

3.1 Цилиндрические фрезы. Торцовые фрезы
При цилиндрическом фрезеровании ось фрезы параллельна обрабатываемой поверхности, при торцовом — перпендикулярна к этой поверхности (сравните рис. 231, м и 231, н, Приложение В).
При цилиндрическом фрезеровании движение подачи может быть направлено против вращения фрезы (фрезерование против подачи, встречное — Приложение В, рис. 230, а) или в направлении вращения фрезы (фрезерование по подаче, попутное —Приложение В, рис. 230, б).
Цилиндрические фрезы (см. Приложение В, рис. 231, а) применяют для обработки плоскостей на горизонтально-фрезерных станках. Фрезы с винтовыми зубьями работают плавно, так как зубья врезаются в заготовку постепенно. Этим они выгодно отличаются от фрез с прямым зубом (см. Приложение В, рис. 229, а), где вход каждого зуба в контакт с заготовкой сопровождается ударом, что может вызвать вибрации и увеличение шероховатости обработанной поверхности. Помимо цельных цилиндрических фрез, изготовляют сборные цилиндрические фрезы, ножи которых выполнены из быстрорежущей стали или армированы пластинками из твердых сплавов.
Торцовые фрезы применяют для обработки плоскостей на вертикально-, продольно-фрезерных и других станках. Режущие кромки этих фрез расположены как со стороны торца, так и со стороны боковой поверхности фрезы. Торцовые насадные фрезы изготовляют цельным и (см. Приложение В, рис. 231, б) или со вставными ножами (см. Приложение В, рис. 231, в).
На рис. 231, г приведена торцовая насадная фреза с маховиком. Такие фрезы применяют для скоростного фрезерования. Для плавности работы, повышения стойкости ножей и улучшения качества обработанной поверхности применяют маховики, которые крепят на нижнем конце шпинделя станка или на корпусе фрезы.
3.2 Дисковые, пазовые, концевые
Дисковые фрезы пазовые, двух- и трехсторонние используются при фрезеровании пазов и канавок. Пазовые дисковые фрезы имеют зубья только на цилиндрической поверхности и предназначены для обработки относительно неглубоких пазов. Важным элементом пазовой фрезы является ее толщина, которая выполняется с допуском 0,04-0,05 мм. По мере стачивания зубьев, в результате поднутрения, толщина фрезы уменьшается Дисковые двухсторонние и трехсторонние фрезы имеют зубья, расположенные не только на цилиндрической поверхности, но и на одном или обоих торцах. Дисковые фрезы имеют прямые или наклонные зубья.
Концевые фрезы применяются для обработки глубоких пазов в корпусных деталях контурных выемок, уступов, взаимно перпендикулярных плоскостей. Концевые фрезы в шпинделе станка крепятся коническим или цилиндрическим хвостовиком. У этих фрез основную работу резания выполняют главные режущие кромки, расположенные на цилиндрической поверхности, а вспомогательные торцовые режущие кромки только зачищают дно канавки. Такие фрезы, как правило, изготовляются с винтовыми или наклонными зубьями. Разновидностью концевых фрез являются шпоночные двузубые фрезы. Шпоночные фрезы могут углубляться в материал заготовки при осевом движении подачи и высверливать отверстие, а затем двигаться вдоль канавки. В момент осевой подачи основную работу резания выполняют торцовые кромки. Одна из них должна доходить до оси фрезы, чтобы обеспечить сверление отверстия.
3.3 Фасонные
Фасонные фрезы – это фрезы с фасонной режущей кромкой. Они используются на любом фрезерном станке, сравнительно легко обрабатывая сложные поверхности с высокой степенью точности и чистоты. В ряде случаев, фасонная фреза является единственным инструментом, которым можно обработать сложный профиль изделия. Наибольшее распространение получили фасонные фрезы при обработке винтовых и цилиндрических поверхностей (прямых фасонных канавок), при изготовлении прямых и винтовых стружечных канавок всевозможных инструментов. Фасонными фрезами обрабатываются также поверхности вращения. Однако, этот случай в практике встречается сравнительно редко.
СПИСОК ЛИТЕРАТУРЫ
1. Шпура Г., Штеферлет.: Справочник по технологии резания материалов;
Пер. с нем. под ред. Соломенцева Ю.М. -М.: Машиностроение. 2005 – 688.с.
2. Ординарцев И.А., Филлипов Г.В, Шевченко А.Н.: Справочник
инструментальщика; Под общ. ред. Ординарцева И.А. – Л.: Машиностроение, 2007-846 с.
3. Артоболевский С.И. Теория механизмов и машин. – М.: «Высшая школа», 2005. 4. Машиностроение: Энциклопедия в 40 т. / Ред.- сост.В.Ф. Платонов, М.: Машиностроение, 1997. – Стр 97. 5. Самородский П. С., Симоненко В. Д. Теория механизмов и машин: Учебное пособие для студентов педвузов специальностей «Технология и предпринимательство» и «Инженер-педагог». -М: Издательство МГПУ, 2001. – Стр. 80. |
Фрезерные станки – принцип действия и основные возможности
Технология фрезерования является одной из самых высокотехнологичных методик обработки металлов. Большинство конструктивно сложных элементов в машиностроении изготавливается сегодня именно на фрезерных станках, поскольку те позволяют вытачивать детали практически любой формы.
Фрезерование это не просто сверление или пиление, это работа в объеме. Обработка ведётся с помощью фрезы, специального многолезвийного резца, вращающегося на высокой скорости.
При этом конструкция станка обеспечивает взаимное поступательное движение заготовки и резца. Технология позволяет создавать детали сложной конфигурации, изготовление которых иными способами невозможно или нецелесообразно. В качестве прототипа может выступать как реальная модель, так и программная, заложенная в памяти управляющего компьютера. К слову, технология фрезерования не нова, она была разработана в конце XVII века, предположительно, немецкими или австрийскими мастерами.
Принцип работы фрезерного станка
Главным действующим элементом является фреза – резец специальной формы, пребывающий в непрерывном вращательном движении.
Фреза устанавливается на шпиндель, как правило, расположенный строго горизонтально или вертикально. В некоторых конструкциях шпиндель может находиться под определённым углом к заготовке.
Заготовка жестко закрепляется на станочном столе, который способен не только перемещаться в трёх плоскостях, но и поворачиваться на определённые углы.
В простейшем случае стол двигается вручную, при этом контроль осуществляется с помощью прецизионной шкалы или специальной оптики. В современных промышленных системах его приводят в движение сервоприводы, управляемые компьютерной программой.
Виды фрезерования:
- Торцовое. Отличается высокой скоростью обработки;
- Концевое. Применяется для изготовления пазов;
- Фасонное. Позволяет получать сложные профили.
Выбор метода фрезерования осуществляется исходя из поставленных целей. Для обработки больших поверхностей подходит первый метод. Вторым способом изготавливаются разнообразные элементы: пазы, канавки, колодцы, как сквозные, так и выходящие только на одну поверхность. Фасонное фрезерование позволяет изготавливать достаточно сложные конструктивные элементы, как то шестерни, ходовые рельсы и компоненты червячных передач.
Есть и другие критерии классификации, зависящие от того, какую особенность требуется подчеркнуть. По способу крепления заготовки выделяют горизонтальные и вертикальные стенки. В последнее время всё большую популярность набирают универсальные устройства, позволяющие закрепить заготовку вертикально, горизонтально и даже под произвольным углом.
Узнать подробнее: https://www.intervesp-stanki.ru/catalog/frezernye_stanki_s_chpu.htm




Также читайте:
- Posco и En+ достигли договоренности о строительстве электростанции и завода в Иркутской области
- УГМК будет уделять больше внимания попутным элементам
- Оборудование сферы горнодобычи
- Формовка и отливка металлов
- ЕлАЗ собирается запустить выпуск автотехники в Свердловской области
Дополнительные рекомендации по выбору
Нужно проанализировать, какова реальная глубина погружения фрезы, этот показатель зависит от характеристик цангового зажима. Отличным вариантом будет тот случай, когда цанга доходит до нижней части опорной подошвой. Если же она выступает за базовую конструкцию, это еще лучше. Данная характеристика будет влиять на функциональность прибора, однако, взглянув в паспорт, вы увидите только лишь ход головки, а не вылет за подошву.
Важно определить диаметр фрезы, который будет использоваться в конкретном приборе, необходимо сопоставить геометрию с диаметром проема в опорной площадке с отверстиями, располагаемыми в линейке-циркуле и копировальном кольце
Станки по металлу

Фрезерные станки по металлу можно классифицировать по нескольким признакам. Их можно разделить на группы в зависимости от количества шпинделей, конструкции рабочего стола или области применения. Далее рассмотрим каждую группу подробней.
По числу шпинделей
Фрезерные станки могут быть как с одним шпинделем (вертикально-фрезерные), так и с двумя (универсальные).
В вертикально-фрезерных станках шпиндель вмонтирован в фрезерную головку, которая располагается вертикально относительно рабочего стола. На станках такого типа можно обрабатывать и плоские поверхности, и поверхности сложной формы, а также осуществлять растачивание и зенковку, сверлить отверстия и делать пазы и канавки на заготовках. Возможно использование режущих инструментов различной формы.
Подходящий вертикально-фрезерный станок можно подобрать по мощности двигателя, размеру рабочего стола или наличию дополнительных функций. Среди таких особенностей стоит отметить:
- модели с автоматической подачей пиноли шпинделя — сверление больших отверстий выполнять легче и быстрей;
- с редуктором, шестерни которого расположены в масляной ванне — качество фрезеровки выше, благодаря плавному ходу и передаче крутящего момента без проскальзывания.
Отдельно стоит отметить оборудование Jet серии JTM для интенсивной работы. Такие станки имеют несколько преимуществ: автоматическая подача рабочего стола поможет повысить производительность, а устройство подвода смазочно-охлаждающих жидкостей увеличивает срок службы и уменьшает износ деталей.
В универсальных фрезерных станках два шпинделя расположены вертикально и горизонтально. На них возможно использование всех видов фрез (в том числе дисковых). Вы сможете работать с деталями, изготовленными из различного металла, будь то: сталь, чугун или цветной металл. А с помощью дисковой фрезы вы сможете разрезать заготовки или изготавливать открытые шпоночные канавки.
Для такого типа характерно наличие большого рабочего стола (длиной от полутора метров) что позволяет обрабатывать крупные заготовки. А механизированная подача стола облегчит работу фрезеровщика, так как сам стол будет перемещаться автоматически. Рабочему же необходимо лишь нажать на кнопку пневматического устройства для остановки движения.
Еще одним неоспоримым преимуществом универсальных моделей является способность вертикальной фрезерной головки поворачиваться под различными углами, что позволяет обрабатывать скосы без переустановки детали. Это сокращает время работы и увеличивает производительность. Однако такие станки имеют более высокую стоимость по сравнению с вертикально-фрезерными. Такая стоимость оправдана при серийном производстве, благодаря большим функциональным возможностям.
По конструкции рабочего стола
Рабочий стол консольных станков способен перемещаться по салазкам, смонтированным на консоли, в продольном направлении. При этом салазки перемещаются по направляющим консоли в поперечном направлении. Сама консоль, закрепленная на станине, перемещается вертикально по направляющим. Благодаря этому, появляется возможность использования горизонтального шпинделя.
Бесконсольные станки оснащены лишь салазками, закрепленными на станине. Перемещение стола возможно только в горизонтальном направлении (продольном и поперечном). Поэтому выполнить сложные фасонные поверхности на таких станках затруднительно. Однако они обеспечивают высокую жесткость, что позволяет работать с тяжелыми заготовками. На бесконсольных станках можно выполнять пазы, а также горизонтальные, вертикальные и наклонные поверхности.
В станках непрерывного действия (карусельные, барабанные) рабочий стол поворачивается вокруг своей оси. Установка и закрепление детали на таких моделях осуществляется без остановки движения. Они отличаются высокой производительностью и применяются на производстве.
По применению
Профессиональные станки используются в мастерских и на производстве, для них характерна длительная ежедневная работа. У двигателей высокая мощность (так, мощность промышленных станков Jet от 1300 Вт). Такие типы требуют трехфазного подключения к сети. Вертикально-фрезерные станки, весом от 165 кг, и все универсальные установки относятся к профессиональному оборудованию.
Бытовые станки имеют небольшой вес (40-165 кг). Для них характерна простая конструкция, перемещение стола маховиками и ручная подача пиноли. Компактные размеры и низкая цена — также неоспоримые плюсы данного типа. Бытовые станки подключают к однофазной сети 220 В. Также большинство моделей такого типа выполняют настольными.
Применение
На горизонтально-фрезерном оборудовании по металлу делаются в заготовках шпоночные канавки. Они могут делаться несколькими способами в зависимости от используемого инструмента на разном оборудовании – вертикально-фрезерных станках или оборудовании общего назначения, используемого для проведения разноплановых работ по металлу.


Шлицы на валах диаметром до 100 мм делаются за один цикл фрезерования. На более широких валах эта операция может проводиться в два захода. Для чернового фрезерования необходимы делительные механизмы. Они есть на горизонтально-фрезерных, что делает это оборудование более удобным для обработки валов с большим диаметром.
Выбор фрезы для выполнения работ
Продольное фрезерование могут вести многошпиндельные горизонтально-фрезерные станки по металлу с использованием различных фрез, установленных в револьверную головку. При обработке металлических деталей несколькими различными фреза установка инструмента также может осуществляться в отправку, и далее в шпиндель.
 Фрезерование дисковыми фрезами
Фрезерование дисковыми фрезами
Трёхсторонние дисковые фрезы используются для протачивания шпоночных сквозных пазов. Для достижения большей точности лучше сделать эту работу за один подход. При необходимости создания широкого паза в один приём провести эту операцию сложно. Второй, чистовой проход будет сделан фрезой с большим диаметром. Надёжным будет крепление фрезы при установке её в шпиндель с двумя опорами.
Существуют станки, предназначенные для работы только одним или несколькими видами фрез. Горизонтально-фрезерные, созданные для проведения работ дисковыми и цилиндрическими фрезами имеют дополнительную возможность использования торцевых фрез, что несколько увеличивает сферу, в которой применяется это оборудование.
Общие требования
Работа ручным фрезером по дереву будет более легкой и приятной, изделия получатся нормального качества, если выполнить некоторые условия:
- Фреза должна быть острой. Оценить этот параметр «на глаз» сложно, потому надо ориентироваться на рабочие моменты: если мотор сильно греется и/или обработанная поверхность не гладкая (говорят «грязная»), то фреза тупая. Ее необходимо заменить.
- Обрабатываемая заготовка должна быть прочно и надежно закреплена. Ничего хорошего на прыгающей и дергающейся заготовке вы не получите.
- Заготовки должны быть прочно закреплены. Лучше всего использовать струбцины
- Небольшая глубина съема за один проход. Чем больше древесины вы снимаете за один проход, тем больше нагрузка на фрезу. Это ведет к снижению скорости вращения, что ее больше увеличивает нагрузку. Далее — по кругу. Потому, если необходима большая глубина обработки, лучше ее разбить на несколько проходов.
- При замене фрезы необходимо агрегат обесточить. Причем не переключателем, а вынуть шнур из розетки. Это исключит возможность непроизвольного включения.
Не такие сложные требования, но их выполнение — залог хорошей работы и безопасности. Ну и основное требование — фрезер надо вести ровно, без рывков, толчков. Если ощущается сильное биение — изменяйте частоту вращения. Чаще всего ее надо уменьшить, а вообще стоит ориентироваться на рекомендации производителя (есть на упаковке).



Правила эксплуатации
Фрезерный станок, даже если речь идет о варианте с ЧПУ, является опасным оборудованием. Поэтому:
- перед эксплуатацией проверяется стабильность конструктивных узлов, уровень смазки и электрическое оборудование;
- пропускается как минимум 5 холостых ходов;
- проверяется отдельно упругость крепления заготовки на шпинделе;
- даже при автоматическом управлении устройство под наблюдением;
- регулярно проводится осмотр;
- работают в защитной одежде, если это требуется, защищаются руки и глаза.
При выборе станка в первую очередь смотрят функциональность оборудования, насколько эффективность устройства сочетается с флангом выполняемых на производстве или дома работ. Не переплачивайте за дорогие модели с массой функций, если не знаете, понадобятся ли они.
Классификация фрезерных станков
В классификации горизонтально-фрезерные станки отнесены в шестую группу, но часть их может принадлежать и к пятой как зубообрабатывающие и резьбонарезное оборудование. ЧПУ чаще устанавливается на станки 6 группы. Оборудование 5 группы не предназначено для выполнения особо точных задач. ЧПУ здесь может быть установлено лишь для ускорения производства, при необходимости обрабатывать идентичные заготовки в большом количестве.
По таблице классификации токарного оборудования по металлу станки делятся по массе:
- 1 группа – лёгкие, весом до 1 тонны;
- 2 группа – средние, вес которых не превышает 10 тонн,
- 3 группа – тяжёлые. Эта группа имеет деление.
- Крупные – от 10 до 30 тонн;
- Тяжёлые – от 30 до 100 тонн;
- уникальные, свыше 100 тонн весом.
Любое оборудование по металлу может быть оснащёно ЧПУ. Вторым критерием деления оборудования служит автоматическое, полуавтоматическое или ручное управление станком. При ручном управлении включение, остановка, подвод инструмента, регулировка подач и скоростей, установка деталей и их снятие с рабочей поверхности производится токарем.
 Классификация фрезерных станков
Классификация фрезерных станков
Полуавтоматический настраивается на определённый цикл обработки. Рабочему остаётся установить заготовку, закрепить её и нажать кнопку запуска. После отработанного цикла вращающийся шпиндель автоматически остановится. Токарю необходимо будет снять готовую деталь, вставить следующую заготовку, и вновь запустить станок.
При работе на автоматическом оборудовании, токарю достаётся роль наблюдателя и отладчика оборудования. ЧПУ для станков может быть разным, но все процессы по изготовлению деталей происходят без непосредственного участия оператора.
Влияет на столбец, в который распределено оборудование в классификационной таблице расположение шпинделя, его положение отражено в названии и маркировке – наклонные, вертикальные, горизонтальные.
Деление на подгруппы происходит по параметрам обработки в плоскости 2 или 4-координатном режиме. Также отражается на положении в таблице и его способность по обработке одной или нескольких деталей одновременно. Присутствие в конструкции станка ЧПУ не имеет значения на подгруппу в классификационной таблице.
Многоинструментальные горизонтально-фрезерные имеют несколько резцов, одновременно обрабатывающих поверхность одной детали с разных сторон, а многопозиционные производят обработку сразу нескольких заготовок. Оба типа оборудования более продуктивно работают с ЧПУ.
Разные модели
На промышленных предприятиях, в мастерских и в профильных учебных заведениях применяются разные виды станков. В основе классификации устройств для фрезерования лежат особенности их конструкции и принцип работы. Самыми распространенными являются ниже рассмотренные типы фрезерных станков.
Универсальные модели с поворотным столом
Позволяют изготавливать крупногабаритные детали. Это может быть резка по горизонтальной и вертикальной оси или винтовая нарезка материала.
 Универсальная модель с поворотным столом
Универсальная модель с поворотным столом
Конструкция такого станка имеет ряд особенностей – основные узлы и коробка скоростей располагаются внутри станины, а консоль и рабочая поверхность передвигаются в разных направлениях.
Под горизонтально расположенный шпиндель подходят всевозможные фрезы, например, цилиндрические, дисковые и угловые. На рабочий стол фрезерного станка можно поместить дополнительное оборудование, которое позволит расширить его технические возможности.
Горизонтальный фрезерный станок
Отличается простотой эксплуатации и технического обслуживания. Это надежное устройство, которое широко используется во многих мастерских. В его конструкции отсутствует поворотная часть – во время работы стол перемещается параллельно и перпендикулярно оси шпинделя.

В качестве рабочего инструмента могут использоваться концевые, цилиндрические, торцевые, угловые и фасонные фрезы. Рабочие узлы находятся на станине, а коробка скоростей, приводящая в движение шпиндель, размещена внутри.
Широкоуниверсальный
Этот фрезеровочный станок является многофункциональным устройством. В нем имеется дополнительная часть шпинделя, которую можно крутить под любым углом с помощью специального выдвижного хобота.
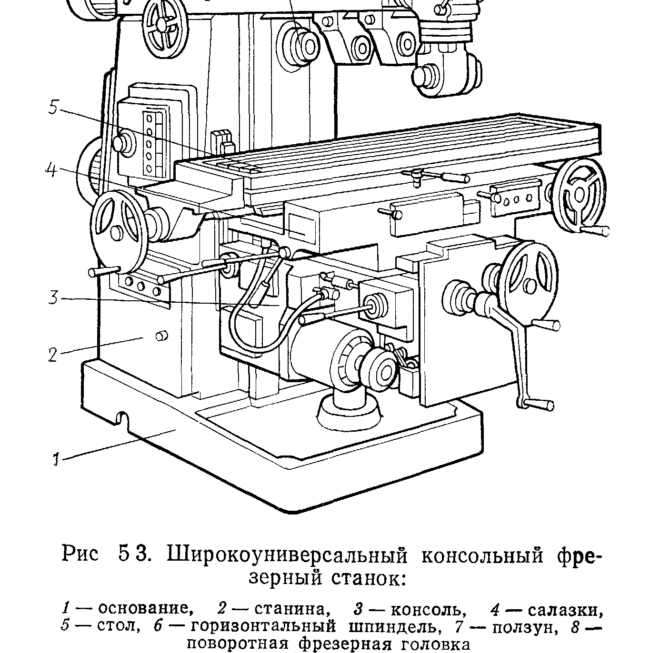
На нее монтируется накладные элементы, например, резаки или сверла, которые позволяют не только фрезеровать, но и совершать разные операции. Например, сверлить или точить. С помощью выдвижной фрезы можно выполнять любые работы по металлу.
Одновременные действия с двумя ножами повышают производительность труда, поэтому такие модели станков подходят для применения не только в частных мастерских, но и в промышленности.
Вертикальный консольно-фрезерный станок
Предназначен для внутренней и внешней обработки деталей с разным типом поверхности. Его шпиндель вращается вокруг вертикальной оси и подходит для работы с торцовыми, концевыми и шпоночными фрезами и фрезерными головками.
Во многих усовершенствованных моделях он может смещаться и занимать относительно детали горизонтальное положение. От размера вертикального консольно-фрезерного станка зависят габариты основных узлов прибора, мощность электродвигателя и расстояние наибольшего перемещения стола.
Бесконсольный фрезерный станок с крестовым столом
Способен выполнять сложные операции на высоких скоростях. В отличие от вертикального фрезерного станка по металлу, он может обрабатывать массивные детали. Это обусловлено особенностями конструкции прибора, которая отличается от стандартных моделей.




В нем нет консоли, движение рабочего стола осуществляется на жестких станинах, а шпиндельная головка скользит по стоечным направляющим. Кроме своих основных функций, она справляется с задачами коробки передач.

Под это устройство подходят твердосплавные торцевые, концевые и цилиндрические фрезы. Основные и вспомогательные движения могут выполняться как вручную, так и автоматически.
Настольные станки
Настольные весьма компактны и благодаря этому они широко популярны в мастерских по ремонту оборудования, автомастерских, в школах и пту также установлены такие станки. С помощью их производятся подобные работы:
- сверление отверстий, нарезка резьбы, вертикальная фрезеровка концевыми, торцевыми и шпоночными фрезами;
- горизонтальное фрезерование цилиндрическими, дисковыми и другими фрезами также проводится с их помощью.
Конструкционная особенность таких станков — это жесткость при верном монтаже. Если он будет установлен правильно, то все работы будут выполнены сравнительно точно. Применяется такой вид в серийном производстве разнообразных деталей. Низкое потребление электроэнергии, их компактность, маневренность и невысокая себестоимость, является преимуществом подобных станков.
5 Продольно-фрезерные и бесконсольные вертикальные станки
Достаточно часто используются на крупных предприятиях продольно-фрезерные агрегаты, стол которых располагает только одним перемещением (продольным). Их применяют при серийном выпуске крупноразмерных и корпусных изделий из цветных и черных металлов, стали.
У такого оборудования очень сильная электрическая составляющая (надежное электрооборудование, мощный двигатель), поэтому на них допускается использовать твердосплавные торцовые головки для обработки заготовок. Продольные станки незаменимы в тех случаях, когда изделия имеют большой диаметр среза.
Отметим отдельно, что продольно-фрезерные агрегаты характеризуются повышенной производительностью и точностью за счет наличия нескольких шпиндельных узлов, а также простотой обслуживания. Такие станки выпускаются с шириной рабочей поверхности до 500 см (минимум – 32 см).
Вертикальный фрезерный станок без консоли располагают крестовым столом. Он передвигается поперечно и продольно. Данное оборудование использует фасонные, цилиндрические и торцовые фрезы для обработки (показано на видео) тяжелых и крупногабаритных деталей. Электрическая схема бесконсольных станков имеет большой запас прочности, на них обычно устанавливают несколько двигателей, в которых обороты регулируются по бесступенчатой схеме.
Особенности станка с числовым управлением (ЧПУ)
Для домашней мастерской оборудование с ЧПУ часто лишняя трата денег. Дело в том, что станки такого типа мощные и громоздкие, несмотря на управление они не такие многофункциональные, а чаще предназначены для выполнения строго очерченного фланга работ.
Отличительная особенность устройства в том, что управляется оно не оператором напрямую, а при помощи электронных устройств. Поэтому станки безопасней, чем стандартные, ведь риск получить травму руки сводится к минимуму. Отличиями называют:
- точная обработка деталей;
- облегченная эксплуатация станка;
- снятие человеческого фактора;
- смена поворотов и инструментов в автоматическом режиме;
- выбор типа программы (позиционная, контурная или комбинированная).
Станки с ЧПУ — варианты для крупного серийного производства. Возможности записи программы и неуклонного следования ей позволяют получить полностью единичные детали.
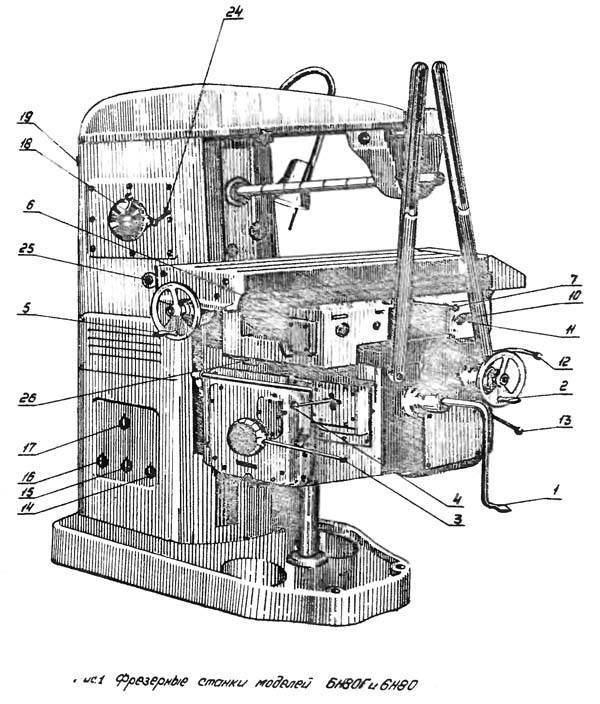
Параметры модели 6Р82 и 6Р82Г
Для сравнения рассмотрим две самых популярных модели станков. Начнем с характеристик модификации 6Р82:
- Длина/ширина рабочего стола – 1,25/0,32 м.
- Количество Т-образных пазов – 3.
- Габариты – 2,3/1,95/1,67 м.
- Вес – 2,9 т.
- Механизм торможения шпинделя – присутствует.
- Масса обрабатываемой заготовки по максимуму – 250 кг.
- Перемещение лимба за один оборот (продольно/вертикально) – 6/2 мм.
- Дистанция от оси до хобота – 155 мм.
- Продольное/поперечное перемещение стола – 800/240 мм.
Модификация 6Р82Г отличается только массой (2,83 т), а также предельным расстоянием от горизонтального шпинделя до рабочей поверхности (450 мм).





