

Обработка посредством напыления
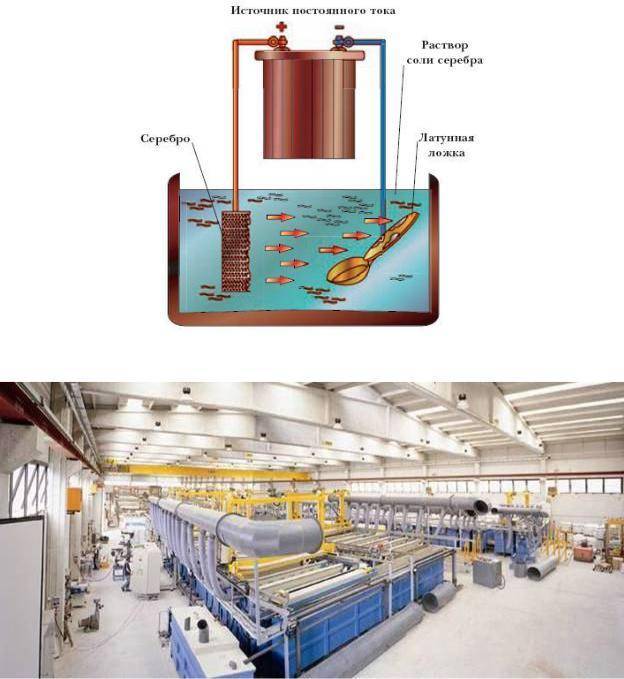
Напыление деталей хромом (каталитическое хромирование) осуществляется с помощью реакции «серебряного зеркала». В качестве реагентов используются комплексные серебряные слои в щелочных растворах аммиака. Роль восстановителя выполняет раствор инвертного сахара, гидразина или формалина.
При одновременном напылении серебра и восстановителя металлическая заготовка обретает красивое белоснежное зеркальное покрытие.
Для таких изделий характерна отличная отражательная способность. На следующем этапе каталитического хромирования происходит покрытие заготовки защитным лаком с добавлением красящего светостойкого тонера. Такое средство получается с помощью смешивания фиолетового, синего и черного цветов в соотношении 3:1:1.
Обработка посредством «серебряного зеркала» состоит из нескольких процессов:
- Анализ и подготовительный этап. Необходимо подготовить поверхность детали, очистив её и промыв специальным средством. Чтобы улучшить адгезию, поверхность предварительно шлифуют с помощью шлифовальной бумаги с показателями зернистости Р500−600.
- Использование глянцевой основы. Подготовленный материал покрывается черным глянцевым покрытием, которое полностью исключает желтизну зеркального слоя. Сушку нанесенных лаков осуществляют в температурном режиме 20−25 градусов Цельсия без использования дополнительных сушильных приборов. Для высушивания заготовку оставляют на 8 часов. Если речь идёт о сушке в окрасочно-сушильной среде с температурным режимом 60 градусов, то там достаточно 45 минут просушивания.
- Следующий этап заключается в сушке.
- Затем происходит травление поверхности заготовки для улучшения адгезии серебра, а также очистка материала с помощью дистиллированной воды.
- Дальше выполняют сенсибилизацию или специальную обработку поверхностного слоя с помощью активатора. Таким образом поверхность покрывается защитной пленкой.
- На следующем этапе осуществляют металлизацию с помощью серебра.
- Затем на заготовку наносят защитный лак, который надёжно защищает обработанную поверхность от потускнения и потери эксплуатационных свойств из-за длительного использования и агрессивных воздействий.
Виды гальванических покрытий
В зависимости от назначения гальванические покрытия подразделяются на следующие виды:
Защитные: служат для изоляции металлических изделий от механических повреждений и воздействия агрессивных сред
Защитно-декоративные: предназначены для защиты деталей от агрессивных и разрушающих внешних факторов, а также для придания им эстетичного внешнего вида
Специальные: служат для улучшения определенных характеристик поверхностей, например, повышения износостойкости и твердости, электроизоляционных, магнитных свойств
В некоторых случаях гальванизация применяется для восстановлении изначального вида изделий после их длительной эксплуатации.
Гальваническое покрытие позволяет создавать точные копии деталей, которые обладают даже очень высокой сложностью рельефа. Данный процесс называется гальванопластикой.
Меднение
В качестве покрытия используется медный купорос. Такая обработка способствует повышению прочности металлических изделий и повышению их токопроводящих свойств. Металлы с медным покрытием используются для производства электропроводников.
Хромирование
Данная процедура повышает прочностные характеристики металлов, а также их сопротивляемость различным агрессивным воздействиям. Помимо этого, она улучшает внешней вид деталей и восстанавливает поврежденные элементы.
В зависимости от технологии выполнения хромированное покрытие может обладать различными свойствами и параметрами. Например, серое матовое увеличивает твердость металла, блестящее повышает его износостойкость, молочное пластичное придает эстетичный внешний вид и усиливает стойкость к коррозии.
Цинкование
Самая популярная операция гальванизации. Тонкий слой цинка придает металлам блеск и предотвращает образование коррозии. Цинкование особенно популярно в строительной и автомобильной индустрии. Цинк используется для обработки трубопрокатных изделий, емкостей, опорных и кровельных конструкций, кузовных деталей автомобилей.
Железнение
Используется для усиления прочностных характеристик легкоизнашиваемых деталей, например, из меди. Такое покрытие практически не подвержено воздействию коррозии.
Никелирование
Данный метод обработки является оптимальным для придания металлам устойчивости к воздействиям окружающей среды. Слой никеля надежно защищает изделия от коррозии, возникающей вследствие загрязнения щелочами, кислотами, солями. Никелированные детали отличаются очень высокой стойкостью к истиранию и механическим повреждениям.
Латунирование
Используется для защиты металлов от воздействия коррозии. Кроме того, слой латуни обеспечивает лучшую адгезию металлических деталей с резиной.
Серебрение и золочение
Эти операции применяются в ювелирном деле, радиоэлектронной и электротехнической отраслях. Серебро и золото придают поверхностям презентабельный внешний вид, высокие отражающие свойства, предотвращают коррозию, улучшают токопроводящие свойства, повышают твердость и защищают от агрессивных внешних факторов.
Родирование
Слой родия увеличивает сопротивляемость деталей воздействию химически агрессивных сред, а также придает им дополнительную механическую стойкость. Родирование предотвращает окисление, потускнение изделий из серебра.
Покрытие оловом
Олово увеличивает прочность и твердость металлических деталей. Гальванизация этим материалом применяется для алюминия, цинка, стали и меди.
Гальваника процесс
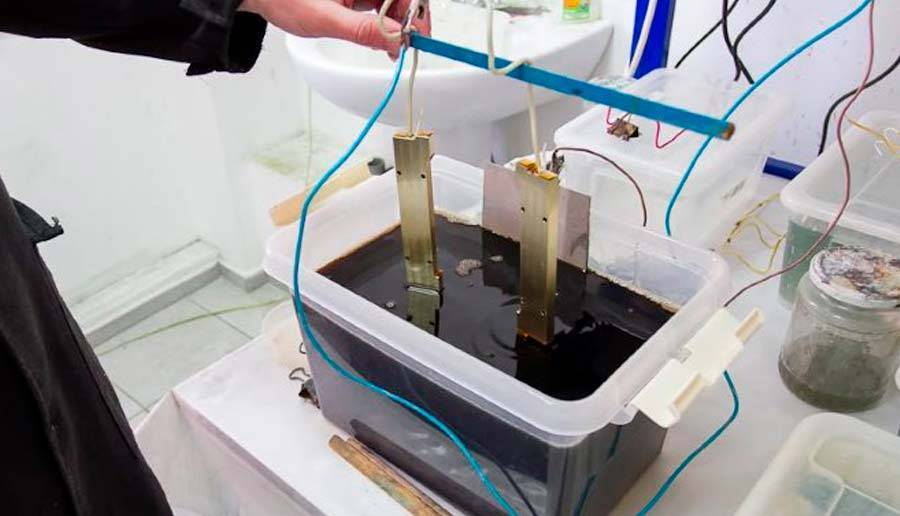
Гальваника в домашних условиях осуществляется с применением реактивов. На этом этапе могут возникнуть сложности – многие химические вещества доступны только тем, кто предварительно получил документы разрешительного характера.
Необходимо позаботиться о правильном хранении компонентов. Реактивы, а также готовые электролиты помещают в стеклянные или прочные пластиковые емкости с крышками.
При приготовлении состава крайне важно с большой точностью отмерять все компоненты – лучше всего использовать для этого электронные весы
Подготовительный процесс

Качество (однородность, прочность) готового покрытия напрямую зависит от правильности проведения подготовки поверхности к гальванизации. Во многих случаях удаления загрязнений и обезжиривания бывает недостаточно – может понадобиться пескоструйная обработка. Иногда требуется шлифовка специальными пастами или наждачной бумагой.
В домашних условиях для удаления жирной пленки и других загрязнений с поверхностей часто применяется спирт и другие органические растворители. Могут также использоваться обезжиривающие растворы.
При подготовке к гальванизации изделий из стали и чугуна применяется раствор, содержащий кальцинированную соду, каустик, силикатный клей (из расчета на 1 л – 50 г, 20 г и 5-15 г соответственно). Температура раствора – 70-90°С. Для очищения предметов из цветных металлов используется раствор гидрофосфата натрия и хозяйственного твердого мыла (по 10-20 г/1 л). При проведении процедуры температура составляет 90°С.
Техника безопасности
При проведении гальванических операций мастер обязан соблюдать технику безопасности. Опасность этого технологического процесса заключается в использовании токсичных химических компонентов. Усложняет ситуацию нагрев электролита до высоких температур. Вредные испарения поражают дыхательную систему, существует риск получения химических ожогов кожи и слизистой.
Работу необходимо проводить в нежилом помещении, оборудованном хорошей вентиляцией – в мастерской, пристройке, гараже. Требуется обеспечить заземление.
Глаза нужно защитить очками. Перчатки для рук должны быть достаточно мягкими, но прочными. Также понадобятся клеенчатый фартук и резиновая обувь.








Нельзя на рабочем месте пить или есть – велик риск оседания на продуктах вредных веществ, которые приведут к отравлению.
Перед началом работы стоит обязательно изучить специальную литературу с доступным описанием особенностей процесса.
Что нужно для приготовления электролита?
Как сделать электролит дома? Сначала выберем правильную посуду для хранения: это должна быть емкость из неактивного вещества (стекла или пластика), прочная, плотно закрывающаяся крышкой, чтобы избежать доступ кислорода для электролита.
Химия – наука точная. Каждое используемое вещество придется отмерять с точностью до сотых грамма. Вам потребуется качественное весовое оборудование, удобнее всего электронное. Если возможности или желания купить весы нет – берите мелочь советского периода, монеты тогда имели точный вес.
Самое труднодоступное для простого гражданина – приобретение реактивов для изготовления электролита. Многие вещества запрещены к продаже физическим лицам, только промышленным предприятиям при наличии особого разрешения. Простым людям опасные реактивы не продадут!
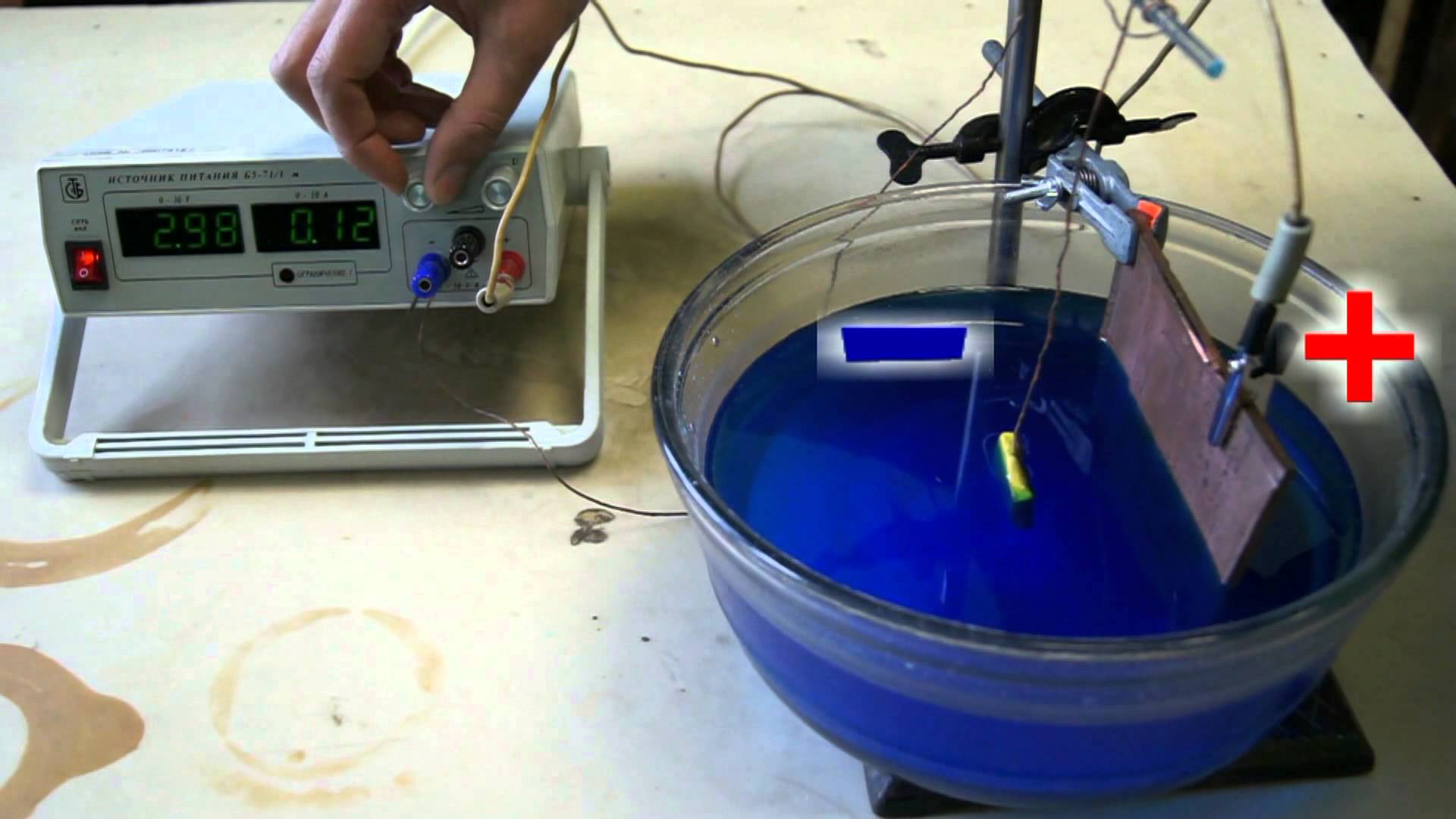
На видео: Ток 60А в домашних условиях или кустарная гальваника.
Цели гальванического покрытия металла
Существует целый ряд целей для нанесения гальванического покрытия. К примеру, для гальванического хромирования поверхность нужно предварительно покрыть никелем. К гальванике, как правило, обращаются с целью улучшения декоративных и защитных качеств конструкций. Эту процедуру используют и для изготовления точных копий сложных элементов. В этом случае процесс принято называть гальванопластикой.
Широко распространена технология оцинковки металлов посредством гальваники. Она позволяет сделать на поверхности цинковое покрытие, которое характеризуется отменными антикоррозийными свойствами. Изделия из металлических сплавов, которые прошли обработку с применением этой технологии, могут долго сохранять свои свойства при высокой влажности и даже при постоянном воздействии соленой и пресной воды. Посредством цинкования также производят обработку трубопрокатных изделий, всевозможные емкости, опорные и строительные конструкции. Благодаря применению цинкования металлические поверхности получают и электрохимическую, и барьерную защиту.
Если посредством цинкования увеличивается лишь стойкость материала к коррозии, то гальваника хромом решает и эту задачу, делая поверхность более износостойкой и крепкой и также улучшая ее внешний вид. Аналогичным эффектом обладают и гальванические покрытия на основе никеля.
Другая область применения гальваники — ювелирная промышленность. Эта технология в данной ситуации используется для того, чтобы улучшить внешний вид ювелирной продукции. При этом на украшение наносится слой серебра или золота. Кроме того, пленка, которая наносится на изделие при обработке, делает его ярче и привлекательнее.
Подготовка к хромированию металла
Подготовительный этап заключается в выполнении нескольких обязательных действий:
- Подготовка поверхности заготовки посредством шлифовки и полировки.
- Очистка от загрязнений с помощью специального средства и дистиллированной воды и протирка ветошью.
- Полное изолирование поверхности, куда не нужно наносить хром, заделка отверстий (если не нужно покрывать внутренние полости).
- Установка изделия на специальную подвеску.
- Полное обезжиривание.
- Промывка водой.
- Декапирование.
Роль шестивалентного хрома выполняет хромовый ангидрид, трёхвалентного — сульфат или хлорид хрома.
Гальваническую ванну покрывают серной кислотой, а после помещения обрабатываемой заготовки в раствор поддают ток с определенными показателями плотности.
Также необходимо соблюдать подходящий температурный режим раствора в ванной, который устанавливается с учётом особенностей хромирования.
При использовании терморежима необходимо придерживаться одних и тех же температурных показателей на протяжении всего мероприятия. Любые отклонения от установленного стандарта могут привести к ухудшению адгезионных свойств покрытия, в результате чего гальваника потеряет правильную структуру, а на поверхностном слое появятся различные дефекты, такие как разводы, наросты и сталактиты.
Продолжительность гальванической обработки определяется требуемой толщиной хромированного слоя.
В процессе обработки из раствора выделяется ряд вредных паров, поэтому все мероприятия нужно проводить с учетом всех тонкостей техники безопасности и с использованиием средств персональной защиты.
В отдельных условиях металлизацию проводят лишь после травления или нанесения на заготовку другого металла, например, меди или никеля. Таким образом осуществляется укрепление полученного слоя.
Чтобы заделать образованные поры хрома, деталь дополнительно покрывают маслом или лаком. Образовавшуюся хромовую пленку дополнительно защищают термической обработкой, в процессе чего заготовку выдерживают под воздействием высоких температур (около двухсот градусов Цельсия) на протяжении некоторого времени.
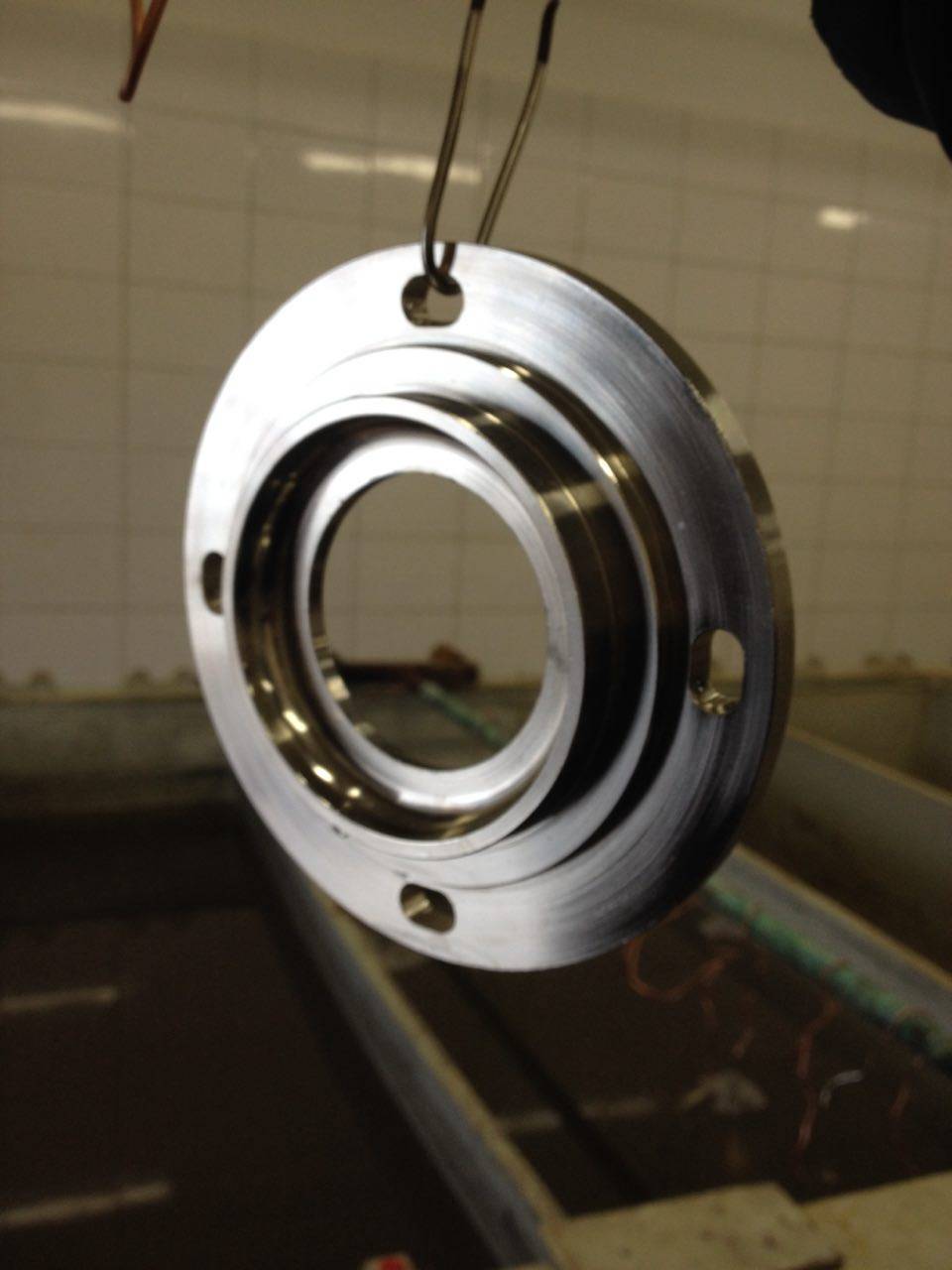
Процедура восстановления хрома
Восстановление хромированных деталей является значительно более сложной процедурой, чем приведение в первоначальный вид окрашенных изделий. Качественно восстанавливать поврежденный хромовый слой можно только с использованием специального оборудования и расходных материалов, многие из которых невозможно приобрести в обычном хозяйственном магазине.
Поэтому в тех случаях, когда хромированный автомобильный диск или другой элемент автомобиля, покрытый хромом, необходимо восстановить, лучше всего обратиться к специалистам. Однако знать о том, как восстановить хромированное покрытие, чтобы придать ему первоначальную привлекательность и защитные свойства, будет не лишним для любого автолюбителя.
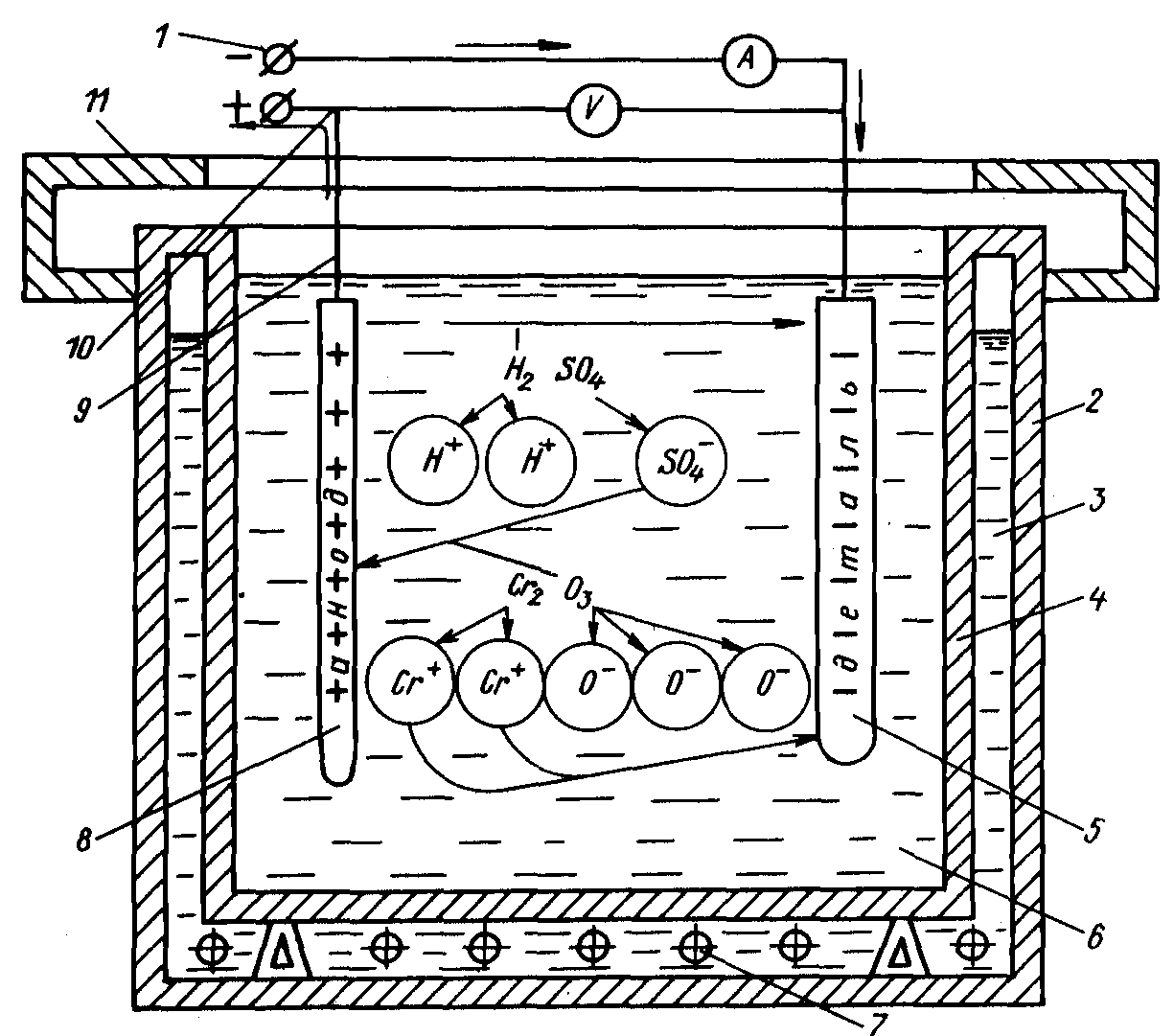
Схема электролитического восстановления хромированных деталей
Выполняется процедура восстановления хрома следующим образом:
- Обычно хромированные покрытия требуется избавить от ржавчины, способной не только ухудшить их декоративную привлекательность, но и значительно снизить их защитные свойства: коррозия начинает активно поражать и основной металл, на который нанесен хром. Прежде всего с хромированного покрытия, подлежащего восстановлению, необходимо убрать следы коррозии, для чего используется шлифовальная машинка. При помощи такого инструмента с обрабатываемой поверхности следует убирать и все неровности, которые на ней имеются. На начальном этапе выполнения такой обработки на машинку устанавливается более грубый диск, который в дальнейшем заменяют на инструменты, выполненные из мелкого абразива. Финишная обработка с использованием шлифовальной машинки выполняется при помощи войлочного диска.
- Очищенный при помощи шлифовальной машинки элемент изделия, поверхность которого должна стать идеально гладкой, необходимо обезжирить. Для такой процедуры, выполнять которую можно несколько раз, если обрабатываемая поверхность сильно загрязнена жировыми и масляными пятнами, можно использовать бензин или керосин. На данной стадии обработки также удаляются различные загрязнения и налет.
- После обезжиривания необходимо убрать следы его выполнения и только после этого погружать изделие в ванну с электролитическим раствором для восстановления хрома.
- Чтобы реставрация хромированного покрытия была выполнена качественно, а слой хрома держался максимально долго, желательно выполнить технологическую операцию декапирования. Выполняется такая процедура в специальном растворе, состоящем из смеси соляной и серной кислот, в который и погружается обрабатываемое изделие. После декапирования деталь очень аккуратно извлекают из кислотного раствора и промывают теплой водой. Делать это следует при помощи щипцов.
- Сам процесс хромирования выполняется в ванне с электролитическим раствором, в состав которого входят хромовый ангидрид, хромин, криолит и нитрат натрия. Восстанавливать хром в электролите следует на протяжении 7–10 минут (длительность обработки зависит от температуры используемого раствора).
- Профилактика
- Царапины и тусклость
- Ржавчина
- Восстановление хромированных деталей
- Краска поверх хрома
- Заключение
Профилактика Царапины и тусклость Хромированные детали придают машине особенный вид. На солнце они блестят, в пасмурную погоду отражают, как зеркало. Именно отражательная способность хрома требует постоянного поддержания. Хорошо обращаться с машиной недостаточно, поскольку такая поверхность легко покрывается мелкими царапинами и тускнеет со временем.Вопреки расхожему мнению, ржавеет хром ничуть не хуже, чем обычный металл. Поэтому уход за хромированными деталями крайне важен.
Что такое гальваника
В аппаратной косметологии, с помощью гальванизации, при сложностях со здоровьем проводят реабилитационные процедуры. Одним из методов реабилитации является гальванизация — воздействие на тело человека электрическим постоянным током слабого напряжения и силы.
Гальванический ток, проходя через клетки организма, попадает в разные ткани и органы, влияя на ход натуральных биологических процессов. Активизирует внутриклеточный синтез, кровообращение и образование физико-химической работы эндокринной системы. Оказывает глубокое влияние, как на кожу, так и на весь организм в целом.

Процедура безболезненна. За лечебной и косметической работой гальванизации, где бы она ни выполнялась: на голове, шее, туловище или конечностях; пристально наблюдает физиотерапевт. Перед тем как доверить проблемную зону врачу, следует снять все металлические детали гардероба, и обнажить – если это необходимо, ту часть тела которая подвергнется лечению.
После пациенту желательно отдохнуть около 30 мин., а врач будет наблюдать за отзывом организма на влияние электрических сигналов.
Покраска хромом
 Если для достижения хромового эффекта используется специальная краска, то готовить кузов автомобиля для нее нужно так же, как и при обычной покраске. А вот уже основной процесс будет немного отличаться:
Если для достижения хромового эффекта используется специальная краска, то готовить кузов автомобиля для нее нужно так же, как и при обычной покраске. А вот уже основной процесс будет немного отличаться:
- На подготовленную поверхность автомобиля нужно нанести тонкий слой черной краски.
- Как только краска высохнет, ее нужно тщательно отполировать.
- Всю поверхность нужно хорошо обезжирить и слегка нагреть горячим воздухом – так следующий слой ляжет более гладко.
- Поверх черного покрытия распыляется с большим количеством воздуха специальная краска «под хром», которая состоит из микрочастиц алюминия.
- После высыхания верхнего слоя всю поверхность нужно тщательным образом отполировать и придать специальными инструментами нужную текстуру.
- На подготовленную поверхность кладется слой грунта – авто-лак класса HS, в который добавлен обладающий высокой адгезией черный пигмент для создания бликов, и который служит отличной основой под само хромовое покрытие.
- Поверх грунта напыляется хромовая краска, создающая отражающий зеркальный эффект. А для того, чтобы на ней не появилась дымка или матовые пятна, применяется профессиональный дистиллятор.
- И, наконец, третий слой – защитное покрытие класса HS, в которое на этот раз добавлены специальные цветные пигменты для создания эффекта анодированных и вороненых сталей или позолоты.
Процесс хромирования
Хромирование представляет собой процесс насыщения поверхностей из металлических материалов хромом. Также данный процесс может означать образование на поверхности отдельных деталей, сделанных из металлов, хромированного осадка, который необходим для декоративной цели. На поверхность металлов хром осаживается под воздействием электрического тока.
Благодаря хромирования на поверхности образуется тонкий слой защитного вещества, которое делает структуру металла более прочной. Именно поэтому хромированные детали могут прослужить долгие годы. Декоративное хромирование способно продержаться длительное время.






Процесс хромирования деталей
 Процесс хромирования является достаточно время затратным Ведь необходимо все делать аккуратно.
Процесс хромирования является достаточно время затратным Ведь необходимо все делать аккуратно.
Весь процесс можно разделить на несколько этапов, которые заключаются в:
Очистке.
На данном этапе хромирования осуществляется удаление сильный загрязнений с поверхности металлов, что слой хрома лег ровно и аккуратно.
Тонкой очистке.
Данный шаг предполагает удаление оставшихся следов загрязнений, чтобы они не мешали проведению дальнейших работ.
Предварительной подготовке.
В зависимости от материала, на который будет наноситься состав хрома, зависит то, какие меры следует предпринимать для того, чтобы подготовить его для проведения дальнейших работ.
Помещении в ванну с подготовленным раствором.
 На данном этапе хромирования металлические изделия помещаются в ванну с подготовленных составом, состоящим из хрома и других вспомогательных элементов. Здесь осуществляется температурное выравнивание.
На данном этапе хромирования металлические изделия помещаются в ванну с подготовленных составом, состоящим из хрома и других вспомогательных элементов. Здесь осуществляется температурное выравнивание.
Подключении тока.
Этот шаг заключается в том, чтобы подключить к раствору с материалом для хромирования ток определенной силы. Обработка током происходит для образования на поверхности металла слоя хрома определенной толщины.
Во время хромирования выделяется большое количество токсичных веществ, которые могут навредить здоровью человека.
Составы для хромирования
Для хромирования используются следующие виды растворов:
- Раствор шестивалентного хрома. Его главным компонентом является хромовый ангидрид.
- Раствор трехвалентного хрома. В него главным образом входит сульфат хрома или хлорид хрома. Такой раствор применяется достаточно редко. Такая ситуация складывается по причине того, что есть некоторые ограничения на толщину покрытия, его оттенок и насыщенность цвета.
Таблица 1. Составы электролитов для хромирования
| Компоненты | Составы электролита, г/л | ||
|---|---|---|---|
| Разбавленного | Универсального | Концентрированного | |
| хромовый ангидрид | 150 | 250 | 350 |
| серная кислота | 1,5 | 2,5 | 3,5 |
| катодная плотность тока, А/дм2 | 45–100 | 15–60 | 10–30 |
| температура раствора, °С | 55–60 | 45–55 | 35–45 |
Таблица 2. Состав хромирующих смесей для стали
| Материал | Состав хромирующей смеси (массовая доля, %) | Температура хромирования, °С | Выдержка, ч | Глубина хромированного слоя, мм |
|---|---|---|---|---|
| Среднеуглеродистая легированная теплостойкая. сталь (пружины, лабиринтные уплотнения) | 60 % металлического хрома, 39 % глинозема, 1 % йодистого аммония | 1020–1050 | 8 | Не менее 0,01 |
| Малоуглеродистая легированная сталь (детали узлов парораспределения турбин) | 1020–1080 | 8–10 | Не менее 0,025 | |
| Жаропрочные сплавы (уплотнительные кольца, втулки, клапаны, гайки, шпильки) | 70 % металлического хрома, 29 % глинозема, 1 % йодистого аммония | 1100–1150 | 5–10 | 0,02–0,03 |
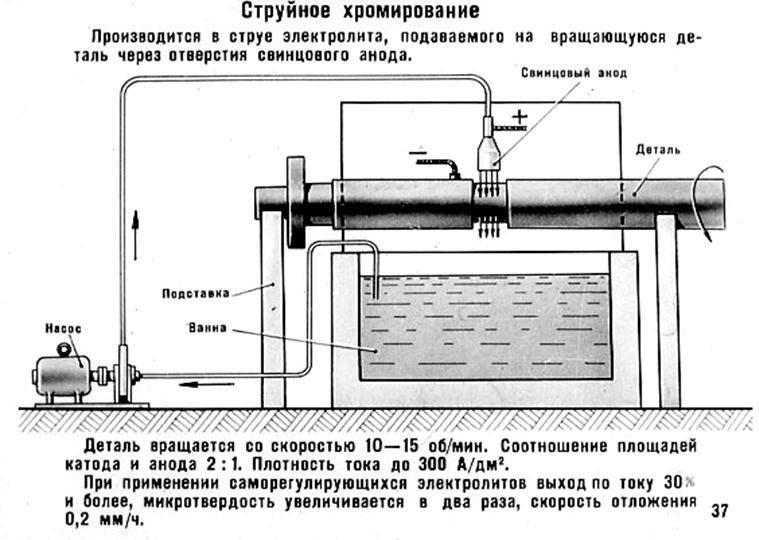
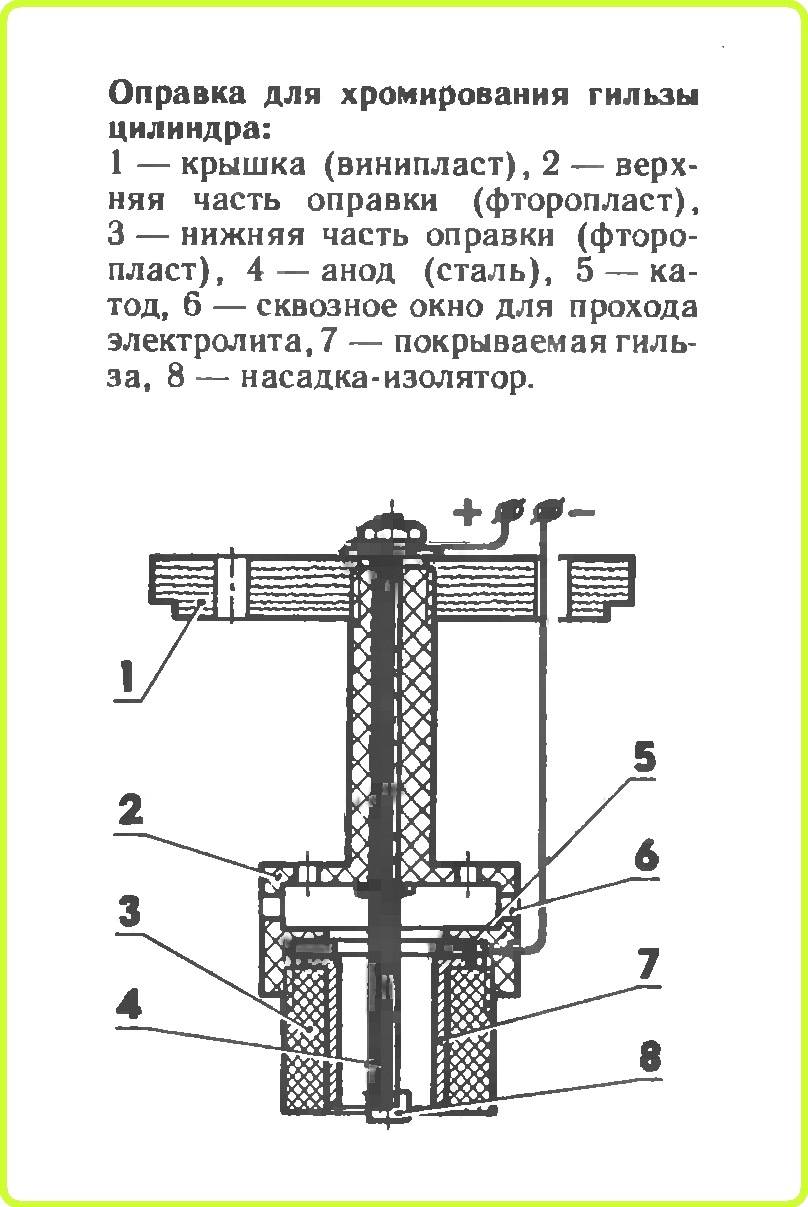
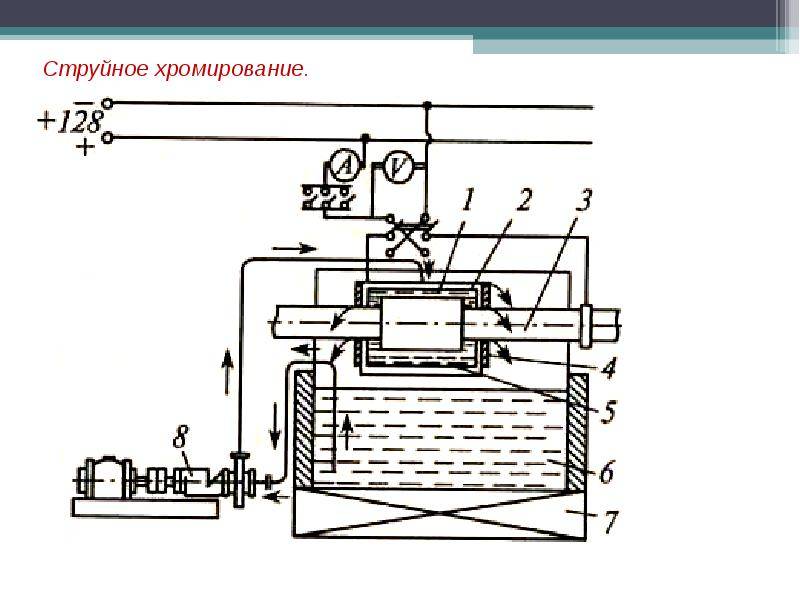
Хромирование гильзы
Для выполнения работ с гильзой цилиндра изготавливается оправка. Ее устройство понятно из приведенного рисунка, остановимся лишь на отдельных деталях.
Анод — стальная шпилька; с одного ее конца на длине 50—60 мм наплавляется свинец с сурьмой (7—8%). Свинец протачивается по наружному диаметру до 6 мм (для гильз рабочим 0 15 мм). С другой стороны шпильки нарезается резьба для фиксации провода.
Катодом служит кольцо с внутренним диаметром, на 0,5 мм превышающим внутренний размер гильзы. В него вчеканивается отрезок изолированного провода. Медные и латунные проводники лучше не использовать — электролит растворяет их, и контакт может быть нарушен. Перед монтажом оправки в ванне полезно проверить надежность контактов тестером.
Где и для чего применяется метод гальванирования?
Гальваника (раздел науки Электрохимии, изучающий осаждение электролита на поверхность металла) включает в себя 2 полноценных раздела: гальванопластика и гальваностегия. Оба включают в себя непосредственный процесс металлизирования поверхности изделий для получения копий и защиты:
- антикоррозийное гальваническое покрытие (технологическое хромирование, цинкование и т.д.);
- декоративная защита (эстетическое покрытие драгоценными металлами ювелирных изделий);
- придание прочности изделиям из мягких металлов и пластмасс.
В двух последних случаях применяется гальваническое наращивание более толстого слоя металлических осадков – гальванопластика серебром, золотом или их имитация. Гальваностегия «нашла себя» в никелировании, меднении, хромировании, лужении, копировании, металлизации пластика и камня, при производстве сувениров, везде, где требуется электрохимическое покрытие устойчивого в механическом отношении металлом другого материала.
Гальванический способ нанесения металла на выбранную поверхность позволяет получить равномерную металлическую плёнку на деталях любой сложности. И плёнка это будет одинаковой толщины по всей поверхности!
На видео: мастер-класс по гальванике.
Альтернатива гальваническому покрытию
Повысить прочность и антикоррозионные характеристики металлов можно не только с помощью гальванизации, но и другими методами: закалкой, рекристаллизацией, чеканкой, обкатыванием, газопламенным напылением, наплавкой и т.д.
Одним из наиболее простых и эффективных способов повышения износостойкости металлических изделий, предотвращения их коррозии и защиты от агрессивных внешних факторов является применение специальных твердосмазочных покрытий. Внешне они напоминают лакокрасочные материалы, только вместо пигмента содержат частицы твердых смазочных веществ.
Такие покрытия создают на поверхностях тонкую сухую пленку, которая обладает высокой несущей способностью и низким коэффициентом трения
Это особенно важно для металлических деталей, которые являются частью подвижных механизмов, работают при очень высоких нагрузках, давлениях и температурах
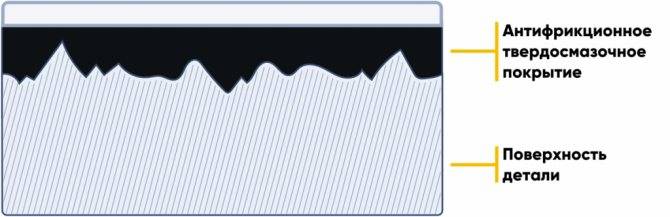
Эти материалы формируют на поверхностях прочный композиционный слой. Он представляет собой полимерную матрицу с равномерно распределенными в ней частицами твердых смазочных веществ. Они заполняют и сглаживают микронеровности поверхностей, тем самым увеличивая их опорную площадь и несущую способность.







Покрытия MODENGY обладают высоким сопротивлением сжатию и малым сопротивлением сдвигу, поэтому их коэффициент трения достигает значений в несколько сотых при контактных давлениях, соизмеримых с пределом текучести материала основы.
Многие из материалов MODENGY доказали свою работоспособность в условиях радиации и вакуума. Их несущая способность достигает 2500 МПа, диапазон рабочих температур составляет от -200 до +560 °C. Благодаря технологии сухой смазки, которую они реализуют, покрытия эффективно работают в запыленных условиях.
Жидкие покрытия наносятся стандартными методами окрашивания: распылением, окунанием, центрифугированием. Составы в аэрозольной фасовке не требуют какого-либо оборудования. Краткую видеоинструкцию по их нанесению смотрите на примере работы с покрытием MODENGY Для деталей ДВС.
Проведение
Хромирование в домашних условиях должно выполняться с соблюдением ряда правил, техники безопасности. Изначально необходимо подготовить оборудование, сделать рабочую смесь — электролит. Инструкция по изготовлению:
- Купить большую емкость с дистиллированной водой. Необходимое количество жидкости перелить в емкость для нагревания. Разогреть до 60°C.
- Добавить 250 г хромового ангидрида (на 1 литр воды). Тщательно перемешать.
- Перелить жидкость в гальваническую ванну.
- Добавить 2,5 грамма серной кислоты.
Чтобы выровнять плотность электролита, необходимо пропустить через нее номинальный ток, выдержать жидкость в темном помещении 24 часа.
Для гальванического хромирования необходимы 3 элемента:
- Анод — в качестве этого элемента выступает обрабатываемая заготовка. Нельзя допускать, чтобы анод касался катода.
- Катод — изготавливается из олова со свинцом или чистого свинца. Представляет собой металлическую пластину, которая по площади должна превышать анод.
- Электролит — рабочий состав, без которого невозможно осуществить хромирование.
Процесс хромирования:
- Разогреть электролит до 52°C.
- Заготовку поместить в гальваническую ванну.
- Подать рабочее напряжение. Деталь должна обрабатываться до 1 часа. Чем сложнее форма, тем дольше проводится обработка.
После проведения рабочего процесса деталь сушится 3 часа. К ней нельзя прикасаться руками.
Процедура гальванического хромирования (Фото: Instagram / galvaprom)
Процесс хромирования деталей
Способы нанесения слоя хрома на поверхность металлизируемой детали отличаются методами схватывания (удержания) между собой. Классифицировать их можно следующим образом:
- адгезионное схватывание (за счет механического воздействия);
- за счет металлических связей: диффузионная зона в пределах границы двух поверхностей;
- диффузионная зона всего покрывающего слоя.
Технология хромирования подразумевает несколько этапов:
- подготовительный;
- процесс нанесения;
- заключительный.
Подготовительный этап. На этой стадии выполняются те типы работ, которые позволят слою хрома надежно закрепиться и удерживаться на поверхности длительное время. Перед хромированием изделий они подвергаются шлифовке, а при необходимости полируются. После финишной операции изделия промываются, сушатся и протираются мягким материалом. Те поверхности (отверстия, внутренние полости), которые не подлежат металлизации, подвергаются изолированию. Детали устанавливаются (вывешиваются) на приспособлении, которое предназначено для введения деталей в зону обработки. Производится обязательный процесс обезжиривания. Выполняется декапирование, позволяющее повысить способность к адгезии.
Процесс нанесения хрома на поверхность. Технология хромирования деталей, в зависимости от метода нанесения, происходит тремя видами:
- в холодном состоянии;
- в нагретом состоянии;
- диффузией.
Например, во время электролитического метода изделия помещаются в ванну с раствором-электролитом. Рабочая температура электролита зависит от его состава. Заданная температура должна сохраняться на протяжении всего процесса, что гарантирует однородную структуру наносимого слоя и равномерную толщину.
Металлизируемые изделия выполняют роль анода. Продолжительность процесса хромирования напрямую зависит от требуемой толщины покрытия.

Декоративное хромирование детали
После нанесения хрома изделия подвергаются сушке. Если сушку проводить в сушильном шкафу, то ее продолжительность составит 5-10 минут при температуре 85°С-100°С. Если сушку проводить методом обдува сжатым воздухом, то ее продолжительность составит 0,5-3 минут при температуре 18°С-25°С.
Для повышения прочности и твердости покрытого слоя он подвергается термической обработке. Продолжительность выдерживания в печи составляет несколько часов при температуре порядка 200°С. Толщина покрытия, нанесенного на сталь колеблется от 0,003 мм до 0,025 мм. Если использовать изменение полярности тока (реверс), то толщину хромирования доводят до 0,03 мм.





