнить качественную гальванику, нужно правильно подобрать температуру электролита и плотность тока. Такие параметры оказывают влияние на внешний вид и функциональные свойства нанесенного слоя.
Не забывайте, что любое увеличение температуры снижает выход хрома по току, а увеличение плотности действует противоположным образом.
При низкой температуре и постоянной плотности тока получаемое покрытие становится серым. Если плотность тока не меняется, а температуры остаются высокими, это позволяет получить молочный оттенок.





