

Сфера применения
Пальчиковые фрезы широко применяются при обработке металлических деталей для нарезки пазов, уступов и плоскостей. Он удобен для вырезания выемок и контурных уступов, съёма металла и зачистки поверхностей, находящихся под углом 90° по отношению друг к другу. В зависимости от размера зуба они могут быть использованы для получистовой и чистовой обработки. В частности это:
- нарезка пазов для замков;
- зачистка пазов в деталях машин под канавки для закладки уплотнителя;
- подготовка дренажных отверстий;
- изготовление деталей в автомобильной промышленности, а также во многих других случаях.
Сфера применения
Пальчиковые фрезы широко применяются при обработке металлических деталей для нарезки пазов, уступов и плоскостей. Он удобен для вырезания выемок и контурных уступов, съёма металла и зачистки поверхностей, находящихся под углом 90° по отношению друг к другу. В зависимости от размера зуба они могут быть использованы для получистовой и чистовой обработки. В частности это:
- нарезка пазов для замков;
- зачистка пазов в деталях машин под канавки для закладки уплотнителя;
- подготовка дренажных отверстий;
- изготовление деталей в автомобильной промышленности, а также во многих других случаях.
Фрезерование шпоночных пазов
Шпоночные пазы фрезеруют после окончательной обработки цилиндрической поверхности. Сквозные и открытые пазы с выходом канавки по окружности, радиус которой равен радиусу фрезы, обрабатывают дисковыми фрезами. Превышение размера ширины паза по сравнению с шириной фрезы составляет 0,1 мм и более.
После заточки дисковых пазовых фрез ширина фрезы несколько уменьшается, и поэтому использование фрез возможно лишь до определенных пределов, после чего их применяют для других работ, когда не столь важен размер по ширине. При установке фрезы на оправку для фрезерования шпоночного паза необходимо добиться, чтобы фреза имела минимальиое биение по торцу. Заготовку закрепляют в машинных тисках с медными или латунными накладками на губках.
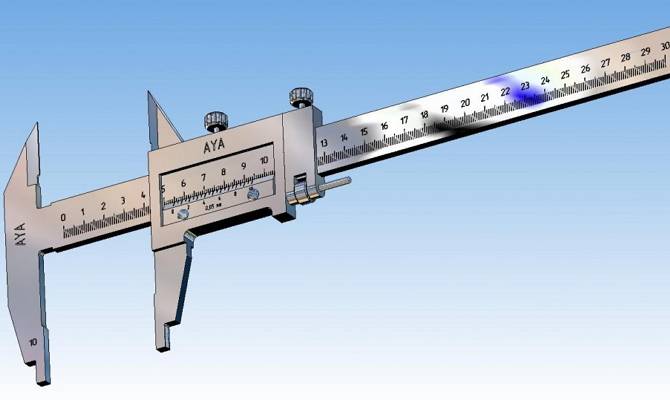
Если тиски установлены правильно, то точность установки закрепленного в них вала можно и не проверять. Установить фрезу следует так, чтобы она была расположена симметрично относительно диаметральной плоскости, проходящей через ось вала. Для выполнения этого условия пользуются следующим приемом. После закрепления фрезы и проверки ее биения индикатором фрезу устанавливают предварительно в диаметральной плоскости вала. Точная установка осуществляется угольником и штангенциркулем.
На рис. 59 видно, что размер S = Т+d/2+B/2, где Т—ширина полки угольника, мм; d — диаметр вала, мм; В — ширина фрезы, мм.
Для установки фрезы необходимо поставить ее в поперечном направлении на размер S со стороны одного из выступающих над тисками концов вала. Проверить этот размер штангенциркулем. Затем поставить угольник с другой стороны вала, как это показано на рис. 59 пунктиром, и еще раз проверить размер S. Если оба отсчета по штангенциркулю совпадут, то это означает, что фреза относительно вала установлена правильно.
Для точной и быстрой установки дисковой фрезы в диаметральной плоскости применяют приспособление, показанное на рис. 60. Дисковую фрезу 1 устанавливают по вырезу двусторонней призмы 2, которая в свою очередь установлена по цилиндрической поверхности валика 3. Точность расположения шпоночного паза в диаметральной плоскости обеспечивает соосность V-образных пазов призмы 2. Правильность изготовленного паза проверяют по шаблону.
При установке на глубину фрезерования начальный момент касания фрезы с цилиндрической поверхностью заготовки происходит по линии, если после установки фрезы над валом производить одновременно медленный подъем стола до касания с фрезой и перемещение в продольном направлении. Установив момент касания фрезы с валом, отвести стол из-под фрезы. Выключить станок и вращением рукоятки вертикальной подачи поднять стол на глубину шпоночной канавки.
Разновидности
Определённый вид фрезы предусмотрен для отдельной работы. Они подразделяются на следующие виды:
- Отрезные.
- Дисковые.
- Угловые и концевые. Предназначаются для обработки выемок, уступов, наклонных поверхностей и пазов.
- Шпоночные. Они похожи на сверло и выполняют те же функции, что и концевые.
- Торцовые. Применяются на металлообрабатывающих станках вертикального типа для обработки различных плоскостей.
- Цилиндрические. Могут иметь винтовые или прямые зубцы, устанавливаются на станки горизонтального типа. Ими режут плоские поверхности.
К самой применяемой и широко распространённой группе относят отрезные и дисковые фрезы, на рассмотрении которых мы и остановимся.
Дисковая фреза
Этот тип оборудования является одним из самых производительных, он используется для выполнения уступов, отрезания заготовки, выделки разных выемок, канавок и пазов. У их зубцов на концах имеются дополнительные рабочие кромки, диаметр которых сильно превышает длину самого инструмента.
Этот тип фрезы был создан для работы с металлом в более сложных условиях, с зажатием и вибрацией. Вибрация может быть связана с маленькой жёсткостью тела оборудования или плохого отхода стружки из рабочей зоны.
Фреза по металлу дисковая делится на следующие разновидности:
- Прорезные.
- Трёхсторонние.
- Пазовые.
- Двухсторонние.
 В пазовых дисковых фрезах имеются режущие зубцы только по внешней цилиндрической поверхности. Для фрезерования мелких канавок они очень удобны. У двухсторонних имеются и поверхностные, и торцовые зубья. У трёхстороннего оборудования зубцы покрывают поверхности и два торца, с их помощью можно одновременно обрабатывать несколько перпендикулярных плоскостей в уступах или пазах.
В пазовых дисковых фрезах имеются режущие зубцы только по внешней цилиндрической поверхности. Для фрезерования мелких канавок они очень удобны. У двухсторонних имеются и поверхностные, и торцовые зубья. У трёхстороннего оборудования зубцы покрывают поверхности и два торца, с их помощью можно одновременно обрабатывать несколько перпендикулярных плоскостей в уступах или пазах.
Чтобы на заготовках выполнять шпицы и узкие канавки, используют топкие дисковые инструменты, их ещё называют «пила». Фаски у них на торцах затачивают поочерёдно. В основном фаской снимается 50% рабочей кромки. Именно по этой причине слой металла, который срезается зубцами, меньше ширины будущей канавки. Подобная конструкция оборудования предусматривает промежутки между зубцами для стружки, которая за счёт этого легче выводится. Если ширина реза будет такой же, как у канавки, то стружка зацепится за стенки и застрянет, что может вызвать поломку режущей поверхности.
Отрезные фрезы
Фреза отрезная является разновидностью дисковой. Созданы они для деления целой заготовки на части и отрезания фрагментов болванок. Рабочих острых кромок на торцах нет, так как они размещены по периферии. По размерам зубьев различают такие типы отрезных фрез:
- С большими зубьями.
- С малыми.
- Со средними (нормальными).
Многие отрезные фрезы относятся к классу «В» по точности и имеют толщину больше 1 мм. Инструменты со средними и малыми зубцами применяются для фрезерования чугуна и стали, а с большими — для лёгких и мягких металлов.
Шпоночная фреза – Большая Энциклопедия Нефти и Газа, статья, страница 1
Шпоночная фреза
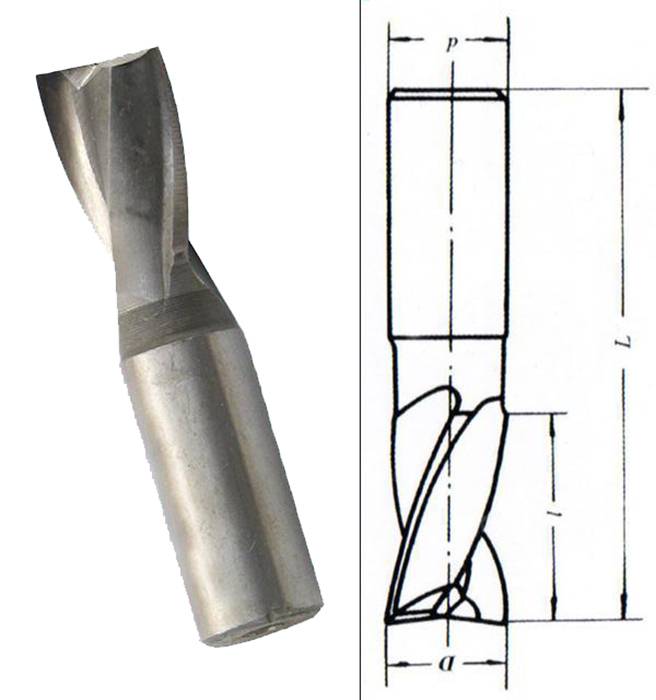
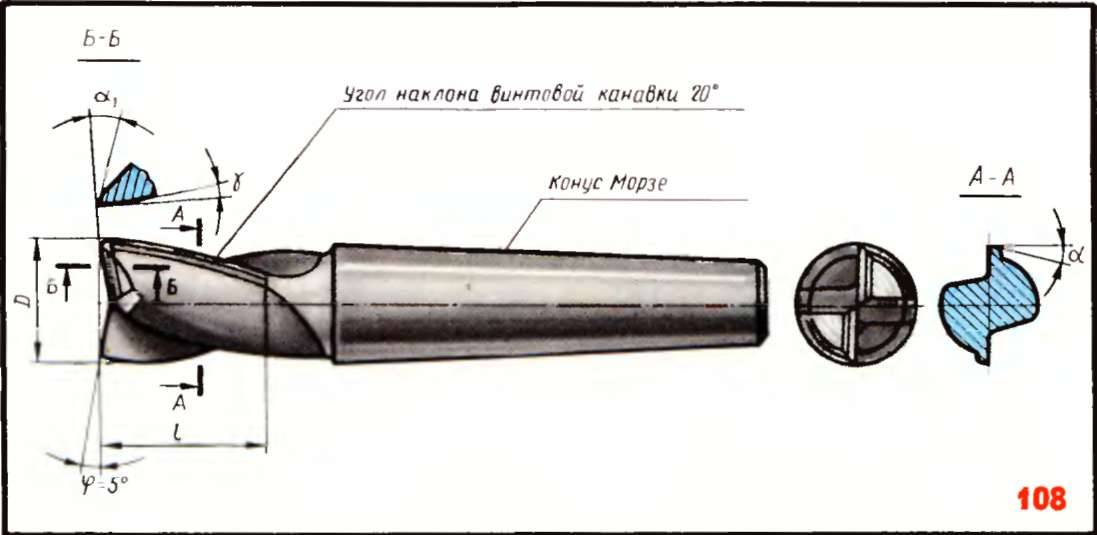
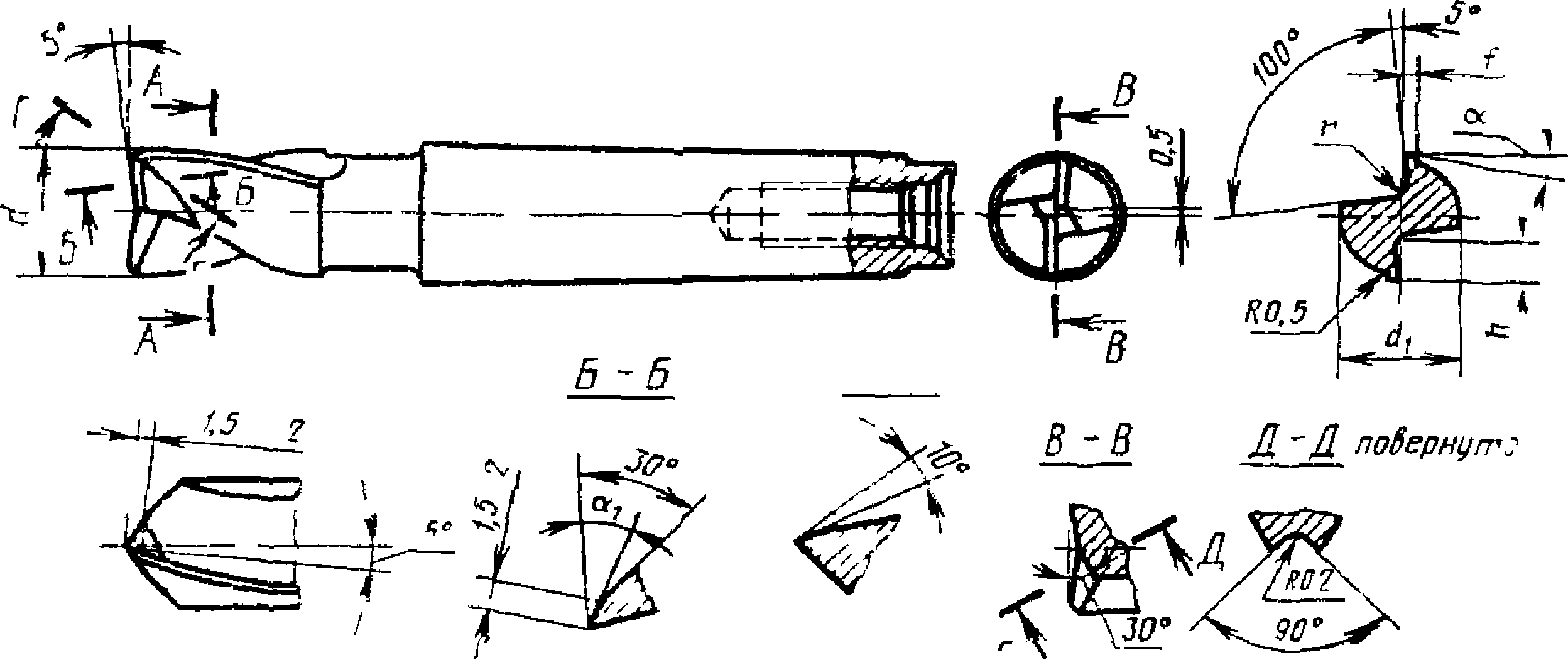
Шпоночные фрезы имеют два режущих зуба с торцовыми режущими кромками, выполняющими основную работу резания. Режущие кромки фрезы направлены не наружу, как у сверла, а в тело инструмента.
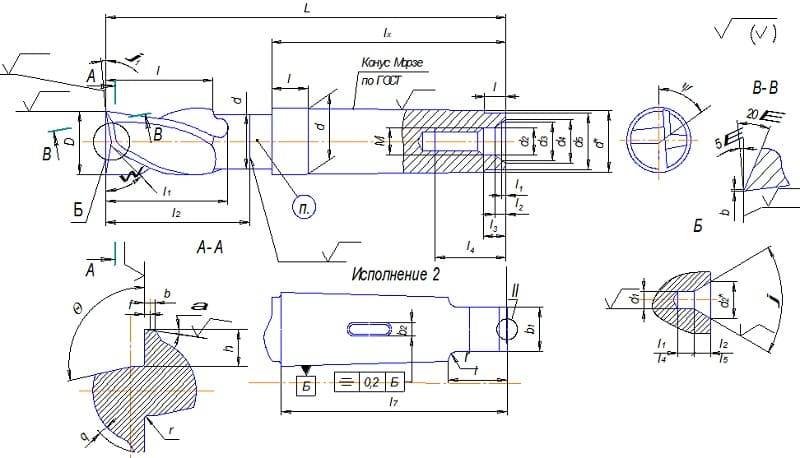
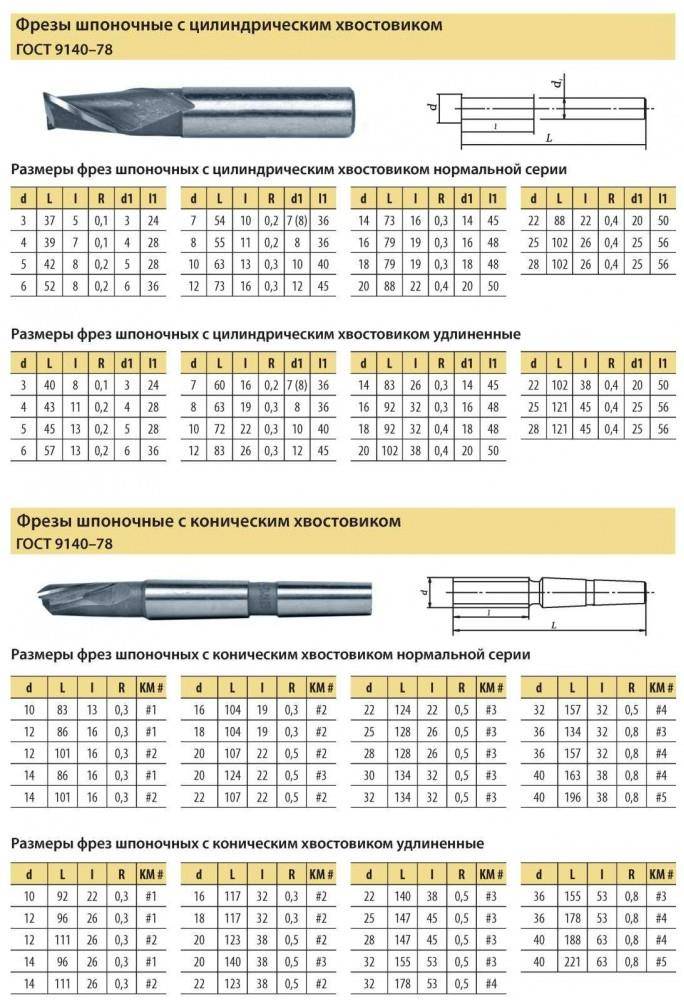
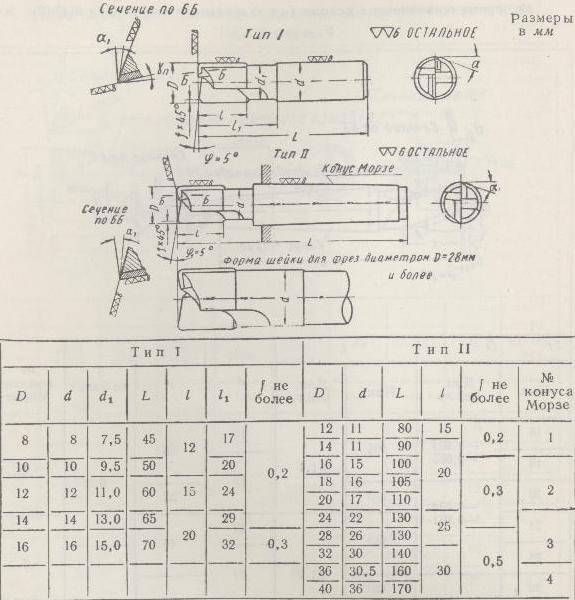
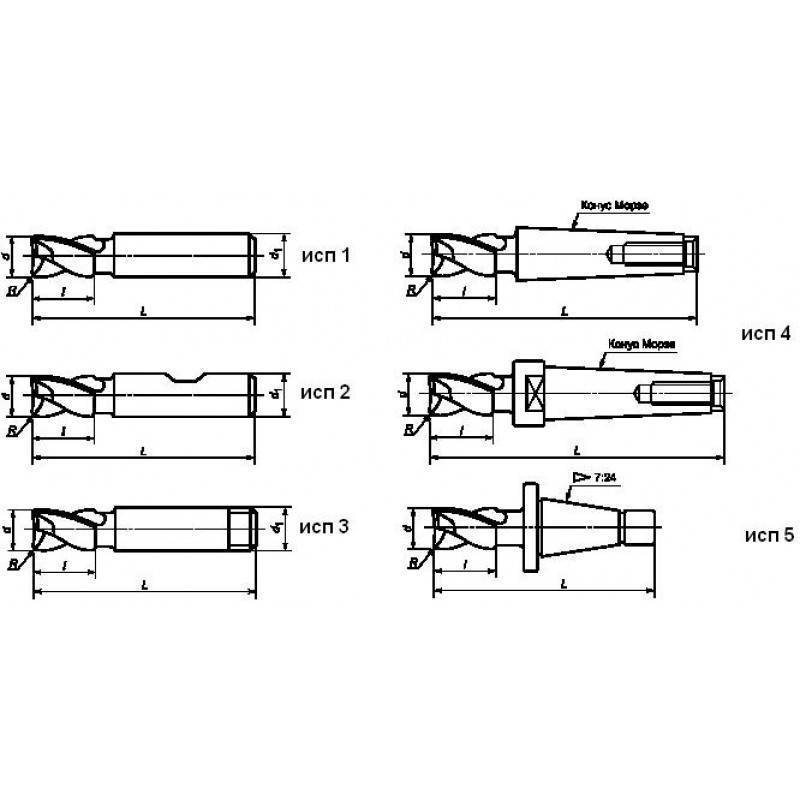
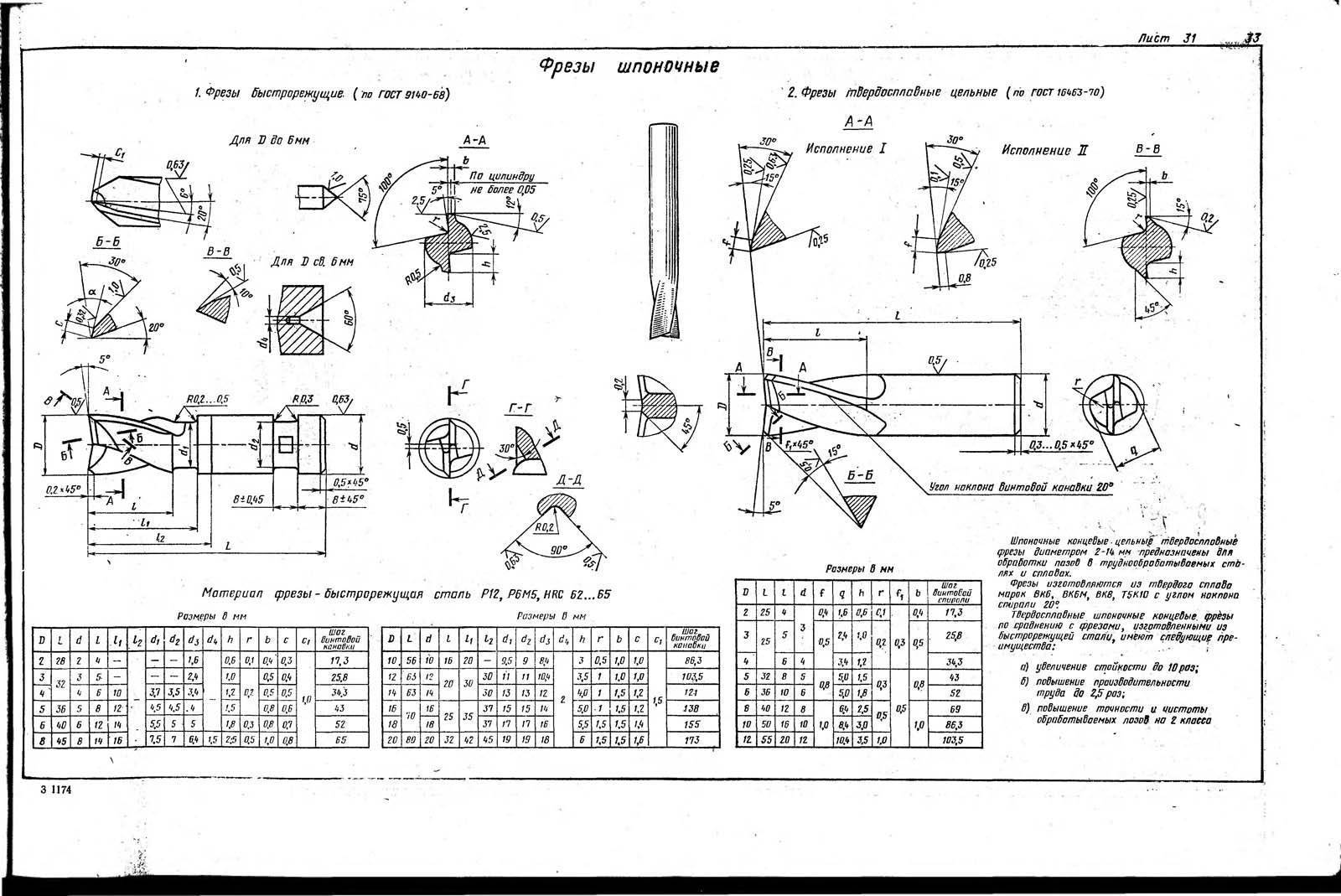
Шпоночные фрезы по ГОСТ 9140 – – 68 применяются для фрезерования шпоночных пазов и изготовляются с цилиндрическим и коническим хвостовиком.
Шпоночные фрезы, оснащенные твердым сплавом ( ГОСТ 6396 – 59), применяются для фрезерования шпоночных пазов на шпоночно-фре-зерных станках с маятниковой подачей.
Шпоночная фреза, оснащенная твердым сплавом.
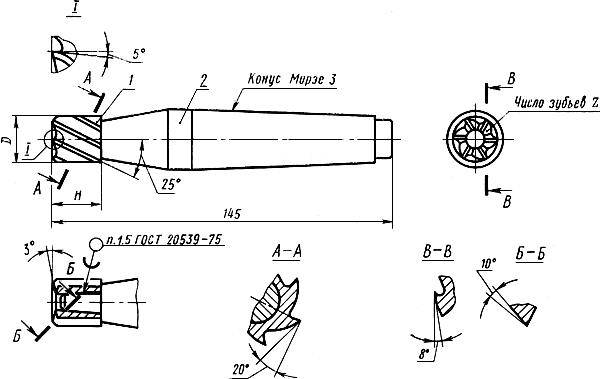
Шпоночные фрезы из быстрорежущей стали по ГОСТу § 140 – 59 диаметром 2 – 20 мм изготовляют с цилиндрическим хвостовиком, диаметром 16 – 40 мм – с коническим. Они имеют два режущих зуба с торцовой режущей кромкой.
Шпоночные фрезы, оснащенные твердым сплавом, диаметром 8 – 16 мм изготовляют по ГОСТу 6396 – 59 с четырьмя режущими зубьями. Эти фрезы применяют для работы на шпоночно-фрезерных станках с маятниковой подачей.
Шпоночные фрезы, оснащенные твердым сплавом, диаметром 8 – 16 мм изготовляют по ГОСТу 6396 – 59 с четырьмя режущими зубьями. Эти фрезы применяют для работы на шпоночно-фрезер-ных станках с маятниковой подачей.
Шпоночные фрезы имеют цилиндрический хвостовик, которым они крепятся в специальный патрон. Диаметр концевой и шпоночной фрезы с, каждой переточкой несколько уменьшается, поэтому перед установкой фрезы в гнездо шпинделя следует проверить ее размер, чтобы ширина шпоночной канавки не получилась меньше заданной
При работе концевыми и шпоночными фрезами надо принимать во внимание осевое биение фрезы, обычно не превышающее 0 05 мм, что вызывает соответствующее увеличение ширины шпоночной канавки против размера фрезы.
Шпоночные фрезы изготовляют по ГОСТ 9140 – 59; они обычно имеют два зуба. Фрезы диаметром от 2 до 20 мм выполняют с цилиндрическим хвостовиком, а диаметром от 16 до 40 мм – с коническим.
Шпоночные фрезы ( ГОСТ 9140 – 78) применяют для фрезерования шпоночных пазов и изготовляют с цилиндрическим и коническим хвостовиком.
Шпоночные фрезы, оснащенные твердым сплавом ( ГОСТ 6396 – 59), применяются для фрезерования шпоночных пазов на шпоночно-фре-зерных станках с маятниковой подачей.
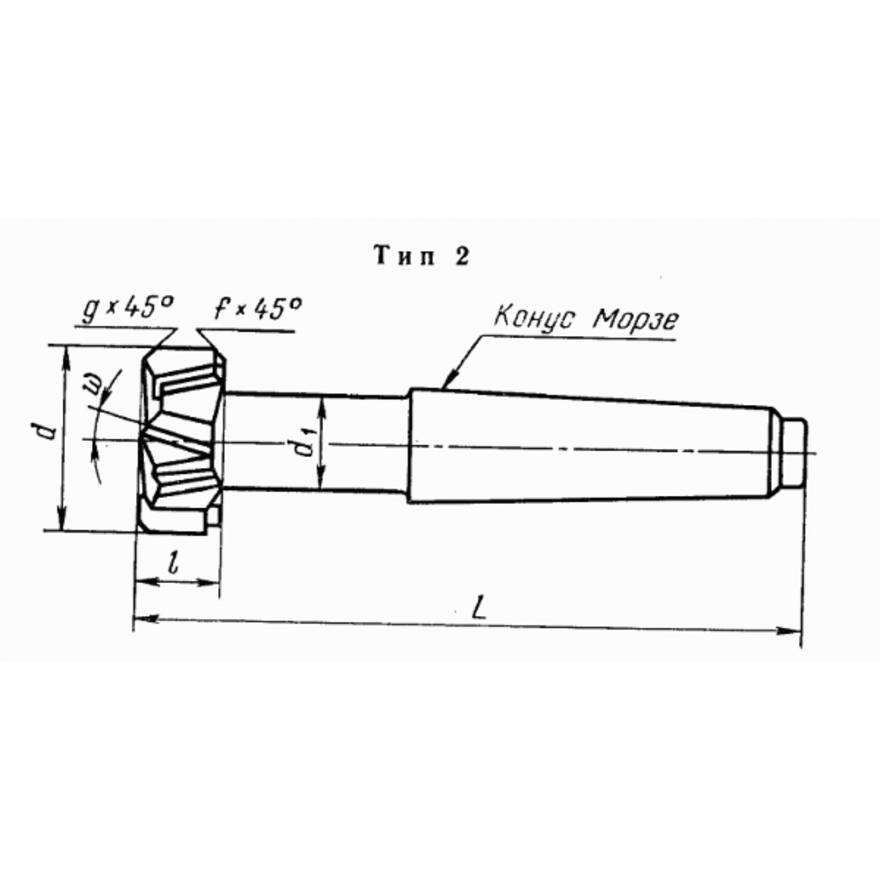
Шпоночные фрезы с коническим хвостовиком ( рис. 2, з) имеют назначение фрезеровать шпоночные канавки на валах.
Шпоночные фрезы, оснащенные твердым сплавом, изготовляют с двумя режущими зубьями; их применяют для работы на шпоночно-фрезерных станках с маятниковой подачей.
Шпоночная фреза имеет два винтовых режущих зуба на цилиндрической части ( со 12) и два торцовых зуба. В момент врезания фрезы на глубину шпоночной канавки ( подача вдоль оси фрезы) главными режущими зубьями являются торцовые, а при осуществлении подачн вдоль оси заготовки – цилиндрические зубья.
Страницы:
1
2
3
4
5 Тонкости обработки открытых и сквозных пазов и уступов
Такие элементы фрезеруют только после того, как все работы по их цилиндрической поверхности полностью завершены. Дисковый инструмент применяют в ситуациях, когда радиусы фрезы и канавки одинаковые.
Обратите внимание – эксплуатация фрез допускается до некоторого момента. При каждой новой заточке инструмента его ширина становится меньше на определенную величину
После нескольких таких операций фрезы становятся негодными для работы с пазами, их можно использовать для выполнения других операций, которые не выдвигают высоких требований к геометрическим параметрам по ширине.

Рассмотренное ранее приспособление подходит для обработки уступов и пазов сквозного и открытого типа
Здесь важно обеспечить правильную установку режущего инструмента на оправку. Монтаж нужно производить так, чтобы биение фрезы по торцу было как можно меньшим
Заготовка фиксируется в тисках с накладками (латунь, медь) на губках.
Точность монтажа фрезы проверяют штангенциркулем и угольником. Процесс выглядит следующим образом:
- инструмент ставят поперечно со стороны конца вала, который выступает из тисков, на заданную заранее дистанцию;
- при помощи штангенциркуля проверяют правильность выставленной дистанции;
- с другого конца вала устанавливают угольник и опять выполняют проверку.
Совпадение результатов замеров говорит о том, что фреза смонтирована правильно.
Добавим, что сегментные шпонки обрабатываются специальными фрезами (насадными либо хвостовыми). Двойной радиус канавок таких шпонок определяет диаметр инструмента, который можно использовать для фрезерования. При выполнении таких работ подача выполняется вертикально (по отношению к оси вала – в перпендикулярном направлении).




Создание шипов на брусках и досках
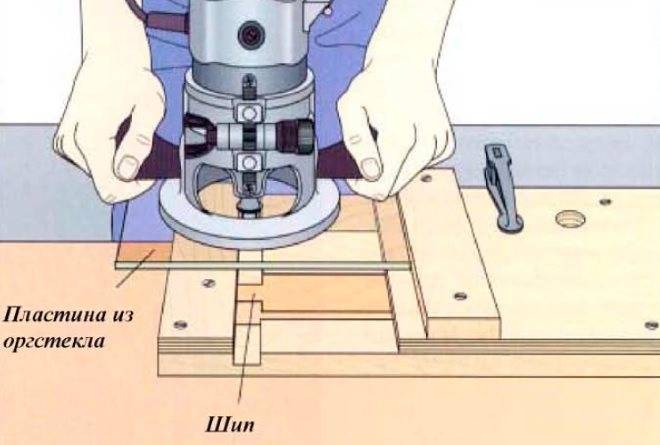
Применяя фрезы для сращивания древесины для ручного фрезера и вышеописанное приспособление, обработку выполняют в следующей последовательности.
- Деталь, которую предстоит обработать, размещается на нижней опорной плоскости.
- Тот край детали, на котором будет формироваться шип, помещается в вырез верхних направляющих и продвигается в нем до упора в подвижный элемент приспособления.
- Подвижный элемент фиксируется в требуемом положении.
- Используя клиновой элемент, верхнюю плоскость детали прижимают к верхним направляющим.
- На верхние направляющие помещается ручной фрезер.
- Дерево при помощи установленного на фрезер инструмента сначала снимается с одной стороны формируемого шипа.
- После обработки одной стороны заготовку переворачивают и выполняют формирование второй стороны шипа.
Вырезка шипа с помощью приспособления № 1
Читать также: Соединитель для кабеля витая пара
Даже такое несложное по конструкции устройство позволяет обрабатывать при помощи ручных фрез соединения «шип-паз» с высокой точностью и производительностью.
Перед началом работы такое приспособление необходимо настроить. Это можно сделать по следующему алгоритму.
- Установленный в ручной фрезер инструмент опускается до его соприкосновения с поверхностью фанеры-основания.
- Измеряется толщина детали.
- Толщина заготовки делится на 4. Результат и будет расстоянием, на которое необходимо поднять фрезу над поверхностью основания.

Вырезка паза с помощью приспособления № 2
Используя шаблон «ласточкин хвост», пазы и шипы создают на половину их толщины, что объясняется особенностями соединения данного типа. Чтобы сделать паз в брусе и доске, а также сформировать шип типа «ласточкин хвост», устройство также необходимо настроить и зафиксировать его составляющие в требуемом положении.

Приспособление № 3 для ласточкиного хвоста в работе
Следует иметь в виду, что создаваемые на деревянных брусках и досках шип и паз должны соединяться друг с другом с некоторым зазором, который необходим для размещения клеевого состава.
И вот дошло дело до досок корпуса для бани. Самое трудное оказалось найти доску с нужным профилем.. И вот как я решил этот вопрос так и не найдя её.
Делаю бочковую доску самостоятельно.
Доска банная имеет в основном свой профиль луна — для лучшего обхождения окружности стен бани

Из за этого профиля доска для бани стоит намного дороже чем доска с обычным шип пазом который применяется для половой доски. И найти доску для бани не всегда легко . И вот я решил этот вопрос по своему — сделал его сам.
Взял обычный фрезер на 1,1 квт и закрепил его в стол для удобства

Его вполне хватает для данной операции и пропуск полтора куба доски не как не отразился не на фрезе не на самом фрезере. Фрезу использовал полукруг самую большую какую нашёл 36мм

Шип делать пришлось подольше и по сложнее так как пришлось проходить доску с обеих сторон уже другой фрезой, но с таким же диаметром окружности.

Фрезеровал уже фрезером помощнее и соответственно для быстроты обработки. Хотя пропуск всех досок занял день.

И вот она доска для бани бочки своими руками.По середине остался небольшой кантик но он легко будет удалятся при установке досок по месту.

Кому интересно посмотрите так сказать в живую как это сделано.
Классификация
Основной характеристикой является форма режущей части инструмента, которая определяет и назначение фрезы. В зависимости от данного параметра они подразделяются на:
- цилиндрические применяемые для нарезания шпоночных пазов и других работ;
- сферические, используются для подготовки круглых выемок;
- радиусные для нарезания пазов сложной конфигурации.
Инструмент имеет неравномерный шаг зубьев, который зависит от количества режущих кромок. Это т. н. окружной шаг и его размер определен требованиями ГОСТ.
В зависимости от направления реза пальчиковые фрезы делятся на право- и леворежущие. Также они подразделяются по типу хвостовика на конические и цилиндрические. По исполнению данный инструмент может быть цельным, со съёмными твердосплавными пластинками или коронками. Цельными являются фрезы малого диаметра, применение инструмента большого диаметра целесообразно с заменой режущих частей по мере износа.
Пальчиковые фрезы имеют маркировку на хвостовой части, в которой указан материал, диаметр и логотип производителя. Исключением является инструмент диаметром до 5 мм. когда указывается только данный размер. Фрезы повышенной точности маркируются литерой «Т» перед маркой сплава.
Фасонные фрезы

Необходимы при выполнении фасонных частей. Очень удобны при большой разнице между шириной и длиной обрабатываемой детали. При короткой поверхности используется метод протягивания. На таких инструментах зубья могут быть затылованными или острозаточенными. Вторые обеспечивают более чистую обработку, меньше истираются нежели затылованные при работе станка по металлу. Но их производство и затачивание возможно исключительно на специальных устройствах, которые четко выдерживают конфигурацию рабочих плоскостей. Потому такой вид фрезы используется только на крупных предприятиях.
Как изготовить приспособление для выборки шипа
При формировании шипов на деревянных заготовках ручным фрезером он никак не фиксируется в пространстве и подводится к обрабатываемой детали вручную
Именно поэтому очень важно, чтобы при использовании электроинструмента обрабатываемая деталь находилась в приспособлении, которое сможет обеспечить не только ее надежную фиксацию, но и точность формируемых на ее поверхности шипов
Конструкцию простейшего устройства, которое в состоянии справиться с такими задачами, составляют:
- несколько неподвижных направляющих (нижние, верхние, боковые);
- подвижная планка, за счет которой можно регулировать длину выборки.
Читать также: Сборка редуктора шуруповерта бош
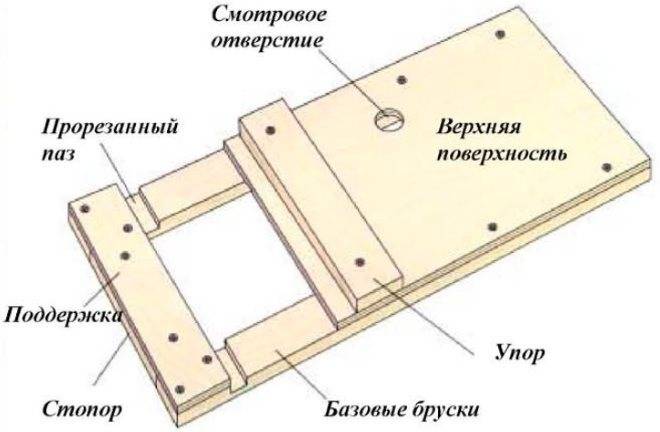
Приспособление № 1 – для выборки шипа
Изготавливается такое устройство, размеры составляющих которого подбираются индивидуально, в следующей последовательности:
- По краям листа фанеры фиксируются одинаковые по высоте боковые вертикальные элементы, в центральной части которых сделаны вырезы.
- На боковых элементах устанавливаются направляющие, по которым будет перемещаться подошва ручного фрезера.
- Чтобы ограничить ход ручного фрезера по верхним направляющим, на них следует зафиксировать боковые планки.
- На листе фанеры, играющем роль основания устройства, необходимо установить подвижный элемент, при помощи которого будет регулироваться величина вылета края обрабатываемой заготовки. Для фиксации можно использовать обычный винт с барашком или любой другой подходящий крепеж.
При изготовлении приспособления предложенной конструкции надо учитывать следующие моменты:
- Высота верхних направляющих должна соответствовать сумме толщины обрабатываемой детали и величины небольшого зазора, который необходим для установки фиксирующего клина.
- Вырезы в боковых вертикальных элементах выполняются такой ширины, чтобы она учитывала длину формируемого шипа.
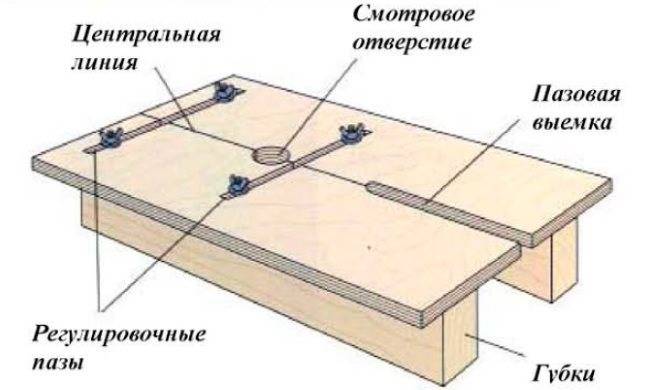
Приспособление № 2 – для выборки паза
Работать с использованием приспособления предложенной конструкции можно ручным фрезером практически любой современной модели, в опциях которого предусмотрена возможность регулировки скорости резания, величины подачи и вылета рабочей части применяемого инструмента.
Для создания на боковой поверхности бруса или доски шипа «ласточкин хвост» используется устройство, изготавливаемое следующим образом.
- В листе многослойной фанеры выполняется отверстие, из которого будет выступать режущая часть фрезы «ласточкин хвост».
- С нижней части подготовленного фанерного листа фиксируется ручной фрезер. Для этого можно применять хомуты, саморезы или любые другие крепежи.
- На поверхности фанерного листа, по которому будет перемещаться обрабатываемая заготовка, закрепляется доска толщиной 2,5 см. Она будет выполнять роль направляющего элемента. Такая доска является расходным материалом и используется один раз с фрезой определенного диаметра.
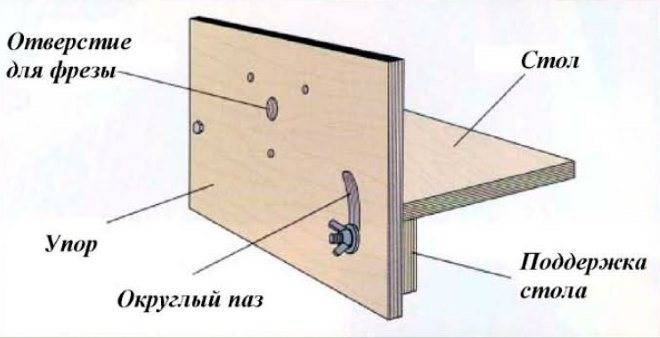
Приспособление № 3 – для фрезеровки ласточкиного хвоста
Такое устройство можно установить между двумя стульями или использовать для его размещения более удобную и надежную конструкцию.
Область применения
Распространение подобного изделия весьма обширно. Они могут применяться для получения канавок самого различного типа. В большинстве случаев фрезы шпоночного типа производятся для станков. Как ранее было отмечено, довольно большое распространение получили конические хвостовики, так как они больше всего подходят для установки инструмента в распространенном фрезерном оборудовании.

Сегодня рассматриваемый тип шпоночных фрез имеют следующую область применения:
- В машиностроительной области. В цехах встречается довольно большое количество фрезеровального оборудования, которое также может применяться для получения шпоночных канавок при использовании соответствующей оснастки.
- В области производства бытового оборудования. Сегодня при создании корпусов проводится фрезерование. Современное оборудование позволяет получить изделия с точными размерами.
- В домашних мастерских. В мастерских могут применяться ручные фрезеры и модульные установки, которые также снабжаются шпоночными фрезами. Для домашних мастерских подходят недорогие изделия, так как бытовые установки характеризуются более низкими эксплуатационными характеристиками.

В целом можно сказать, что рассматриваемая оснастка является неотъемлемой частью большинства производственных цехов.
Для чего предназначаются фрезы по металлу
Фреза — это режущая деталь, которая используется в паре с электроинструментом. В качестве электрического инструмента используется фрезер. Другое название фрез по металлу — борфрезы и шарошки. Главное назначение рассматриваемых насадок в том, чтобы в процессе механического воздействия получить в итоге детали необходимых размеров и форм.
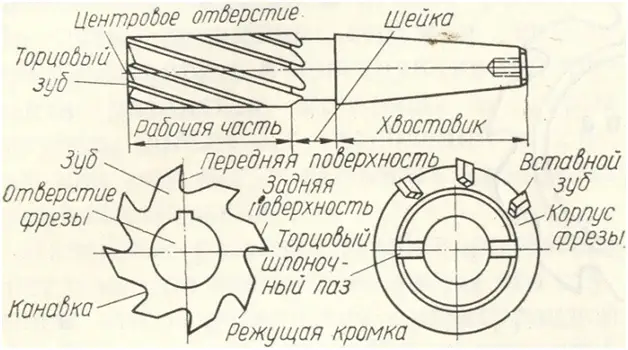
Фрезой называется насадка, состоящая из двух основных частей — хвостовик и рабочая зона. Хвостовик нужен для присоединения насадки к фрезерному станку, а рабочая часть входит в непосредственный контакт с обрабатываемой заготовкой. Рабочая зона оснащена острыми зубьями, посредством которых осуществляется снятие слоя металла с обрабатываемой заготовки.

Форма рабочей части влияет на результат, поэтому производители выпускают фрезы по металлу разных видов. На виды насадки классифицируются по внешнему виду и назначению. Применяются они в следующих сферах:
- Автомобилестроение и машиностроение — служат для изготовления разных отверстий, канавок и прочих углублений в составных деталях и механизмах будущих автомобилей
- Производство разного оборудования и инструментов
- Энергетика и строительство
- Производство судов
- Железнодорожный транспорт
В хозяйстве фрезы по металлу востребованы крайне редко, но при необходимости их использования, всегда можно применить шарошку для дрели.

Фрезами можно не только получать разного вида отверстия и выемки в заготовках, но еще и осуществлять зачистку сварочных швов, увеличивать имеющиеся отверстия, ровнять края, зачищать поверхности в труднодоступных местах. Особой популярностью такие насадки пользуются не только в промышленности, но еще и среди мастеров, занимающихся изготовлением разных металлоконструкций.

Это интересно!Фрезы не предназначены для применения с дрелями и шуруповертами, но многие их активно используют не по назначению. Главный недостаток применения фрез на дрели в том, что электродвигатель инструмента испытывает сильные боковые нагрузки, и при этом быстро выходит из строя. Применять на дрели можно насадки с цилиндрическим типом хвостовика.
Какие бывают шпоночные фрезы по металлу — Bezhelme.ru
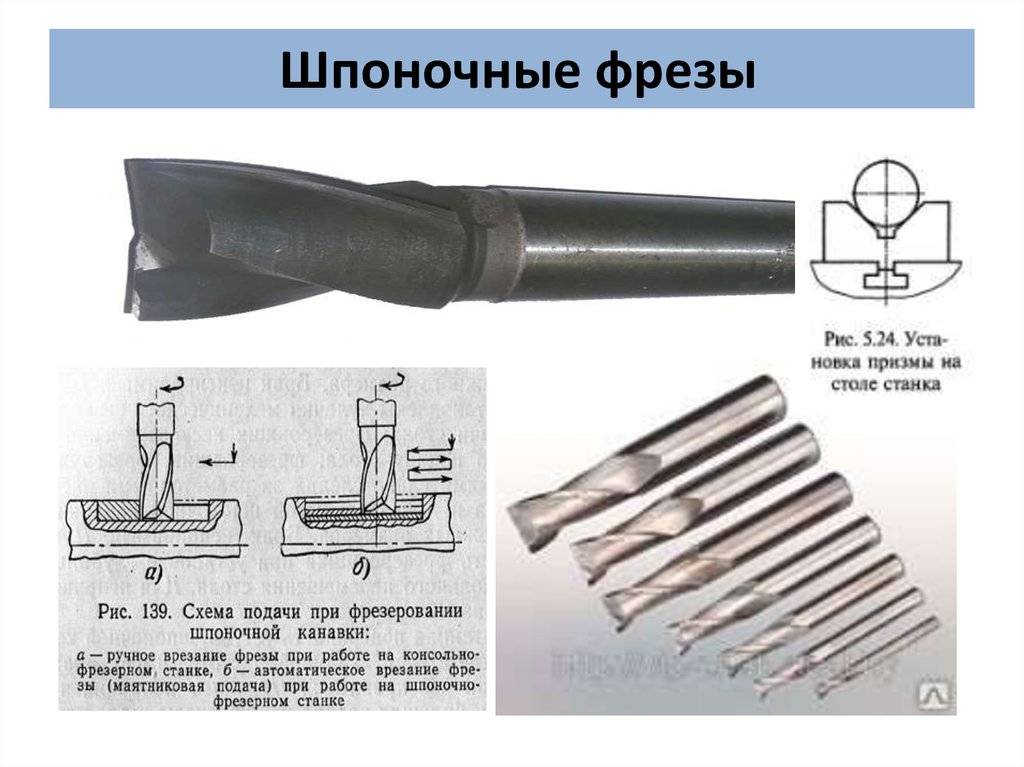
Сегодня будет разбираться с фрезами, товар довольно специфический и чаще всего используется на производстве, ибо для домашних работ практически всегда хватает обычных сверл. Однако пару раз у нас покупали фрезы для каких-то специфических домашних работ, когда обычные сверла не могли дать желаемого результата. Чаще всего это вот такие работы — формирование ровных пазов в древесине. Хоть фрезы и по металлу, ими очень удобно обрабатывать и дерево.
Итак, шпоночная фреза — она двухперая. На конце 2 режущих кромки. Такие считаются для более черновой обработки. Если будет больше двух — это уже концевая (для более чистовой). Однако не стоит путать, ибо шпоночная фреза может быть и дисковой. Так что правильно будет назвать эти фрезы шпоночными концевыми ( в виде сверла).
На фото выше фрезы с коническим хвостовиком
«Шпонки» различаются по типа хвостовика (как и любые другие фрезы) — хвостовик может быть цилиндрический и конический. Конус — для станков, цилиндр — также для станков, однако можно использовать и во фрезерном станке (обычный домашний фрезер) и в дрели.
Далее — материал изготовления. В подавляющем большинстве фрезы изготавливаются из быстрореза — Р6М5, в разы реже можно найти старый добрый сплав Р18, он конечно же котируется выше Р6М5, поскольку данный металл берет даже закаленную сталь. Вот просто шикарный экземпляр высокого качества:
Для обработки самой твердой стали, закаленного металла используются фрезы с напайками из твердосплавного металла — напайки чаще всего ВК8. Такие фрезы стоят дороже и найти их в продаже сложнее. Фото:
Защищенные от ржавения рабочего диапазона фрезы — с титановым покрытием (напыление карбита титана), желтый наконечник. Конечно, защитный слой призван защитить не только от ржавения, считается, что фреза прослужит чуть дольше, чем обычная. По отзывам работников, это всего лишь миф. Тем не менее, когда рабочая часть фрезы защищена от ржавчины — это очень хорошо, особенно если инструмент хранится в помещении с высокой влажностью.
Какие фрезы больше всего котируются по качеству? Тут сразу могу сказать — времен производства СССР, со знаком качества. Найти такие будет сложно, но они того реально стоят и некоторые продавцы, знающие о высоких показателях качества, ценник завышают.
Как я уже говорил, такие фрезы чаще всего используются в производстве. Однако фрезы небольшого диаметра с цилиндрическим хвостовиком просто шикарно подходят для ручных фрезеров.
У нас чаще всего брали шпонки на 6 и 8 мм диаметром(фото выше). Обработка дерева просто идеальна получалась.
Область применения
Распространение подобного изделия весьма обширно. Они могут применяться для получения канавок самого различного типа. В большинстве случаев фрезы шпоночного типа производятся для станков. Как ранее было отмечено, довольно большое распространение получили конические хвостовики, так как они больше всего подходят для установки инструмента в распространенном фрезерном оборудовании.
Сегодня рассматриваемый тип шпоночных фрез имеют следующую область применения:
- В машиностроительной области. В цехах встречается довольно большое количество фрезеровального оборудования, которое также может применяться для получения шпоночных канавок при использовании соответствующей оснастки.
- В области производства бытового оборудования. Сегодня при создании корпусов проводится фрезерование. Современное оборудование позволяет получить изделия с точными размерами.
- В домашних мастерских. В мастерских могут применяться ручные фрезеры и модульные установки, которые также снабжаются шпоночными фрезами. Для домашних мастерских подходят недорогие изделия, так как бытовые установки характеризуются более низкими эксплуатационными характеристиками.

В целом можно сказать, что рассматриваемая оснастка является неотъемлемой частью большинства производственных цехов.
Конструкция шпоночных фрез
Рассматриваемая фреза шпоночная ц/х характеризуется довольно большим количеством конструктивных особенностей. Зачастую изделие напоминает стальной стержень со следующими элементами:
- Рабочий часть представлена витковыми кромками с небольшим углом. Стоит учитывать, что поверхность имеет относительно неглубокие выемки, которые требуются для формирования режущей кромки и отвода стружки при работе.
- Современные цилиндрические варианты исполнения имеют основную часть, за счет которой обеспечивается углубление инструмента в материал. Эта часть может иметь самую различную длину.
- Для крепления инструмента могут создаваться различные поверхности. Современные фрезы с цилиндрическим хвостовиком подходят для установки в ручных фрезеровальных устройствах, также можно приобрести вариант исполнения с коническим хвостовиком.

Конусный вариант исполнения подходит для большинства станков, цилиндрический устанавливается в фрезерном станке или ручной дрели. Сегодня перьевые фрезы могут продаваться в различных специализированных магазинах.
Материал шпонок
Для изготовления шпоночного соединения применяют калибровочный металлопрокат. Чаще всего используется сталь марки 45. Она относиться к углеродистым сталям обычного типа, которая часто применяется для производства деталей высокой прочности. Сталь используется в виде бруска длиной 1 м.
В некоторых случаях может применять углеродистая сталь марки 50. Она необходима, когда требуется повышенные прочностные свойства полученных шпонок. Реже применяются легированные стали, например, марки 40х, для которой характерен высокий показатель твердости, достигаемый путем термической обработки.
Стальные заготовки обрабатываются с помощью фрезы, сверлильных станков, станков для рубки, шлифовальных машин и других инструментов. Используемые станки имеют блок управление, который позволяет с помощью числовых программ изготовить деталь необходимых параметров.
Цена полученной шпонки довольно низка, поэтому приобрести необходимую деталь довольно легко. Но в некоторых случаях, когда есть необходимость срочного получения шпонки, изготовить ее можно самостоятельно. Чаще всего подобная необходимость возникает в сельском хозяйстве, где во время сезонных работ часто возникают поломки, которые нужно отстранить. При этом ближайшие точки продажи необходимых деталей находиться на расстоянии в несколько десятков километров.
Имея небольшое количеству инструмента под рукой и заготовку из соответствующего материала, можно быстро изготовить временную замену. При соблюдении технических характеристик, полученная деталь сможет полноценно заменить заводскую, но лучше всего при первой возможности приобрести шпонку нужной прочности и геометрических параметров. Это необходимо для избежание преждевременного износа механизмов.
Иногда для производства могут использовать другие материалы, например, пластик высокого качества. В качестве материала может использоваться дерево, чаще всего при изготовлении мебели.
В качестве материала лучше использовать разные породы дерева, для шпонки подойдет более мягкий материал чем основной. Это позволит обезопасить основную конструкцию от повреждений в случае повышенной нагрузки. Легче заменить шпонку чем большой конструкционный узел.
Для предотвращения проникания влаги в железобетонные конструкции используются специальные шпонки – ватерстоп. Изготавливают их из резины высокого качества и ПВХ. Это позволяет добиться необходимой степени водонепроницаемости и стойкости к растворам агрессивных химических веществ.
Концевая фреза — для чего предназначена
Концевые фрезы от угловых отличаются конструктивно, и по предназначению. Концевые насадки нашли свое применение не только на станочном стационарном оборудовании, но и на ручном электроинструменте. Как уже упоминалось, концевая фреза имеет прямое сходство с обычным сверлом по металлу на дрель. Однако есть отличие, которое обусловлено наличием прямых режущих кромок на торце цилиндрического основания.
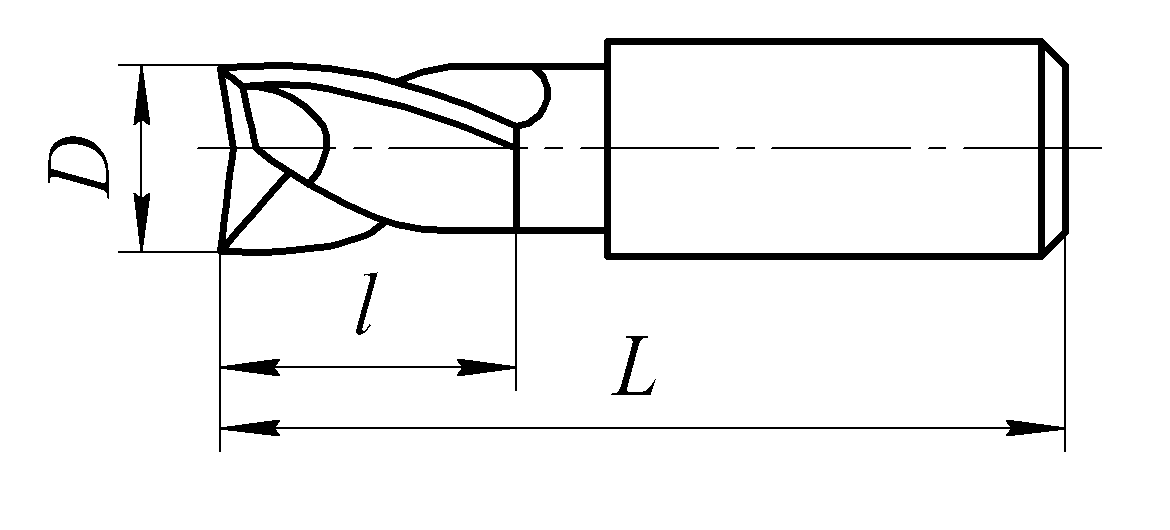
Концевая фреза предназначена не для сквозного сверления металла, а для изготовления пазов в заготовках. Изготавливается оснастка преимущественно из быстрорежущей и легированной стали. Конструкция концевой фрезы представлена на фото.

Основная фрезеровка находится на торцевой части насадки, а сбоку располагаются дополнительные лезвия. Эти лезвия могут иметь винтовую и наклонную форму, и предназначены они для отвода стружки из области реза. Другое название концевых фрез — пальчиковые, которые делятся на следующие виды по соответствующим признакам:
- Монолитные или соединенные с хвостовиком посредством сварочного соединения
- С цилиндрическим и коническим хвостовиком. Оснастку с цилиндрическим хвостовиком можно использовать на дрели
- С мелкими и крупными зубьями. Мелкозубые концевые фрезы позволяют осуществлять чистовую обработку, а крупнозубые служат для грубой обработки металла

На основании концевых фрез по металлу появились насадки сферической формы, посредством которых осуществляется обработка выемок, имеющих сферическую конструкцию. Такие фрезы еще называют шаровыми, так как имеют они форму шара. Есть еще радиусные шарошки, которые служат для выборки пазов, и грибковые, нашедшие свое применение для обработки Т-образных пазов на заготовках из чугуна, стали и цветных металлов.

Оснастка с цилиндрическим хвостовиком выпускается согласно стандарту ГОСТ 17025-81.
https://youtube.com/watch?v=gVJI7YAaQK8%3F





